Спосіб виплавки сталі
Номер патенту: 86270
Опубліковано: 10.04.2009
Формула / Реферат
1. Спосіб виплавки сталі, який включає введення в розплав феросплавів, який відрізняється тим, що феросплави вводять в розплав всередині U-подібної металевої стрічки, яку щільно закривають перпендикулярною плоскою стрічкою.
2. Спосіб за п. 1, який відрізняється тим, що товщину δП і ширину ВП перпендикулярної плоскої стрічки встановлюють залежно від товщини і ширини U-подібної стрічки відповідно до співвідношень:
δП = δ + 2, мм,
ВП = В + 5, мм,
де δ - товщина U-подібної стрічки, мм, В - ширина U-подібної стрічки, мм.
Текст
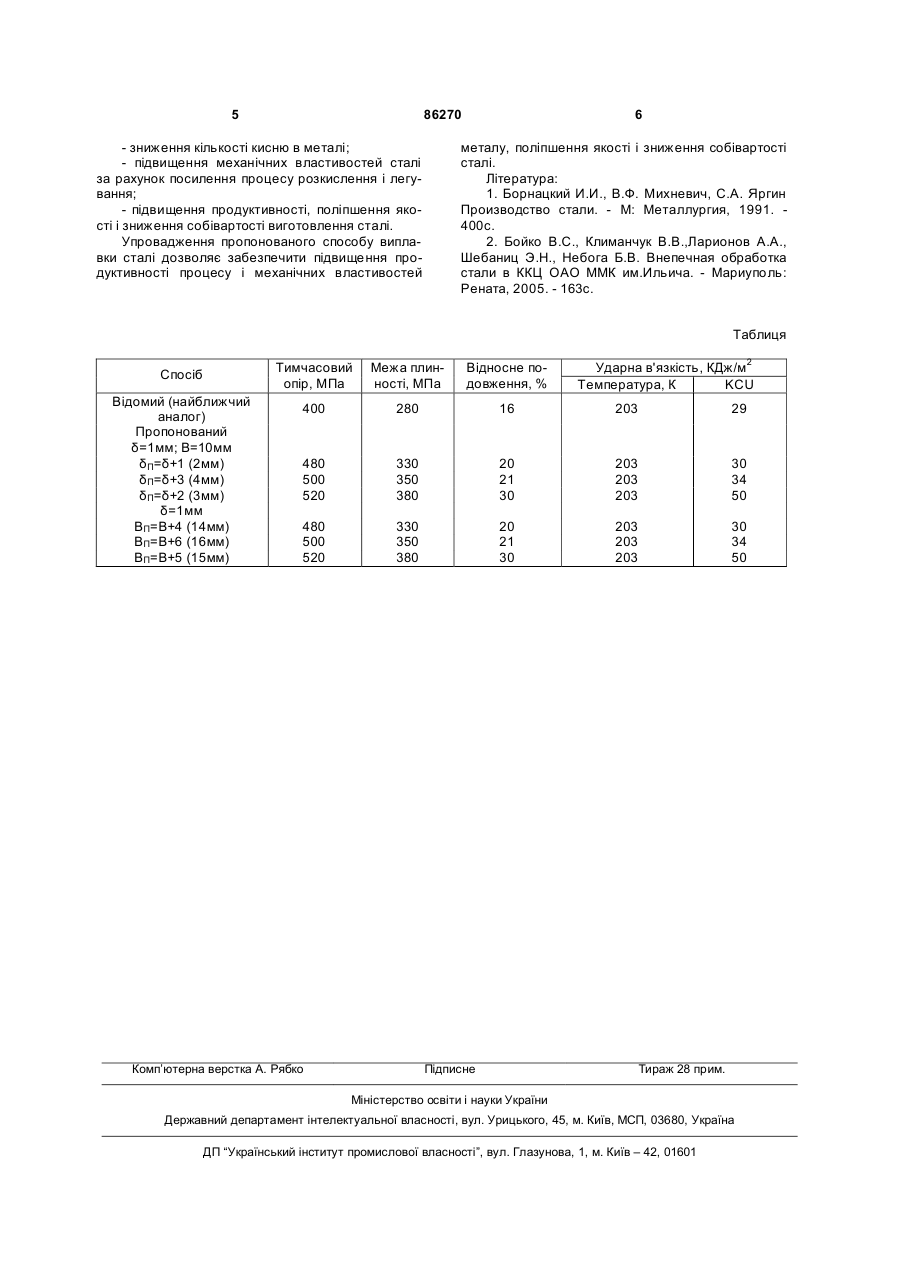
1. Спосіб виплавки сталі, який включає введення в розплав феросплавів, який відрізняється тим, що феросплави вводять в розплав всередині U-подібної металевої стрічки, яку щільно закривають перпендикулярною плоскою стрічкою. 2. Спосіб за п. 1, який відрізняється тим, що товщину δП і ширину ВП перпендикулярної плоскої стрічки встановлюють залежно від товщини і ширини U-подібної стрічки відповідно до співвідношень: δП = δ + 2, мм, ВП = В + 5, мм, де δ - товщина U-подібної стрічки, мм, В - ширина U-подібної стрічки, мм. (19) (21) a200705314 (22) 15.05.2007 (24) 10.04.2009 (46) 10.04.2009, Бюл.№ 7, 2009 р. (72) ЩЕТИНІН СЕРГІЙ ВІКТОРОВИЧ, UA, ЩЕТИНІНА ВІРА ІВАНІВНА, UA (73) ПРИАЗОВСЬКИЙ ДЕРЖАВНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ, UA (56) RU, 2048537, C1, 20.11.1995 JP, 52020920, A, 17.02.1977 JP, 53054111, A, 17.05.1978 JP, 62240710, A, 27.10.1987 US, 6346135, B1, 12.02.2002 US, 2002053258, A1, 09.05.2002 3 елементів в середину рідкого металу, рівномірний розподіл і однорідний хімічний состав. Введені в середину рідкого металу феросплави створюють максимальний градієнт концентрацій елементів, що приводить до дифузії і рівномірному розподілу розкислювачів і легуючих елементів. При цьому процес дифузії, який визначається градієнтом концентрацій, зростає, посилюється розкислювання і легування металу. В середині рідкого металу температура максимальна тому процес дифузії, який посилюється з підвищенням температурі, і швидкість розповсюдження елементів зростає, що значно поліпшує якість сталі. Відсутність замка у Uподібної металевої стрічки дозволяє використовувати метал значної товщини, що забезпечує подачу феросплавів в середину рідкого металу. Крім того, перпендикулярна стрічка, яка щільно закриває U-подібну, значно більшої товщини і ширини, тому запобігається її розплав і забезпечується подача розкислювачів і легуючих елементів у середину рідкого металу. U-подібна металева стрічка формується при подачі, що дозволяє на основі експрес аналізу вводити необхідні елементи для доводки хімічного составу сталі. У процесі профілювання U-подібної стрічки значно зростає її жорсткість, яка посилюється за рахунок більшої і товщини і ширини перпендикулярної плоскої стрічки, тому підвищується швидкість подачі феросплавів і забезпечується подача елементів у середину рідкого металу. При введені феросплавів в середині U-подібної металевої стрічки, яка щільно закривається перпендикулярною плоскою стрічкою, забезпечується пробивання поверхневого шару рідкого металу і подача розкислювачів і легуючих елементів в середину розплавленого металу, в наслідок чого зростають рівномірність розподілу елементів, знижується кількість кисню, підвищуються механічні властивості і якість сталі. Пропонований винахід заснований на ефективному способі пробивання поверхневого шару і подачі феросплавів у середині рідкого металу шляхом введення розкислювачів і легуючих елементів в середині U-подібної металевої стрічки, яка щільно закривається перпендикулярною плоскою стрічкою. Отже, даний спосіб виявляє свої особливості посилення процесу розкислення і легування по всьому об'єму рідкого металу за певних умов, а саме, при введенні розкислювачів та легуючих елементів в середині U-подібної металевої стрічки, яка щільно закривається перпендикулярною плоскою стрічкою. Виходить, ці умови є істотними, а введення розкислювачів і легуючих елементів в нутрі Uподібної металевої стрічки, яка щільно закривається перпендикулярною плоскою стрічкою в заявленій закономірності, забезпечує посилення швидкості дифузійних процесів, рівномірний розподіл елементів по всьому об'єму металу, зниження кількості кисню, підвищення щільності, механічних властивостей сталі та якості сталі. При товщині перпендикулярної плоскої стрічки в залежності від товщини U-подібної стрічки менше δ+2мм не забезпечується щільність закриття U-подібної стрічки, подача розкислювачів і легую 86270 4 чих елементів у середину розплаву та рівномірність розподілу елементів, що приводить до зниження механічних властивостей сталі. При товщині перпендикулярної стрічки в залежності від товщини U-подібної стрічки більше δ+2мм зменшується кількість введених розкислювачів і легуючих елементів, в наслідок чого знижуються механічні властивості сталі. Крім того, знижується економічна ефективність процесу виплавки сталі. При ширині перпендикулярної стрічки в залежності від ширини U-подібної стрічки менше В+5мм зменшується жорсткість і можливо просинання розкислювачів і легуючих елементів, що приводить до зниження введених елементів і механічних властивостей сталі. При ширині перпендикулярної стрічки в залежності від ширини U-подібної стрічки більше В+5мм зменшується кількість введених розкислювачів і легуючих елементів, що приводить до зниження механічних властивостей сталі. Крім того, знижується економічна ефективність процесу виплавки сталі. Спосіб виплавки сталі здійснюється в такий спосіб. При комплексної доводки сталі у металевий розплав подають розкислювачі та легуючі елементи в нутрі U-подібної металевої стрічки, яка щільно закривається перпендикулярною плоскою стрічкою, товщину і ширину якої встановлюють в залежності товщини і ширини U-подібної стрічки δП=δ+2мм; ВП=В+5мм. Приклад Вироблялась виплавка сталі 09Г2С. Комплексна доводка сталі здійснювалась шляхом введення в. розплав металу феросплавів за допомогою порошкових дротів і в середині U-подібної металевої стрічки, яка щільно закривалась перпендикулярною плоскою стрічкою з різним співвідношенням товщини і ширини плоскої і U-подібної стрічки. Подачу U-подібної стрічки в металевий розплав здійснювали механізмом подачі, який забезпечував одночасну подачу і профілювання плоскої стрічки до U-подібної форми, подачу феросплавів і плоскої стрічки в міцному контакті з U-подібною стрічкою. Результати проведених досліджень впливу способу введення феросплавів на механічні властивості сталі представлені в таблиці. У результаті проведених досліджень установлено, подача розкислювачів та легуючих елементів в середині U-подібної металевої стрічки, яка щільно закривається перпендикулярною плоскою стрічкою, товщину і ширину якої встановлюють в залежності від товщини і ширини U-подібної стрічки δП=δ+2мм; ВП=В+5мм є оптимальною. Використання пропонованого способу у порівнянні з існуючими забезпечує наступні переваги: - пробивання поверхневого шару розплаву з низькою температурою металу; - подачу розкислювачів і легуючих елементів у середину металевого розплаву з високою температурою; - посилення процесу дифузії розкислювачів і легуючих елементів в розплаві металу; - рівномірний розподіл розкислювачів· і легуючих елементів в металевому розплаві; 5 86270 - зниження кількості кисню в металі; - підвищення механічних властивостей сталі за рахунок посилення процесу розкислення і легування; - підвищення продуктивності, поліпшення якості і зниження собівартості виготовлення сталі. Упровадження пропонованого способу виплавки сталі дозволяє забезпечити підвищення продуктивності процесу і механічних властивостей 6 металу, поліпшення якості і зниження собівартості сталі. Література: 1. Борнацкий И.И., В.Ф. Михневич, С.А. Яргин Производство стали. - М: Металлургия, 1991. 400с. 2. Бойко B.C., Климанчук В.В.,Ларионов А.А., Шебаниц Э.Н., Небога Б.В. Внепечная обработка стали в ККЦ ОАО ММК им.Ильича. - Мариуполь: Рената, 2005. - 163с. Таблиця Ударна в'язкість, КДж/м2 Температура, К KCU Тимчасовий опір, МПа Спосіб Відомий (найближчий аналог) Пропонований δ=1мм; В=10мм δП=δ+1 (2мм) δП=δ+3 (4мм) δП=δ+2 (3мм) δ=1мм ВП=В+4 (14мм) ВП=В+6 (16мм) ВП=В+5 (15мм) Межа плинності, МПа Відносне подовження, % 400 280 16 203 29 480 500 520 330 350 380 20 21 30 203 203 203 30 34 50 480 500 520 330 350 380 20 21 30 203 203 203 30 34 50 Комп’ютерна верстка А. Рябко Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for smelting of steel
Автори англійськоюSchetynin Serhii Viktorovych, Schetynina Vira Ivanivna
Назва патенту російськоюСпособ выплавки стали
Автори російськоюЩетинин Сергей Викторович, Щетинина Вера Ивановна
МПК / Мітки
Мітки: виплавки, спосіб, сталі
Код посилання
<a href="https://ua.patents.su/3-86270-sposib-viplavki-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб виплавки сталі</a>
Спосіб виплавки сталі

Номер патенту: 11984
Опубліковано: 16.01.2006
Автори: Кекух Анатолій Володимирович, Корякін Володимир Михайлович, Писаренко Віктор Гурійович, Гогенко Олег Олександрович, Майстренко Юрій Олександрович, Бельгер Олег Іванович, Кріпак Станіслав Миколайович, Шеремет Володимир Олександрович, Сокуренко Анатолій Валентинович, Сидорський Олександр Володимирович
МПК: C22B 1/16
Мітки: спосіб, сталі, виплавки
Формула / Реферат:
Спосіб виплавки сталі, що включає підготовку шихтових матеріалів, заправлення печі обпаленим доломітом, магнезитовим порошком або їх сумішшю, завалку шихтових матеріалів у послідовності залізна руда - легковаговий металобрухт і/або сталеплавильний шлак - вапняк і/або вапно - великоваговий металобрухт, прогрів шихти, заливання чавуну, плавлення завантаженого матеріалу, доведення плавки, розкислення сталі силікомарганцем, феромарганцем,...
Спосіб виплавки сталі в подових сталеплавильних агрегатах
Номер патенту: 68227
Опубліковано: 15.07.2004
Автори: Прахнін Вячеслав Леонідович, Климов Юрій Васильйович, Годинський Олександр Анатолійович, Климанчук Владислав Владиславович, Бойко Володимир Семенович, Коваль Сергій Олексійович, Кладіті Георгій Олександрович, Кисіленко Володимир Василійович, Черваков Юрій Анатолійович, Аніщенко Микола Федорович, Лещенко Єгор Миколайович
МПК: C21C 5/04
Мітки: сталеплавильних, спосіб, сталі, подових, виплавки, агрегатах
Формула / Реферат:
1. Спосіб виплавки сталі в подових сталеплавильних агрегатах, що включає присадку вапна і введення відходів виробництва вторинного алюмінію, який відрізняється тим, що введення вапна і відходів виробництва вторинного алюмінію, які містять у своєму складі глинозем, окисли лужних металів та інші інгредієнти, здійснюють одночасно у суміші з металевим алюмінієм при наступному співвідношенні 1:(1,5-3,0):(1,0-1,5), причому відношення між вмістом...
Спосіб виплавки сталі в подових печах

Номер патенту: 60590
Опубліковано: 15.10.2003
Автори: Філіпов Валерій Іванович, Митько Володимир Олексійович, Чесановський Євген Володимирович, Аксьоненко Валерій Олексійович, Бражник Сергій Анатолійович, Шуров Юрій Володимирович, Онода Костянтин Костянтинович, Бугай Сергій Вікторович
МПК: C21C 5/04
Мітки: подових, спосіб, печах, виплавки, сталі
Формула / Реферат:
Спосіб виплавки сталі в подових печах, що включає завалку металобрухту і флюсуючих матеріалів, заливку чавуну, продувку розплаву киснем, скачування шлаку протягом плавки, її доведення та випуск з печі, який відрізняється тим, що в період завалки на легковагий брухт перед завалкою флюсуючих матеріалів проводять присадку шлаку стабілізованого виробництва феромарганцю в кількості 10 - 20 кг/т сталі.
Спосіб заправляння футерівки конвертера для виплавки сталі

Номер патенту: 15067
Опубліковано: 15.06.2006
Автори: Стовпченко Ганна Петрівна, Бродський Олександр Сергійович, Кекух Анатолій Володимирович, Шеремет Володимир Олександрович, Сокуренко Анатолій Валентинович, Павлюченков Олег Ігоревич
МПК: C21C 5/44
Мітки: футерівки, виплавки, спосіб, конвертера, заправляння, сталі
Формула / Реферат:
Спосіб заправляння футерівки конвертера для виплавки сталі, що включає нанесення порошкоподібного вогнетривкого матеріалу під час плавки на футерівку вище рівня металу, який відрізняється тим, що після випуску металу і часткового випуску шлаку газовими струменями наносять залишок рідкого шлаку зі швидкістю не менше 300 м/с на футерівку нижче умовного рівня металу і по шлаковому поясу, потім завантажують тверду металошихту і заливають...
Спосіб виплавки сталі в мартенівській печі
Номер патенту: 73902
Опубліковано: 15.09.2005
Автори: Комар Сергій Михайлович, Кладіті Георгій Олександрович, Мастицький Анатолій Іванович, Лещенко Єгор Миколайович, Годинський Олександр Анатольович, Фентісов Ігор Миколайович, Прахнін Вячеслав Леонідович, Цимбой Олександр Васильович, Якін Михайло Миколайович, Климанчук Владислав Владиславович, Бойко Володимир Семенович, Коваль Сергій Олексійович
Мітки: мартенівській, спосіб, виплавки, сталі, печі
Формула / Реферат:
Спосіб виплавки сталі в мартенівській печі, що включає введення у шлакометалеву ванну печі в періоди плавлення й доведення сталі твердого теплоносія у вигляді брикетів, виготовлених з відсівів екзотермічних феросплавів, який відрізняється тим, що в період введення брикетів їх щільність становить 1,3 - 1,8 щільності пічних шлаків, а відкрита пористість 30 - 40 %, причому відсіви екзотермічних феросплавів включають марганець, співвідношення...
Попередній патент: Електротермічний ракетний двигун малої тяги
Наступний патент: Моноволоконний металевий пиляльний дріт
Випадковий патент: Ротор багатоступінчастого осьового компресора та спосіб його складання