Робоча кліть стана поперечно-гвинтової прокатки
Номер патенту: 87134
Опубліковано: 27.01.2014
Автори: Яценко Олександр Савелійович, Пасюта Олександр Анатолійович, Ільченко Костянтин Анатолійович


Формула / Реферат
1. Робоча кліть стану поперечно-гвинтової прокатки, що містить станину з розміщеними в ній трьома робочими валками, які розташовані під кутом 120° і розміщені в елементах закріплення робочих валків, кожен робочий валок обладнаний механізмом переміщення робочого валка з мотор-редуктором, закріпленим на станині, яка відрізняється тим, що механізм переміщення робочого валка виконаний у вигляді клинового пристрою, рухомий клин якого механічно з'єднаний з мотор-редуктором, елемент закріплення робочого валка являє собою касету, верхня площина якої виконана похилою та з'єднана з похилою площиною рухомого клина механізму переміщення робочого валка, при цьому касета та рухомий клин з'єднані із станиною притискним пристроєм.
2. Робоча кліть стану поперечно-гвинтової прокатки за п. 1, яка відрізняється тим, що рухомий клин механізму переміщення валка з'єднаний з мотор-редуктором за допомогою ходового гвинта, веденої та ведучої шестерень.
3. Робоча кліть стану поперечно-гвинтової прокатки за п. 1, яка відрізняється тим, що притискний пристрій виконаний у вигляді штока, оснащеного пружиною, нижня частина якої опирається на станину.
4. Робоча кліть стану поперечно-гвинтової прокатки за п. 1, яка відрізняється тим, що станина виконана зварною.
Текст
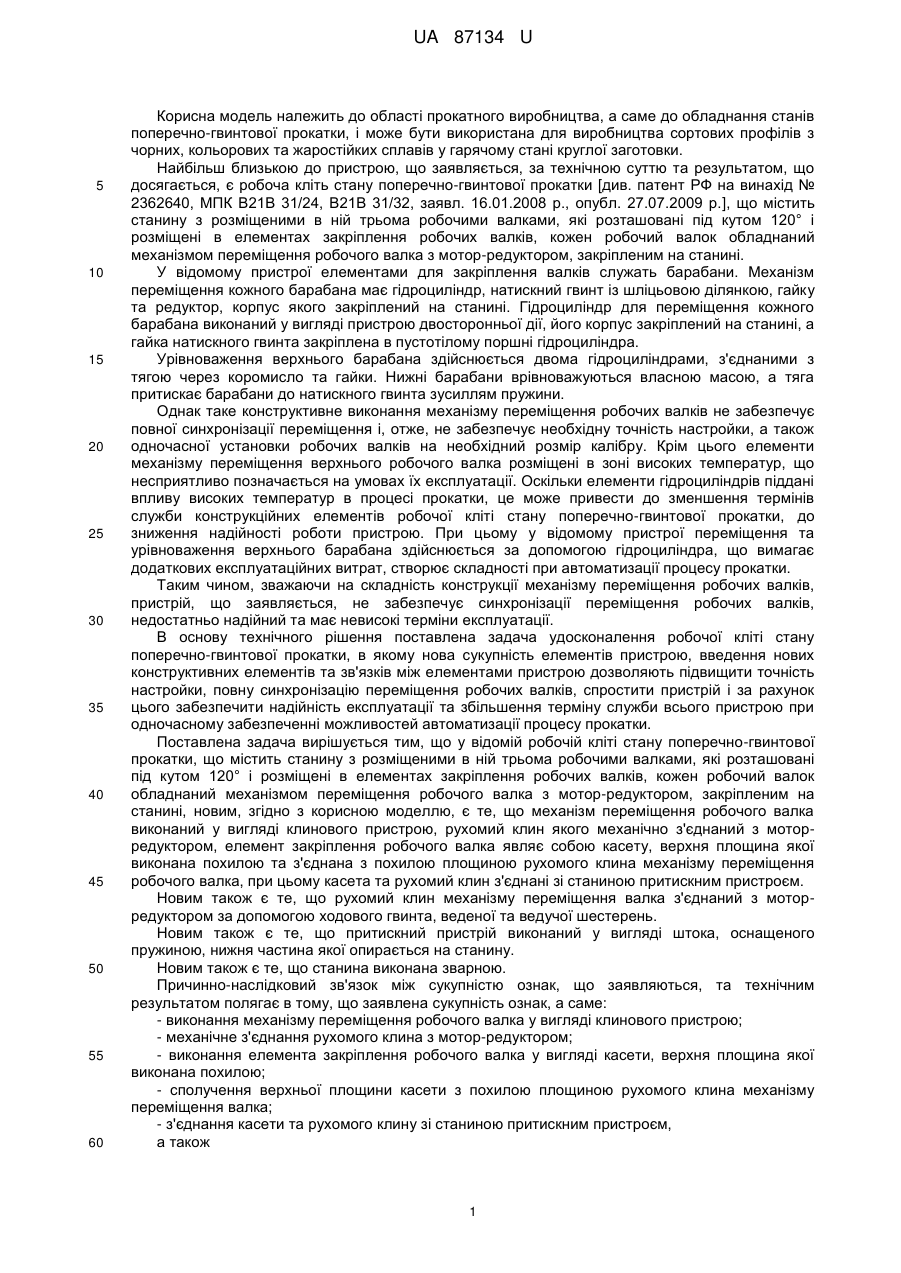
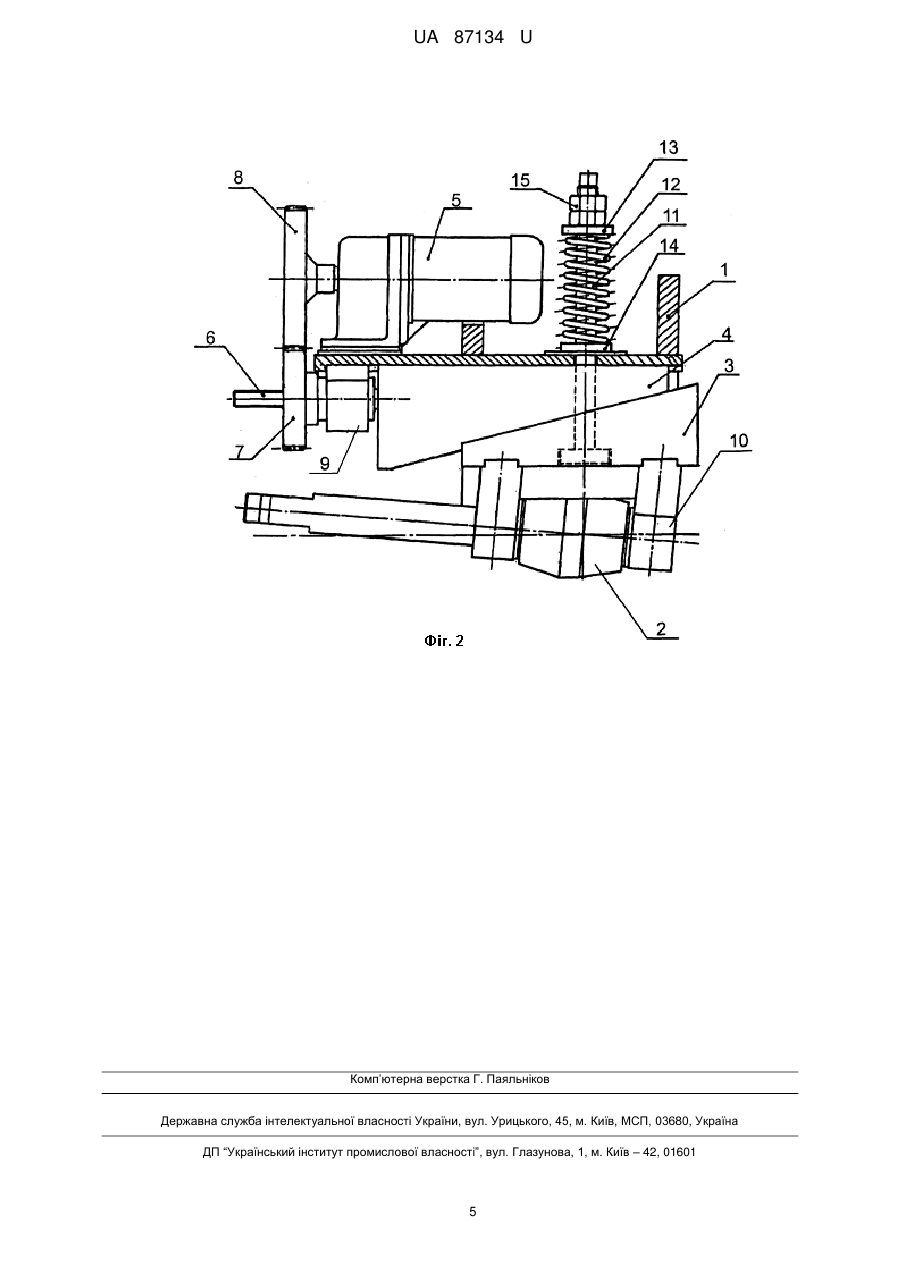
Реферат: Робоча кліть стана поперечно-гвинтової прокатки містить станину з розміщеними в ній трьома робочими валками, які розташовані під кутом 120° і розміщені в елементах закріплення робочих валків, кожен робочий валок обладнаний механізмом переміщення робочого валка з моторредуктором, закріпленим на станині, крім того механізм переміщення робочого валка виконаний у вигляді клинового пристрою, рухомий клин якого механічно з'єднаний з мотор-редуктором, елемент закріплення робочого валка являє собою касету, верхня площина якої виконана похилою та з'єднана з похилою площиною рухомого клина механізму переміщення робочого валка, при цьому касета та рухомий клин з'єднані із станиною притискним пристроєм. UA 87134 U (12) UA 87134 U UA 87134 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до області прокатного виробництва, а саме до обладнання станів поперечно-гвинтової прокатки, і може бути використана для виробництва сортових профілів з чорних, кольорових та жаростійких сплавів у гарячому стані круглої заготовки. Найбільш близькою до пристрою, що заявляється, за технічною суттю та результатом, що досягається, є робоча кліть стану поперечно-гвинтової прокатки [див. патент РФ на винахід № 2362640, МПК В21В 31/24, В21В 31/32, заявл. 16.01.2008 р., опубл. 27.07.2009 р.], що містить станину з розміщеними в ній трьома робочими валками, які розташовані під кутом 120° і розміщені в елементах закріплення робочих валків, кожен робочий валок обладнаний механізмом переміщення робочого валка з мотор-редуктором, закріпленим на станині. У відомому пристрої елементами для закріплення валків служать барабани. Механізм переміщення кожного барабана має гідроциліндр, натискний гвинт із шліцьовою ділянкою, гайку та редуктор, корпус якого закріплений на станині. Гідроциліндр для переміщення кожного барабана виконаний у вигляді пристрою двосторонньої дії, його корпус закріплений на станині, а гайка натискного гвинта закріплена в пустотілому поршні гідроциліндра. Урівноваження верхнього барабана здійснюється двома гідроциліндрами, з'єднаними з тягою через коромисло та гайки. Нижні барабани врівноважуються власною масою, а тяга притискає барабани до натискного гвинта зусиллям пружини. Однак таке конструктивне виконання механізму переміщення робочих валків не забезпечує повної синхронізації переміщення і, отже, не забезпечує необхідну точність настройки, а також одночасної установки робочих валків на необхідний розмір калібру. Крім цього елементи механізму переміщення верхнього робочого валка розміщені в зоні високих температур, що несприятливо позначається на умовах їх експлуатації. Оскільки елементи гідроциліндрів піддані впливу високих температур в процесі прокатки, це може привести до зменшення термінів служби конструкційних елементів робочої кліті стану поперечно-гвинтової прокатки, до зниження надійності роботи пристрою. При цьому у відомому пристрої переміщення та урівноваження верхнього барабана здійснюється за допомогою гідроциліндра, що вимагає додаткових експлуатаційних витрат, створює складності при автоматизації процесу прокатки. Таким чином, зважаючи на складність конструкції механізму переміщення робочих валків, пристрій, що заявляється, не забезпечує синхронізації переміщення робочих валків, недостатньо надійний та має невисокі терміни експлуатації. В основу технічного рішення поставлена задача удосконалення робочої кліті стану поперечно-гвинтової прокатки, в якому нова сукупність елементів пристрою, введення нових конструктивних елементів та зв'язків між елементами пристрою дозволяють підвищити точність настройки, повну синхронізацію переміщення робочих валків, спростити пристрій і за рахунок цього забезпечити надійність експлуатації та збільшення терміну служби всього пристрою при одночасному забезпеченні можливостей автоматизації процесу прокатки. Поставлена задача вирішується тим, що у відомій робочій кліті стану поперечно-гвинтової прокатки, що містить станину з розміщеними в ній трьома робочими валками, які розташовані під кутом 120° і розміщені в елементах закріплення робочих валків, кожен робочий валок обладнаний механізмом переміщення робочого валка з мотор-редуктором, закріпленим на станині, новим, згідно з корисною моделлю, є те, що механізм переміщення робочого валка виконаний у вигляді клинового пристрою, рухомий клин якого механічно з'єднаний з моторредуктором, елемент закріплення робочого валка являє собою касету, верхня площина якої виконана похилою та з'єднана з похилою площиною рухомого клина механізму переміщення робочого валка, при цьому касета та рухомий клин з'єднані зі станиною притискним пристроєм. Новим також є те, що рухомий клин механізму переміщення валка з'єднаний з моторредуктором за допомогою ходового гвинта, веденої та ведучої шестерень. Новим також є те, що притискний пристрій виконаний у вигляді штока, оснащеного пружиною, нижня частина якої опирається на станину. Новим також є те, що станина виконана зварною. Причинно-наслідковий зв'язок між сукупністю ознак, що заявляються, та технічним результатом полягає в тому, що заявлена сукупність ознак, а саме: - виконання механізму переміщення робочого валка у вигляді клинового пристрою; - механічне з'єднання рухомого клина з мотор-редуктором; - виконання елемента закріплення робочого валка у вигляді касети, верхня площина якої виконана похилою; - сполучення верхньої площини касети з похилою площиною рухомого клина механізму переміщення валка; - з'єднання касети та рухомого клину зі станиною притискним пристроєм, а також 1 UA 87134 U 5 10 15 20 25 30 35 40 45 50 55 60 - з'єднання рухомого клина механізму переміщення робочого валка з мотор-редуктором за допомогою ходового гвинта, веденої та ведучої шестерень; - виконання притискного пристрою у вигляді штока, оснащеного пружиною, нижня частина якої опирається на станину; - виконання станини зварною, у сукупності з відомими ознаками, забезпечує повну синхронізацію переміщення валків, підвищення точності їх налаштування, надійність експлуатації, спрощення та збільшення терміну служби всього пристрою, а також забезпечує можливість автоматизації процесу прокатки. Це пояснюється таким. Одночасне виконання механізму переміщення робочого валка у вигляді клинового пристрою, рухомий клин якого механічно з'єднаний з мотор-редуктором, а елемента закріплення робочого валка у вигляді касети, верхня площина якої виконана похилою та з'єднана з похилою площиною рухомого клина механізму переміщення робочого валка, а також з'єднання касети з притискним пристроєм забезпечує повну синхронізацію переміщення валків, підвищення точності їх налаштування, надійність експлуатації, спрощення та збільшення терміну служби всього пристрою, а також забезпечує можливість автоматизації процесу прокатки. Конструктивне виконання механізму переміщення робочого валка у вигляді клинового пристрою, рухомий клин якого механічно з'єднаний з мотор-редуктором, сприяє тому, що вплив високих температур не позначається на роботі елементів механізму. Це дозволяє збільшити термін служби механізму переміщення робочих валків і знизити експлуатаційні витрати. Виконання елемента закріплення робочого валка у вигляді касети, верхня площина якої виконана похилою та з'єднана з похилою площиною рухомого клина механізму переміщення робочого валка, значно спрощує заявлений пристрій. Це пов'язано з тим, що при переміщенні рухомого клина механізму переміщення валка функцію другого клина виконує з'єднана з ним похила поверхня касети, в результаті чого виключається необхідність розміщення додаткового елемента, з яким би сполучався клин. Нарівні зі спрощенням пристрою, що заявляється, конструктивне виконання його забезпечує надійність та збільшення терміну служби. З'єднання рухомого клина механізму переміщення валка з мотор-редуктором за допомогою ходового гвинта ведучої та веденої шестерень забезпечує можливість синхронного переміщення рухомого клина кожного механізму переміщення робочих валків, а також збільшує точність їх налаштування. З'єднання касети та рухомого клину зі станиною притискним пристроєм, виконаним у вигляді штоку, оснащеного пружиною, забезпечує надійне кріплення касети, оскільки під зусиллям притискного пристрою касета надійно притискається до рухомого клину механізму переміщення валків та до станини, а кожен валок закріплений в підшипниках, жорстко розміщених у касеті, що, зрештою, збільшує термін експлуатації всього пристрою. Одночасне підконтрольне та кероване переміщення кожного рухомого клина за допомогою механізму переміщення, який має заявлену конструкцію, дозволяє здійснити синхронне переміщення робочих валків на необхідний розмір заготовки, що дозволяє разом з синхронізацією автоматизувати процес прокатки. Виконана зварною станина проста у виготовленні, дешевша і полегшена в порівнянні з відомою. Таким чином, заявлена робоча кліть стану поперечно-гвинтової прокатки забезпечує повну синхронізацію переміщення робочих валків, підвищення точності настройки, спрощення пристрою, надійність його експлуатації, збільшення терміну його служби, а також можливість автоматизації процесу прокатки. Суть пристрою, що заявляється, пояснюється кресленням, де на фіг. 1 схематично зображена робоча кліть стану поперечно-гвинтової прокатки, на фіг. 2 - механізм переміщення робочого валка. Робоча кліть стану поперечно-гвинтової прокатки містить станину 1, в якій встановлені через 120° три робочих валка 2, закріплених у касетах 3. Кожен робочий валок 2 встановлюється на необхідний розмір калібру за допомогою механізму переміщення робочих валків 2, кожен з яких має рухомий клин 4, з'єднаний з мотор-редуктором 5, закріпленим на станині 1. Рухомий клин 4 з'єднаний з мотор-редуктором 5 за допомогою ходового гвинта 6, веденої та ведучої шестерень 7, 8 та вузла ходового гвинта 9. Робочий валок 2 розміщений в касеті 3 за допомогою жорстко закріплених у ній підшипників 10. Притискний пристрій складається з штоку 11, пружини 12, шайби 13 притискної, шайби 14 опорної і гайки 15 регулювальної. Пристрій працює таким чином. 2 UA 87134 U 5 10 15 20 Для здійснення процесу прокатки встановлюють робочі валки 2 на необхідний розмір калібру. Для цього мотор-редуктор 5 кожного механізму переміщення робочого валка 2 передає обертовий момент на ведучу шестірню 8, яка знаходиться в зачепленні з веденою шестірнею 7, оснащеною внутрішньою різьбою. Ведена шестірня 7 передає зусилля на ходовий гвинт 6 та вузол ходового гвинта 9, який переміщує рухомий клин 4. Похила площина рухомого клина 4 з'єднана з верхньою похилою площиною касети 3, в якій за допомогою підшипників 10, жорстко закріплених на касеті 3, розміщений робочий валок 2. Пружина 12 притискного пристрою розміщена навколо штока 11 та обмежена зверху шайбою 13 притискною з гайкою 14 регулювальною і знизу - шайбою 14 опорною, розміщеною на станині 1. Під зусиллям притискного пристрою касета 3 притискається до рухомого клина 4 механізму переміщення валків 2. Таким чином встановлюють робочі валки на необхідний розмір калібру та виконують процес прокатки. Заявлена робоча кліть стану поперечно-гвинтової прокатки може бути використана для виробництва сортових профілів з різних сплавів, заготовок, наприклад, діаметром від 120 мм до 35 мм. Промислова придатність пристрою, що заявляється, підтверджується можливістю виготовлення робочої кліті стану поперечно-гвинтової прокатки з відомих матеріалів на відомому обладнанні. Таким чином, кліть стану поперечно-гвинтової прокатки, що заявляється, забезпечує повну синхронізацію переміщення валків, спрощення пристрою, надійність експлуатації, збільшення терміну служби всього пристрою при одночасному забезпеченні можливості автоматизації процесу прокатки. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 35 40 1. Робоча кліть стана поперечно-гвинтової прокатки, що містить станину з розміщеними в ній трьома робочими валками, які розташовані під кутом 120° і розміщені в елементах закріплення робочих валків, кожен робочий валок обладнаний механізмом переміщення робочого валка з мотор-редуктором, закріпленим на станині, яка відрізняється тим, що механізм переміщення робочого валка виконаний у вигляді клинового пристрою, рухомий клин якого механічно з'єднаний з мотор-редуктором, елемент закріплення робочого валка являє собою касету, верхня площина якої виконана похилою та з'єднана з похилою площиною рухомого клина механізму переміщення робочого валка, при цьому касета та рухомий клин з'єднані із станиною притискним пристроєм. 2. Робоча кліть стана поперечно-гвинтової прокатки за п. 1, яка відрізняється тим, що рухомий клин механізму переміщення валка з'єднаний з мотор-редуктором за допомогою ходового гвинта, веденої та ведучої шестерень. 3. Робоча кліть стана поперечно-гвинтової прокатки за п. 1, яка відрізняється тим, що притискний пристрій виконаний у вигляді штока, оснащеного пружиною, нижня частина якої опирається на станину. 4. Робоча кліть стана поперечно-гвинтової прокатки за п. 1, яка відрізняється тим, що станина виконана зварною. 3 UA 87134 U 4 UA 87134 U Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21B 31/30
Мітки: стана, робоча, поперечно-гвинтової, кліть, прокатки
Код посилання
<a href="https://ua.patents.su/7-87134-robocha-klit-stana-poperechno-gvintovo-prokatki.html" target="_blank" rel="follow" title="База патентів України">Робоча кліть стана поперечно-гвинтової прокатки</a>
Кліть тривалкового стана поперечно-гвинтової прокатки труб

Номер патенту: 19004
Опубліковано: 17.12.2001
Автори: Міхальов Станіслав Петрович, Вороб'йов Володимир Петрович, Кірсанов Володимир Михайлович, Кущинський Георгій Миколайович, Тараканов Володимир Юрійович, Міхєєнко Віктор Дмитрович
МПК: B21B 19/00
Мітки: тривалкового, труб, кліть, прокатки, стана, поперечно-гвинтової
Формула / Реферат:
1. Клеть трехвалкового стана поперечно-винтовой прокатки труб, содержащая корпус, рабочие профилированные валки, ограничивающие инструменты, размещенные в пространствах между парами валков и механизмы их перемещения, установленные в расточках корпуса клети, отличающаяся тем, что механизмы снабжены элементами радиального перемещения, связанными с держателями инструментов-линеек шарнирно и их оси параллельны оси клети, и расположены от нее на...
Робоча кліть стана холодної пільгерної прокатки труб
Номер патенту: 65161
Опубліковано: 15.03.2004
Автори: Фролов Віктор Пилипович, Данильченко Віктор Васильович, Сеніна Тетяна Володимирівна, Фролов Ярослав Вікторович, Смирнов Віктор Григорович
МПК: B21B 21/04, B21B 21/00
Мітки: кліть, холодної, стана, робоча, прокатки, пільгерної, труб
Формула / Реферат:
Робоча кліть стана холодної пільгерної прокатки труб, що включає стаціонарну силову станину з закріпленими на її горизонтальних поверхнях напрямними і валки з підшипниковими опорами, яка відрізняється тим, що вона обладнана роликовими підшипниками лінійного переміщення і подушками, у яких розташовані підшипникові опори валків, а роликові підшипники лінійного переміщення встановлені поміж кожною зі згаданих напрямних і подушкою.
Кліть трьохвалкового стану поперечно-гвинтової прокатки труб

Номер патенту: 19004
Опубліковано: 25.12.1997
Автори: Тараканов Володимир Юрійович, Кірсанов Володимир Михайлович, Міхєєнко Віктор Дмитрович, Кущинський Георгій Миколайович, Міхальов Станіслав Петрович, Вороб'йов Володимир Петрович
МПК: B21B 19/00
Мітки: кліть, труб, прокатки, стану, трьохвалкового, поперечно-гвинтової
Формула / Реферат:
1. Клеть трехвалкового стана поперечно-винтовой прокатки труб, содержащая корпус, рабочие профилированные валки, ограничивающие инструменты, размещенные в пространствах между парами валков и механизмы их перемещения, установленные в расточках корпуса клети, отличающаяся тем, что механизмы снабжены элементами радиального перемещения, связанными с держателями инструментов-линеек шарнирно и их оси параллельны оси клети, и расположены от нее на...
Робоча кліть двадцятивалкового стана
Номер патенту: 29888
Опубліковано: 15.11.2000
Автори: Потапкін Віктор Федорович, Федорінов Володимир Анатольович, Ткачьов Юрій Олександрович, Шпак Віктор Іванович, Сатонін Олександр Володимирович
МПК: B21B 13/00
Мітки: стана, кліть, двадцятивалкового, робоча
Текст:
...2 - верхній центральний кут; фіг. 3 - боковий клин; фіг. 4 - опорний валок; фіг. 5 – плита опорна. Робоча кліть (фіг. 1) багатовалкового стану, який має станини (поз. 1), механізм регулювання профілю штаби (поз. 2), механізм регулювання то вщини штаби (поз. 3), комплект валків, який має дві (верхню та нижню) валкові піраміди (поз. 4), механізм установки нижньої валкової піраміди у нулевій рівень прокатки, подібний по діям механізм...
Робоча кліть роликового стана холодної прокатки труб
Номер патенту: 89257
Опубліковано: 11.01.2010
Автори: Король Радомір Миколайович, Островський Ігор Петрович
МПК: B21B 27/02, B21B 21/00, B21B 13/18
Мітки: стана, роликового, робоча, кліть, труб, холодної, прокатки
Формула / Реферат:
Робоча кліть роликового стана холодної прокатки труб, що включаєстаціонарний корпус з розташованими в ньому опорними планками та рухомий сепаратор з розміщеними в ньому робочими роликами з рівчаками постійного профілю, яка відрізняється тим, що кожний робочий ролик виконаний збірним у вигляді вала, що містить по середині його довжини кільцевий виступ, з обох сторін якого розташовані роликові елементи кочення, зв'язані між собою сепараторами,...
Попередній патент: Спосіб комбінованої терапії рецидиву простої шизофренії з безперервним перебігом та агресивною поведінкою
Наступний патент: Револьверна головка
Випадковий патент: Пристрій для перемішування рідких сплавів у виливниці