Моноволоконний металевий пиляльний дріт

Формула / Реферат
1. Моноволоконний металевий пиляльний дріт для дротової пилки, який виконаний з металевого дроту діаметром d і має безліч хвилеподібних складок, при цьому хвилеподібні складки розташовані щонайменше в двох різних площинах таким чином, що при вимірі уздовж ділянки між вимірювальними стрижнями мікрометра, що має хвилеподібні складки щонайменше в двох різних площинах, контурний, описаний пиляльним дротом з хвилеподібними складками діаметр D перевищує в 1,05-1,50 разу діаметр d.
2. Пиляльний дріт за п. 1, у якому хвилеподібні складки мають максимальну довжину хвилі 10 мм, а мікрометр має пластинки на кінцях вимірювальних стрижнів для виміру між ними контурного діаметра, причому ці пластинки мають діаметр не менше 20 мм.
3. Пиляльний дріт за п. 1, у якому описаний пиляльним дротом із хвилеподібними складками діаметр перевищує в 1,10-1,30 разу діаметр d.
4. Пиляльний дріт за п. 1, у якому діаметр d пиляльного дроту дорівнює 0,15-0,50 мм.
5. Пиляльний дріт за п. 1, у якому діаметр d пиляльного дроту дорівнює 0,20-0,30 мм.
6. Пиляльний дріт за п. 1, який має безліч перших і других секцій, що чергуються, причому в кожній з перших і других секцій пиляльний дріт вигнутий у щонайменше першій і другій площинах.
7. Пиляльний дріт за п. 6, у якому хвилеподібні складки в першій площині мають більшу довжину хвилі, ніж хвилеподібні складки в другій площині.
8. Пиляльний дріт за п. 6, у якому перша площина практично перпендикулярна до другої площини.
9. Пиляльний дріт за п. 1, який має безліч перших і других секцій, що чергуються, причому в першій секції пиляльний дріт більше вигнутий у першій площині, а в другій секції пиляльний дріт більше вигнутий у другій площині.
10. Пиляльний дріт за п. 9, у якому перша площина практично перпендикулярна до другої площини.
11. Пиляльний дріт за п. 1, у якому хвилеподібні складки мають зиґзаґоподібну форму.
12. Пиляльний дріт за п. 1, який додатково містить покриття з абразивного матеріалу.
13. Спосіб виробництва моноволоконного металевого пиляльного дроту для дротової пилки, що включає в себе стадії підготовки прямого моноволоконного металевого пиляльного дроту, виконаного з металевого дроту діаметром d, згинання пиляльного дроту в першій площині шляхом пропускання пиляльного дроту між першою парою обтискних роликів і згинання пиляльного дроту в другій площині шляхом пропускання пиляльного дроту між другою парою обтискних роликів, при цьому обтискні ролики першої й другої пар обтискних роликів мають практично паралельні одна до іншої осі, при цьому обтискні ролики першої й другої пар обтискних роликів виконані таким чином, що хвилеподібні складки в першій площині мають більшу довжину хвилі, ніж хвилеподібні складки в другій площині, а хвилеподібні складки розташовані таким чином, що при вимірі уздовж ділянки між вимірювальними стрижнями мікрометра, який має хвилеподібні складки в щонайменше двох різних площинах, контурний, описаний пиляльним дротом із хвилеподібними складками діаметр D перевищує в 1,05-1,50 разу діаметр d.
14. Спосіб одержання моноволоконного металевого пиляльного дроту за п. 13, що містить у собі стадії одержання прямого моноволоконного металевого пиляльного дроту і згинання пиляльного дроту шляхом його пропускання між парою обтискних роликів при обертанні навколо своєї осі.
15. Дротова пилка для розпилювання твердого матеріалу, що має моноволоконний металевий пиляльний дріт, який виконаний з металевого дроту діаметром d і має безліч хвилеподібних складок, розташованих у щонайменше двох різних площинах таким чином, що при вимірі уздовж ділянки між вимірювальними стрижнями мікрометра, що має хвилеподібні складки щонайменше в двох різних площинах, контурний, описаний пиляльним дротом з хвилеподібними складками діаметр D перевищує в 1,05-1,50 разу діаметр d.
16. Спосіб розпилювання твердого матеріалу, що містить у собі стадії протягання моноволоконного металевого пиляльного дроту на високій швидкості через твердий матеріал, при цьому пиляльний дріт виконаний з металевого дроту діаметром d і має безліч хвилеподібних складок, розташованих у щонайменше двох різних площинах у такий спосіб, що при вимірі уздовж ділянки між вимірювальними стрижнями мікрометра, що має хвилеподібні складки щонайменше в двох різних площинах, контурний, описаний пиляльним дротом з хвилеподібними складками діаметр D перевищує в 1,05-1,50 разу діаметр d, та додавання абразивного матеріалу таким чином, що абразивний матеріал утримується вищезгаданими вигинами в пиляльному дроті.
17. Застосування моноволоконного металевого пиляльного дроту для розпилювання твердого матеріалу, причому пиляльний дріт виконаний з металевого дроту діаметром d і має безліч хвилеподібних складок, розташованих у щонайменше двох різних площинах у такий спосіб, що при вимірі уздовж ділянки між вимірювальними стрижнями мікрометра, що має хвилеподібні складки в щонайменше двох різних площинах, контурний описаний пиляльним дротом з хвилеподібними складками діаметр D перевищує в 1,05-1,50 разу діаметр d.
Текст
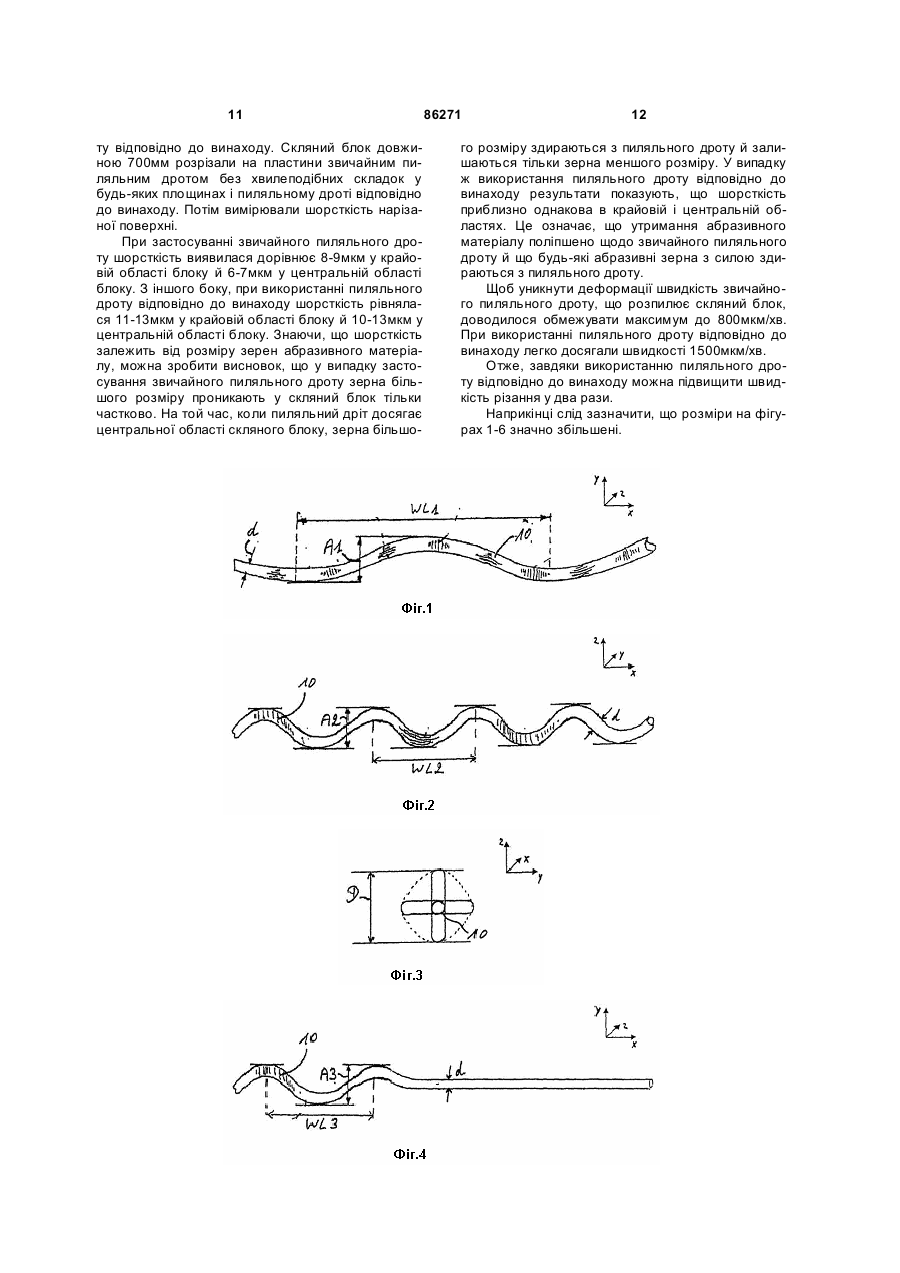
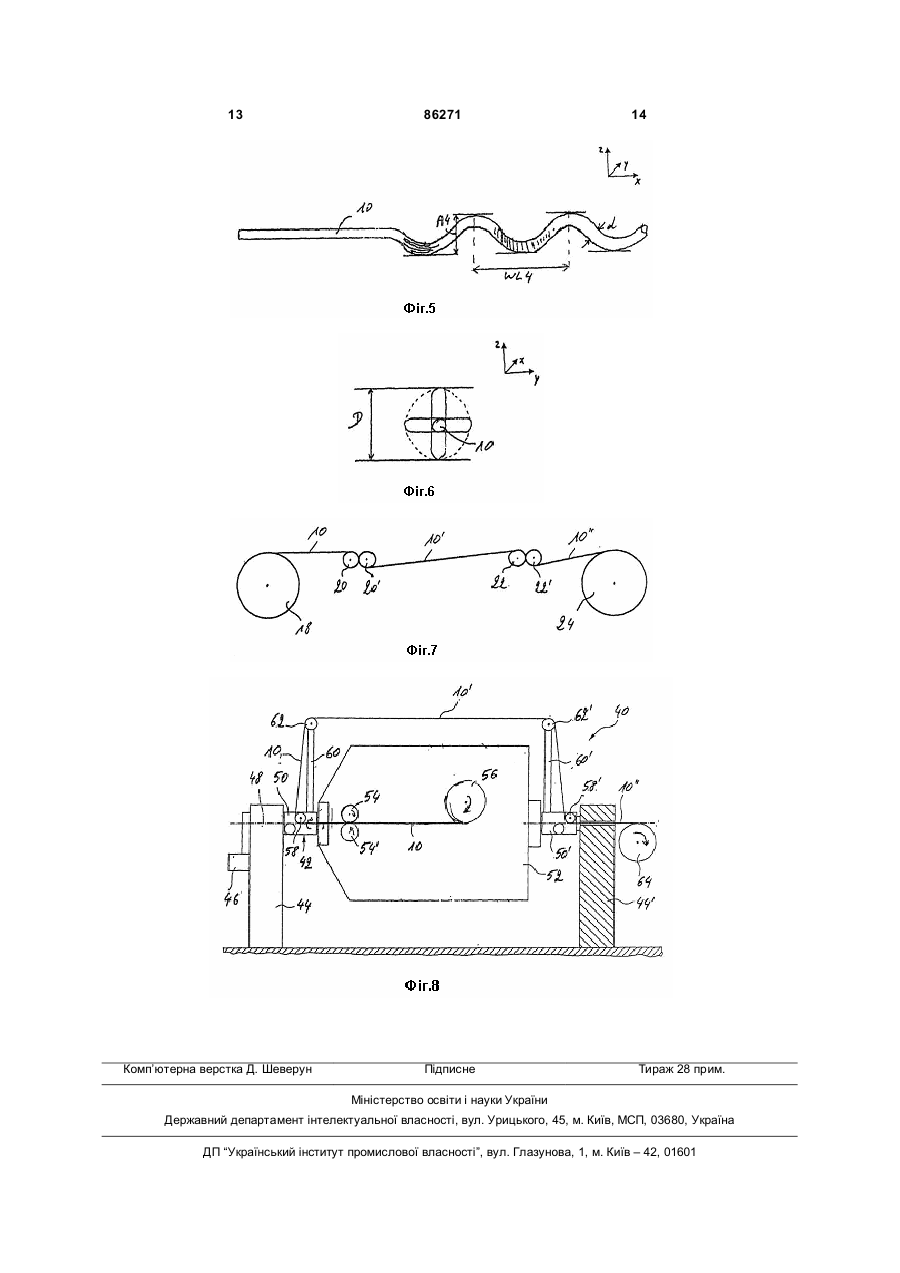
1. Моноволоконний металевий пиляльний дріт для дротової пилки, який виконаний з металевого дроту діаметром d і має безліч хвилеподібних складок, при цьому хвилеподібні складки розташовані щонайменше в двох різних площинах таким чином, що при вимірі уздовж ділянки між вимірювальними стрижнями мікрометра, що має хвилеподібні складки щонайменше в двох різних площинах, контурний, описаний пиляльним дротом з хвилеподібними складками діаметр D перевищує в 1,05-1,50 разу діаметр d. 2. Пиляльний дріт за п. 1, у якому хвилеподібні складки мають максимальну довжину хвилі 10мм, а мікрометр має пластинки на кінцях вимірювальних стрижнів для виміру між ними контурного діаметра, причому ці пластинки мають діаметр не менше 20мм. 3. Пиляльний дріт за п. 1, у якому описаний пиляльним дротом із хвилеподібними складками діаметр перевищує в 1,10-1,30 разу діаметр d. 4. Пиляльний дріт за п. 1, у якому діаметр d пиляльного дроту дорівнює 0,15-0,50мм. 5. Пиляльний дріт за п. 1, у якому діаметр d пиляльного дроту дорівнює 0,20-0,30мм. 6. Пиляльний дріт за п. 1, який має безліч перших і других секцій, що чергуються, причому в кожній з перших і других секцій пиляльний дріт вигнутий у щонайменше першій і другій площинах. 7. Пиляльний дріт за п. 6, у якому хвилеподібні складки в першій площині мають більшу довжину хвилі, ніж хвилеподібні складки в другій площині. 2 (19) 1 3 86271 4 площинах таким чином, що при вимірі уздовж ділянки між вимірювальними стрижнями мікрометра, що має хвилеподібні складки щонайменше в двох різних площинах, контурний, описаний пиляльним дротом з хвилеподібними складками діаметр D перевищує в 1,05-1,50 разу діаметр d. 16. Спосіб розпилювання твердого матеріалу, що містить у собі стадії протягання моноволоконного металевого пиляльного дроту на високій швидкості через твердий матеріал, при цьому пиляльний дріт виконаний з металевого дроту діаметром d і має безліч хвилеподібних складок, розташованих у щонайменше двох різних площинах у такий спосіб, що при вимірі уздовж ділянки між вимірювальними стрижнями мікрометра, що має хвилеподібні складки щонайменше в двох різних площинах, контурний, описаний пиляльним дротом з хвилеподібни ми складками діаметр D перевищує в 1,05-1,50 разу діаметр d, та додавання абразивного матеріалу таким чином, що абразивний матеріал утримується вищезгаданими вигинами в пиляльному дроті. 17. Застосування моноволоконного металевого пиляльного дроту для розпилювання твердого матеріалу, причому пиляльний дріт виконаний з металевого дроту діаметром d і має безліч хвилеподібних складок, розташованих у щонайменше двох різних площинах у такий спосіб, що при вимірі уздовж ділянки між вимірювальними стрижнями мікрометра, що має хвилеподібні складки в щонайменше двох різних площинах, контурний описаний пиляльним дротом з хвилеподібними складками діаметр D перевищує в 1,05-1,50 разу діаметр d. Даний винахід відноситься до моноволоконного металевого пиляльного дроту, зокрема для використання разом із дротовою пилкою для розпилювання твердого матеріалу, такого як кремнієві або кварцові блоки. Загальновідомо, що дротові пилки використають для розпилювання твердого матеріалу, наприклад, для розрізання кремнієвого блоку на пластини. Такі дротові пилки мають моноволоконний металевий пиляльний дріт, який поміщають на кремнієвий блок і приводять у безперервний або зворотно-поступальний рух для протягання її через кремнієвий блок. Моноволоконний металевий пиляльний дріт звичайно покривають абразивним матеріалом для прискорення процесу розпилювання. Абразивний матеріал звичайно наносять на пиляльний дріт незадовго до того, як останній входить у зону розпилювання, де пиляльний дріт входить у контакт із кремнієвим блоком. Ефективність процесу розпилювання залежить від ряду параметрів, таких як, наприклад, характеристик блоку твердого матеріалу, що підлягає розрізуванню, швидкості пиляльного дроту. Важливим фактором є здатність пиляльного дроту втримувати абразивний матеріал. У минулому часто використали рівні пиляльні дроти. Однак такі моноволоконні металеві пиляльні дроти мають недолік у тім, що їх рівна зовнішня поверхня не сприяє втриманню абразивного матеріалу. Крім того, при розпилюванні абразивний матеріал легко знімається з пиляльного дроту, ставлячи в такий спосіб під загрозу ефективність і якість процесу розпилювання. Тому існувала потреба поліпшити втримання абразивного матеріалу пиляльним дротом. [Міжнародна заявка на винахід WO 90/12670] описує моноволоконний металевий пиляльний дріт, у якому абразивний матеріал добре втримується пиляльним дротом і видаляється з силою. Це досягається шляхом зміни зовнішньої поверхні пиляльного дроту. Відповідно до одного приклада втілення [винаходу WO 90/12670], у поверхні пиляльного дроту розташовують мікропорожнини. Відповідно до іншого приклада, пиляльний дріт виготовляють зі змінним діаметром за допомогою виконання на зовнішній поверхні пиляльного дроту безлічі кільцевих канавок. Незважаючи на те, що ці рішення передбачають краще втримання абразивного матеріалу, модифікація зовнішньої поверхні пиляльного дроту в цілому є тривалою й трудомісткою. Метою даного винаходу є створення поліпшеного моноволоконного металевого пиляльного дроту для дротової пилки. Ця мета досягається за допомогою моноволоконного металевого пиляльного дроту, як він заявлений в пункті 1 формули. Іншою метою винаходу є створення способу виробництва поліпшеного моноволоконного металевого пиляльного дроту для дротової пилки. Ця мета досягається способом, як він заявлений у пунктах 12 і 13 формули. Ще однією метою винаходу є створення поліпшеної дротової пилки. Ця мета досягається за допомогою дротової пилки, як вона заявлена в пункті 14 формули. І ще однією метою винаходу є створення способу розпилювання твердого матеріалу. Ця мета досягається за допомогою способу, як він заявлений у пункті 15 формули. Для подолання проблем даний винахід пропонує моноволоконний металевий пиляльний дріт для дротової пилки, виконаний з металевого дроту діаметром d і який має безліч хвилеподібних складок. Ці хвилеподібні складки розташовані щонайменше у двох різних площинах, таким чином, що при вимірі між стрижнями, що вимірюють, мікрометра уздовж ділянки дроту, що включає в себе хвилеподібні складки щонайменше у двох різних площинах, контурний описаний діаметр D пиляльного дроту із хвилеподібними складками перевищує в 1,05-1,50 рази діаметр d самого пиляльного дроту. Моноволоконний металевий пиляльний дріт, відповідно до винаходу, має поліпшені характеристики втримання абразивного матеріалу. Хвилеподібні складки справді створюють на пиляльному дроті ніші, у яких може втримуватися абразивний матеріал. Крім того, моноволоконний металевий пиляльний дріт, відповідно до винахо 5 ду, легко виробляти. Хвилеподібні складки на прямому пиляльному дроті можна створити, наприклад, пропустивши її через пару обтискних роликів, при цьому поверхня пиляльного дроту не має потреби в зміні. Завдяки кращому втриманню абразивного матеріалу може бути збільшена швидкість процесу розпилювання. З'ясувалося, що при використанні пиляльного дроту, відповідно до винаходу, швидкість розпилювання можна збільшити у два рази, що приводить до значно більш високої ефективності процесу. Крім того, завдяки кращому втриманню абразивного матеріалу, швидкість абразивного матеріалу щодо самого пиляльного дроту знижується, що приводить до зниженого зношування пиляльного дроту. Отже, пиляльний дріт, відповідно до винаходу, має більше довгий термін служби, ніж звичайні пиляльні дроти. Завдяки тому, що хвилеподібні складки пиляльного дроту розташовані в щонайменше двох різних площинах, пиляльний дріт під час процесу розпилювання залишається прямолінійним. Це приводить до більш стабільного процесу розпилювання й поліпшеної якості поверхні відпиляної пластини. Зберігаючи контурний описаний діаметр пиляльного дроту, що перевищує діаметр самого пиляльного дроту в 1,05 - 1,50 рази, на пиляльному дроті створюють ніші достатнього розміру для розміщення й втримання абразивного матеріалу, зберігаючи в той же самий час необхідні параметри подовження для пиляльного дроту. Описаний діаметр у будь-якому радіальному напрямку, приміром, не повинен перевищувати більш ніж в 1,50 рази діаметр пиляльного дроту, для того щоб не задавати пиляльному дроту занадто високі параметри подовження, які є причиною деформації пиляльного дроту під час процесу розпилювання. Далі необхідно відзначити, що абразивний матеріал на пиляльному дроті знімається з неї з силою. Із цього виходить, що пиляльний дріт можна використати для розпилювання досить великих блоків, що складаються із твердого матеріалу. Використання даного пиляльного дроту цілком допускає довжину різання до 2 метрів. Переважно хвилеподібні складки мають максимальну довжину хвилі 10мм, а мікрометр має пластинки на кінцях стрижнів, що вимірюють, для виміру між ними описаного діаметра, причому ці пластинки мають діаметр щонайменше 20мм. При використанні таких пластинок описаний діаметр пиляльного дроту може бути легко й точно обмірюваний. Переважно максимальні й мінімальний контурні діаметри пиляльного дроту вимірюють шляхом обертання пиляльного дроту між пластинками. Переважно описаний діаметр пиляльного дроту із хвилеподібними складками перевищує діаметр d в 1,10-1,30 рази. Зменшуючи максимальний описаний діаметр, можна зменшити товщину розпилу й параметри подовження пиляльного дроту. Збільшуючи мінімальний описаний діаметр, збільшують втримання абразивного матеріалу. Отже, для пиляльного дроту, що має діаметр 0,25мм, описаний контурний діаметр буде переважно становити 0,275мм - 0,325мм. Діаметр d пиля 86271 6 льного дроту може становити від 0,15 до 0,50мм, переважно від 0,20 до 0,30мм. Більш переважно діаметр d пиляльного дроту становить приблизно 0,25мм. Проте, діаметр пиляльного дроту не можна розглядати як обмежуючий. Відповідно до першого варіанта здійснення винаходу, пиляльний дріт має безліч перших і других секцій, які чергуються, у яких, у будь-якій з перших і других секцій, пиляльний дріт вигнутий щонайменше в першій й другій площини. Довжина хвилі хвилеподібних складок у першій площині переважно більше довжини хвилі хвилеподібних складок у другій площині. Отриманий в результаті пиляльний дріт має однаковий вигин по всій довжині пиляльного дроту. Відповідно до другого варіанта здійснення винаходу, пиляльний дріт має безліч перших і других секцій, які чергуються, у яких у першій секції пиляльний дріт більш вигнутий у першій площині й у другій секції пиляльний дріт більш вигнутий у другій площині. Отриманий в результаті пиляльний дріт має секції, які чергуються, хвилеподібних складок у різних площинах. Довжина першої й другої секцій переважно не перевищує 10мм, таким чином, що деформація пиляльного дроту не може відбутися під час процесу розпилювання. Крім того, довжина перших і других секцій повинна бути такою, щоб пластинки мікрометра завжди охоплювали щонайменше одну першу й другу секцію. Переважно, щоб перша площина була практично перпендикулярна до другої площини. Слід зазначити, що пиляльний дріт може мати хвилеподібні складки в більш ніж двох площинах, у цьому випадку площини переважно розташовані так, щоб переважно кути між сусідніми площинами були щонайменше приблизно рівними, тим самим забезпечуючи збереження прямолінійності пиляльного дроту під час процесу розпилювання. Незважаючи на те, що можливо хвилеподібні складки будь-якої форми, для їхньої кращої стабільності переважними є хвилеподібні складки, що мають зиґзаґоподібну форму. Пиляльний дріт переважно містить покриття з абразивного матеріалу, такого як, наприклад, абразивна суспензія. Даний винахід відноситься також до способу виготовлення моноволоконного металевого пиляльного дроту. Відповідно до першого варіанта здійснення винаходу, спосіб складається з етапів одержання прямого моноволоконного металевого пиляльного дроту, згинання пиляльного дроту в першій площині шляхом пропуску його між першою парою обтискних роликів і згинання пиляльного дроту в другій площині шляхом пропуску його між другою парою обтискних роликів. Обтискні ролики першої й другої пар обтискних роликів мають паралельні одна до іншої осі. Обтискні ролики першої й другої пар обтискних роликів виконані таким чином, що хвилеподібні складки в першій площині мають більшу довжину хвилі, ніж хвилеподібні складки в другій площині. Отриманий в результаті пиляльний дріт має безліч перших і других секцій, які чергуються, у яких у будь-якій з перших і других секцій пиляльний дріт вигнутий у щонайменше першій й другій площини. Це забезпечує дуже легкий, шви 7 дкий і ефективний спосіб згинання пиляльного дроту у двох різних площинах. Відповідно до другого варіанта здійснення винаходу, спосіб містить у собі етапи одержання прямого моноволоконного металевого пиляльного дроту, згинання пиляльного дроту шляхом пропуску його між першою парою обтискних роликів при одночасному крутінні його навколо своєї осі. Отриманий в результаті пиляльний дріт має безліч перших і других секцій, які чергуються, у яких у першій секції пиляльний дріт більш вигнутий у першій площині й у яких в другій секції пиляльний дріт більш вигнутий у другій площині. Даний винахід, крім того, відноситься до дротової пилки для розпилювання твердого матеріалу, наприклад, кремнієвих або кварцових блоків, де дротова пилка містить у собі вищезгаданий моноволоконний металевий пиляльний дріт. Більш того, даний винахід відноситься до способу розпилювання твердого матеріалу, причому цей спосіб містить у собі етапи протягання моноволоконного металевого пиляльного дроту з високою швидкістю через твердий матеріал і додавання абразивного матеріалу, так що абразивний матеріал утримується хвилеподібними складками в пиляльному дроті. Нарешті, даний винахід відноситься до використання моноволоконного металевого пиляльного дроту для розпилювання твердого матеріалу, такого як кремнієві або кварцові блоки. Докладний опис винаходу з посиланнями на креслення Даний винахід буде більше ясним з наступного опису деяких не обмежуючих варіантів його здійснення з посиланням на додані креслення, у яких: Фіг.1 - вертикальний вигляд збоку моноволоконного металевого пиляльного дроту, відповідно до першого варіанта здійснення винаходу, у площині х-у; Фіг.2 - вертикальний вигляд збоку пиляльного дроту Фіг.1 у площині x-z; Фіг.З - поперечний переріз пиляльного дроту Фіг.1 у площині y-z; Фіг.4 - вертикальний вигляд збоку моноволоконного металевого пиляльного дроту, відповідно до другого варіанта здійснення винаходу, у площині х-у; Фіг.5 - вертикальний вигляд збоку пиляльного дроту Фіг.4 у площині x-z; Фіг.6 - поперечний переріз пиляльного дроту Фіг.4 у площині y-z; Фіг.7 - схематична ілюстрація способу й пристрою для виготовлення пиляльного дроту Фіг.1; Фіг.8 - схематична ілюстрація способу, і пристрою для виготовлення пиляльного дроту Фіг.4. На фігурах 1-3 зображений моноволоконний металевий пиляльний дріт, відповідно до першого варіанта здійснення винаходу. Пиляльний дріт представлений на Фіг.1 у площині х-у, на Фіг.2 у площині x-z і на Фіг.3 у площині y-z. Моноволоконний металевий пиляльний дріт 10 має безліч хвилеподібних складок у двох різних площинах. У першій площині, як показано на Фіг.1, пиляльний дріт має хвилеподібні складки, що мають довжину хвилі WL1 і амплітуду А1. У другій площині, як показа 86271 8 но на Фіг.2, пиляльний дріт має хвилеподібні складки, що мають довжину хвилі WL2 і амплітуду А2. Довжина хвилі WL2 є коротшою довжини хвилі WL1; наприклад, довжина хвилі WL1 може дорівнювати 5,0мм, у той час як довжина хвилі WL2 3,3мм. Сам моноволоконний металевий пиляльний дріт 10 має діаметр d 0,25мм, що залишається практично постійним по всій довжині пиляльного дроту 10. Амплітуди А1, А2 переважно перевищують у 1,10-1,30 рази діаметр d пиляльного дроту 10. Для моноволоконного металевого пиляльного дроту 10, що має діаметр d рівний 0,25мм, амплітуди А1, А2 дорівнюють від 0,275 до 0,325мм. Моноволоконний металевий пиляльний дріт 10 із хвилеподібними складками, відповідно до вищезгаданих параметрів, має контурний, описаний діаметр D від 0,275 до 0,325мм. Фіг.3, на якому моноволоконний металевий пиляльний дріт 10 зображений у площині y-z, ясно демонструє, що пиляльний дріт має хвилеподібні складки у двох різних площинах. Пунктирною лінією позначений контурний, описаний периметр моноволоконного металевого пиляльного дроту 10. Моноволоконний металевий пиляльний дріт, відповідно до другого варіанта здійснення винаходу, зображений на фігурах 4-6. Пиляльний дріт представлений на Фіг.4 у площині х-у, на Фіг.5 у площині x-z і на Фіг.6 у площині y-z. Моноволоконний металевий пиляльний дріт 10 має безліч хвилеподібних складок двох різних площинах. У першій площині, як показано на Фіг.4, пиляльний дріт має хвилеподібні складки, що мають довжину хвилі WL3 і амплітуду A3. У другій площині, як показано на Фіг.5, пиляльний дріт має хвилеподібні складки, що мають довжину хвилі WL4 і амплітуду А4. Сам моноволоконний металевий пиляльний дріт 10 має діаметр d рівний 0,25мм, що залишається практично постійним по всій довжині пиляльного дроту 10. Амплітуди A3, А4 переважно перевищують в 1,10-1,30 рази діаметр d пиляльного дроту 10. Для моноволоконного металевого пиляльного дроту 10, що має діаметр d 0,25мм, амплітуди A3, А4 в такому випадку дорівнюють від 0,275 до 0,325мм. Моноволоконний металевий пиляльний дріт 10 із хвилеподібними складками, відповідно до вищезгаданих параметрів, має контурний, описаний діаметр D від 0,275 до 0,325мм. Фіг.6, на якому моноволоконний металевий пиляльний дріт 10 зображений у площині y-z, ясно демонструє, що пиляльний дріт має хвилеподібні складки у двох різних площинах. Пунктирною лінією позначений контурний, описаний периметр моноволоконного металевого пиляльного дроту 10. Даний винахід стосується також до способу виготовлення моноволоконного металевого пиляльного дроту, відповідно до першого варіанта здійснення винаходу. Цей спосіб схематично проілюстрований на Фіг.7, де прямий моноволоконний металевий пиляльний дріт 10 розмотується з котушки 18 або безпосередньо приймається з волочильної машини й проходить через першу пару обтискних роликів 20,20’ для вигину пиляльного дроту 10 у першій площині й одержання в такий спосіб пиляльного дроту 10’, що має хвилеподібні складки в одній площині. Потім пиляльний дріт 10’ 9 пропускають через другу пару обтискних роликів 22,22' для вигину пиляльного дроту 10’ у другій площині й одержання в такий спосіб пиляльного дроту 10’, що має хвилеподібні складки у двох площинах. Друга пара обтискних роликів 22,22' розташована на деякій відстані від першої пари обтискних роликів 20,20'. Дійсно, як з'ясувалося, що коли пиляльний дріт 10’, який має хвилеподібні складки в одній площині, входить у контакт із першим обтискним роликом 22 другої пари обтискних роликів 22,22', пиляльний дріт 10’ повертається на 90 градусів, так, що перша площина з'єднується з поверхнею обтискного ролика 22. Коли пиляльний дріт 10’ проходить між другою парою обтискних роликів 22,22', на пиляльному дроті 10' створюються хвилеподібні складки в другій площині, що практично перпендикулярна до першої площини. Пиляльний дріт 10’, що виходить із другої пари обтискних роликів 22,22', має, таким чином хвилеподібні складки у двох різних площинах. Переважно перша й друга пари обтискних роликів 20,20'; 22,22' виконані таким чином, що хвилеподібні складки в першій площині мають більшу довжину хвилі, ніж хвилеподібні складки в другій площині. Це гарантує те, що хвилеподібні складки в першій площині не видаляються, коли здійснюються хвилеподібні складки в другій площині. У конкретному прикладі обтискні ролики 20,20' першої пари, кожний з яких має діаметр 45мм і включає 28 обтискних зубів, у той час як обтискні ролики 22,22' другої пари кожний з яких має діаметр 33мм і включає 31 обтискний зуб. Перша пара обтискних роликів 20,20' створює на пиляльному дроті хвилеподібні складки, що мають довжину хвилі приблизно 5,0мм у першій площині, і друга пара обтискних роликів 22,22' створює на пиляльному дроті хвилеподібні складки, що мають довжину хвилі приблизно 3,3мм у другій площині. Після того як пиляльний дріт вигнутий у першій і другій площинах, її можна намотувати на котушку 24 для зберігання й транспортування. Слід зазначити, що даний спосіб і, зрозуміло, пристрій для здійснення цього способу є надзвичайно простими. Дві пари звичайних обтискних роликів можна встановлювати на опорі й простягати через них пиляльний дріт. Швидкість протягання пиляльного дроту через комплект обтискних роликів може бути до 9м/с. Даний винахід стосується також способу виробництва моноволоконного металевого пиляльного дроту, відповідно до другого варіанта здійснення винаходу. Цей спосіб і пристрій 40 для виробництва цього моноволоконного металевого пиляльного дроту схематично проілюстровані на Фіг.8, де представлений прямий моноволоконний металевий пиляльний дріт 10, що проходить через пару обтискних роликів 54,54' і при цьому обертається навколо своєї осі. Коли пиляльний дріт 10 обертається, на ній створюються хвилеподібні складки в різних площинах. Пристрій 40 містить у собі ротор 42 у відомій по суті конфігурації, що опирається на опорний елемент 44,44' з можливістю обертання завдяки двигуну 46 навколо осі 48 обертання ротора. Ротор має перший роторний кінець 50 і другий рото 86271 10 рний кінець 50'. Між обома роторними кінцями 50, 50' установлена колиска 52, вона встановлена з можливістю незалежного розгойдування навколо осі 48 обертання ротора, за допомогою чого колиска 52 залишається нерухомою при обертанні, коли ротор 42 обертається навколо осі 48 обертання ротора. Колиска 52 має пару обтискних роликів 54,54' і котушку 56 для розмотування з неї моноволоконного металевого пиляльного дроту 10. Пари обтискних роликів 54,54' і котушка 56 закріплені на колисці 52 і, отже, нерухомі при обертанні навколо осі 48 обертання ротора. До пари обтискних роликів 54,54' спрямований моноволоконний металевий пиляльний дріт 10. Вигнутий пиляльний дріт 10’, що виходить із пари обтискних роликів 54,54', прокручує перший роторний кінець 50, що обертається навколо роторної осі 48 обертання. Перший роторний кінець 50 утворює перший крутний пристрій і містить, у відомій по суті конфігурації, шків 58, що відхиляє, (який також називається крутним шківом 58), спрямовану нагору ручку 60 і шків 62, що відхиляє, спрямованої нагору ручки. Крутний шків 58 опирається безпосередньо на ротор 42. Спрямована нагору ручка 60 простирається радіально від першого роторного кінця 50 і підтримує шків 62 спрямованої нагору ручки своїм вільним кінцем. Другий роторний кінець 50' містить у такий же спосіб шків 58’, що відхиляє, спрямовану нагору ручку 60' і шків 62', що відхиляє, спрямованої нагору ручки. Крутний шків 58 направляє пиляльний дріт на шків 62, що відхиляє, спрямованої нагору ручки 60. Зі шківа 62, що відхиляє, спрямованої нагору ручки пиляльний дріт надходить на шків 62', що відхиляє, спрямованої нагору ручки 60', таким чином пиляльний дріт направляється по колисці 52 від першого роторного кінця 50 на другий роторний кінець 50'. Зі шківа 62', що відхиляє, спрямованої нагору ручки пиляльний дріт надходить у другий роторний кінець 50’. Шків 58’, що відхиляє, у цьому другому роторному кінці 50’ направляє пиляльний дріт по осі 48 обертання за межі другого роторного кінця 50', де пиляльний дріт виштовхується моталкою 64. Між шківом 58’, що відхиляє, і моталкою 64 пиляльний дріт піддається іншому крутінню, що завершує її формування. Внаслідок крутіння пиляльного дроту по його ходу від обтискних роликів 54,54', на пиляльному дроті створюються хвилеподібні складки більш ніж в одній площині. Залежно від швидкості крутіння й швидкості проходження пиляльного дроту через обтискні ролики 54,54', пиляльний дріт у своїй першій секції згинається в першій площині. Внаслідок крутіння пиляльний дріт раптово повертається на 90 градусів і у своїй другій секції згинається в другій площині. Потім пиляльний дріт знову раптово повертається на 90 градусів і у своїй іншій першій секції знову згинається в першій площині. Чергування перших і других секцій створює на пиляльному дроті хвилеподібні складки у двох практично перпендикулярних площинах. Результати випробувань: Випробування проводилися для оцінки експлуатаційних якостей металевого пиляльного дро 11 ту відповідно до винаходу. Скляний блок довжиною 700мм розрізали на пластини звичайним пиляльним дротом без хвилеподібних складок у будь-яких площинах і пиляльному дроті відповідно до винаходу. Потім вимірювали шорсткість нарізаної поверхні. При застосуванні звичайного пиляльного дроту шорсткість виявилася дорівнює 8-9мкм у крайовій області блоку й 6-7мкм у центральній області блоку. З іншого боку, при використанні пиляльного дроту відповідно до винаходу шорсткість рівнялася 11-13мкм у крайовій області блоку й 10-13мкм у центральній області блоку. Знаючи, що шорсткість залежить від розміру зерен абразивного матеріалу, можна зробити висновок, що у випадку застосування звичайного пиляльного дроту зерна більшого розміру проникають у скляний блок тільки частково. На той час, коли пиляльний дріт досягає центральної області скляного блоку, зерна більшо 86271 12 го розміру здираються з пиляльного дроту й залишаються тільки зерна меншого розміру. У випадку ж використання пиляльного дроту відповідно до винаходу результати показують, що шорсткість приблизно однакова в крайовій і центральній областях. Це означає, що утримання абразивного матеріалу поліпшено щодо звичайного пиляльного дроту й що будь-які абразивні зерна з силою здираються з пиляльного дроту. Щоб уникнути деформації швидкість звичайного пиляльного дроту, що розпилює скляний блок, доводилося обмежувати максимум до 800мкм/хв. При використанні пиляльного дроту відповідно до винаходу легко досягали швидкості 1500мкм/хв. Отже, завдяки використанню пиляльного дроту відповідно до винаходу можна підвищити швидкість різання у два рази. Наприкінці слід зазначити, що розміри на фігурах 1-6 значно збільшені. 13 Комп’ютерна верстка Д. Шеверун 86271 Підписне 14 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMonofilament metal saw wire
Автори англійськоюVaubourg Jean-Pierre
Назва патенту російськоюМоноволоконная металлическая пильная проволока
Автори російськоюВобур Жан-Пьер
МПК / Мітки
МПК: B24B 27/06, B23D 61/00
Мітки: металевій, дріт, пиляльний, моноволоконний
Код посилання
<a href="https://ua.patents.su/7-86271-monovolokonnijj-metalevijj-pilyalnijj-drit.html" target="_blank" rel="follow" title="База патентів України">Моноволоконний металевий пиляльний дріт</a>
Порошковий дріт для введення титану в металевий розплав
Номер патенту: 10052
Опубліковано: 17.10.2005
Автори: Живченко Володимир Семенович, Пахомов Юрій Анатолійович, Руднєв Олександр Леонідович, Горовий Семен Євгенович
МПК: C21C 7/00
Мітки: титану, розплав, металевій, дріт, введення, порошковий
Формула / Реферат:
Порошковий дріт для введення титану в металевий розплав, який складається із сталевої оболонки та порошкового компонента, що містить в собі титан, який відрізняється тим, що при виробництві сталі з низьким вмістом алюмінію (£0,005 %) за компонент використано дріт для введення титану губчастої марки ТгТв зі вмістом титану 97,75 % по ДСТУ 3079-95.
Металевий дріт для легування сталі ванадієм
Номер патенту: 37563
Опубліковано: 25.11.2008
Автори: Можарський Олександр Володимирович, Рогаткін Владислав Станіславович
МПК: B22D 11/10, C21C 7/00
Мітки: сталі, легування, металевій, ванадієм, дріт
Формула / Реферат:
1. Металевий дріт для легування сталі ванадієм, що містить металеву оболонку і порошковий заповнювач, що містить ванадій (V), кремній (Si) і залізо (Fe), який відрізняється тим, що порошковий заповнювач додатково містить марганець (Мn), алюміній (Аl) і вуглець (С), при цьому компоненти порошкового заповнювача знаходяться у наступному співвідношенні, мас. %: ванадій (V) 75,0-85,0 кремній (Si)...
Пиляльний вузол горизонтального стрічкопиляльного верстата для поздовжнього розпилювання деревини
Номер патенту: 33047
Опубліковано: 10.06.2008
Автори: Стефанюк Костянтин Григорович, Кульпа Віталій Станіславович, Білянський Михайло Федорович
МПК: B27B 15/00, B27B 13/00
Мітки: верстата, поздовжного, вузол, розпилювання, стрічкопиляльного, деревини, пиляльний, горизонтального
Формула / Реферат:
1. Пиляльний вузол горизонтального стрічкопиляльного верстата для поздовжнього розпилювання деревини, що містить корпус, ведучий і ведений шківи, охоплені стрічковою пилою, в якому ведений шків встановлений в корпусі з можливістю зворотно-поступального руху за допомогою повзуна і зв'язаний з натяжним пристроєм, який відрізняється тим, що натяжний пристрій утворений послідовно з'єднаними гідроциліндрами, шток першого з яких з'єднаний з...
Ковкий металевий сплав (варіанти) та дріт з металевого сплаву
Номер патенту: 37252
Опубліковано: 15.05.2001
Автори: Мошейм Чарлз Едуард, Кумар Прабхат
МПК: C22C 27/00, C22C 32/00
Мітки: металевій, варіанти, дріт, ковкий, металевого, сплаву, сплав
Формула / Реферат:
1.Ковкий металлический сплав, содержащий основной металл, кремний в количестве 10-1000 ppm и присадку в количестве 10-1000 ppm, отличающийся тем, что в качестве основного металла он содержит тантал или ниобий, а присадка состоит из металлического и неметаллического компонентов и имеет свободную энергию образования выше, чем у соединений, образованных из основного металла и неметаллического компонента, и меньше, чем у оксидов металлического...
Багаторівчаковий пристрій для введення дроту в металевий розплав
Номер патенту: 44973
Опубліковано: 15.03.2002
Автори: Городнічий Віктор Миколайович, Шаблій Михайло Федорович, Кренделєв Василь Миколайович, Штефан Олексій Федорович
МПК: B22D 27/20
Мітки: розплав, дроту, пристрій, багаторівчаковий, металевій, введення
Формула / Реферат:
1. Багаторівчаковий пристрій для введення дроту в металевий розплав, який складається з корпусу, електричного та пневматичного приводів, привідних та притискних роликів, електронної системи керування та рахування маси дроту, що подається, який відрізняється тим, що ведучі та притискні ролики створюють чотири рівчаки з можливістю дозованого подавання дроту із будь-якого одного рівчака або з двох рівчаків одночасно.2. Багаторівчаковий...
Попередній патент: Спосіб виплавки сталі
Наступний патент: Уловлювач крапель
Випадковий патент: Спосіб контрацепції (варіанти) та набір, що містить антиестроген і прогестин