Спосіб виготовлення облицьовувального виробу
Формула / Реферат
1. Спосіб виготовлення облицьовувального виробу (10), наприклад панелі для підлоги, облицьовувального виробу для стін, лицьових елементів меблів тощо, до складу якого входять панель-основа (12), на поверхні якої, зокрема на лицьовій поверхні (12а) або на контактній поверхні (12b), протилежній згаданій лицьовій поверхні, передбачений просочений смолою паперовий шар (14, 18), який відрізняється тим, що на першій стадії (BID, BIR) на поверхню (12а, 12b) панелі-основи (12) наносять смолу, після цього на другій стадії (DS, RS) паперовий шар (14, 18) прикладають до поверхні (12а, 12b) панелі-основи (12) і після цього на третій стадії (HP) до панелі-основи (12), яка має на поверхні (12а, 12b) смолу та паперовий шар (14, 18), прикладають зусилля для притискання складових виробу один до одного.
2. Спосіб за п. 1, який відрізняється тим, що отверджувач, необхідний для твердіння смоли, наносять на поверхню (12а, 12b) панелі-основи (12) на першій стадії (BID, BIR) разом із смолою, за варіантом, якому віддається перевага, - у вигляді суміші смоли з отверджувачем.
3. Спосіб за п. 1, який відрізняється тим, що отверджувач, необхідний для твердіння смоли, наносять на поверхню (12а, 12b) панелі-основи (12) окремо від смоли, за варіантом, якому віддається перевага, - на четвертій стадії, яку виконують перед першою стадією (BID, BIR).
4. Спосіб за одним із пп. 1-3, який відрізняється тим, що паперовий шар (14, 18) нарізають на п'ятій стадії, яку виконують перед другою стадією (DS, RS).
5. Спосіб за одним із пп. 1-4, який відрізняється тим, що, якщо паперовий шар (14, 18) передбачають як на лицьовій поверхні (12а), так і на контактній поверхні (12b) панелі-основи (12), то перші стадії (BID, BIR) нанесення відповідної смоли на відповідну поверхню (12а, 12b) та/або другі стадії (DS, RS) прикладання відповідного паперового шару (14, 18) до відповідної поверхні (12а, 12b), на яку нанесена смола, та/або треті стадії (HP) прикладання зусилля для притискання відповідного паперового шару (14, 18) до панелі-основи (12) виконують по суті одночасно.
6. Спосіб за одним із пп. 1-5, який відрізняється тим, що, якщо на панелі-основі (12) на її лицьовій поверхні (12а) передбачають декоративний паперовий шар (14) і захисний паперовий шар (20), то на першій стадії (BID) на лицьову поверхню (12а) панелі-основи (12) наносять смолу у кількості, яку визначають з урахуванням наявності двох паперових шарів (14, 20).
7. Спосіб за одним із пп. 1-6, який відрізняється тим, що, якщо на панелі-основі (12) на її лицьовій поверхні (12а) передбачають декоративний паперовий шар (14) і захисний паперовий шар (20), то другі стадії (DS, OS) прикладання двох паперових шарів (14, 20) до лицьової поверхні (12а) панелі-основи (12), на яку нанесена смола, та/або треті стадії (HP) прикладання зусилля для притискання двох паперових шарів (14, 20) до панелі-основи (12) виконують по суті одночасно.
8. Спосіб за одним із пп. 1-7, який відрізняється тим, що смола являє собою амінову смолу, а за варіантом, якому віддається перевага, - сечовино-формальдегідну смолу або меламінову смолу, або суміш сечовино-формальдегідної та меламінової смол.
9. Спосіб за одним із пп. 1-8, який відрізняється тим, що смола містить щонайменше одну речовину, яка збільшує зносостійкість, наприклад корунд.
10. Спосіб за одним із пп. 6-9, який відрізняється тим, що лицьову поверхню (14а, 20а) декоративного паперового шару (14) або захисного паперового шару (20) спочатку піддають щонайменше одній поверхневій обробці, після чого на цю оброблену поверхню наносять щонайменше один шар лаку (30).
11. Спосіб виготовлення облицьовувального виробу (10), наприклад панелі для підлоги, облицьовувального виробу для стін, лицьових елементів меблів тощо, до складу якого входять панель-основа (12), на поверхні якої, зокрема на лицьовій поверхні (12а) або на контактній поверхні (12b), протилежній згаданій лицьовій поверхні, передбачений просочений смолою паперовий шар (14, 18), який відрізняється тим, що, якщо на панелі-основі (12) на її лицьовій поверхні (12а) передбачають декоративний паперовий шар (14) і захисний паперовий шар (20), то на першій стадії (BID) на лицьову поверхню (12а) панелі-основи (12) наносять смолу у кількості, яку визначають з урахуванням наявності двох паперових шарів (14,20), і тим, що лицьову поверхню (14а, 20а) декоративного паперового шару (14) або захисного паперового шару (20) спочатку піддають щонайменше одній поверхневій обробці, після чого на цю оброблену поверхню наносять щонайменше один шар лаку (30).
12. Спосіб за п. 10 або 11, який відрізняється тим, що згадана щонайменше одна поверхнева обробка включає хімічну обробку.
13. Спосіб за п. 12, який відрізняється тим, що згадана щонайменше одна поверхнева обробка включає нанесення посилювача адгезії, наприклад, органофункціонального силану, або фторування.
14. Спосіб за одним з пп. 10-13, який відрізняється тим, що згадана щонайменше одна поверхнева обробка включає електричну обробку.
15. Спосіб за п. 14, який відрізняється тим, що згадана щонайменше одна поверхнева обробка включає обробку у полі коронного розряду або плазмову обробку.
16. Спосіб за одним із пп. 10-15, який відрізняється тим, що згадана щонайменше одна поверхнева обробка включає механічну обробку.
17. Спосіб за п. 16, який відрізняється тим, що згадана щонайменше одна поверхнева обробка включає шліфування поверхні.
18. Спосіб за одним із пп. 10-17, який відрізняється тим, що лак містить щонайменше одну речовину, яка збільшує зносостійкість, наприклад корунд.
Текст
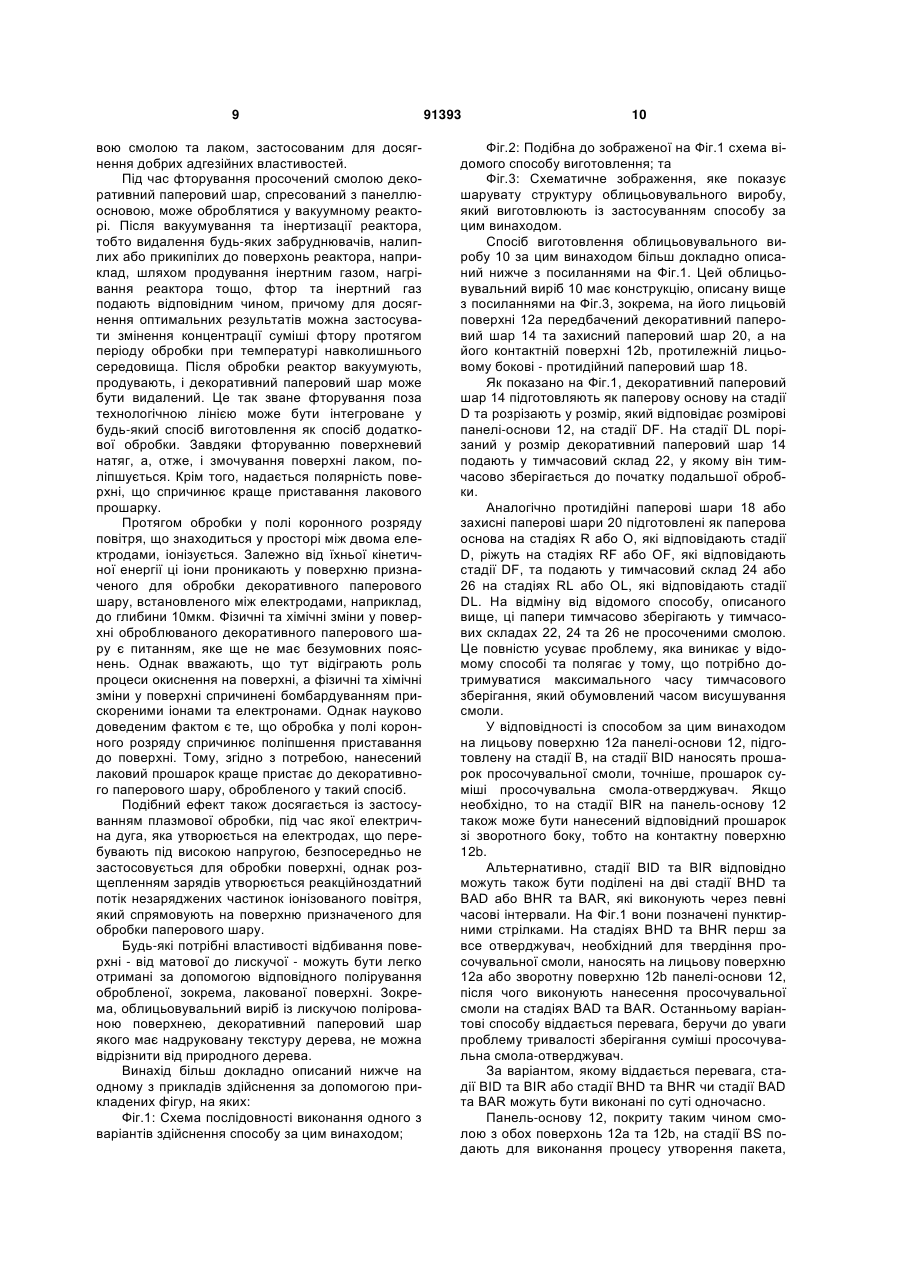
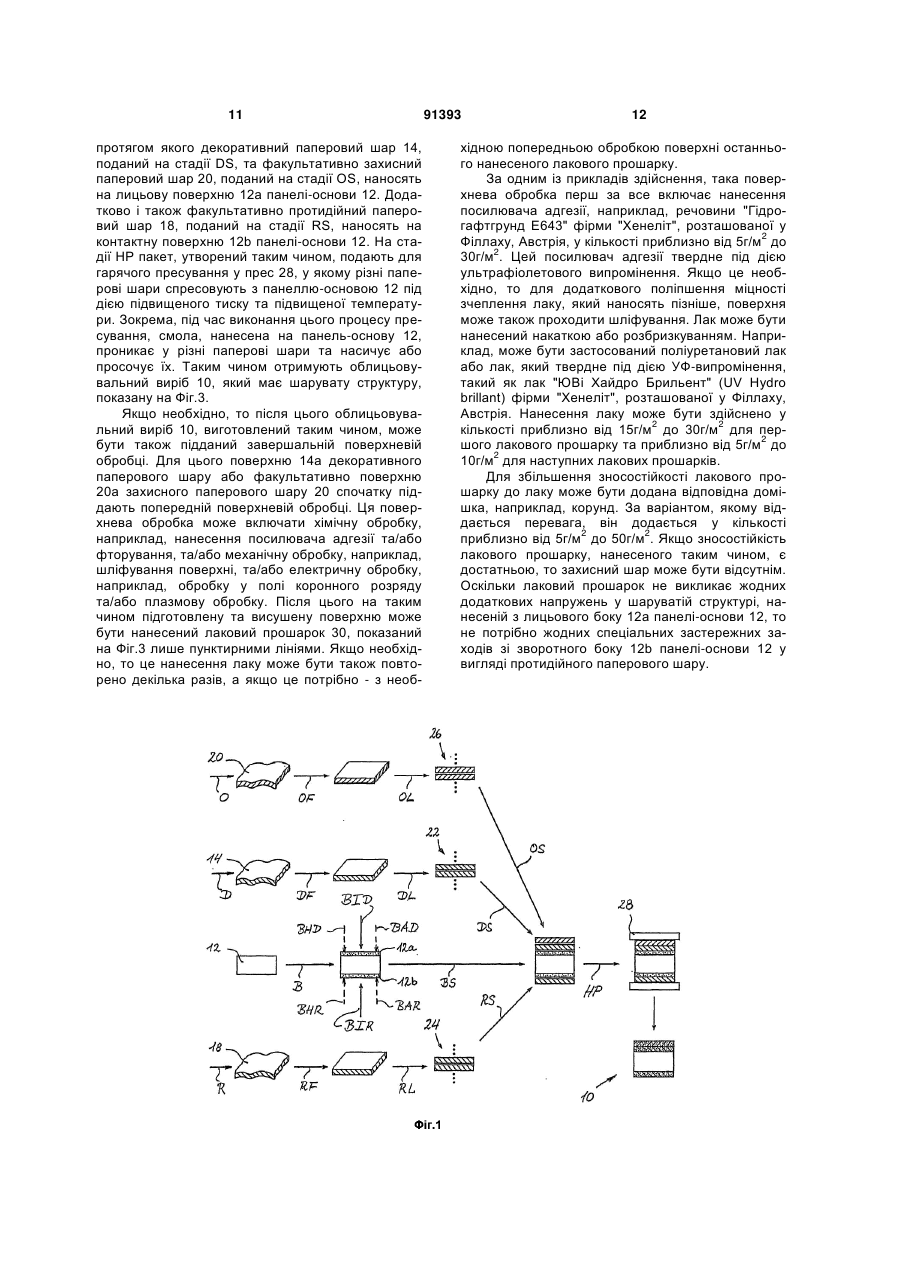
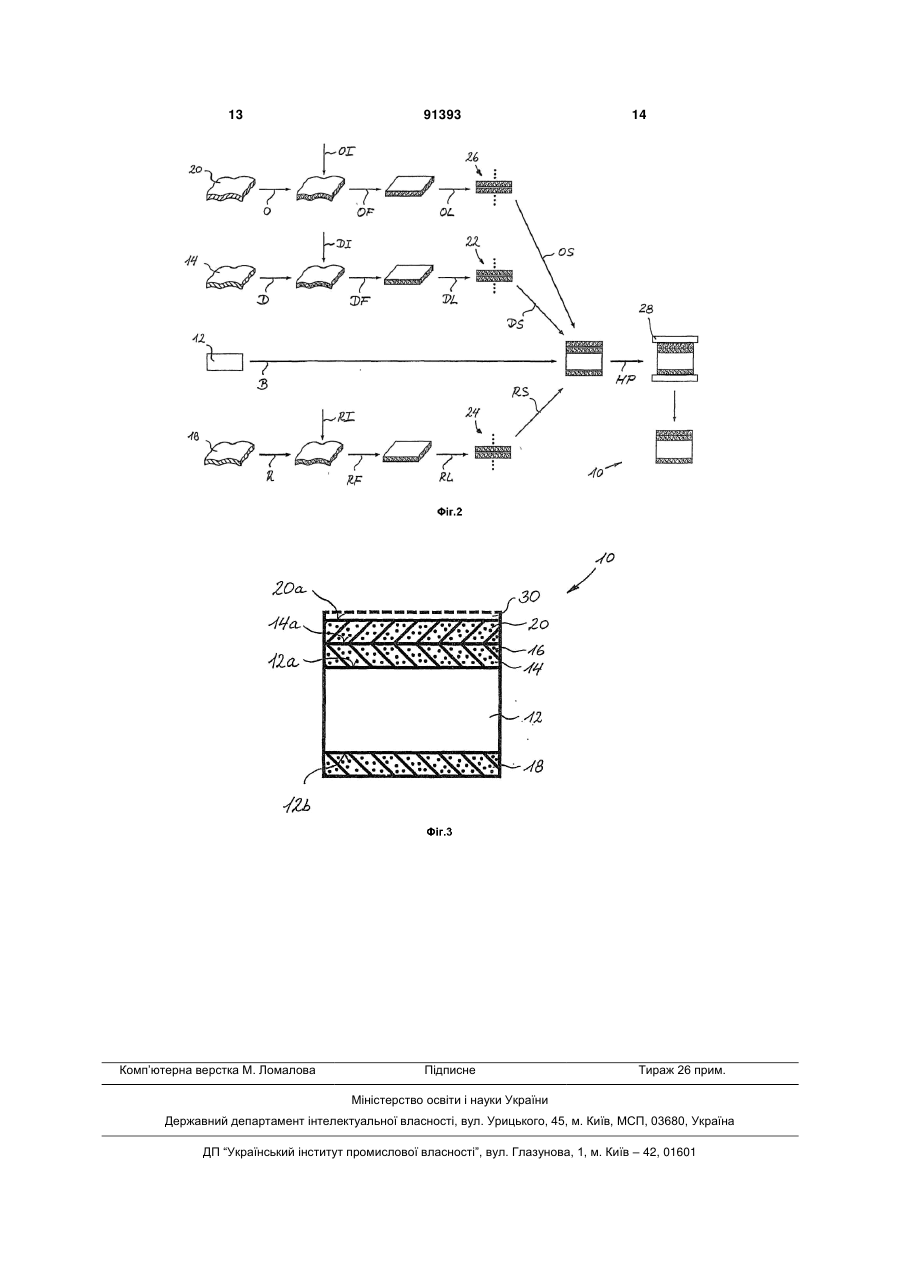
1. Спосіб виготовлення облицьовувального виробу (10), наприклад панелі для підлоги, облицьовувального виробу для стін, лицьових елементів меблів тощо, до складу якого входять панельоснова (12), на поверхні якої, зокрема на лицьовій поверхні (12а) або на контактній поверхні (12b), протилежній згаданій лицьовій поверхні, передбачений просочений смолою паперовий шар (14, 18), який відрізняється тим, що на першій стадії (BID, BIR) на поверхню (12а, 12b) панелі-основи (12) наносять смолу, після цього на другій стадії (DS, RS) паперовий шар (14, 18) прикладають до поверхні (12а, 12b) панелі-основи (12) і після цього на третій стадії (HP) до панелі-основи (12), яка має на поверхні (12а, 12b) смолу та паперовий шар (14, 18), прикладають зусилля для притискання складових виробу один до одного. 2. Спосіб за п. 1, який відрізняється тим, що отверджувач, необхідний для твердіння смоли, наносять на поверхню (12а, 12b) панелі-основи (12) на першій стадії (BID, BIR) разом із смолою, за варіантом, якому віддається перевага, - у вигляді суміші смоли з отверджувачем. 3. Спосіб за п. 1, який відрізняється тим, що отверджувач, необхідний для твердіння смоли, наносять на поверхню (12а, 12b) панелі-основи (12) окремо від смоли, за варіантом, якому віддається перевага, - на четвертій стадії, яку виконують перед першою стадією (BID, BIR). 4. Спосіб за одним із пп. 1-3, який відрізняється тим, що паперовий шар (14, 18) нарізають на п'ятій стадії, яку виконують перед другою стадією (DS, RS). 2 (19) 1 3 91393 4 11. Спосіб виготовлення облицьовувального виробу (10), наприклад панелі для підлоги, облицьовувального виробу для стін, лицьових елементів меблів тощо, до складу якого входять панельоснова (12), на поверхні якої, зокрема на лицьовій поверхні (12а) або на контактній поверхні (12b), протилежній згаданій лицьовій поверхні, передбачений просочений смолою паперовий шар (14, 18), який відрізняється тим, що, якщо на панеліоснові (12) на її лицьовій поверхні (12а) передбачають декоративний паперовий шар (14) і захисний паперовий шар (20), то на першій стадії (BID) на лицьову поверхню (12а) панелі-основи (12) наносять смолу у кількості, яку визначають з урахуванням наявності двох паперових шарів (14,20), і тим, що лицьову поверхню (14а, 20а) декоративного паперового шару (14) або захисного паперового шару (20) спочатку піддають щонайменше одній поверхневій обробці, після чого на цю оброблену поверхню наносять щонайменше один шар лаку (30). 12. Спосіб за п. 10 або 11, який відрізняється тим, що згадана щонайменше одна поверхнева обробка включає хімічну обробку. 13. Спосіб за п. 12, який відрізняється тим, що згадана щонайменше одна поверхнева обробка включає нанесення посилювача адгезії, наприклад, органофункціонального силану, або фторування. 14. Спосіб за одним з пп. 10-13, який відрізняється тим, що згадана щонайменше одна поверхнева обробка включає електричну обробку. 15. Спосіб за п. 14, який відрізняється тим, що згадана щонайменше одна поверхнева обробка включає обробку у полі коронного розряду або плазмову обробку. 16. Спосіб за одним із пп. 10-15, який відрізняється тим, що згадана щонайменше одна поверхнева обробка включає механічну обробку. 17. Спосіб за п. 16, який відрізняється тим, що згадана щонайменше одна поверхнева обробка включає шліфування поверхні. 18. Спосіб за одним із пп. 10-17, який відрізняється тим, що лак містить щонайменше одну речовину, яка збільшує зносостійкість, наприклад корунд. Винахід має відношення до способу виготовлення облицьовувального виробу, наприклад, панелі для підлоги, облицьовувального виробу для стін, компонента передньої поверхні меблів тощо, який включає в себе панель-основу, на поверхні якої передбачений просочений смолою паперовий шар, а саме з лицьового боку або на контактній поверхні, протилежній лицьовому бокові. Способи цього типу по суті відомі у цій галузі техніки. Один зі способів цього типу описаний більш докладно нижче з посиланням на Фіг.2. Однак слід зазначити, що відомий спосіб, описаний нижче, не відрізняється від способу за цим винаходом відносно застосованих матеріалів. Усі дані матеріалів, наведеш для відомого способу, а також інформація щодо інших параметрів, таких як товщини прошарків, питома вага паперу тощо, також відносяться і до способу за цим винаходом. Метою відомого способу, операції технологічного процесу якого схематично показані на Фіг.2, а також способу за цим винаходом, описаного нижче, є виготовлення облицьовувального виробу 10, показаного на Фіг.3. Облицьовувальний виріб 10 включає в себе панель-основу 12, яка за варіантом, якому віддається перевага, виготовлена з деревного матеріалу, наприклад, з деревно-стружкової плити (ДСП) або деревно-волокнистої плити, такої як деревноволокниста плита середньої густини (відома фахівцям як medium-density fiberboard, MDF) або деревно-волокниста плита високої густини (відома фахівцям як high density fiberboard, HDF). Якщо облицьовувальний виріб застосовують як панель для підлоги, то за варіантом, якому віддається перевага, він має товщину приблизно від 5мм до 15мм. На своїй лицьовій поверхні 12а панель-основа 12 має декоративний паперовий шар 14, який включає в себе щонайменше один декоративний паперовий прошарок 16. На лицьовій поверхні 14а декоративного паперового шару 14 або його верхнього декоративного паперового прошарку 16 надрукований потрібний візерунок, наприклад, візерунок, який імітує дерево, камінь, плитку або подібні матеріали чи вироби. Папір, застосований для виготовлення декоративного паперового шару 14, звичайно має загальну питому вагу приблизно від 45г/м2 до 160г/м2. Декоративні папери цього типу просочують або насичують просочувальною смолою на спеціальних просочувальних установках, які показані точками на Фіг.3. Кількість нанесеної просочувальної смоли становить приблизно від 100% до 140%, від ваги паперової основи декоративного паперового шару 14. Для того, щоб запобігти виникненню деформації облицьовувального виробу 10, спричиненої напруженнями від декоративного паперового шару 14, наприклад, випину, який порушує потрібну повністю плоску та рівну структуру облицьовувального виробу, на зворотній поверхні 12b панеліоснови 12, розташованій з протилежного боку від лицьової поверхні 12а панелі-основи 12, можна факультативно розташовувати протидійний паперовий шар 18. Протидійний паперовий шар 18 також просочений просочувальною смолою, як показано пунктиром на Фіг.3. Відносно питомої ваги паперової основи, тобто питомої ваги застосованого паперу та кількості нанесеної просочувальної смоли, протидійний паперовий шар 18 по суті відповідає декоративному паперовому шару 14 для того, щоб забезпечити те, що обидва паперові 5 шари як 14, так і 18 спричинюють такі напруження у панелі-основі 12, що вони по суті компенсують одне одного. Для захисту декоративного паперового шару 14 від стирання, що важливо не тільки тоді, коли облицьовувальний виріб 10 застосовують як панель для підлоги, однак також коли його застосовують як облицьовувальний виріб для стін або компонент передньої поверхні меблів, додатковий захисний паперовий шар 20 (також відомий під технічним терміном захисний паперовий шар) може також бути факультативно нанесений на лицьову поверхню 14а декоративного паперового шару 14. За варіантом, якому віддається перевага, звичайний захисний папір або покривний папір має паперову основу питомою вагою приблизно від 10г/м2 до 80г/м2 та є прозорим, зокрема, коли він просочений просочувальною смолою так, що не заважає бачити візерунок декоративного паперового шару 14. Кількість нанесеної просочувальної смоли становить приблизно від 100% до 300% від ваги паперової основи. Для збільшення зносостійкості до просочувальної смоли для декоративного паперового шару 20 додатково може бути додана придатна домішка, наприклад, корунд, за варіантом, якому віддається перевага, у кількості, яка становить приблизно від 5г/м2 до 50г/м2. За варіантом, якому віддається перевага, як просочувальні смоли застосовують амінові смоли, наприклад, сечовино-формальдегідні смоли або меламінові смоли, або суміші сечовиноформальдегідних та меламінових смол, причому для просочення захисного паперового шару 20 за варіантом, якому віддається перевага, застосовують меламінову смолу. Відомий спосіб виготовлення облицьовувального виробу 10 цього типу, окремі операції якого схематично показані на Фіг.2, є частиною циклу виробництва панелі-основи 12. Через це необхідно зберігати на тимчасовому складі запас усіх паперів, застосовуваних у- шаруватій структурі облицьовувального виробу 10, щоб у виробництві панелі-основи 12 не траплялися затримки у постачанні матеріалами. Наприклад, декоративний папір 14, на якому надрукований потрібний візерунок, готують на стадії D. Цей декоративний папір просочують просочувальною смолою на спеціальній просочувальній установці на стадії DI. Просочувальна смола може наноситися на декоративний папір 14 протягом однієї або більше стадій, може проникнути досередини та почати висихати. Декоративний папір 14, просочений таким чином, потім нарізають на стадії DF, тобто ріжуть в розмір, який відповідає розмірові поданої панелі-основи 12. Тепер декоративний папір 14 готовий для подальшої обробки, зокрема, гарячого пресування разом із панеллюосновою 12, і на стадії DL його подають у тимчасовий склад 22, де він зберігається до подальшої обробки. Протидійний папір 18 та захисний папір 20 також аналогічно подають, як і паперову основу, на стадіях R та О, які відповідають стадії D, просочують просочувальною смолою на стадіях RI та OI, які відповідають стадії DI, ріжуть на стадіях RF та 91393 6 OF, які відповідають стадії DF, та подають у тимчасові склади 24 та 26, які відповідають тимчасовому складу 22, на стадіях RL та OL, відповідають стадії DL. Якщо, панель-основу 12 тепер подають на стадію В, то на стадіях DS, RS та OS відповідно просочений та нарізаний декоративний папір 14, протидійний папір 18 та захисний папір 20 подають з відповідних тимчасових складів 22, 24 та 26 і складають у пакет один на один у порядку, описаному вище з посиланнями на Фіг.3. Пізніше цей пакет на стадії HP подають для гарячого пресування у прес 28, у якому паперові шари 14, 18 та 20 спресовують із панеллю-основою 12, використовуючи підвищений тиск та підвищену температуру для утворення потрібного готового продукту, а саме облицьовувального виробу 10. І хоча прес 28 для гарячого пресування показаний на Фіг.2 лише схематично у вигляді двох пресувальних плит, тобто у вигляді преса, який працює у стаціонарному режимі, безсумнівно, преси неперервної або квазінеперервної дії, наприклад, преси з неперервним подаванням, також можуть бути застосовані. Відомий спосіб має недолік, який полягає у тому, що папери, просочені просочувальною смолою, мають винятково обмежений термін зберігання. Просочувальна смола не повинна бути вже повністю висушеною перед гарячим пресуванням, а повинна бути лише сухою на дотик, так щоб окремі паперові шари не приставали один до одного на тимчасових складах, наприклад, на тимчасовому складі 22 для декоративного паперу 14. Однак папери там продовжують висихати, зокрема, просочувальна смола, якою вони просочені, висихає на тимчасовому складі, так що якщо вони зберігаються занадто довгою то досягають такої сухості, яка більше не забезпечує належного гарячого, пресування. Тому просочені папери, які зберігаються занадто довго, повинні бути видалені та утилізовані, що являє собою недолік не тільки через високу вартість амінових смол, які звичайно застосовують для просочування. Враховуючи вищезгадане, метою винаходу є створення способу описаного типу, за допомогою якого кількість відходів може бути зменшена, якщо не усунута повністю. Ця мета за винаходом досягнута за допомогою описаного вище способу, за яким на першій стадії смолу наносять на поверхню панелі-основи, на другій стадії, яку за часом виконують після першої стадії, паперовий шар наносять на поверхню панелі-основи, та на третій стадії, яку за часом виконують після другої стадії, панель-основу, яка має на поверхні смолу, та паперовий шар спресовують один з одним. Таким чином, за винаходом паперовий шар не просочують смолою перед тимчасовим зберіганням на складі, замість цього не вводять у контакт зі смолою, нанесеною на панель-основу, і таким чином не насичують смолою до пресування паперового шару та панелі-основи. Таким чином фактичне просочування паперового шару не відбувається до пресування. Внаслідок цього папір можна тимчасово зберігати як паперову основу, і він бі 7 льше не підлягає жодним обмеженням з точки зору часу тимчасового зберігання. Паперова основа у випадку декоративного паперового шару тут також означає папір з вже надрукованим візерунком. Оскільки смолу за винаходом наносять на панель-основу, також забезпечується, що смолу застосовують тільки коли панель-основа дійсно наявна для подальшої обробки. Смолу можуть наносити на лицьову поверхню та/або контактну поверхню, наприклад, із питомою вагою приблизно від 50г/м2 до 200г/м2. Нанесення може бути виконано, наприклад, за допомогою накатувальної машини, що як така є відомою. Далі за винаходом отверджувач, необхідний для твердіння смоли, може бути нанесений на поверхню панелі-основи разом зі смолою на першій стадії, а за варіантом, якому віддається перевага, - у вигляді суміші смола-отверджувач. Однак за альтернативним варіантом, якому віддається перевага, отверджувач та смолу наносять на поверхню панелі-основи у дві окремі стадії. За варіантом, якому віддається перевага, отверджувач наносять на поверхню панелі-основи окремо від смоли на четвертій стадії, яку за часом виконують перед першою стадією. Останній варіант способу визначає проблему, якої також можна уникнути, оскільки смола, змішана з отверджувачем, повинна перероблятися у межах заздалегідь визначеного часу обробки, також відомого як життєздатність (pot life). Це додатково зменшує небезпеку марної витрати матеріалу, таким чином сприяючи зменшенню собівартості виготовлення облицьовувальних виробів. Наприклад, як отверджувач може бути застосований розчин хлористого амонію, або розчин сульфату амонію, або розчин малеїнового ангідриду. Як відомо з попереднього досвіду, відповідно до способу за цим винаходом паперовий шар може також бути нарізаний на п'ятій стадії, яку за часом виконують перед другою стадією, і різниця з відомим способом полягає лише у тому, що паперовий шар нарізають як шар паперової основи. Залежно від потрібної конструкції виготовлюваного облицьовувального виробу відповідно до способу за цим винаходом на лицьову поверхню панелі-основи може бути нанесена тільки один декоративний паперовий шар. Стосовно до проблеми деформацій, описаної вище, факультативно може бути передбачений додатковий протидійний паперовий шар на контактній поверхні панеліоснови. Якщо панель-основа має на лицьовій поверхні, а також на контактній поверхні паперовий шар, а саме декоративний паперовий шар на лицьовій поверхні та протидійний паперовий шар на контактній поверхні, то за подальшим варіантом винаходу, якому віддається перевага, оскільки це економить час, перші стадії нанесення відповідної смоли на відповідну поверхню, та/або другі стадії нанесення відповідного паперового шару на відповідну поверхню, на яку нанесена смола, та/або треті стадії пресування відповідного паперового шару на панель-основу виконують по суті одночасно. 91393 8 Крім того, стосовно проблеми стирання, описаної вище, факультативно додатково можливе нанесення захисного паперового шару на декоративний паперовий шар з лицьової поверхні панеліоснови. У цьому випадку, кількість смоли, яку наносять на першій стадії на лицьову поверхню панелі-основи, за варіантом, якому віддається перевага, визначають таким чином, щоб вона була також достатньою для насичування або просочування декоративного паперового шару, а також захисного паперового шару протягом спресовування паперових шарів з панеллю-основою на тертій стадії процесу. Крім того, якщо панель-основа має на лицьовій поверхні декоративний паперовий шар, а також захисний паперовий шар, то другі стадії нанесення двох паперових плівок шарів на лицьову поверхню панелі-основи, на яку нанесена смола, та/або треті стадії спресовування двох паперових шарів з панеллю-основою можуть бути виконані по суті одночасно. Як вже згадано вище, смола може являти собою амінову смолу, а за варіантом, якому віддається перевага, - сечовино-формальдегідну смолу, або меламінову смолу, або суміш сечовиноформальдегідної та меламінової смол. Крім того, смола, зокрема смола, застосована для просочення паперових шарів, нанесених з лицьового боку, може містити щонайменше одну речовину, яка збільшує зносостійкість, наприклад, корунд. Слід додати, що кожний з паперових шарів, тобто декоративний паперовий шар, та/або протидійний паперовий шар та/або захисний паперовий шар, можуть бути виконані з множини паперових прошарків. Якщо необхідно, то облицьовувальний виріб, виготовлений таким чином, може бути також підданий завершальній поверхневій обробці. Для цього поверхня декоративного паперового шару або - при необхідності - поверхня захисного паперового шару спочатку можуть бути піддані попередній поверхневій обробці. Поверхнева обробка може включати хімічну обробку, наприклад, нанесення посилювача адгезії та/або фторування, та/або механічну обробку, наприклад, шліфування поверхні, та/або електричну обробку, наприклад, обробку у полі коронного розряду та/або плазмову обробку. Після цього на поверхню, підготовлену таким чином, може бути нанесений та висушений лаковий прошарок. Якщо необхідно, то це нанесення лаку може бути також повторено декілька разів, а якщо це потрібно - з новою попередньою поверхневою обробкою останнього нанесеного лакового прошарку. Одним з можливих посилювачей адгезії є, наприклад, речовина "Гідрогафтгрунд Е643" (Hydrohaftgrund E643)- фірми "Хенеліт" (Henelit), розташованої у Філлаху (Villach), Австрія, або органофункціональний силан. Органофункціональні силани є гібридними сполуками з реакційноздатною органічною групою та неорганічним алкилсилікатом, у яких органічна функціональна група, так само як неорганічна здатна до гідролізу алкоксигрупа, можуть бути координовані відповідно із застосованою просочувальною смолою або аміно 9 вою смолою та лаком, застосованим для досягнення добрих адгезійних властивостей. Під час фторування просочений смолою декоративний паперовий шар, спресований з панеллюосновою, може оброблятися у вакуумному реакторі. Після вакуумування та інертизації реактора, тобто видалення будь-яких забруднювачів, налиплих або прикипілих до поверхонь реактора, наприклад, шляхом продування інертним газом, нагрівання реактора тощо, фтор та інертний газ подають відповідним чином, причому для досягнення оптимальних результатів можна застосувати змінення концентрації суміші фтору протягом періоду обробки при температурі навколишнього середовища. Після обробки реактор вакуумують, продувають, і декоративний паперовий шар може бути видалений. Це так зване фторування поза технологічною лінією може бути інтегроване у будь-який спосіб виготовлення як спосіб додаткової обробки. Завдяки фторуванню поверхневий натяг, а, отже, і змочування поверхні лаком, поліпшується. Крім того, надається полярність поверхні, що спричинює краще приставання лакового прошарку. Протягом обробки у полі коронного розряду повітря, що знаходиться у просторі між двома електродами, іонізується. Залежно від їхньої кінетичної енергії ці іони проникають у поверхню призначеного для обробки декоративного паперового шару, встановленого між електродами, наприклад, до глибини 10мкм. Фізичні та хімічні зміни у поверхні оброблюваного декоративного паперового шару є питанням, яке ще не має безумовних пояснень. Однак вважають, що тут відіграють роль процеси окиснення на поверхні, а фізичні та хімічні зміни у поверхні спричинені бомбардуванням прискореними іонами та електронами. Однак науково доведеним фактом є те, що обробка у полі коронного розряду спричинює поліпшення приставання до поверхні. Тому, згідно з потребою, нанесений лаковий прошарок краще пристає до декоративного паперового шару, обробленого у такий спосіб. Подібний ефект також досягається із застосуванням плазмової обробки, під час якої електрична дуга, яка утворюється на електродах, що перебувають під високою напругою, безпосередньо не застосовується для обробки поверхні, однак розщепленням зарядів утворюється реакційноздатний потік незаряджених частинок іонізованого повітря, який спрямовують на поверхню призначеного для обробки паперового шару. Будь-які потрібні властивості відбивання поверхні - від матової до лискучої - можуть бути легко отримані за допомогою відповідного полірування обробленої, зокрема, лакованої поверхні. Зокрема, облицьовувальний виріб із лискучою полірованою поверхнею, декоративний паперовий шар якого має надруковану текстуру дерева, не можна відрізнити від природного дерева. Винахід більш докладно описаний нижче на одному з прикладів здійснення за допомогою прикладених фігур, на яких: Фіг.1: Схема послідовності виконання одного з варіантів здійснення способу за цим винаходом; 91393 10 Фіг.2: Подібна до зображеної на Фіг.1 схема відомого способу виготовлення; та Фіг.3: Схематичне зображення, яке показує шарувату структуру облицьовувального виробу, який виготовлюють із застосуванням способу за цим винаходом. Спосіб виготовлення облицьовувального виробу 10 за цим винаходом більш докладно описаний нижче з посиланнями на Фіг.1. Цей облицьовувальний виріб 10 має конструкцію, описану вище з посиланнями на Фіг.3, зокрема, на його лицьовій поверхні 12а передбачений декоративний паперовий шар 14 та захисний паперовий шар 20, а на його контактній поверхні 12b, протилежній лицьовому бокові - протидійний паперовий шар 18. Як показано на Фіг.1, декоративний паперовий шар 14 підготовляють як паперову основу на стадії D та розрізають у розмір, який відповідає розмірові панелі-основи 12, на стадії DF. На стадії DL порізаний у розмір декоративний паперовий шар 14 подають у тимчасовий склад 22, у якому він тимчасово зберігається до початку подальшої обробки. Аналогічно протидійні паперові шари 18 або захисні паперові шари 20 підготовлені як паперова основа на стадіях R або О, які відповідають стадії D, ріжуть на стадіях RF або OF, які відповідають стадії DF, та подають у тимчасовий склад 24 або 26 на стадіях RL або OL, які відповідають стадії DL. На відміну від відомого способу, описаного вище, ці папери тимчасово зберігають у тимчасових складах 22, 24 та 26 не просоченими смолою. Це повністю усуває проблему, яка виникає у відомому способі та полягає у тому, що потрібно дотримуватися максимального часу тимчасового зберігання, який обумовлений часом висушування смоли. У відповідності із способом за цим винаходом на лицьову поверхню 12апанелі-основи 12, підготовлену на стадії В, на стадії BID наносять прошарок просочувальної смоли, точніше, прошарок суміші просочувальна смола-отверджувач. Якщо необхідно, то на стадії BIR на панель-основу 12 також може бути нанесений відповідний прошарок зі зворотного боку, тобто на контактну поверхню 12b. Альтернативно, стадії BID та BIR відповідно можуть також бути поділені на дві стадії BHD та BAD або BHR та BAR, які виконують через певні часові інтервали. На Фіг.1 вони позначені пунктирними стрілками. На стадіях BHD та BHR перш за все отверджувач, необхідний для твердіння просочувальної смоли, наносять на лицьову поверхню 12а або зворотну поверхню 12b панелі-основи 12, після чого виконують нанесення просочувальної смоли на стадіях BAD та BAR. Останньому варіантові способу віддається перевага, беручи до уваги проблему тривалості зберігання суміші просочувальна смола-отверджувач. За варіантом, якому віддається перевага, стадії BID та BIR або стадії BHD та BHR чи стадії BAD та BAR можуть бути виконані по суті одночасно. Панель-основу 12, покриту таким чином смолою з обох поверхонь 12а та 12b, на стадії BS подають для виконання процесу утворення пакета, 11 протягом якого декоративний паперовий шар 14, поданий на стадії DS, та факультативно захисний паперовий шар 20, поданий на стадії OS, наносять на лицьову поверхню 12а панелі-основи 12. Додатково і також факультативно протидійний паперовий шар 18, поданий на стадії RS, наносять на контактну поверхню 12b панелі-основи 12. На стадії HP пакет, утворений таким чином, подають для гарячого пресування у прес 28, у якому різні паперові шари спресовують з панеллю-основою 12 під дією підвищеного тиску та підвищеної температури. Зокрема, під час виконання цього процесу пресування, смола, нанесена на панель-основу 12, проникає у різні паперові шари та насичує або просочує їх. Таким чином отримують облицьовувальний виріб 10, який має шарувату структуру, показану на Фіг.3. Якщо необхідно, то після цього облицьовувальний виріб 10, виготовлений таким чином, може бути також підданий завершальній поверхневій обробці. Для цього поверхню 14а декоративного паперового шару або факультативно поверхню 20а захисного паперового шару 20 спочатку піддають попередній поверхневій обробці. Ця поверхнева обробка може включати хімічну обробку, наприклад, нанесення посилювача адгезії та/або фторування, та/або механічну обробку, наприклад, шліфування поверхні, та/або електричну обробку, наприклад, обробку у полі коронного розряду та/або плазмову обробку. Після цього на таким чином підготовлену та висушену поверхню може бути нанесений лаковий прошарок 30, показаний на Фіг.3 лише пунктирними лініями. Якщо необхідно, то це нанесення лаку може бути також повторено декілька разів, а якщо це потрібно - з необ 91393 12 хідною попередньою обробкою поверхні останнього нанесеного лакового прошарку. За одним із прикладів здійснення, така поверхнева обробка перш за все включає нанесення посилювача адгезії, наприклад, речовини "Гідрогафтгрунд Е643" фірми "Хенеліт", розташованої у Філлаху, Австрія, у кількості приблизно від 5г/м2 до 30г/м2. Цей посилювач адгезії твердне під дією ультрафіолетового випромінення. Якщо це необхідно, то для додаткового поліпшення міцності зчеплення лаку, який наносять пізніше, поверхня може також проходити шліфування. Лак може бути нанесений накаткою або розбризкуванням. Наприклад, може бути застосований поліуретановий лак або лак, який твердне під дією УФ-випромінення, такий як лак "ЮВі Хайдро Брильент" (UV Hydro brillant) фірми "Хенеліт", розташованої у Філлаху, Австрія. Нанесення лаку може бути здійснено у кількості приблизно від 15г/м2 до 30г/м2 для першого лакового прошарку та приблизно від 5г/м2 до 10г/м2 для наступних лакових прошарків. Для збільшення зносостійкості лакового прошарку до лаку може бути додана відповідна домішка, наприклад, корунд. За варіантом, якому віддається перевага, він додається у кількості приблизно від 5г/м2 до 50г/м2. Якщо зносостійкість лакового прошарку, нанесеного таким чином, є достатньою, то захисний шар може бути відсутнім. Оскільки лаковий прошарок не викликає жодних додаткових напружень у шаруватій структурі, нанесеній з лицьового боку 12а панелі-основи 12, то не потрібно жодних спеціальних застережних заходів зі зворотного боку 12b панелі-основи 12 у вигляді протидійного паперового шару. 13 Комп’ютерна верстка М. Ломалова 91393 Підписне 14 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing cladding element
Автори англійськоюRuhdorfer Herbert
Назва патенту російськоюСпособ изготовления облицовочного изделия
Автори російськоюРудорфер Герберт
МПК / Мітки
МПК: B44C 5/00, B32B 38/08
Мітки: спосіб, виробу, виготовлення, облицьовувального
Код посилання
<a href="https://ua.patents.su/7-91393-sposib-vigotovlennya-oblicovuvalnogo-virobu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення облицьовувального виробу</a>
Спосіб виготовлення виробу типу фрески
Номер патенту: 41298
Опубліковано: 12.05.2009
Автори: Хомкалов Олександр Валерійович, Яриш Костянтин Миколайович
МПК: B44C 5/00
Мітки: фрески, типу, спосіб, виготовлення, виробу
Формула / Реферат:
1. Спосіб виготовлення виробу типу фрески, що включає нанесення на еластичну основу лаку і штукатурного шару, зверху яких наносять задане зображення шляхом ультрафіолетового друку, який відрізняється тим, що як еластичну основу використовують тканинне полотно, перед нанесенням заданого зображення штукатурний шар висушують в природних умовах, задане зображення додатково обробляють шляхом виконання на ньому імітації тріщин за допомогою...
Застосування композиції для захисту фасонного виробу від корозії, захисна обмотка для захисту фасонного виробу та спосіб її виготовлення
Номер патенту: 82370
Опубліковано: 10.04.2008
Автор: Норен Франс
МПК: C23F 11/00, C08K 3/26, C08K 5/13, C10N 30/12, C08K 5/42
Мітки: захисту, спосіб, фасонного, композиції, виготовлення, обмотка, захисна, виробу, застосування, корозії
Формула / Реферат:
1. Застосування композиції, що містить:(а) поліізобутен, що має температуру склування менше ніж -20 °С і поверхневий натяг менше ніж 40 мМ/м при температурі вище температури склування згаданого поліізобутену,(б) наповнювач і(в) композицію антиоксиданта, де згадана композиція антиоксиданта містить первинний і вторинний антиоксиданти, первинний антиоксидант вибирають з групи, що містить стерично ускладнені фенольні...
Спосіб виготовлення гігієнічного паперового виробу з антимікробними властивостями
Номер патенту: 50921
Опубліковано: 25.06.2010
Автори: Каплуненко Володимир Георгійович, Косінов Микола Васильович, Дімчев Володимир Афанасійович
МПК: D21C 5/02, D21H 11/00, D21H 21/00, D21H 27/00
Мітки: виготовлення, виробу, паперового, властивостями, антимікробними, гігієнічного, спосіб
Формула / Реферат:
1. Спосіб виготовлення гігієнічного паперового виробу з антимікробними властивостями, заснований на отриманні паперового полотна, введенні в паперову масу перед відливом паперового полотна протимікробної металовмісної речовини - біоциду, який відрізняється тим, що як біоцид вводять щонайменше один карбоксилат біоцидного металу з групи, що включає карбоксилати срібла, міді, золота, платини, паладію, іридію, цинку, магнію, олова, при цьому...
Спосіб безперервного виготовлення горючого компонента для виробу для куріння та компонент для виробу для куріння
Номер патенту: 35570
Опубліковано: 16.04.2001
Автори: Мозер Кейт Стенлі, Роджерз Джеффрі Кейн, Барнз Вернон Брент, Коул Макс Уаррен, Мейрінг Роберт Леонард
МПК: A24D 1/00
Мітки: компонент, горючого, спосіб, куріння, компонента, виготовлення, безперервного, виробу
Текст:
...состав 2, охватываемый удерживающим материалом 3 и связанный с ним и предпочтительно обернутый наружной оберткой 4 типа бумаги. Эти компоненты обычно имеют диаметр примерно 7-8 мм, при этом длина переменна, в зависимости от требуемых характеристик теплообразования горючего элемента в изделии для курения. Длину также предпочтительно выбирают таким образом, чтобы после гашения горючего элемента оставалась часть горючего элемента, которая еще...
Спосіб виготовлення виробу з деревини
Номер патенту: 81813
Опубліковано: 11.02.2008
Автори: Абрам Еугенюш, Норлінг Хокан Ларс Хенрік
МПК: C09J 5/06, C09J 5/04, B27G 11/00
Мітки: виробу, виготовлення, деревини, спосіб
Формула / Реферат:
1. Спосіб виготовлення виробу з деревини, що містить першу і другу деталі з деревини, який включає в себе наступні етапи, на яких здійснюють:- нанесення клейової композиції на основі емульсії полімеру або на основі отверджуваної смоли, яка містить розчинник, тільки на першу поверхню,- сушіння і нагрівання клейової композиції, нанесеної на першу поверхню, при яких розчинник частково випаровують, при цьому вміст твердих речовин...
Попередній патент: Спосіб вирощування винограду
Наступний патент: Спосіб і пристрій перерозподілу теплової енергії на високий і низький енергетичний рівень (варіанти)
Випадковий патент: Вібраційний змішувач