Спосіб виготовлення зношуваного шару вогнетривкої футерівки в розливних ковшах і розливних формах


Формула / Реферат
1. Спосіб виготовлення зношуваного шару (6, 9, 11) вогнетривкої футерівки в розливних ковшах і розливних формах (1), призначених для лиття металу, причому зношуваний шар (6, 9, 11) футерівки утворюють декількома шарами сипучих сумішей на основі ряду різних гранульованих вогнетривких матеріалів з низькою теплопровідністю, причому кожна із згаданих сумішей містить щонайменше 4 мас. % натрієвого або калієвого рідкого скла, який відрізняється тим, що перший шар вводять між постійною футерівкою (2) розливного ковша або розливної форми і шаблоном (3, 8, 10), при цьому кожний наступний шар послідовно створюють між шаблоном і вже затверділим шаром вогнетривкого матеріалу, і кожний з шарів отверджують подачею діоксиду вуглецю в повному об'ємі перед завантаженням наступного шару до утворення з рідкого скла і діоксиду вуглецю кремнієвого гелю.
2. Спосіб за п. 1, який відрізняється тим, що згаданий вміст натрієвого або калієвого рідкого скла складає 6-12 мас. %.
3. Спосіб за п. 1, який відрізняється тим, що як шаблон (3, 8, 10) для визначення внутрішнього простору розливного ковша або розливної форми (1), який призначений для розплаву металу, що заливається, використовують шаблон з фриголіту або полістиролу, здатних руйнуватися за рахунок нагріву розплавом, причому шаблон не видаляють перед заливанням цим розплавом.
4. Спосіб за п. 3, який відрізняється тим, що шаблон з фриголіту, який не видаляють перед заливанням розплаву і який здатен виплавлятися при згаданому заливанні, використовують для формування кришки розливного ковша або розливної форми, яка щонайменше частково їх закриває.
5. Спосіб за будь-яким з пп. 3 або 4, який відрізняється тим, що шаблон з фриголіту виготовлений з множини різних деталей, що оточують пустий внутрішній простір.
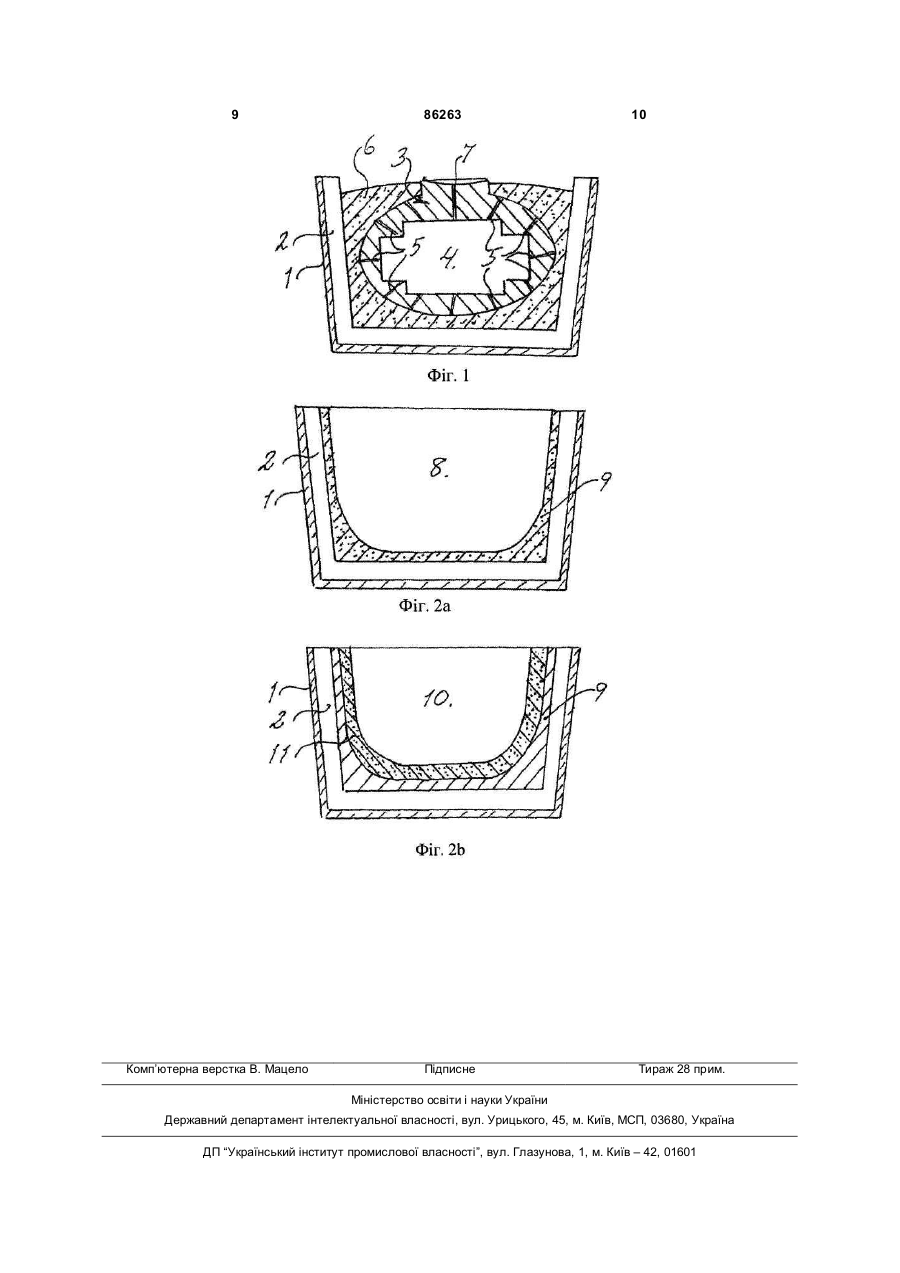
6. Спосіб за п. 5, який відрізняється тим, що через пустий внутрішній простір (4) згаданого шаблона з фриголіту і окремі канали (5) або інші пустоти у фриголіті подають діоксид вуглецю в порошковий матеріал зношуваного шару (6, 9, 11) футерівки, який містить натрієве або калієве рідке скло.
7. Спосіб за п. 1, який відрізняється тим, що зношуваний шар футерівки 2 виготовляють з множини різних шарів (9, 11) між постійною футерівкою (2) розливного ковша або розливної форми і шаблоном (8, 10), що поступово розходиться або стискається, причому кожний шар вогнетривкого матеріалу має свій визначений склад, і всі шари містять добавку з натрієвого або калієвого рідкого скла, при цьому перед створенням наступного шару матеріал кожного шару отверджують шляхом утворення внутрішніх зв'язків і зчіплюють з суміжними шарами за допомогою подачі вуглекислого газу до утворення кремнієвого гелю.
Текст
1. Спосіб виготовлення зношуваного шару (6, 9, 11) вогнетривкої футерівки в розливних ковшах і розливних формах (1), призначених для лиття металу, причому зношуваний шар (6, 9, 11) футерівки утворюють декількома шарами сипучих сумішей на основі ряду різних гранульованих вогнетривких матеріалів з низькою теплопровідністю, причому кожна із згаданих сумішей містить щонайменше 4 мас. % натрієвого або калієвого рідкого скла, який відрізняється тим, що перший шар вводять між постійною футерівкою (2) розливного ковша або розливної форми і шаблоном (3, 8, 10), при цьому кожний наступний шар послідовно створюють між шаблоном і вже затверділим шаром вогнетривкого матеріалу, і кожний з шарів отверджують подачею діоксиду вуглецю в повному об'ємі перед завантаженням наступного шару до утворення з рідкого скла і діоксиду вуглецю кремнієвого гелю. 2. Спосіб за п. 1, який відрізняється тим, що згаданий вміст натрієвого або калієвого рідкого скла складає 6-12 мас. %. 2 (19) 1 3 Даний винахід належить до нового способу виготовлення зношуваного шару вогнетривкої футерівки для розливних ковшів і розливних форм, а також до виготовленого відповідно до нього зношуваного шару футерівки. Винахід також включає ряд різних варіантів використання переваг, що пропонуються цим новим способом виготовлення зношуваного шару футерівки і різних варіантів додаткового поліпшення його характеристик. Цілком очевидно, що мається на увазі під терміном "розливний ківш", в той час як під терміном "розливна форма" тут мається на увазі проміжна місткість, яка при безперервному литті використовується для розподілу розплаву в існуючі пристрої безперервного лиття. Як очевидно з позначення зношуваний шар футерівки, ця частина футерівки розливного ковша або розливної форми фактично є витрачуваною і тому повинна замінюватися з регулярними інтервалами, при цьому час, що затрачується на її заміну, і зусилля, що затрачуються, є економічно важливими факторами. Звичайно цей зношуваний шар футерівки в розливних ковшах і розливних формах виконаний вогнетривкими плитами, встановленими поверх постійної футерівки з використанням технологій цегельної кладки, або, як альтернатива, отверджуваними сумішами на основі гранульованого вогнетривкого матеріалу, що наноситься шляхом розпилення, набивання або деяким іншим чином. Як отверджуваний компонент і тому також як зв'язуючий агент в цих сумішах, що набиваються або розпилюються, в цей час звичайно використовуються органічні зв'язуючі агенти, наприклад, фенолоформальдегідні смоли і карбамідоформальдегідні смоли, але можуть також використовуватися певні неорганічні зв'язуючі агенти. Хоч досі, наскільки відомо авторам, відсутні підтвердження того, що найбільш поширений зв'язуючий агент, що використовується для цієї мети, а саме, фенольні смоли, реально може завдати шкоди здоров'ю, є інформація, яка зазначає, що вони викликають нудоту у інженерно-технічного персоналу, який з ними працює. Крім того, в умовах посилювання законодавства з охорони навколишнього середовища невитрачені суміші, що містять фенольну смолу, не повинні викидатися як пісок, що залишився, а повинні складуватися з органічними відходами, наприклад, домашніми відходами, що приводить до розкладання залишкових фенолів, які в них містяться. Тому з міркувань охорони навколишнього середовища необхідно знайти новий зв'язуючий агент для вогнетривкого матеріалу з макрочастинок, який в цей час використовується як зношуваний шар футерівки в розливних ковшах і розливних формах. Раніше для футерівки розливних ковшів і розливних форм використовувався ряд різних вогнетривких матеріалів з низькою теплопровідністю, як у вигляді згаданих вище заздалегідь виготовлених блоків, так і у вигляді макрочастинок, причому в останньому випадку як основний компонент в згаданих вище отверджуваних сумішах. Ці ж вогнетривкі суміші у вигляді макрочастинок можуть ви 86263 4 користовуватися як базові компоненти для виготовлення зношуваного шару футерівки згідно з даним винаходом. Те, який вогнетривкий матеріал в кожному окремому випадку буде використовуватися для зношуваного шару футерівки, відповідної даному винаходу, значною мірою залежить від типу розплавленого металу, для якого повинен застосовуватися футерований пристрій. Як приклади відповідних вогнетривких матеріалів цього типу у вигляді макрочастинок можуть бути зазначені діоксид кремнію, магнезит, оксид алюмінію і алюмосилікати, наприклад, шамот, силікати магнію, наприклад, олівін, і вуглецевмісні вогнетривкі матеріали, наприклад, подрібнений кокс і шлак доменної печі. Крім того, для вогнетривкої футерівки, що розглядається тут, вже відомим є додавання в невеликих кількостях органічного або неорганічного волокна, або тирси, які насичуються газом при контакті кінцевого продукту, тобто футерівки, з розплавом, в результаті чого виникають пори, що знижують теплопровідність одержаної футерівки. Згідно з даним винаходом замість фенольних смол, найбільш широко використовуваних досі, і будь-яких інших отверджуваних компонентів, застосовуваних з тією ж метою, пропонується після формування вогнетривкої гранульованої суміші для її зв'язування використовувати реакцію попередньо внесеної в суміш добавки з невеликої кількості рідкого скла з вуглекислотою, з утворенням кремнієвого гелю, який швидко зв'язує гранульований основний матеріал з одержанням покриття, яке набуває хорошої природної жорсткості, міцності і здатності зв'язування з вже існуючою постійною футерівкою. Даним винаходом пропонується використовувати як натрієве рідке скло (силікат натрію), так і калієве рідке скло (силікат калію). Тому далі буде використовуватися загальний термін "рідке скло". Як правило, додавання рідкого скла приблизно більше 4%, або в ідеалі додавання 6-12%, після додавання вуглекислоти приводить до утворення достатньої кількості кремнієвого гелю для зв'язування подрібненої маси згаданого вище типу у вигляді макрочастинок. У ливарному виробництві при виготовленні головним чином стержнів і виливниць, а також при облицюванні утеплених надставок вже відоме використання технології зв'язування гранульованих вогнетривких сумішей шляхом домішування в невеликих кількостях натрієвого або калієвого рідкого скла, яке після утворення даної суміші реагує з вуглекислотою. Такий спосіб описаний, наприклад, в заявці на шведський патент №74837 від 1956 року. Наскільки нам відомо, описаний в ньому "метод вуглекислоти" досі ніколи не пропонувався для виготовлення таких великих елементів, як зношуваний шар футерівки розливних ковшів і розливних форм, в яких, крім того, матеріал, що утворився при затвердіванні в присутності вуглекислоти, постійно знаходиться в безпосередньому контакті з розплавом металу, який під час щонайменше частини періоду контакту буде переміщатися і таким чином створювати середовище, яке викликає сильний знос. 5 86263 6 Могло б здатися очевидним перенесення віволокнистого матеріалу, наприклад, целюлоздомої технології з утеплених надставок на розливних волокон, які насичувалися газом, коли футеріні форми і ковші, але той факт, що цього, мабуть, вка починала контактувати з розплавленим метане було зроблено раніше, незважаючи на популялом, і в результаті утворювалися внутрішні пори в рність "методу вуглекислоти" в галузі ливарного футерівці, що знижували її теплопровідність. У виробництва щонайменше з 50-х років, повинен заявці на [шведський патент №776076819], де дебути прийнятий як зазначення того, що технологітально описаний спосіб безперервного лиття, в чне перенесення аж ніяк не очевидне фахівцям, якому розплавлений метал, що витікає з розливнопрацюючим в даній галузі техніки щодня. го ковша, оточений захисною трубкою, яка має Таким чином, основною ідеєю винаходу є вивогнетривку футерівку, згадується, що ця футерівкористання "методу рідкого скла" для виготовленка крім добавки з целюлозних волокон може також ня зношуваного шару футерівки для розливних містити добавки з волокон азбесту, силікату алюковшів і розливних форм, що саме по собі передмінію і силікату кальцію. З іншого боку, у вказанобачає, що зношуваний шар футерівки розливного му документі не дано прямої вказівки на признаковша або розливної форми виконаний з суміші, чення останніх типів неорганічних волокон в що флотується, на основі гранульованого вогнеодержаному матеріалі футерівки, а навпаки говотривкого матеріалу, введеної між більш стійкою риться про вміст в ньому органічного зв'язуючого футерівкою і заглибленим в ківш або форму контаагента, наприклад, фенолоформальдегідного або ктуючим пристосуванням, в цю суміш вже введено карбамідоформальдегідного полімеру. щонайменше 4% і переважно 6-12% натрієвого Оскільки основна концепція даного винаходу або калієвого рідкого скла, і також відразу ж ввопередбачає, що необхідний зношуваний шар фудиться вуглекислота в кількості, яка перетворює терівки на розливних ковшах і розливних формах добавку з рідкого скла на достатню кількість кремскладається з суміші, що вільно засипається, на нієвого гелю для зв'язування вогнетривкого матеоснові вогнетривкого матеріалу у вигляді макрочаріалу у вигляді макрочастинок в масу з сильними стинок з низькою теплопровідністю, яка містить зчіпними властивостями, яка повністю заповнює обмежену кількість натрієвого або калієвого рідкопростір між більш постійною футерівкою і згадаго скла, яка перед затвердіванням за рахунок поним пристосуванням, яке згодом може бути видадачі діоксиду вуглецю повинна заповнити простір лене. Подача вуглекислоти може бути здійснена, між постійною футерівкою розливного ковша або наприклад, через систему каналів в згаданому розливної форми і шаблоном, заглибленим у відпристосуванні. повідний об'єкт, можна зробити висновок, що вигоЯк вже зазначено, "метод рідкого скла" раніше товлення відповідного матеріалу для цих шаблонів використовувався для виготовлення виливниць і входить в об'єм даного винаходу. Як додаткова вогнетривкої футерівки утеплених надставок, тобхарактеристика даного винаходу пропонується, то виробів, які менше і піддаються менш серйозщоб ці шаблони виготовлялися з фриголіту (поліному зносу, ніж зношуваний шар футерівки в розстиролу), дешевого матеріалу, що легко обробляливних ковшах і розливних формах. Щонайменше ється і легко відливається, який, крім того, має ту в певних випадках є чітка необхідність в збільшенперевагою, що виготовлені з нього шаблони немає ні міцності зношуваного шару футерівки, виготовнеобхідності видаляти перед подачею у відповідленої відповідно до даного винаходу. Згідно з доний ківш або розливну форму розплавленого медатковими характеристиками винаходу це талу. У цьому контексті фриголіт як матеріал факздійснюється шляхом домішування металевих тично має ту перевагу, що при температурах лиття волокон, середня довжина яких перевищує на металу він швидко випаровується і вигоряє, не прийнятну величин}' середній розмір частинок вогстворюючи небезпечних кількостей залишкових нетривкого матеріалу, але не настільки, щоб це продуктів. значно погіршило флотованість основного матеріОскільки фриголіт легко відливати, можна легалу у вигляді макрочастинок, який містить рідке ко виготовити шаблони необхідної форми. Це скло. Під цим розуміють, що середня довжина воозначає, що відповідному розливному ковшу або локон волокнистого матеріалу не повинна перерозливній формі може бути легко надана нова і вищувати 3-5мм, при цьому середній діаметр вофактично більш відповідна з точки зору протікання локон з тих же міркувань не повинен рідини конфігурація, ніж та, яка безпосередньо перевищувати 500мкм. Доцільно, щоб наповнювач повторює зовнішню металеву оболонку цього об'з металевих волокон в загальному випадку тестуєкта. Зношуваний шар футерівки, який відповідно вався для кожної окремої галузі застосування. до даного винаходу складається з порошкового Крім добавок металевих волокон, які пропонуютьматеріалу, що попередньо вільно засипається, не ся даним винаходом, в цьому значенні також мообов'язково повинен мати однакову товщину, тожуть забезпечити істотні переваги раніше запрому, якщо форма шаблона дозволяє, можна ствопоновані волокнисті добавки, наприклад, органічні рити плавні кутові переходи і інші, необхідні з мірволокна з целюлози і полімерів, і неорганічні волокувань протікання рідини, плавні переходи між кна, наприклад, скловолокно і керамічне волокно. розташованими під прямим кутом частинами розЯк вже зазначено, ідея додавання волокнистоливного ковша або розливної форми. го матеріалу в різні вогнетривкі суміші, які викориІншою перевагою використання шаблонів з стовуються як футерівка металургійних місткостей, фриголіту, які немає необхідності видаляти перед сама по собі не нова, але раніше вона передбачаподачею розплавленого металу, є те, що вони ла головним чином додавання органічного можуть застосовуватися при виготовленні зношуваного шару футерівки, яка включає як невід'ємну 7 86263 8 дуть описані з використанням прикладених кресчастину кришку або склепіння з отвором. Єдиний лень, на яких: отвір, що передбачається в зношуваному шарі Фіг.1 - переріз розливної форми, облицьованої футерівки, розташовують точно по місцю подачі з використанням шаблона з фриголіту; розплавленого металу. Фіг.2а і 2b ілюструють багатошарову структуру Немає прямої необхідності, щоб шаблон з зношуваного шару футерівки. фриголіту виготовлявся з суцільного шматка. На всіх кресленнях посилальним номером 1 Оскільки цей матеріал легко клеїться при умові позначена зовнішня нерухома стінка розливної вибору правильного типу клею, то можна створюформи, а посилальним номером 2 також у всіх вати порожнисті шаблони, зовнішня оболонка яких кресленнях позначена постійна футерівка цієї фомає необхідну форму, а внутрішня оболонка місрми, виготовлена з цеглин. тить стільки фриголіту, скільки потрібно для задоНа Фіг.1 посилальним номером 3 далі познавільної міцності шаблона при передбачуваному чений переважно порожнистий шаблон, виготоводиничному використанні. лений з фриголітових елементів (полістиролових Спосіб виготовлення зношуваного шару футеелементів), в якому виконані випускні отвори 5 для рівки, що пропонується даним винаходом, також подачі діоксиду вуглецю з порожнистого внутрішпередбачає, що вона може бути відносно просто нього простору 4 шаблона в отверджувану порошскладена з декількох шарів, при цьому кожний шар кову суміш 6. Основний впускний канал для подачі складається з різних типів вогнетривкого матеріадіоксиду вуглецю у внутрішній простір 4 шаблона 3 лу, вибираних з раніше перерахованих вогнетривпозначений посилальним номером 7. ких основних матеріалів у вигляді макрочастинок, Згаданий канал розташований в тій частині зокрема, матеріал внутрішнього шару буде залешаблона 3, яка при початку подачі розплаву метажати від використовуваного металевого розплаву. лу і видаленні фриголіту буде утворювати випускПри створенні таких багатошарових зношуваних ний отвір розливної форми. Як видно з креслень, футерівок ймовірно найкращим способом буде розливна форма буде потім, крім випускного отворобота з множиною шаблонів поступово збільшуру, покрита суцільною кришкою. Оскільки випускваного об'єму, при цьому простір між контактуюний отвір розливної форми не належить до даного чим пристосуванням найбільшого об'єму і постійвинаходу, то не має значення, що він розташованою футерівкою розливного ковша або розливної ний поза перерізом, показаним на даному кресформи спочатку заповнюється вогнетривким маленні. теріалом у вигляді макрочастинок, який містить Спосіб, відповідний даному винаходу, стисло рідке скло, після чого в цю суміш подається достаможна описати таким чином: шаблон 3 встановтня кількість діоксиду вуглецю, виникаючий при люють в розливну форму в необхідному положенні цьому гель з діоксиду кремнію викликає затвердівідносно постійної футерівки 2, після чого між шавання суміші, після чого використовуваний шаблон блоном 3 і постійною футерівкою 2 завантажують і замінюється на іншій меншого об'єму, і потім в при необхідності ущільнюють порошкову суміш 6, простір між раніше створеним зношуваним підшаяка містить рідке скло, потім у внутрішній простір 4 ром і меншим шаблоном подається новий матерішаблона 3 подають діоксид вуглецю і розподіляал у вигляді макрочастинок, який містить рідке ють його в порошкову суміш 6 через випускні скло, після чого цей шар матеріалу затвердіває за отвори 5. Як тільки порошкова суміш затверділа з рахунок нового додавання вуглекислоти і т.д. Чисутворенням кремнієвого гелю, пристрій готовий до ло утворюваних таким чином зношуваних підшарів використання. в принципі не обмежене, але в більшості випадків На Фіг.2а показаний перший шаблон 8 більшоз чисто практичних міркувань буде нараховувати го розміру, який забезпечений випускними отвоменш п'яти шарів. рами для діоксиду вуглецю (на кресленні не покаБагатошарова технологія може також викорисзано), між цим шаблоном і постійною футерівкою 2 товуватися для відновлення і зміцнення вже викорозташований перший порошковий шар 9, який ристовуваних зношуваних шарів. Спосіб створення містить рідке скло, і як тільки цей шар затвердів зношуваного шару футерівки за допомогою мновнаслідок подачі вуглекислого газу, шаблон 8 вижини різних шаблонів послідовно зменшуваного даляють і замінюють шаблоном 10 трохи меншого розміру також передбачає, що ці шаблони не оборозміру, який також має випускні отвори для діокв'язково виготовляти однаковим чином. Один або сиду вуглецю, після чого між цим шаблоном і побільше з таких шаблонів можуть, наприклад, мати переднім порошковим шаром 9 завантажують ноконструкцію повітряної кулі, тобто, бути накачувавий порошковий шар 11 і потім отверджують цей ними, при цьому передбачається, що після усудругий порошковий шар, після чого шаблон може нення надмірного тиску вони можуть бути видалені бути видалений, і розливна форма готова до викочерез отвір досить невеликого розміру в одержаристання. ному зношуваному шарі. Рамки винаходу визначені пунктами прикладеної формули, а далі деякі з його варіантів бу 9 Комп’ютерна верстка В. Мацело 86263 Підписне 10 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of producing refractory wear lining for casting ladles and casting boxes
Автори англійськоюSteinar Slagnes
Назва патенту російськоюСпособ изготовления изнашиваемого слоя огнеупорной футеровки для разливочных ковшей и разливочных форм
Автори російськоюСтейнар Слагнес
МПК / Мітки
МПК: B22D 41/02
Мітки: виготовлення, футерівки, вогнетривкої, спосіб, ковшах, шару, розливних, зношуваного, формах
Код посилання
<a href="https://ua.patents.su/5-86263-sposib-vigotovlennya-znoshuvanogo-sharu-vognetrivko-futerivki-v-rozlivnikh-kovshakh-i-rozlivnikh-formakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення зношуваного шару вогнетривкої футерівки в розливних ковшах і розливних формах</a>
Спосіб рафінування сталі в проміжних розливних ковшах

Номер патенту: 45898
Опубліковано: 15.06.2004
Автори: Єфімов Віктор Олексійович, Єфімова Вероніка Гарієвна, Єфімов Гаррі Вікторович, Лавринішин Сергій Антонович, Губко Ігор Григорович, Шебаніц Едуард Миколайович, Бойко Володимир Семенович, Якін Михайло Миколайович, Бочек Анатолій Павлович, Климанчук Владислав Владиславович, Акулов Валерій Володимирович, Діюк Євген Пилипович, Токій Анатолій Миколайович, Побегайло Андрій Володимирович, Ларіонов Олександр Олексійович, Фентісов Ігор Миколайович
МПК: C22B 9/05, C21C 7/072
Мітки: сталі, розливних, рафінування, проміжних, спосіб, ковшах
Формула / Реферат:
Спосіб рафінування сталі в проміжних розливних ковшах, що включає пропускання її через перегородку з каналами і продувку інертним газом знизу, який відрізняється тим, що зазначені операції виконують послідовно, причому спочатку забезпечують перетікання сталі через перегородку з каналами, дотримуючись співвідношення F:F1=11-17, в якому:F - площа перерізу потоку сталі в проміжному розливному ковші;F1 - загальна площа перерізу...
Спосіб безперервного рафінування сталі в проміжних розливних ковшах

Номер патенту: 26193
Опубліковано: 10.09.2007
Автори: Крутіков Василь Петрович, Кислиця Вячеслав Володимирович, Діюк Євген Пилипович, Лєпіхов Леонід Сергійович, Ісаєв Олег Борисович, Носоченко Олег Васильович, Ганошенко Ігор Володимирович
МПК: C22B 9/00
Мітки: сталі, розливних, рафінування, ковшах, проміжних, безперервного, спосіб
Формула / Реферат:
Спосіб безперервного рафінування сталі в проміжних розливних ковшах, що включає пропускання її через розподільчу перегородку з каналами різного напрямку відносно вертикальної осі перегородки для проходження металу та продувку інертним газом знизу, який відрізняється тим, що перетікання рідкої сталі зі зміною напрямку проходження окремих занурених струменів виконують одночасно, дотримуючись співвідношення FгFн=0,50÷0,65, в якому: Fг -...
Спосіб формування наплавленого шару вогнетривкої маси на поверхні вогнетриву на основі сполучення кремнію і суміш часток, призначена для формування наплавленого шару вогнетривкої маси
Номер патенту: 27322
Опубліковано: 15.09.2000
Автори: Мейнккен Жан-П'єр, Мотте Леон-Філіп
МПК: F27D 1/16, C04B 35/657, C04B 35/65, C23C 4/00, C23C 4/10, C04B 35/16
Мітки: шару, маси, сполучення, наплавленого, призначена, формування, вогнетриву, часток, спосіб, поверхні, кремнію, вогнетривкої, суміш, основі
Текст:
...ремонтируется блок или огнеупорная стена, температура которой невысока, новая огнеупорная масса становится полностью отделенной от основной огнеупорной массы и отходит сама по cede а течение работы оборудования Подобные проблемы возникают сами по себе, если необходим ремонт огнеупорных конструкций, имеющих основу из двуокиси кремния высокой плотности (названные так, что^ы отличить их от традиционных огнеупоров ш двуокиси кремния, плотность...
Армуюча жаротривка плита вогнетривкої футерівки печі
Номер патенту: 9673
Опубліковано: 17.10.2005
Автори: Романенко Володимир Ілліч, Шеремет Володимир Олександрович, Ротару Іон Теодорович, Теряєв Олександр Митрофанович, Корінь Андрій Олександрович, Коротченков Валерій Михайлович
МПК: C21D 9/70
Мітки: плита, печі, вогнетривкої, футерівки, армуюча, жаротривка
Формула / Реферат:
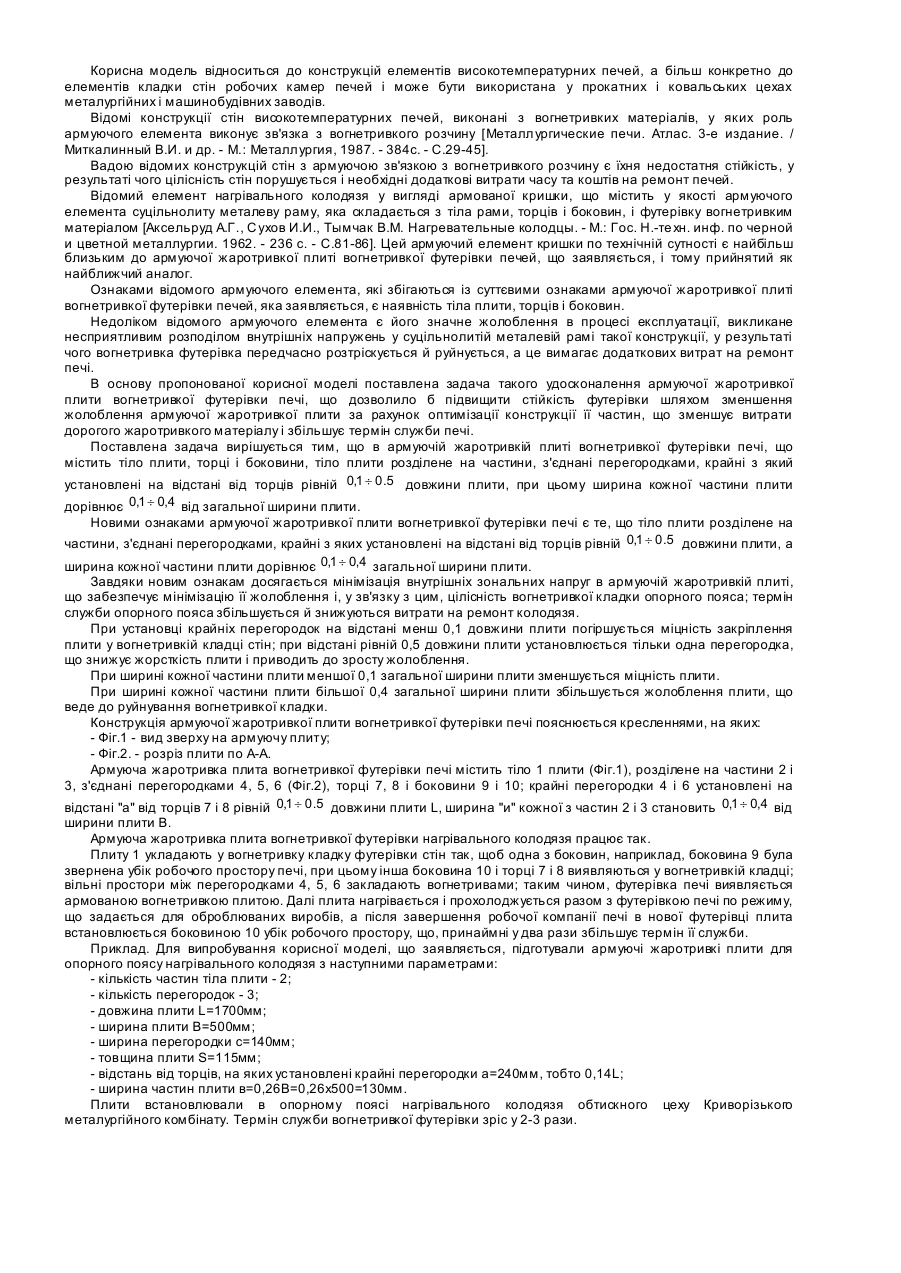
Армуюча жаротривка плита вогнетривкої футерівки печі, що містить тіло плити, торці і боковини, яка відрізняється тим, що тіло плити розділене на частини, з'єднані перегородками, крайні з яких встановлені на відстані від торців, рівній 0,1-0,5 довжини плити, а ширина кожної частини плити становить 0,1-0,4 від загальної ширини плити.
Спосіб розбирання вогнетривкої футерівки посудини для розміщення металу
Номер патенту: 22722
Опубліковано: 07.04.1998
Автори: Пищіда Валерій Іванович, Соколовський Борис Цудікович, Скакун Михайло Дмитрович
МПК: C21C 5/44
Мітки: футерівки, спосіб, розміщення, металу, вогнетривкої, посудини, розбирання
Формула / Реферат:
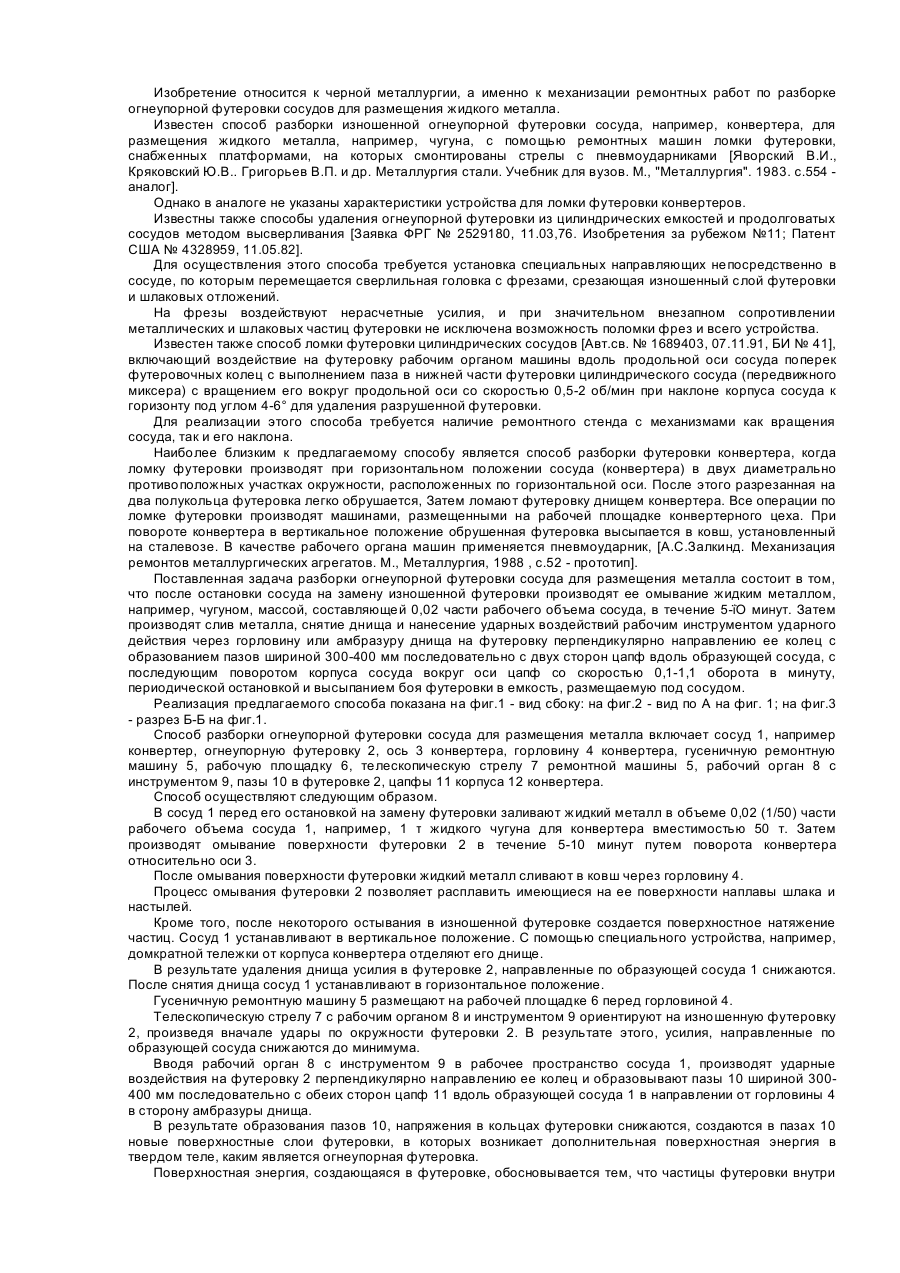
Способ разборки огнеупорной футеровки сосуда для размещения металла, преимущественно жидкого чугуна, включающий воздействие на нее рабочего инструмента ударного действия вдоль продольной оси сосуда и поперек футеровочных колец с образованием пазов, отличающийся тем, что после остановки сосуда на замену изношенной футеровки, производят ее омывание в течение 5-10 минут жидким металлом, например чугуном, массой 0,02 части рабочего объема сосуда...
Попередній патент: Пробозабірна система і спосіб взяття проби із атмосфери захисної оболонки реактора ядерної установки
Наступний патент: Пристрій для очищення колісної пари
Випадковий патент: Паровий котел з безбарабанною сепараціею пари