Спосіб та система для визначення товщини лакофарбового покриття
Номер патенту: 90466
Опубліковано: 11.05.2010
Автори: Шлехт Юрген, Зіндлінгер Штефен, Хорват Золтан-Йозеф, Керн Мартін
Формула / Реферат
1. Спосіб визначення товщини лакофарбового покриття, яке наноситься за допомогою електрофорезу на виріб (28), який занурюють в рідкий лакофарбовий матеріал (14), що знаходиться в заглибній ванні (12), і який створює як електрод спільно принаймні з одним електродом (16, 18) протилежної полярності електричне поле, який відрізняється тим, що визначають електричний заряд, який протікає через виріб (28) у процесі нанесення на нього лакофарбового покриття зануренням, а також площу контактуючої з рідким лакофарбовим матеріалом (14) поверхні виробу (28), причому площу поверхні виробу (28), контактуючу з рідким лакофарбовим матеріалом (14), визначають на підставі максимального струму (Jмакс) при включенні, який протікає через виріб (28) у початковий момент нанесення на нього лакофарбового покриття зануренням.
2. Спосіб за п. 1, який відрізняється тим, що для визначення заряду вимірюють електричний струм, який протікає через виріб (28) у процесі нанесення на нього лакофарбового покриття зануренням.
3. Спосіб за п. 1 або п. 2, який відрізняється тим, що товщину лакофарбового покриття визначають із урахуванням температури рідкого лакофарбового матеріалу (14).
4. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що товщину лакофарбового покриття визначають із урахуванням значення рН рідкого лакофарбового матеріалу (14).
5. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що товщину лакофарбового покриття визначають із урахуванням електропровідності рідкого лакофарбового матеріалу (14).
6. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що товщину лакофарбового покриття визначають із урахуванням вмісту твердої фази в рідкому лакофарбовому матеріалі (14).
7. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що товщину лакофарбового покриття визначають із урахуванням густини рідкого лакофарбового матеріалу (14).
8. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що товщину лакофарбового покриття визначають із урахуванням відстані між виробом (28) і принаймні одним електродом (16, 18) протилежної полярності.
9. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що товщину лакофарбового покриття безперервно відслідковують в процесі його нанесення до досягнення необхідної товщини лакофарбового покриття.
10. Система для визначення товщини лакофарбового покриття, яке наноситься зануренням на виріб (28) за допомогою електрофорезу, яка містить заглибну ванну (12), з рідким лакофарбовим матеріалом (14) для занурення в нього виробу (28), і джерело (22) напруги, один полюс (24) якого виконаний з можливістю його приєднання до виробу (28), а інший його полюс (20) з'єднаний із принаймні одним електродом (16, 18), який знаходиться в заглибній ванні (12), протилежної полярності, яка відрізняється тим, що вона має засоби (32) для визначення електричного заряду, який протікає через виріб (28) у процесі нанесення на нього лакофарбового покриття зануренням, а також обчислювальний пристрій (34), який дозволяє на підставі зазначеного заряду та площі контактуючої з рідким лакофарбовим матеріалом (14) поверхні виробу (28) визначати товщину лакофарбового покриття, причому обчислювальний пристрій (34) виконано з можливістю збереження в його пам'яті значення максимального струму (Jмакс) при включенні, який протікає через виріб (28) у початковий момент нанесення на нього лакофарбового покриття, й з можливістю визначення площі, контактуючої з рідким лакофарбовим матеріалом (14) поверхні виробу (28), на підставі величини максимального струму (Jмакс) при включенні.
11. Система за п. 10, яка відрізняється тим, що засоби для визначення заряду містять амперметр (32).
12. Система за п. 10 або п. 11, яка відрізняється тим, що вона має з'єднаний з обчислювальним пристроєм (34) датчик (38) температури, призначений для визначення температури рідкого лакофарбового матеріалу (14).
13. Система за будь-яким з пп. 10-12, яка відрізняється тим, що вона має з'єднаний з обчислювальним пристроєм (34) датчик (40) рН, призначений для вимірювання значення рН рідкого лакофарбового матеріалу (14).
14. Система за будь-яким з пп. 10-13, яка відрізняється тим, що вона має з'єднаний з обчислювальним пристроєм (34) датчик (42) провідності, призначений для вимірювання електропровідності рідкого лакофарбового матеріалу (14).
15. Система за будь-яким з пп. 10-14, яка відрізняється тим, що вона має з'єднаний з обчислювальним пристроєм (34) датчик, призначений для вимірювання вмісту твердої фази в рідкому лакофарбовому матеріалі (14).
16. Система за будь-яким з пп. 10-15, яка відрізняється тим, що вона має з'єднаний з обчислювальним пристроєм (34) датчик густини, призначений для вимірювання густини рідкого лакофарбового матеріалу (14).
17. Система за п. 10, яка відрізняється тим, що вона оснащена контуром керування, який дозволяє припиняти процес нанесення лакофарбового покриття зануренням у момент досягнення виміряною товщиною лакофарбового покриття заданого значення.
Текст
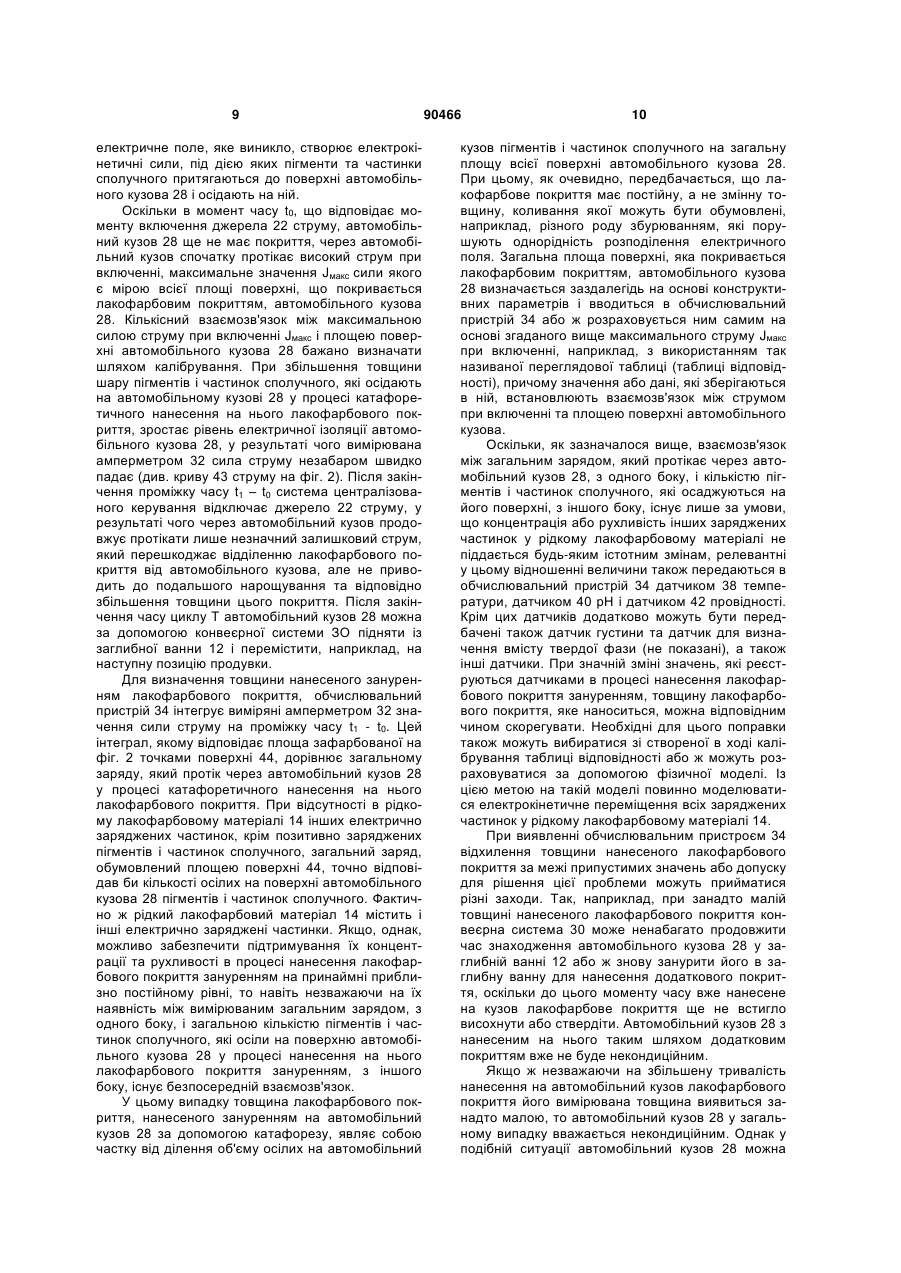
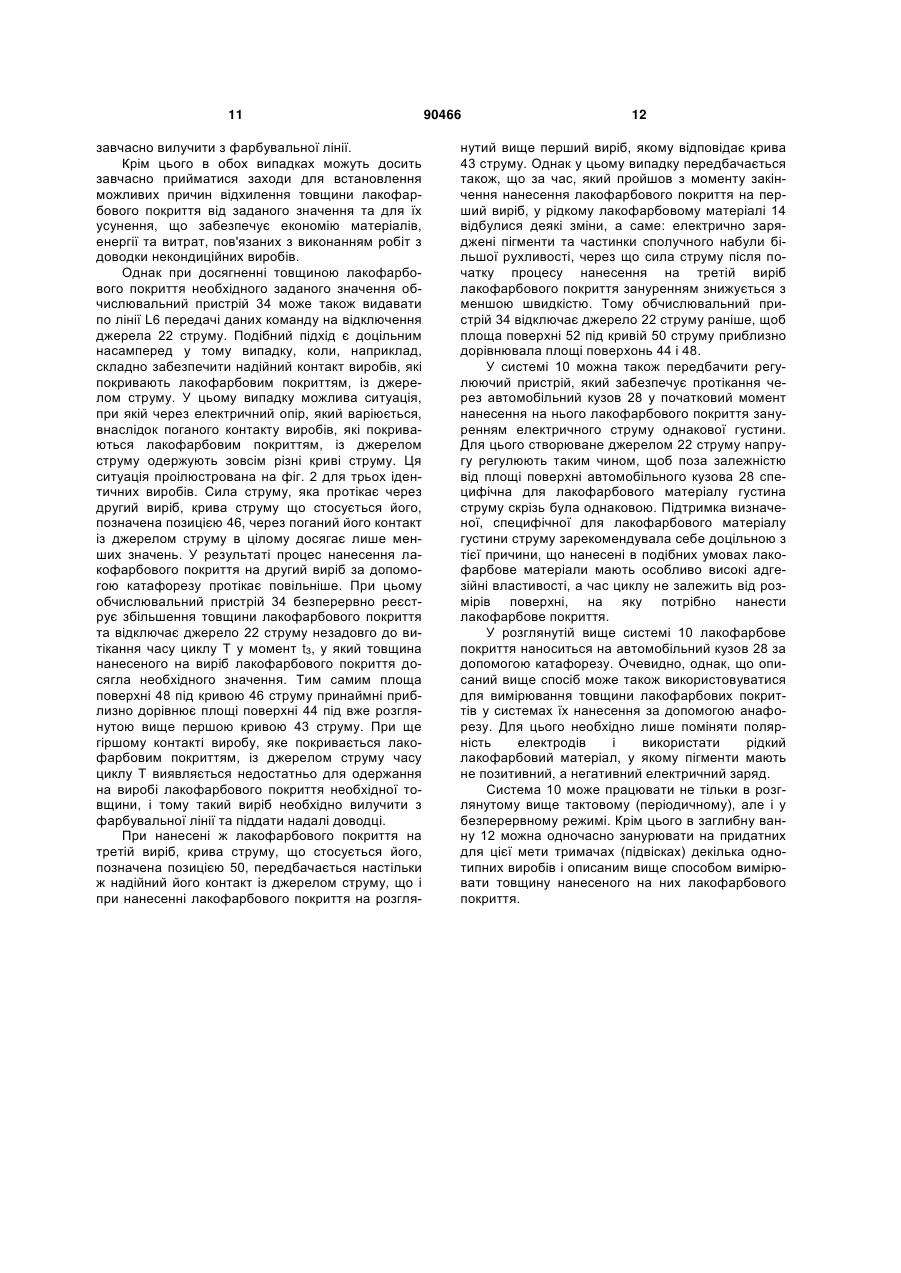
1. Спосіб визначення товщини лакофарбового покриття, яке наноситься за допомогою електрофорезу на виріб (28), який занурюють в рідкий лакофарбовий матеріал (14), що знаходиться в заглибній ванні (12), і який створює як електрод спільно принаймні з одним електродом (16, 18) протилежної полярності електричне поле, який відрізняється тим, що визначають електричний заряд, який протікає через виріб (28) у процесі нанесення на нього лакофарбового покриття зануренням, а також площу контактуючої з рідким лакофарбовим матеріалом (14) поверхні виробу (28), причому площу поверхні виробу (28), контактуючу з рідким лакофарбовим матеріалом (14), визначають на підставі максимального струму (J макс) при включенні, який протікає через виріб (28) у початковий момент нанесення на нього лакофарбового покриття зануренням. 2. Спосіб за п. 1, який відрізняється тим, що для визначення заряду вимірюють електричний струм, який протікає через виріб (28) у процесі нанесення на нього лакофарбового покриття зануренням. 3. Спосіб за п. 1 або п. 2, який відрізняється тим, що товщину лакофарбового покриття визначають із урахуванням температури рідкого лакофарбового матеріалу (14). 4. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що товщину лакофар 2 (19) 1 3 90466 4 рез виріб (28) у початковий момент нанесення на нього лакофарбового покриття, й з можливістю визначення площі, контактуючої з рідким лакофарбовим матеріалом (14) поверхні виробу (28), на підставі величини максимального струму (Jмакс) при включенні. 11. Система за п. 10, яка відрізняється тим, що засоби для визначення заряду містять амперметр (32). 12. Система за п. 10 або п. 11, яка відрізняється тим, що вона має з'єднаний з обчислювальним пристроєм (34) датчик (38) температури, призначений для визначення температури рідкого лакофарбового матеріалу (14). 13. Система за будь-яким з пп. 10-12, яка відрізняється тим, що вона має з'єднаний з обчислювальним пристроєм (34) датчик (40) рН, призначений для вимірювання значення рН рідкого лакофарбового матеріалу (14). 14. Система за будь-яким з пп. 10-13, яка відрізняється тим, що вона має з'єднаний з обчислювальним пристроєм (34) датчик (42) провідності, призначений для вимірювання електропровідності рідкого лакофарбового матеріалу (14). 15. Система за будь-яким з пп. 10-14, яка відрізняється тим, що вона має з'єднаний з обчислювальним пристроєм (34) датчик, призначений для вимірювання вмісту твердої фази в рідкому лакофарбовому матеріалі (14). 16. Система за будь-яким з пп. 10-15, яка відрізняється тим, що вона має з'єднаний з обчислювальним пристроєм (34) датчик густини, призначений для вимірювання густини рідкого лакофарбового матеріалу (14). 17. Система за п. 10, яка відрізняється тим, що вона оснащена контуром керування, який дозволяє припиняти процес нанесення лакофарбового покриття зануренням у момент досягнення виміряною товщиною лакофарбового покриття заданого значення. Даний винахід стосується способу визначення товщини лакофарбового покриття, що наноситься за допомогою електрофорезу на виріб, який занурюється в рідкий лакофарбовий матеріал, що знаходиться в заглибній ванні, та який створює як електрод спільно принаймні з одним електродом протилежної полярності електричне поле. Винахід стосується також системи для визначення товщини лакофарбового покриття, нанесеного зануренням на виріб за допомогою електрофорезу, яка містить заглибну ванну з рідким лакофарбовим матеріалом для занурення в нього виробу та джерело напруги, один полюс якого виконаний з можливістю його приєднання до виробу, а інший його полюс з'єднаний із принаймні одним електродом, який знаходиться в заглибній ванні, протилежної полярності. Спосіб і система зазначених вище типів добре відомі з рівня техніки. Звичайно при нанесенні на вироби лакофарбових покриттів важливо забезпечити гранично точну відповідність товщини нанесеного на виріб лакофарбового покриття заданому значенню. При занадто великому відхиленні фактичної товщини лакофарбового покриття від заданого значення, як правило, погіршується якість лакофарбового покриття, наприклад, знижується його стійкість до різного роду впливів або спотворюється його колір. При занадто великій товщині нанесених лакофарбових покриттів зайво зростає, крім того, витрата лакофарбового матеріалу (складу), чого слід уникати з економічних та екологічних причин. При нанесенні на вироби лакофарбових покриттів за допомогою електрофорезу в заглибних ваннах звичайно неможливо забезпечити одержання лакофарбових покриттів заданої товщини протягом тривалого періоду часу за рахунок одного тільки точного дотримання заданих технологічних умов. Так, наприклад, з часом можуть змінюватися властивості рідкого лакофарбового матеріалу. З певними складностями часто сполучене також забезпечення надійного контакту виробу із джерелом напруги. Поганий електричний контакт у зоні контактуючих поверхонь безпосередньо проявляється в зменшенні товщини лакофарбового покриття. У даний час з метою контролю якості продукції товщину нанесених за допомогою електрофорезу лакових покриттів звичайно визначають після їх висихання вручну, наприклад, за допомогою вимірювального мікроскопа або ємнісного вимірювального приладу. Якщо товщина нанесеного лакофарбового покриття виявиться при цьому більшою або меншою заданого значення на величину, яка виходить за межі допуску, то в принципі можна знайти та за певних умов усунути причини подібного відхилення товщини лакофарбового покриття від заданого значення. При занадто малій товщині лакофарбового покриття на виріб можна додатково нанести лакофарбове покриття, у крайньому випадку після видалення вже висохлого лакофарбового покриття. Однак у будь-якому разі відбраковування виробів із занадто тонким або занадто товстим лакофарбовим покриттям істотно підвищує виробничі витрати. З зазначених вище причин вже пропонувалося визначати товщину лакофарбового покриття не лише після його сушіння, а безпосередньо після вилучення виробу із заглибної ванни. Оскільки в даний момент лакофарбове покриття ще не встигло остаточно ствердіти, у деяких випадках ще зберігається можливість додаткового нанесення лакофарбового покриття на виріб шляхом його повторного занурення в заглибну ванну. Однак необхідні для визначення товщини не повністю затверділого лакофарбового покриття вимірювальні пристрої мають дуже високу вартість, а проведення вимірювань за їх допомогою приводить до відповідної втрати часу та за певних умов до зниження якості продукції при ушкодженні ще не 5 висохлого лакофарбового покриття. Виходячи з вищевикладеного, в основу даного винаходу була покладена задача вдосконалити відомі способи та системи для визначення товщини нанесеного за допомогою електрофорезу лакофарбового покриття, скоротивши при малих витратах частку некондиційних виробів, які відбраковуються через занадто малу або занадто велику товщину нанесеного на них лакофарбового покриття. Відносно способу зазначеного на початку опису типу ця задача вирішується завдяки тому, що визначають електричний заряд, який протікає через виріб у процесі нанесення на нього лакофарбового покриття зануренням, а також площу поверхні виробу, яка контактує з рідким лакофарбовим матеріалом й на основі цих величин визначають товщину лакофарбового покриття. В основу винаходу покладений той факт, що незважаючи на протікання в заглибній ванні в процесі електрофоретичного нанесення на виріб лакофарбового покриття зануренням порівняно складних процесів, товщина нанесеного на виріб лакофарбового покриття принаймні в першому наближенні прямо пропорційна електричному заряду, який протікає через виріб при нанесенні на нього лакофарбового покриття, та приблизно обернено пропорційна розміру всієї поверхні виробу, який покривається лакофарбовим покриттям. Обидві ці величини, тобто сумарний електричний заряд, який протікає через виріб, що покривається лакофарбовим покриттям, і розмір (площу) його поверхні, можна визначити простим шляхом. Тим самим пропоноване у винаході рішення дозволяє безконтактним шляхом визначати товщину лакофарбового покриття практично ще в процесі його нанесення зануренням. Подібна можливість у свою чергу дозволяє при занадто малій товщині нанесеного на виріб лакофарбового покриття додатково наносити лакофарбове покриття на виріб ще при його знаходженні в заглибній ванні. Тим самим при нанесенні лакофарбових покриттів вдається значно скоротити відсоток продукції, яка відбраковується як некондиційна. Крім цього з'являється також можливість відмовитися від необхідності виконання остаточного контролю при нанесенні лакофарбових покриттів, оскільки на будьякій окремій стадії нанесення лакофарбового покриття можна безпосередньо за місцем її виконання перевіряти, чи знаходиться товщина лакофарбових покриттів у заданих припустимих межах чи ні. Відносно системи зазначеного на початку опису типу покладена в основу винаходу задача вирішується завдяки тому, що така система оснащена засобами для визначення нанесення електричного заряду, який протікає через виріб у процесі нанесення на нього лакофарбового покриття зануренням, а також обчислювальним пристроєм, який дозволяє на основі зазначеного заряду та площі поверхні виробу, яка контактує з рідким лакофарбовим матеріалом, визначати товщину лакофарбового покриття. Переваги пропонованої у винаході системи аналогічні розглянутим вище перевагам пропоно 90466 6 ваного у винаході способу. Для визначення електричного заряду, який протікає через виріб у процесі нанесення на нього лакофарбового покриття зануренням, найпростіше вимірювати електричний струм, який протікає через виріб у процесі нанесення на нього лакофарбового покриття. У даному випадку заряд визначається шляхом інтегрування сили електричного струму за часом. Площу поверхні виробу в багатьох випадках можна обчислити виходячи з його конструктивних даних. Якщо ж подібний розрахунок утруднений з тих або інших причин, що може стосуватися, наприклад, автомобільних кузовів, які мають винятково складну форму з великою кількістю вигинів і скритих порожнин, як міру площі поверхні виробу можна використовувати також максимальний струм при включенні, який протікає через виріб у початковий момент нанесення на нього лакофарбового покриття зануренням. Можливість залучення цієї величини для визначення площі поверхні виробу обумовлена тим, що із збільшенням площі поверхні виробу зростає сила струму, яка протікає через нього при включенні. Перевага, пов'язана з вимірюванням струму при включенні, який протікає через виріб у початковий момент нанесення на нього лакофарбового покриття зануренням, полягає в можливості ефективного порівняння таким шляхом результатів вимірювань, одержаних для різних виробів. При використанні як міру площі поверхні виробу сили струму, який протікає через виріб у більш пізній момент часу, виникла б проблема, пов'язана з тим, що до цього моменту вироби вже мали б лакофарбове покриття різної товщини і тим самим мали б різний рівень електричної ізоляції, і тому, струм, який протікає через них уже не був би однозначною мірою площі їх поверхні. Для встановлення кількісного взаємозв'язку між вимірюваним зарядом і площею поверхні виробу, з одного боку, і визначуваною товщиною лакофарбового покриття з іншого боку, систему можна спочатку відкалібрувати, для чого на декілька виробів із площею поверхні, яка відрізняється між собою, лакофарбове покриття наносять протягом різних проміжків часу. Одержані при цьому результати вимірювань співвідносять із визначеними вручну значеннями товщини лакофарбових покриттів, нанесених на ці вироби. Для обчислення товщини лакофарбових покриттів можна також розробити відповідну кількісну модель. За результатами проведених досліджень було встановлено, що точність вимірювання товщини лакофарбового покриття можна підвищити, якщо поряд із зарядом і площею поверхні виробу, яка покривається лакофарбовим покриттям додатково враховувати й інші технологічні параметри. До подібних технологічних параметрів відносяться насамперед температура, значення рН, електропровідність і густина рідкого лакофарбового матеріалу, а також вміст у ньому твердої фази. Ці параметри впливають на рухливість пігментів, які входять до складу лакофарбового матеріалу, в електрично зарядженому полі та на концентрацію інших заряджених частинок, які сприяють проті 7 канню електричного струму, але не нанесенню лакофарбового покриття. При вже відомій площі поверхні виробу напругу між електродом і принаймні одним електродом протилежної полярності можна регулювати таким чином, щоб густина струму при включенні в початковий момент нанесення лакофарбового покриття зануренням відповідала заданому, краще такому, яке залежить від параметрів лакофарбового матеріалу, значенню. При створенні винаходу було, зокрема, встановлено, що найбільш гарних результатів при нанесенні покриття можна досягти в тому випадку, коли вкрай важлива для ефективності нанесення лакофарбового покриття величина, а саме: густина струму, у початковий момент нанесення лакофарбового покриття зануренням має значення, оптимально узгоджене із властивостями рідкого лакофарбового матеріалу. Розглянутий вище спосіб можна використовувати не тільки для безпосереднього визначення товщини лакофарбового покриття, але й для керування процесом електрофоретичного нанесення лакофарбових покриттів зануренням. В останньому випадку контур або система керування може бути розрахована, наприклад, на припинення процесу нанесення лакофарбового покриття в той момент, у який певна товщина лакофарбового покриття досягла заданого значення. При цьому використовується той факт, що вже в процесі нанесення лакофарбового покриття зануренням є інформація про товщину лакофарбового покриття, яка одержана шляхом вимірювання заряду, що протікає через виріб до певного моменту часу. Таким шляхом можна безперервно відслідковувати збільшення товщини лакофарбового покриття в процесі його нанесення зануренням і припиняти цей процес відразу ж при досягненні необхідної товщини лакофарбового покриття. Інші відмітні риси та переваги даного винаходу більш докладно розглянуті нижче на прикладі одного з варіантів його здійснення з посиланням на прикладені до опису креслення, на яких показано: на фіг. 1 - принципова схема пропонованої у винаході системи для визначення товщини лакофарбового покриття та на фіг. 2 - побудований для декількох виробів графік часової залежності сили струму, який протікає через них у процесі нанесення лакофарбового покриття зануренням. На фіг. 1 схематично показана позначена загальною позицією 10 система для визначення товщини нанесеного на виріб за допомогою катафорезу лакофарбового покриття. Система 10 складається із заземленої заглибної ванни 12 з рідким лакофарбовим матеріалом 14. Рідкий лакофарбовий матеріал 14 містить сполучні та пігменти, які є власне компонентами наступного лакофарбового покриття. У показаному на кресленні прикладі передбачається, що і сполучні, і пігменти мають позитивний електричний заряд. Разом з тим існують також рідкі лакофарбові матеріали 14, у яких електричний заряд мають тільки частинки сполучного, але не самі пігменти. Рідкий лакофарбовий матеріал 14 містить, крім того, розчинник, іонну концентрацію якого можна визначити на ос 90466 8 нові значення рН та електропровідності рідкого лакофарбового матеріалу 14. У заглибній ванні 12 розташовані два аноди 16, 18 з листового металу, які з'єднані з позитивним полюсом 20 використовуваного для нанесення покриття джерела 22 струму. Негативний полюс 24 джерела 22 струму проводом 26 з'єднаний з виробом, на який наноситься лакофарбове покриття і яким у розглянутому прикладі є автомобільний кузов 28. Автомобільний кузов 28 підвішений до позначеної позицією ЗО конвеєрної системи, яка є частиною загальної транспортної системи фарбувальної лінії. Конвеєрна система 30 дозволяє занурювати автомобільний кузов 28 у заглибну ванну 12 і знову піднімати з неї автомобільний кузов після завершення нанесення на нього лакофарбового покриття. В іншому варіанті аноди 16, 18 можуть також розташовуватися усередині діалізних корпусів. Система 10 крім розглянутих вище компонентів відомих систем подібного типу містить далі амперметр 32, яким може вимірюватися струм, що протікає через автомобільний кузов 28 у процесі нанесення на нього лакофарбового покриття зануренням. У показаному на кресленні прикладі амперметр 32 включений у розрив проводу 26, який з'єднує джерело 22 струму з автомобільним кузовом 28. Очевидно, що амперметр 32 може розташовуватися і в іншому місці електричного ланцюга або всередині джерела 22 струму. Амперметр 32 лінією Ll передачі даних з'єднаний з обчислювальним пристроєм 34 (мікропроцесором (МП)), який дозволяє реєструвати вимірювану амперметром силу струму з плином часу. Система 10 містить також вольтметр 36, який вимірює електричну напругу між позитивним 20 і негативним 24 полюсами. Вольтметр 36 також з'єднаний з обчислювальним пристроєм 34 лінією L2 передачі даних. У заглибній ванні 12 встановлено, крім того, декілька датчиків і, зокрема, датчик 38 температури, датчик 40 рН і датчик 42 провідності, які метрологічно вимірюють відповідні величини та передають вимірювані значення в обчислювальний пристрій 34 по лініях L3, L4, відповідно L5 передачі даних. Принцип роботи системи 10 пояснюється нижче з посиланням на фіг. 2. На фіг. 2 показаний графік залежності виміряної амперметром 32 сили струму J від часу, побудований для трьох послідовно покритих лакофарбовим покриттям виробів. Після занурення автомобільного кузова 28 у рідкий лакофарбовий матеріал 14 включають призначене для нанесення покриття джерело 22 струму. Джерело 22 струму створює при цьому постійну напругу порядку декількох сотень вольт. Для прикладання цієї напруги до анодів 16, 18 та катоду, яким є автомобільний кузов 28, у рідкому лакофарбовому матеріалі 14 виникає електричне поле, напруженість якого залежить насамперед від різниці потенціалів та відстані між анодами 16, 18 і автомобільним кузовом 28. Оскільки пігменти, які містяться в рідкому лакофарбовому матеріалі 14, і частинки сполучного мають позитивний заряд, 9 електричне поле, яке виникло, створює електрокінетичні сили, під дією яких пігменти та частинки сполучного притягаються до поверхні автомобільного кузова 28 і осідають на ній. Оскільки в момент часу t0, що відповідає моменту включення джерела 22 струму, автомобільний кузов 28 ще не має покриття, через автомобільний кузов спочатку протікає високий струм при включенні, максимальне значення Jмакс сили якого є мірою всієї площі поверхні, що покривається лакофарбовим покриттям, автомобільного кузова 28. Кількісний взаємозв'язок між максимальною силою струму при включенні Jмакс і площею поверхні автомобільного кузова 28 бажано визначати шляхом калібрування. При збільшення товщини шару пігментів і частинок сполучного, які осідають на автомобільному кузові 28 у процесі катафоретичного нанесення на нього лакофарбового покриття, зростає рівень електричної ізоляції автомобільного кузова 28, у результаті чого вимірювана амперметром 32 сила струму незабаром швидко падає (див. криву 43 струму на фіг. 2). Після закінчення проміжку часу t1 – t0 система централізованого керування відключає джерело 22 струму, у результаті чого через автомобільний кузов продовжує протікати лише незначний залишковий струм, який перешкоджає відділенню лакофарбового покриття від автомобільного кузова, але не приводить до подальшого нарощування та відповідно збільшення товщини цього покриття. Після закінчення часу циклу T автомобільний кузов 28 можна за допомогою конвеєрної системи ЗО підняти із заглибної ванни 12 і перемістити, наприклад, на наступну позицію продувки. Для визначення товщини нанесеного зануренням лакофарбового покриття, обчислювальний пристрій 34 інтегрує виміряні амперметром 32 значення сили струму на проміжку часу t1 - t0. Цей інтеграл, якому відповідає площа зафарбованої на фіг. 2 точками поверхні 44, дорівнює загальному заряду, який протік через автомобільний кузов 28 у процесі катафоретичного нанесення на нього лакофарбового покриття. При відсутності в рідкому лакофарбовому матеріалі 14 інших електрично заряджених частинок, крім позитивно заряджених пігментів і частинок сполучного, загальний заряд, обумовлений площею поверхні 44, точно відповідав би кількості осілих на поверхні автомобільного кузова 28 пігментів і частинок сполучного. Фактично ж рідкий лакофарбовий матеріал 14 містить і інші електрично заряджені частинки. Якщо, однак, можливо забезпечити підтримування їх концентрації та рухливості в процесі нанесення лакофарбового покриття зануренням на принаймні приблизно постійному рівні, то навіть незважаючи на їх наявність між вимірюваним загальним зарядом, з одного боку, і загальною кількістю пігментів і частинок сполучного, які осіли на поверхню автомобільного кузова 28 у процесі нанесення на нього лакофарбового покриття зануренням, з іншого боку, існує безпосередній взаємозв'язок. У цьому випадку товщина лакофарбового покриття, нанесеного зануренням на автомобільний кузов 28 за допомогою катафорезу, являє собою частку від ділення об'єму осілих на автомобільний 90466 10 кузов пігментів і частинок сполучного на загальну площу всієї поверхні автомобільного кузова 28. При цьому, як очевидно, передбачається, що лакофарбове покриття має постійну, а не змінну товщину, коливання якої можуть бути обумовлені, наприклад, різного роду збурюванням, які порушують однорідність розподілення електричного поля. Загальна площа поверхні, яка покривається лакофарбовим покриттям, автомобільного кузова 28 визначається заздалегідь на основі конструктивних параметрів і вводиться в обчислювальний пристрій 34 або ж розраховується ним самим на основі згаданого вище максимального струму Jмакс при включенні, наприклад, з використанням так називаної переглядової таблиці (таблиці відповідності), причому значення або дані, які зберігаються в ній, встановлюють взаємозв'язок між струмом при включенні та площею поверхні автомобільного кузова. Оскільки, як зазначалося вище, взаємозв'язок між загальним зарядом, який протікає через автомобільний кузов 28, з одного боку, і кількістю пігментів і частинок сполучного, які осаджуються на його поверхні, з іншого боку, існує лише за умови, що концентрація або рухливість інших заряджених частинок у рідкому лакофарбовому матеріалі не піддається будь-яким істотним змінам, релевантні у цьому відношенні величини також передаються в обчислювальний пристрій 34 датчиком 38 температури, датчиком 40 рН і датчиком 42 провідності. Крім цих датчиків додатково можуть бути передбачені також датчик густини та датчик для визначення вмісту твердої фази (не показані), а також інші датчики. При значній зміні значень, які реєструються датчиками в процесі нанесення лакофарбового покриття зануренням, товщину лакофарбового покриття, яке наноситься, можна відповідним чином скорегувати. Необхідні для цього поправки також можуть вибиратися зі створеної в ході калібрування таблиці відповідності або ж можуть розраховуватися за допомогою фізичної моделі. Із цією метою на такій моделі повинно моделюватися електрокінетичне переміщення всіх заряджених частинок у рідкому лакофарбовому матеріалі 14. При виявленні обчислювальним пристроєм 34 відхилення товщини нанесеного лакофарбового покриття за межі припустимих значень або допуску для рішення цієї проблеми можуть прийматися різні заходи. Так, наприклад, при занадто малій товщині нанесеного лакофарбового покриття конвеєрна система 30 може ненабагато продовжити час знаходження автомобільного кузова 28 у заглибній ванні 12 або ж знову занурити його в заглибну ванну для нанесення додаткового покриття, оскільки до цього моменту часу вже нанесене на кузов лакофарбове покриття ще не встигло висохнути або ствердіти. Автомобільний кузов 28 з нанесеним на нього таким шляхом додатковим покриттям вже не буде некондиційним. Якщо ж незважаючи на збільшену тривалість нанесення на автомобільний кузов лакофарбового покриття його вимірювана товщина виявиться занадто малою, то автомобільний кузов 28 у загальному випадку вважається некондиційним. Однак у подібній ситуації автомобільний кузов 28 можна 11 завчасно вилучити з фарбувальної лінії. Крім цього в обох випадках можуть досить завчасно прийматися заходи для встановлення можливих причин відхилення товщини лакофарбового покриття від заданого значення та для їх усунення, що забезпечує економію матеріалів, енергії та витрат, пов'язаних з виконанням робіт з доводки некондиційних виробів. Однак при досягненні товщиною лакофарбового покриття необхідного заданого значення обчислювальний пристрій 34 може також видавати по лінії L6 передачі даних команду на відключення джерела 22 струму. Подібний підхід є доцільним насамперед у тому випадку, коли, наприклад, складно забезпечити надійний контакт виробів, які покривають лакофарбовим покриттям, із джерелом струму. У цьому випадку можлива ситуація, при якій через електричний опір, який варіюється, внаслідок поганого контакту виробів, які покриваються лакофарбовим покриттям, із джерелом струму одержують зовсім різні криві струму. Ця ситуація проілюстрована на фіг. 2 для трьох ідентичних виробів. Сила струму, яка протікає через другий виріб, крива струму що стосується його, позначена позицією 46, через поганий його контакт із джерелом струму в цілому досягає лише менших значень. У результаті процес нанесення лакофарбового покриття на другий виріб за допомогою катафорезу протікає повільніше. При цьому обчислювальний пристрій 34 безперервно реєструє збільшення товщини лакофарбового покриття та відключає джерело 22 струму незадовго до витікання часу циклу T у момент t3, у який товщина нанесеного на виріб лакофарбового покриття досягла необхідного значення. Тим самим площа поверхні 48 під кривою 46 струму принаймні приблизно дорівнює площі поверхні 44 під вже розглянутою вище першою кривою 43 струму. При ще гіршому контакті виробу, яке покривається лакофарбовим покриттям, із джерелом струму часу циклу T виявляється недостатньо для одержання на виробі лакофарбового покриття необхідної товщини, і тому такий виріб необхідно вилучити з фарбувальної лінії та піддати надалі доводці. При нанесені ж лакофарбового покриття на третій виріб, крива струму, що стосується його, позначена позицією 50, передбачається настільки ж надійний його контакт із джерелом струму, що і при нанесенні лакофарбового покриття на розгля 90466 12 нутий вище перший виріб, якому відповідає крива 43 струму. Однак у цьому випадку передбачається також, що за час, який пройшов з моменту закінчення нанесення лакофарбового покриття на перший виріб, у рідкому лакофарбовому матеріалі 14 відбулися деякі зміни, а саме: електрично заряджені пігменти та частинки сполучного набули більшої рухливості, через що сила струму після початку процесу нанесення на третій виріб лакофарбового покриття зануренням знижується з меншою швидкістю. Тому обчислювальний пристрій 34 відключає джерело 22 струму раніше, щоб площа поверхні 52 під кривій50 струму приблизно дорівнювала площі поверхонь 44 і 48. У системі 10 можна також передбачити регулюючий пристрій, який забезпечує протікання через автомобільний кузов 28 у початковий момент нанесення на нього лакофарбового покриття зануренням електричного струму однакової густини. Для цього створюване джерелом 22 струму напругу регулюють таким чином, щоб поза залежністю від площі поверхні автомобільного кузова 28 специфічна для лакофарбового матеріалу густина струму скрізь була однаковою. Підтримка визначеної, специфічної для лакофарбового матеріалу густини струму зарекомендувала себе доцільною з тієї причини, що нанесені в подібних умовах лакофарбове матеріали мають особливо високі адгезійні властивості, а час циклу не залежить від розмірів поверхні, на яку потрібно нанести лакофарбове покриття. У розглянутій вище системі 10 лакофарбове покриття наноситься на автомобільний кузов 28 за допомогою катафорезу. Очевидно, однак, що описаний вище спосіб може також використовуватися для вимірювання товщини лакофарбових покриттів у системах їх нанесення за допомогою анафорезу. Для цього необхідно лише поміняти полярність електродів і використати рідкий лакофарбовий матеріал, у якому пігменти мають не позитивний, а негативний електричний заряд. Система 10 може працювати не тільки в розглянутому вище тактовому (періодичному), але і у безперервному режимі. Крім цього в заглибну ванну 12 можна одночасно занурювати на придатних для цієї мети тримачах (підвісках) декілька однотипних виробів і описаним вище способом вимірювати товщину нанесеного на них лакофарбового покриття. 13 Комп’ютерна верстка Д. Шеверун 90466 Підписне 14 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and system for determining thickness of varnish coating
Автори англійськоюHorvath Zoltan-Josef, Kern Martin, Sindlinger Stephen, Schlecht Jurgen
Назва патенту російськоюСпособ и система для определения толщины лакокрасочного покрытия
Автори російськоюХорват Золтан-Йозеф, Керн Мартин, Зиндлингер Штефен, Шлехт Юрген
МПК / Мітки
МПК: C25D 13/22
Мітки: лакофарбового, визначення, покриття, товщини, спосіб, система
Код посилання
<a href="https://ua.patents.su/7-90466-sposib-ta-sistema-dlya-viznachennya-tovshhini-lakofarbovogo-pokrittya.html" target="_blank" rel="follow" title="База патентів України">Спосіб та система для визначення товщини лакофарбового покриття</a>
Спосіб оброблення сплавів алюмінію перед нанесенням лакофарбового покриття
Номер патенту: 49248
Опубліковано: 16.09.2002
Автори: Яворський Віктор Теофілович, Мерцало Іванна Павлівна, Масик Орислава Богданівна
МПК: C25D 11/04
Мітки: лакофарбового, покриття, оброблення, сплавів, нанесенням, спосіб, алюмінію
Формула / Реферат:
Спосіб оброблення сплавів алюмінію перед нанесенням лакофарбового покриття, що включає анодування в електроліті на основі сульфатної кислоти, який відрізняється тим, що електроліт додатково містить графіт дисперсністю 1-1,5 мкм, а анодування здійснюють при перемішуванні електроліту складу, г/л: сульфатна кислота 150 - 180, графіт 0,01 -0,5.
Мийний засіб “отс-1″ для очищення лакофарбового покриття металів і виробів із скла, кераміки та пластмаси
Номер патенту: 35486
Опубліковано: 15.03.2001
Автори: Булигіна Ольга Сергіївна, Демченко Олександр Васильович, Іванов Ігор Олександрович, Драновська Ларіса Марківна
МПК: C11D 1/02
Мітки: покриття, металів, мийний, виробів, лакофарбового, засіб, очищення, скла, пластмаси, кераміки, отс-1
Формула / Реферат:
Мийний засіб для очищення лакофарбового покриття металів і виробів із скла, кераміки і пластмаси, що містить поверхнево-активну речовину, трилон Б, каустичну соду, кальциновану соду, 10-ти водний гідрат сульфату натрію, поліоксиети-ленгліколевий ефір моноетаноламіну синтетичних жирних кислот фракції С10-С16, водний екстракт плодів каштана кінського і воду, який відрізняється тим, що додатково містить алкілсульфонат синтетичних жирних кислот...
Композиція для атмосферостійкого лакофарбового покриття
Номер патенту: 40132
Опубліковано: 25.03.2009
Автори: Свідерський Валентин Анатолійович, Миронюк Олексій Володимирович
МПК: C09D 183/04, C09D 5/00
Мітки: покриття, лакофарбового, атмосферостійкого, композиція
Формула / Реферат:
Композиція для атмосферостійкого покриття, що містить кремнієорганічний плівкоутворювач, силікатний наповнювач, неорганічні пігменти, органічний розчинник, реологічну добавку, отверджувач та пластифікатор, яка відрізняється тим, що вона додатково містить двофракційний карбонатний наповнювач із співвідношенням середніх розмірів часток фракцій 1:8 та акрилатний плівкоутворювач при наступному співвідношенні компонентів, мас. %: ...
Пристрій для безконтактного контролю товщини немагнітного покриття феромагнітної стрічки при її змотуванні в рулони
Номер патенту: 36921
Опубліковано: 10.11.2008
Автори: Моісеєв Юрій Васильович, Санкін Анатолій Олексійович, Богдан Кім Степанович
МПК: G01B 7/02
Мітки: рулони, товщини, безконтактного, пристрій, стрічки, контролю, покриття, феромагнітної, немагнітного, змотуванні
Формула / Реферат:
Пристрій для безконтактного контролю товщини немагнітного покриття феромагнітної стрічки при змотуванні її в рулони, що містить силовимірювальний датчик, закріплений на нерухомій основі і механічно з'єднаний своїм силовим входом з постійним магнітом (чи електромагнітом), розташованим над стрічкою з каліброваним повітряним зазором, мікропроцесорний блок вимірювання та індикації товщини покриття, електрично з'єднаний через підсилювач та...
Композиція для лакофарбового покриття

Номер патенту: 32547
Опубліковано: 15.02.2001
Автори: Островська Аліна Іванівна, Лозова Валентина Іванівна, Фіськін Захар Юхимович, Рубишев Віктор Миколаєвич, Янковський Микола Андрійович, Польоха Аліна Михайлівна, Кунчій Леонід Карпович, Кравченко Борис Васильйович, Сосніна Світлана Панасівна, Крамарєнко Діна Міхайлівна
МПК: C09C 1/22
Мітки: покриття, композиція, лакофарбового
Текст:
...пленкообраэоватепя, например полистирольный лак, полученный растворением полистирола марки ПС-С в толуоле. К приготовленному лаку добавляют диоктилфталат и олеиновую кислоту. Затем вводят 22,5 мас.% каждого из предлагаемых отходов порошков a-FezOs с удельной поверхностью 30 м2/г (примеры 1-3), уРегОз с удельной поверхностью 70 мг/г (примеры 4-6), смесь a-Fe2O3+ у-Ре2Оэ в о ю СО < 32547 соотношении 1 1,5 (примеры 7-11) и известный...
Попередній патент: Пристрій відтворення інформації, спосіб відтворення інформації та носій запису
Наступний патент: Застосування пептидних сполук для лікування болю при болісній діабетичній невропатії
Випадковий патент: Соус-майонез "закусочний"