Спосіб електроерозійної обробки дротовим електродом-інструментом
Формула / Реферат
1. Спосіб електроерозійної обробки дротовим електродом-інструментом, що протягують по випуклій поверхні майстер-електрода при взаємному їх обертанні навколо центральної осі та будь-якому просторовому відносному переміщенні електродного вузла відносно заготовки, який відрізняється тим, що обробку здійснюють електричною дугою в однобічно спрямованому гідродинамічному потоці робочої рідини, який сформований щілиноподібним та дотичним до дротового електрода-інструмента в зоні обробки каналом в майстер-електроді.
2. Спосіб за п. 1, який відрізняється тим, що симетричний потік формують між двома дротовими електродами-інструментами, які паралельно протягують в зоні обробки на відстані між ними меншою або рівною двом торцевим міжелектродним зазорам.
Текст
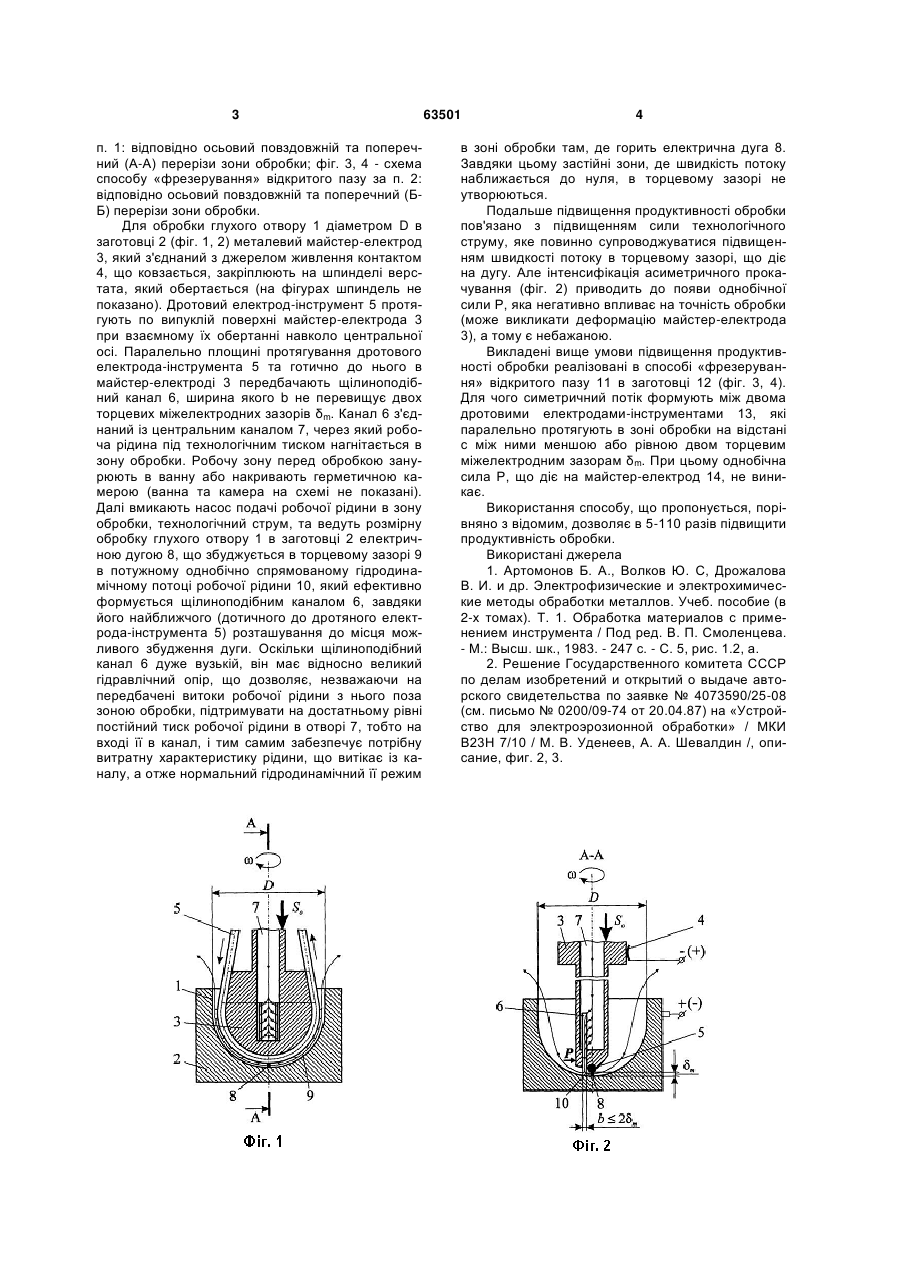
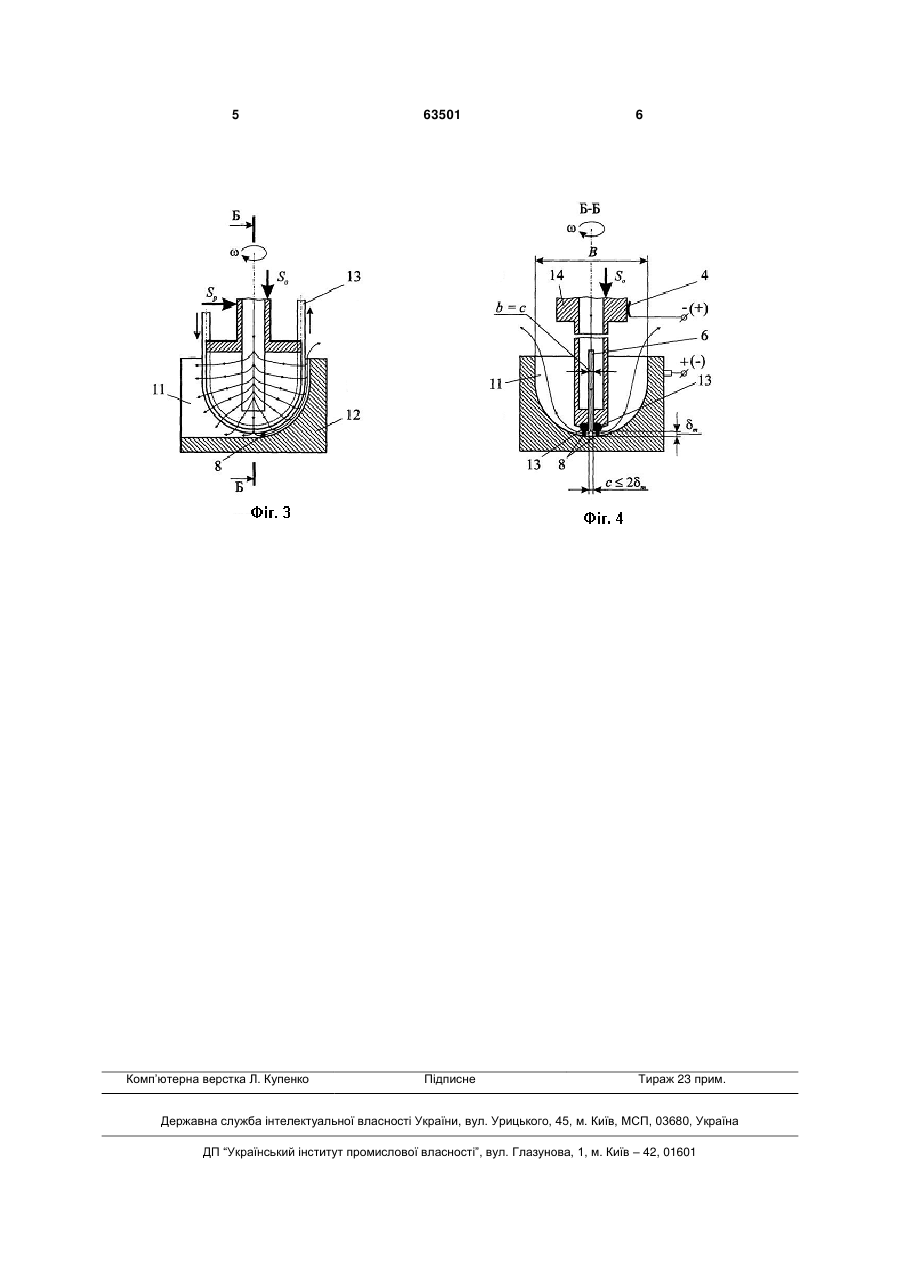
1. Спосіб електроерозійної обробки дротовим електродом-інструментом, що протягують по випуклій поверхні майстер-електрода при взаємному їх обертанні навколо центральної осі та будь-якому просторовому відносному переміщенні електродного вузла відносно заготовки, який відрізняється 3 п. 1: відповідно осьовий повздовжній та поперечний (А-А) перерізи зони обробки; фіг. 3, 4 - схема способу «фрезерування» відкритого пазу за п. 2: відповідно осьовий повздовжній та поперечний (ББ) перерізи зони обробки. Для обробки глухого отвору 1 діаметром D в заготовці 2 (фіг. 1, 2) металевий майстер-електрод 3, який з'єднаний з джерелом живлення контактом 4, що ковзається, закріплюють на шпинделі верстата, який обертається (на фігурах шпиндель не показано). Дротовий електрод-інструмент 5 протягують по випуклій поверхні майстер-електрода 3 при взаємному їх обертанні навколо центральної осі. Паралельно площині протягування дротового електрода-інструмента 5 та готично до нього в майстер-електроді 3 передбачають щілиноподібний канал 6, ширина якого b не перевищує двох торцевих міжелектродних зазорів δm. Канал 6 з'єднаний із центральним каналом 7, через який робоча рідина під технологічним тиском нагнітається в зону обробки. Робочу зону перед обробкою занурюють в ванну або накривають герметичною камерою (ванна та камера на схемі не показані). Далі вмикають насос подачі робочої рідини в зону обробки, технологічний струм, та ведуть розмірну обробку глухого отвору 1 в заготовці 2 електричною дугою 8, що збуджується в торцевому зазорі 9 в потужному однобічно спрямованому гідродинамічному потоці робочої рідини 10, який ефективно формується щілиноподібним каналом 6, завдяки його найближчого (дотичного до дротяного електрода-інструмента 5) розташування до місця можливого збудження дуги. Оскільки щілиноподібний канал 6 дуже вузькій, він має відносно великий гідравлічний опір, що дозволяє, незважаючи на передбачені витоки робочої рідини з нього поза зоною обробки, підтримувати на достатньому рівні постійний тиск робочої рідини в отворі 7, тобто на вході її в канал, і тим самим забезпечує потрібну витратну характеристику рідини, що витікає із каналу, а отже нормальний гідродинамічний її режим 63501 4 в зоні обробки там, де горить електрична дуга 8. Завдяки цьому застійні зони, де швидкість потоку наближається до нуля, в торцевому зазорі не утворюються. Подальше підвищення продуктивності обробки пов'язано з підвищенням сили технологічного струму, яке повинно супроводжуватися підвищенням швидкості потоку в торцевому зазорі, що діє на дугу. Але інтенсифікація асиметричного прокачування (фіг. 2) приводить до появи однобічної сили Р, яка негативно впливає на точність обробки (може викликати деформацію майстер-електрода 3), а тому є небажаною. Викладені вище умови підвищення продуктивності обробки реалізовані в способі «фрезерування» відкритого пазу 11 в заготовці 12 (фіг. 3, 4). Для чого симетричний потік формують між двома дротовими електродами-інструментами 13, які паралельно протягують в зоні обробки на відстані с між ними меншою або рівною двом торцевим міжелектродним зазорам δm. При цьому однобічна сила Р, що діє на майстер-електрод 14, не виникає. Використання способу, що пропонується, порівняно з відомим, дозволяє в 5-110 разів підвищити продуктивність обробки. Використані джерела 1. Артомонов Б. А., Волков Ю. С, Дрожалова В. И. и др. Электрофизические и электрохимические методы обработки металлов. Учеб. пособие (в 2-х томах). Т. 1. Обработка материалов с применением инструмента / Под ред. В. П. Смоленцева. - М.: Высш. шк., 1983. - 247 с. - С. 5, рис. 1.2, а. 2. Решение Государственного комитета СССР по делам изобретений и открытий о выдаче авторского свидетельства по заявке № 4073590/25-08 (см. письмо № 0200/09-74 от 20.04.87) на «Устройство для электроэрозионной обработки» / МКИ В23Н 7/10 / М. В. Уденеев, А. А. Шевалдин /, описание, фиг. 2, 3. 5 Комп’ютерна верстка Л. Купенко 63501 6 Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of edm process by wire electrode-tool
Автори англійськоюBokov Viktor Myhailovych
Автори російськоюБоков Виктор Михайлович
МПК / Мітки
МПК: B23K 9/00
Мітки: дротовим, електродом-інструментом, спосіб, електроерозійної, обробки
Код посилання
<a href="https://ua.patents.su/3-63501-sposib-elektroerozijjno-obrobki-drotovim-elektrodom-instrumentom.html" target="_blank" rel="follow" title="База патентів України">Спосіб електроерозійної обробки дротовим електродом-інструментом</a>
Спосіб розмірної обробки електричною дугою тіл обертання непрофільованим електродом-інструментом
Номер патенту: 25645
Опубліковано: 10.08.2007
Автори: Сіса Олег Федорович, Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: непрофільованим, обертання, дугою, тіл, розмірної, спосіб, електричною, обробки, електродом-інструментом
Формула / Реферат:
Спосіб розмірної обробки електричною дугою тіл обертання непрофільованим електродом-інструментом з обертанням електрода-заготовки та радіальною й осьовою подачею електрода-інструмента при потужному нагнітанні робочого середовища в міжелектродний зазор, який відрізняється тим, що дугу збуджують між електродом-заготовкою та торцевою поверхнею непрофільованого електрода-інструмента (наприклад, дротового, стержневого чи трубчастого), який...
Спосіб обробки деталей електродом-інструментом для шліфування
Номер патенту: 7750
Опубліковано: 15.07.2005
Автори: Куровська Тетяна Юріївна, Шульга Іван Федорович, Марчук Володимир Єфремович
Мітки: електродом-інструментом, шліфування, деталей, обробки, спосіб
Формула / Реферат:
Спосіб обробки деталей електродом-інструментом для шліфування, при якому підключають через ключ керування електрод-інструмент і деталь до джерела живлення постійним струмом прямої полярності та зворотної полярності, прокачують електроліт в зону контакту електрода-інструмента і деталі, подають через ключ керування на електрод-інструмент і деталь струм прямої полярності, обробляють деталь електродом-інструментом при прямій полярності струму,...
Спосіб електроерозійної послідовної чорнової та чистової обробки порожнин
Номер патенту: 59347
Опубліковано: 10.05.2011
Автор: Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: чорнової, чистової, електроерозійної, послідовно, порожнин, спосіб, обробки
Формула / Реферат:
Спосіб електроерозійної послідовної чорнової та чистової обробки порожнин, що включає застосовування для чорнової обробки електричної дуги в поперечному гідродинамічному потоці робочої рідини при силі струму 50...1000 А, який відрізняється тим, що чистову обробку здійснюють нестаціонарним, наприклад, імпульсним, електричним розрядом при силі струму значно менше 50 А з періодичним релаксаційним прокачуванням робочої рідини в штучно...
Спосіб електроерозійної обробки зовнішніх та внутрішніх поверхонь
Номер патенту: 31732
Опубліковано: 15.12.2000
Автори: Попова Маргарита Іванівна, Боков Віктор Михайлович, Карпенко Лариса Володимірівна
МПК: B23H 1/00
Мітки: зовнішніх, спосіб, електроерозійної, поверхонь, внутрішніх, обробки
Текст:
...(фіг. 5) та внутрішньої (фіг. 6) поверхонь одночасно двох заготовок. Для обробки зовнішньої поверхні 1 при паралельному вступі в роботу зовнішнього чорнового 2 та внутрішнього чистового 3 елементів складеного електрода-інструмента дані елементи розташовуються з електроізоляцією 4 відносно один одного паралельно напрямку обробки, тобто так, як показано на фіг. 1, а робоча рідина нагнітається у торцевий міжелектродний зазор під технологічним...
Спосіб електроерозійної обробки порожнин електричною дугою
Номер патенту: 58023
Опубліковано: 25.03.2011
Автор: Боков Віктор Михайлович
МПК: B23P 13/00
Мітки: порожнин, електричною, спосіб, електроерозійної, обробки, дугою
Формула / Реферат:
Спосіб електроерозійної обробки порожнин електричною дугою, що включає нагнітання робочої рідини в торцевий міжелектродний зазор під технологічним тиском за напрямком від периферії до центра електрода-інструмента, який відрізняється тим, що обробку здійснюють в три стадії: на першій стадії технологічний струм плавно підвищують від нуля до величини, що відповідає рівню чорнової обробки; на другій стадії ведуть високопродуктивну чорнову обробку...
Попередній патент: Верстат для обробки електричною дугою порожнин
Наступний патент: Робочий орган культиватора
Випадковий патент: Спосіб вимірювання тангенса кута діелектричних втрат ізоляції трифазних електричних установок