Кліть тривалкового стана поперечно-гвинтової прокатки труб
Номер патенту: 19004
Опубліковано: 17.12.2001
Автори: Міхальов Станіслав Петрович, Вороб'йов Володимир Петрович, Тараканов Володимир Юрійович, Міхєєнко Віктор Дмитрович, Кущинський Георгій Миколайович, Кірсанов Володимир Михайлович

Формула / Реферат
1. Клеть трехвалкового стана поперечно-винтовой прокатки труб, содержащая корпус, рабочие профилированные валки, ограничивающие инструменты, размещенные в пространствах между парами валков и механизмы их перемещения, установленные в расточках корпуса клети, отличающаяся тем, что механизмы снабжены элементами радиального перемещения, связанными с держателями инструментов-линеек шарнирно и их оси параллельны оси клети, и расположены от нее на расстоянии, равном 0,7-1,2 максимального диаметра профильного валка.
2. Клеть по п.1, отличающаяся тем, что оси шарниров смещены в одну сторону от радиальной межвалковой линии симметрии на угол, равный 2-6°.
Текст
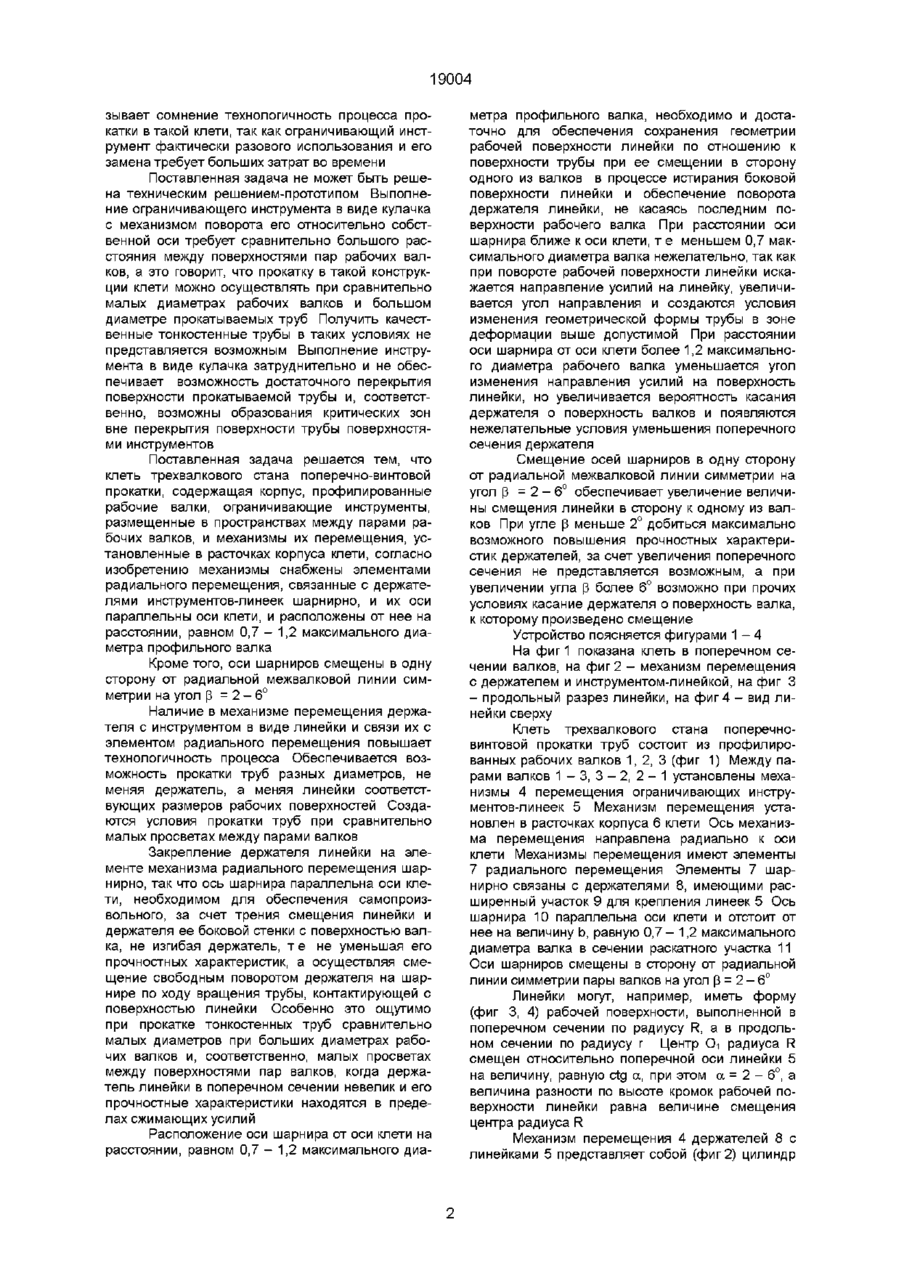
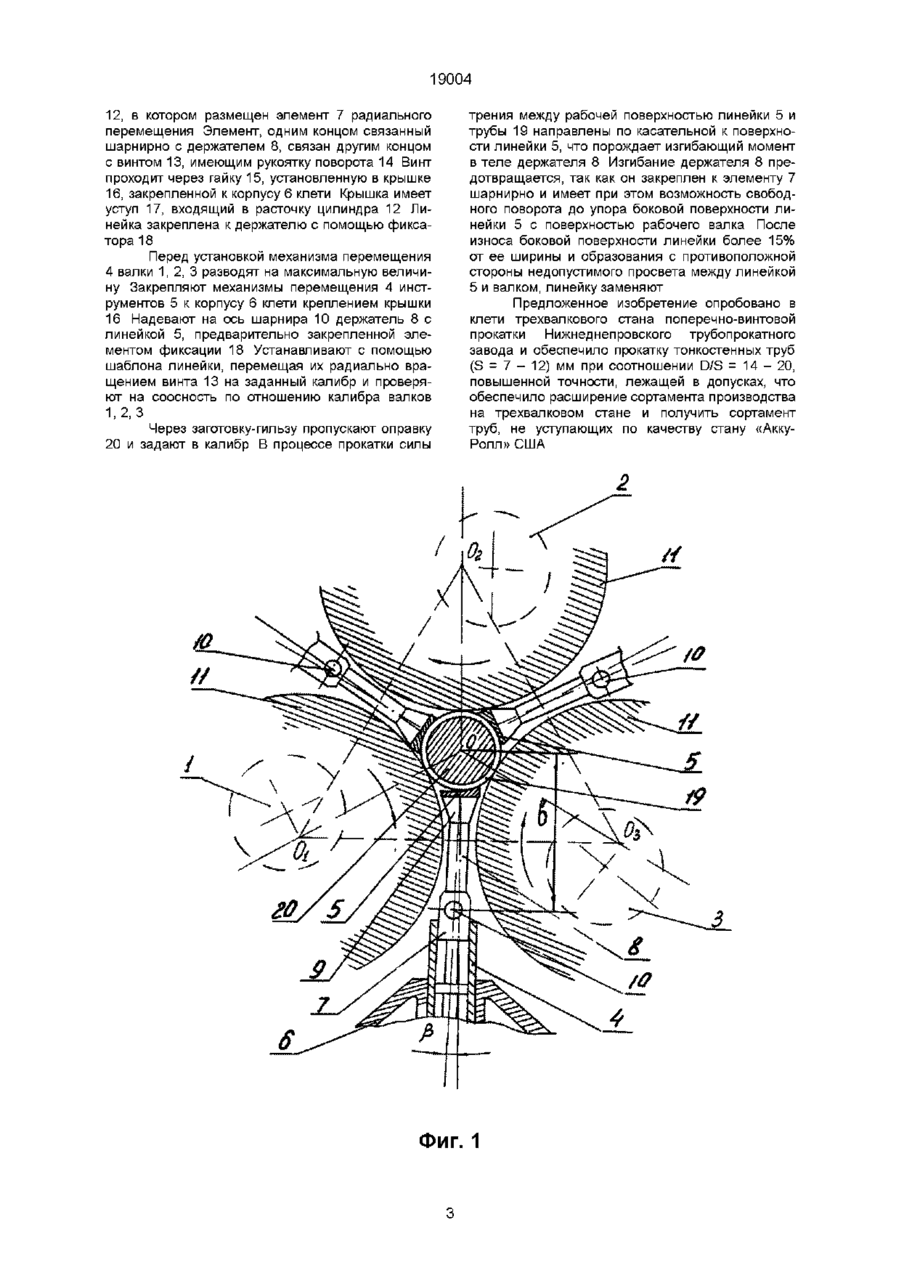
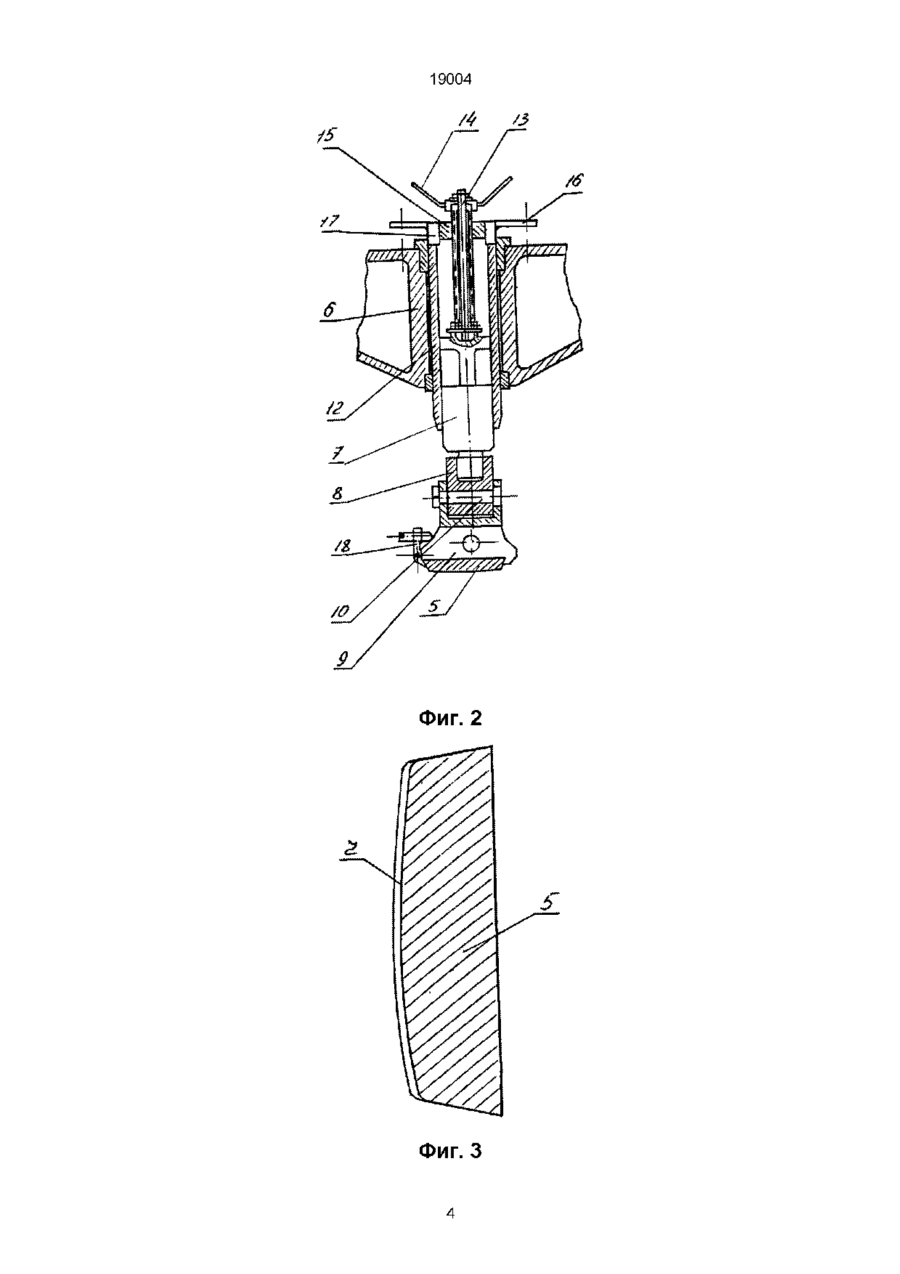
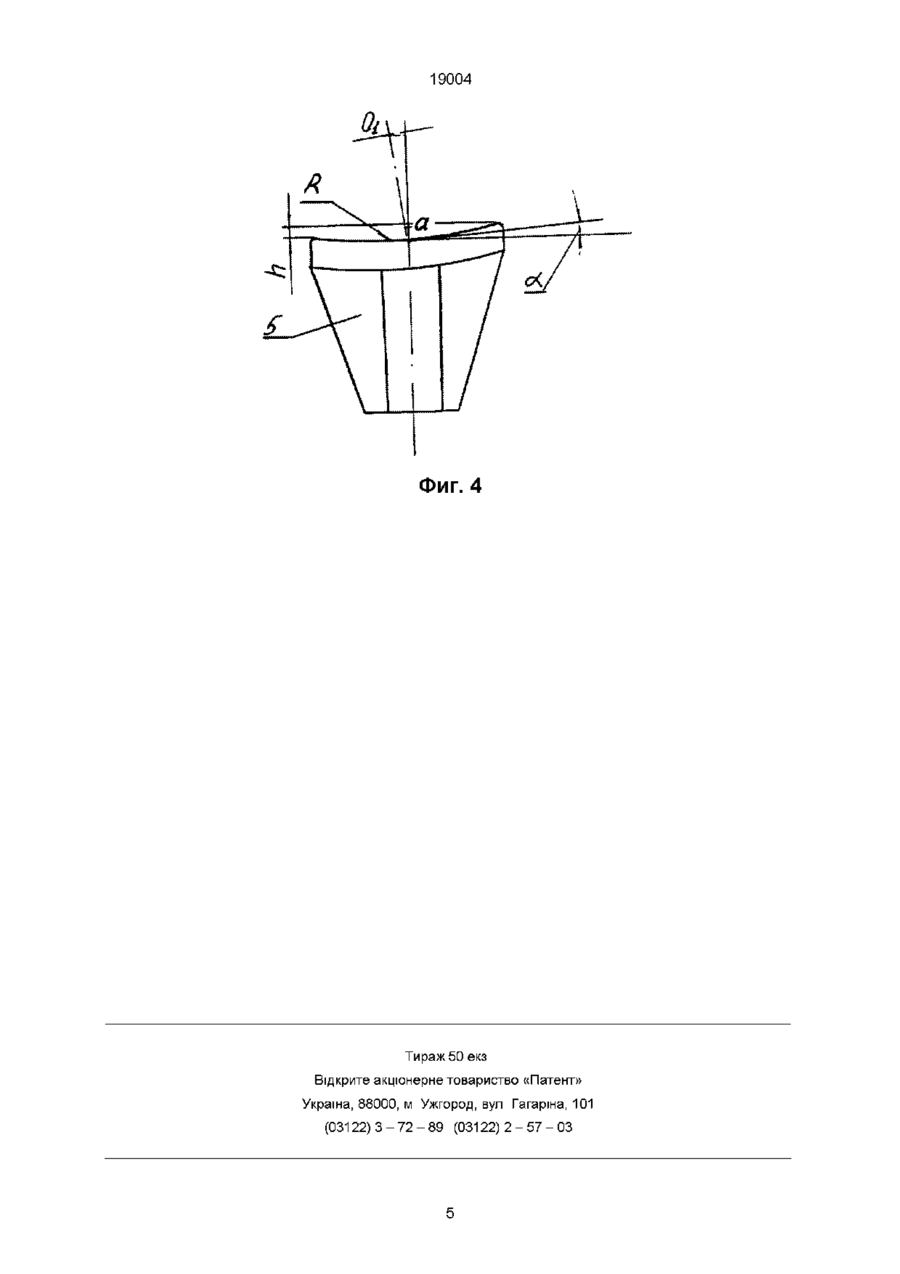
1 Клеть трехвалкового стана поперечновинтовой прокатки труб, содержащая корпус, рабочие профилированные валки, ограничивающие инструменты, размещенные в пространствах между парами валков, и механизмы их перемещения, установленные в расточках корпуса клети, отличающаяся тем, что механизмы снабжены элементами радиального перемещения, связанными с держателями инструментов-линеек шарнирно, и их оси параллельны оси клети и расположены от нее на расстоянии, равном 0,7-1,2 максимального диаметра профильного валка 2 Клеть по п 1, отличающаяся тем,что оси шарниров смещены в одну сторону от радиальной межвалковой линии симметрии на угол, равный 2-6° Изобретение относится к прокатному производству, предпочтительно получению тонкостенных труб с соотношением диаметра к толщине стенки D/S более 12 Известна клеть трехвалкового стана поперечно-винтовой прокатки (см бюллетень научнотехнической информации «Черная металлургия», №12, 1976 г, с 37 -38) Клеть содержит рабочие валки, корпус клети В зазорах между валками размещены ограничивающие инструменты В качестве инструмента использована втулка-труба с крепежным фланцем, в которой вырезаны окна для прокатных валков, а образованные при этом планки являются ограничивающими инструментамилинейками Известна клеть трехвалкового стана поперечно-винтовой прокатки (см авт ев №496055, кл В 21 В 19/00, 1975г, БИ №47), принятая авторами за прототип Клеть содержит корпус, профилированные рабочие валки, ограничивающий инструмент, размещенный в пространствах между парами валков и механизмы их перемещения, установленные в расточках корпуса клети Кроме того, механизм, предназначенный для перемещения ограничивающего инструмента вдоль оси клети выполнен в виде ползуна с опорой для инструмента, а сам инструмент выполнен в виде кулачка, имеющего по оси отверстие со шлицами, насаженного на вал ползуна, для обеспечения поворота кулачка вокруг своей оси В основу изобретения поставлена задача обеспечить прокатку тонкостенных труб высокого качества с соотношением D/S более 12 - 20 на трехвалковом стане поперечно-винтовой прокатки, при сравнительно малых диаметрах труб по отношению к диаметрам прокатных валков, за счет самопроизвольного постоянного перекрытия просветов между поверхностями прокатываемой трубы, ограничивающим инструментом и прокатным валком В зонах, наиболее уязвимых при затекании деформируемого металла и изменения геометрической формы выше критической, повышения надежности и долговечности механизма перемещения инструмента с держателем, путем исключения их прогибов при самопроизвольном, от трения, смещении инструментов-линеек при их износе о поверхность валков, за счет обеспечения свободного поворота держателя с инструментомлинейкой по ходу вращения прокатываемой трубы вш Поставленная задача не может быть решена аналогичным техническим решением, так как в аналоге ограничивающие инструменты-планки жестко закреплены и не имеют возможности радиального перемещения, а, соответственно, обеспечить необходимое расстояние между их поверхностями и поверхностью прокатываемой трубы Вы О о о 19004 зывает сомнение технологичность процесса прокатки в такой клети, так как ограничивающий инструмент фактически разового использования и его замена требует больших затрат во времени Поставленная задача не может быть решена техническим решением-прототипом Выполнение ограничивающего инструмента в виде кулачка с механизмом поворота его относительно собственной оси требует сравнительно большого расстояния между поверхностями пар рабочих валков, а это говорит, что прокатку в такой конструкции клети можно осуществлять при сравнительно малых диаметрах рабочих валков и большом диаметре прокатываемых труб Получить качественные тонкостенные трубы в таких условиях не представляется возможным Выполнение инструмента в виде кулачка затруднительно и не обеспечивает возможность достаточного перекрытия поверхности прокатываемой трубы и, соответственно, возможны образования критических зон вне перекрытия поверхности трубы поверхностями инструментов метра профильного валка, необходимо и достаточно для обеспечения сохранения геометрии рабочей поверхности линейки по отношению к поверхности трубы при ее смещении в сторону одного из валков в процессе истирания боковой поверхности линейки и обеспечение поворота держателя линейки, не касаясь последним поверхности рабочего валка При расстоянии оси шарнира ближе к оси клети, т е меньшем 0,7 максимального диаметра валка нежелательно, так как при повороте рабочей поверхности линейки искажается направление усилий на линейку, увеличивается угол направления и создаются условия изменения геометрической формы трубы в зоне деформации выше допустимой При расстоянии оси шарнира от оси клети более 1,2 максимального диаметра рабочего валка уменьшается угол изменения направления усилий на поверхность линейки, но увеличивается вероятность касания держателя о поверхность валков и появляются нежелательные условия уменьшения поперечного сечения держателя Поставленная задача решается тем, что клеть трехвалкового стана поперечно-винтовой прокатки, содержащая корпус, профилированные рабочие валки, ограничивающие инструменты, размещенные в пространствах между парами рабочих валков, и механизмы их перемещения, установленные в расточках корпуса клети, согласно изобретению механизмы снабжены элементами радиального перемещения, связанные с держателями инструментов-линеек шарнирно, и их оси параллельны оси клети, и расположены от нее на расстоянии, равном 0,7 - 1,2 максимального диаметра профильного валка Смещение осей шарниров в одну сторону от радиальной межвалковой линии симметрии на угол р = 2 - 6 ° обеспечивает увеличение величины смещения линейки в сторону к одному из валков При угле р меньше 2° добиться максимально возможного повышения прочностных характеристик держателей, за счет увеличения поперечного сечения не представляется возможным, а при увеличении угла р более 6° возможно при прочих условиях касание держателя о поверхность валка, к которому произведено смещение Кроме того, оси шарниров смещены в одну сторону от радиальной межвалковой линии симметрии на угол р = 2 - 6 ° Наличие в механизме перемещения держателя с инструментом в виде линейки и связи их с элементом радиального перемещения повышает технологичность процесса Обеспечивается возможность прокатки труб разных диаметров, не меняя держатель, а меняя линейки соответствующих размеров рабочих поверхностей Создаются условия прокатки труб при сравнительно малых просветах между парами валков Закрепление держателя линейки на элементе механизма радиального перемещения шарнирно, так что ось шарнира параллельна оси клети, необходимом для обеспечения самопроизвольного, за счет трения смещения линейки и держателя ее боковой стенки с поверхностью валка, не изгибая держатель, т е не уменьшая его прочностных характеристик, а осуществляя смещение свободным поворотом держателя на шарнире по ходу вращения трубы, контактирующей с поверхностью линейки Особенно это ощутимо при прокатке тонкостенных труб сравнительно малых диаметров при больших диаметрах рабочих валков и, соответственно, малых просветах между поверхностями пар валков, когда держатель линейки в поперечном сечении невелик и его прочностные характеристики находятся в пределах сжимающих усилий Расположение оси шарнира от оси клети на расстоянии, равном 0,7 - 1,2 максимального диа Устройство поясняется фигурами 1 - 4 На фиг 1 показана клеть в поперечном сечении валков, на фиг 2 - механизм перемещения с держателем и инструментом-линейкой, на фиг 3 - продольный разрез линейки, на фиг 4 - вид линейки сверху Клеть трехвалкового стана поперечновинтовой прокатки труб состоит из профилированных рабочих валков 1, 2, 3 (фиг 1) Между парами валков 1 - 3 , 3 - 2 , 2 - 1 установлены механизмы 4 перемещения ограничивающих инструментов-линеек 5 Механизм перемещения установлен в расточках корпуса 6 клети Ось механизма перемещения направлена радиально к оси клети Механизмы перемещения имеют элементы 7 радиального перемещения Элементы 7 шарнирно связаны с держателями 8, имеющими расширенный участок 9 для крепления линеек 5 Ось шарнира 10 параллельна оси клети и отстоит от нее на величину Ь, равную 0 , 7 - 1,2 максимального диаметра валка в сечении раскатного участка 11 Оси шарниров смещены в сторону от радиальной линии симметрии пары валков на угол р = 2 - 6° Линейки могут, например, иметь форму (фиг 3, 4) рабочей поверхности, выполненной в поперечном сечении по радиусу R, а в продольном сечении по радиусу г Центр d радиуса R смещен относительно поперечной оси линейки 5 на величину, равную ctg а, при этом а = 2 - 6°, a величина разности по высоте кромок рабочей поверхности линейки равна величине смещения центра радиуса R Механизм перемещения 4 держателей 8 с линейками 5 представляет собой (фиг 2) цилиндр 19004 12, в котором размещен элемент 7 радиального перемещения Элемент, одним концом связанный шарнирно с держателем 8, связан другим концом с винтом 13, имеющим рукоятку поворота 14 Винт проходит через гайку 15, установленную в крышке 16, закрепленной к корпусу 6 клети Крышка имеет уступ 17, входящий в расточку цилиндра 12 Линейка закреплена к держателю с помощью фиксатора 18 Перед установкой механизма перемещения 4 валки 1, 2, 3 разводят на максимальную величину Закрепляют механизмы перемещения 4 инструментов 5 к корпусу 6 клети креплением крышки 16 Надевают на ось шарнира 10 держатель 8 с линейкой 5, предварительно закрепленной элементом фиксации 18 Устанавливают с помощью шаблона линейки, перемещая их радиально вращением винта 13 на заданный калибр и проверяют на соосность по отношению калибра валков 1, 2, 3 Через заготовку-гильзу пропускают оправку 20 и задают в калибр В процессе прокатки силы трения между рабочей поверхностью линейки 5 и трубы 19 направлены по касательной к поверхности линейки 5, что порождает изгибающий момент в теле держателя 8 Изгибание держателя 8 предотвращается, так как он закреплен к элементу 7 шарнирно и имеет при этом возможность свободного поворота до упора боковой поверхности линейки 5 с поверхностью рабочего валка После износа боковой поверхности линейки более 15% от ее ширины и образования с противоположной стороны недопустимого просвета между линейкой 5 и валком, линейку заменяют Предложенное изобретение опробовано в клети трехвалкового стана поперечно-винтовой прокатки Нижнеднепровского трубопрокатного завода и обеспечило прокатку тонкостенных труб (S = 7 - 12) мм при соотношении D/S = 1 4 - 2 0 , повышенной точности, лежащей в допусках, что обеспечило расширение сортамента производства на трехвалковом стане и получить сортамент труб, не уступающих по качеству стану «АккуРолл» США /о Фиг. 1 Фиг. 2 Фиг. 3 19004 Фиг. 4 Тираж 50 екз Відкрите акціонерне товариство «Патент» Україна, 88000, м Ужгород, вул Гагаріна, 101 (03122) 3 - 7 2 - 8 9 (03122) 2 - 5 7 - 0 3
ДивитисяДодаткова інформація
Назва патенту англійськоюStand of the three-high mill of cross-helical tube rolling
Автори англійськоюKirsanov Volodymyr Mykhailovych, Mikhieienko Viktor Dmytrovych, Tarakanov Volodymyr Yuriiovych, Mikhaliov Stanislav Petrovych, Kuschynskyi Heorhii Mykolaiovych, Vorob'iov Volodymyr Petrovych
Назва патенту російськоюКлеть трехвалкового стана поперечно-винтовой прокатки труб
Автори російськоюКирсанов Владимир Михайлович, Михеенко Виктор Дмитриевич, Тараканов Владимир Юрьевич, Михалев Станислав Петрович, Кущинский Георгий Николаевич, Воробьев Владимир Петрович
МПК / Мітки
МПК: B21B 19/00
Мітки: тривалкового, поперечно-гвинтової, труб, прокатки, кліть, стана
Код посилання
<a href="https://ua.patents.su/5-19004-klit-trivalkovogo-stana-poperechno-gvintovo-prokatki-trub.html" target="_blank" rel="follow" title="База патентів України">Кліть тривалкового стана поперечно-гвинтової прокатки труб</a>
Кліть трьохвалкового стану поперечно-гвинтової прокатки труб

Номер патенту: 19004
Опубліковано: 25.12.1997
Автори: Міхальов Станіслав Петрович, Кірсанов Володимир Михайлович, Вороб'йов Володимир Петрович, Тараканов Володимир Юрійович, Міхєєнко Віктор Дмитрович, Кущинський Георгій Миколайович
МПК: B21B 19/00
Мітки: поперечно-гвинтової, кліть, труб, трьохвалкового, стану, прокатки
Формула / Реферат:
1. Клеть трехвалкового стана поперечно-винтовой прокатки труб, содержащая корпус, рабочие профилированные валки, ограничивающие инструменты, размещенные в пространствах между парами валков и механизмы их перемещения, установленные в расточках корпуса клети, отличающаяся тем, что механизмы снабжены элементами радиального перемещения, связанными с держателями инструментов-линеек шарнирно и их оси параллельны оси клети, и расположены от нее на...
Кліть стана пілігримової прокатки труб

Номер патенту: 17340
Опубліковано: 01.04.1997
Автори: Попов Марат Васильович, Більдін Костянтин Михайлович, Верещагін Олександр Давидович, Чеха Віктор Миколайович, Сандульский Борис Степанович, Вольфович Георгій Вольфович, Борисенко Юрій Миколайович, Островський Ігор Петрович, Ісаков Євген Борисович, Чубарь Алла Георгівна, Чуб Анатолій Васильович, Хаустов Георгій Йосипович, Алпатов Євгеній Миколайович
МПК: B21B 21/00, B21B 13/18
Мітки: труб, стана, кліть, прокатки, пілігримової
Формула / Реферат:
Клеть стана холодной пилигримовой прокатки труб, содержащая возвратно-поступательно перемещаемый корпус, внутри которого размещен сепаратор с приводными валками, имеющими ручьи переменного сечения, отличающаяся тем, что сепаратор выполнен П-образным, на его вертикальной стенке с помощью планок закреплены разъемные подшипники, охватывающие опорные шейки валков, при атом в верхней части сепаратора и корпуса клети выполнены отверстия для...
Кліть стану пілігримової прокатки труб

Номер патенту: 10684
Опубліковано: 25.12.1996
Автори: Верещагін Олександр Давидович, Алпатов Євген Миколайович, Чуб Анатолій Васильович, Чубарь Алла Георгівна, Більдін Костянтин Михайлович, Вольфович Георгій Вольфович, Хаустов Георгій Йосипович, Попов Марат Васильович, Чеха Віктор Миколайович, Борисенко Юрій Миколайович, Ісаков Євген Борисович, Островський Ігор Петрович
МПК: B21B 21/00, B21B 13/18
Мітки: труб, пілігримової, кліть, стану, прокатки
Формула / Реферат:
Клеть стана пилигримовой прокатки труб, содержащая возвратно-поступательно перемещаемый корпус, внутри которого закреплены прямолинейные опорные планки, контактирующие с шейками приводных снабженных цилиндрическими шестернями валков, имеющих ручьи переменного сечения, и прямолинейные зубчатые рейки, связанные с шестернями валков, отличающаяся тем, что цилиндрические шестерни смонтированы на наружных шейках каждого валка по обе стороны от...
Привід валків рухомої кліті стана холодної прокатки труб

Номер патенту: 4810
Опубліковано: 28.12.1994
Автори: Соя Володимир Іванович, Кекух Станіслав Миколайович, Яременко Микола Іванович, Літвін Григорій Дмитрович, Самойленко Генадій Дмитрович, Король Радомір Миколайович, Король Микола Миколайович, Головачов Володимир Якович, Третяк Володимир Якович, Куценко Олександр Іванович, Цупкін Анатолій Вікторович, Лагутін Борис Миколайович, Масошін Леонід Михайлович, Ткаченко Микола Володимирович, Загребельний Віктор Терентійович
МПК: B21B 35/06, B21B 21/00
Мітки: привід, кліті, рухомої, прокатки, валків, труб, холодної, стана
Формула / Реферат:
Привод валков подвижной клети стана холодной прокатки труб, содержащий посаженные на шейках валков ведомые и ведущие шестерни, взаимодействующие с установленными в станине стана рейками, имеющими механизм для их продольного перемещения, отличающийся тем, что последний выполнен в виде двух винтов с упорами, каждая из реек выполнена с возможностью продольного, вертикального и поперечного перемещении и в виде балки Т-образного сечения, а...
Кліть для прокатки прецизійного дроту
Номер патенту: 22982
Опубліковано: 05.05.1998
Автори: Крилов Михайло Юрійович, Хаустов Георгій Йосипович, Лобанов Олександр Іванович, Морозов Рудольф Павлович, Правдін Юрій Михайлович, Сергєєв Віктор Володимирович, Попов Євген Григорович
МПК: B21B 13/10
Мітки: дроту, прокатки, прецизійного, кліть
Формула / Реферат:
Клеть для прокатки прецизионной проволоки, содержащая корпус и смонтированное в нем основание крепления подшипников, установленных в клети трех приводных валков, расположенных по окружности под углом 120°, отличающаяся тем, что основание крепления подшипников выполнено в виде замкнутого цельного контура с тремя радиальными, равноудаленными по окружности, выступами, причем на каждом прямолинейном участке выступов имеются полуцилиндрические...
Попередній патент: Пристрій для подавання ниток
Наступний патент: Засіб “пирозоль” для лікування захворювань порожнини рота та глотки
Випадковий патент: Спосіб приготування водно-спиртового настою для виробництва соусів для риби