Спосіб виготовлення вугільного виробу, курильний виріб та вугільний виріб
Номер патенту: 94585
Опубліковано: 25.05.2011
Автори: Сюе Лісінь Люк, Чжуань Шучжон, Пейн Джон Б., ІІІ, Ю Лікан
Формула / Реферат
1. Спосіб виготовлення вугільного виробу з каналами, що за формою відповідають певній матриці, який включає:
утворення матриці з волокна, довільним чином скомпонованого у джгут, форма перерізу якої є трипелюстковою, чотирипелюстковою, V-подібною, І-подібною, подібною до стилізованої літери I, С-подібною або трубчастою,
змішування матеріалу-попередника вугілля з матрицею,
формування суміші з наданням їй певної заздалегідь визначеної форми,
отвердження суміші з одержанням композита матеріалу-попередника вугілля згаданої заздалегідь визначеної форми,
обвуглення композита матеріалу-попередника вугілля,
активування матеріалу-попередника вугілля,
та розкладання матриці з одержанням вугільного виробу з каналами, що за формою відповідають певній матриці.
2. Спосіб за п. 1, який відрізняється тим, що матриця містить поліпропілен.
3. Спосіб за п. 1, який відрізняється тим, що формування суміші з наданням їй заздалегідь визначеної форми включає протягання суміші через форму та відрізання чи розрізання форми з одержанням дискретної заготовки.
4. Спосіб за п. 3, який відрізняється тим, що форма містить матеріал, вибраний з групи, яку складають папір, метал, пластмаса та скло.
5. Спосіб за п. 3, який відрізняється тим, що формою є трубка.
6. Спосіб за п. 4, який відрізняється тим, що форму видаляють після стадії отвердження та перед стадією обвуглення.
7. Спосіб за п. 1, який відрізняється тим, що обвуглення виконують в інертному середовищі, у вакуумі або у комбінації цих середовищ.
8. Спосіб за п. 1, який відрізняється тим, що стадії обвуглення та розкладання здійснюють одночасно.
9. Спосіб за п. 1, який відрізняється тим, що вугільним виробом є монолітна трубка.
10. Спосіб за п. 1, який відрізняється тим, що стадію обвуглення виконують при температурі в діапазоні від приблизно 600 °С до приблизно 950 °С.
11. Спосіб за п. 10, який відрізняється тим, що матеріалом-попередником вугілля є фенольна смола.
12. Курильний виріб, який включає в себе:
пробку,
вугільний виріб з каналами, що за формою відповідають певній матриці, який прилягає до пробки, причому канали утворені із застосуванням матриці з волокна, довільним чином скомпонованого у джгут, і мають трипелюсткову, чотирипелюсткову, V-подібну, І-подібну, подібну до стилізованої літери І, С-подібну або трубчасту форму; і
тютюновий пруток.
13. Вугільний виріб, виготовлений способом за п. 1.
14. Вугільний виріб за п. 13, який являє собою монолітну трубку.
Текст
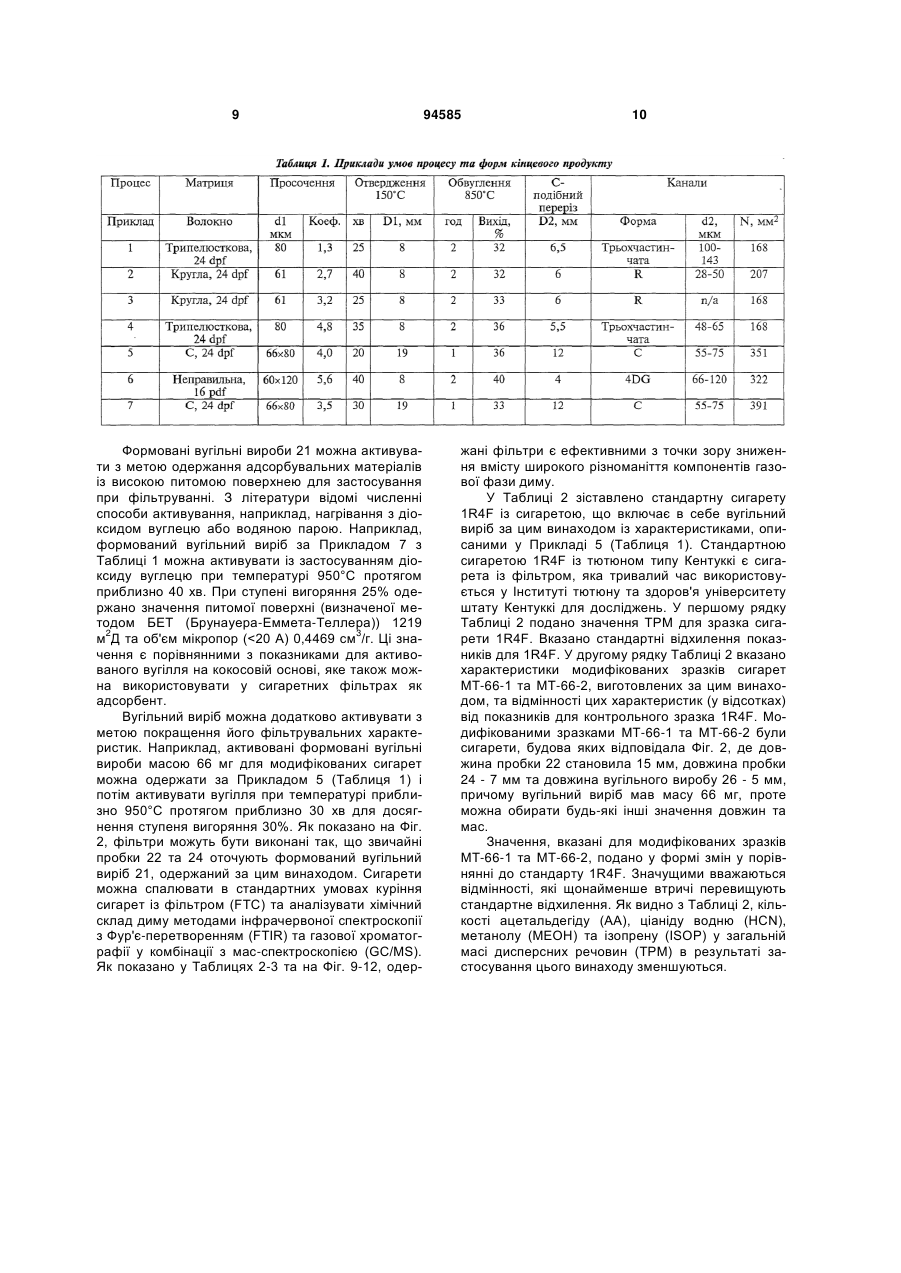
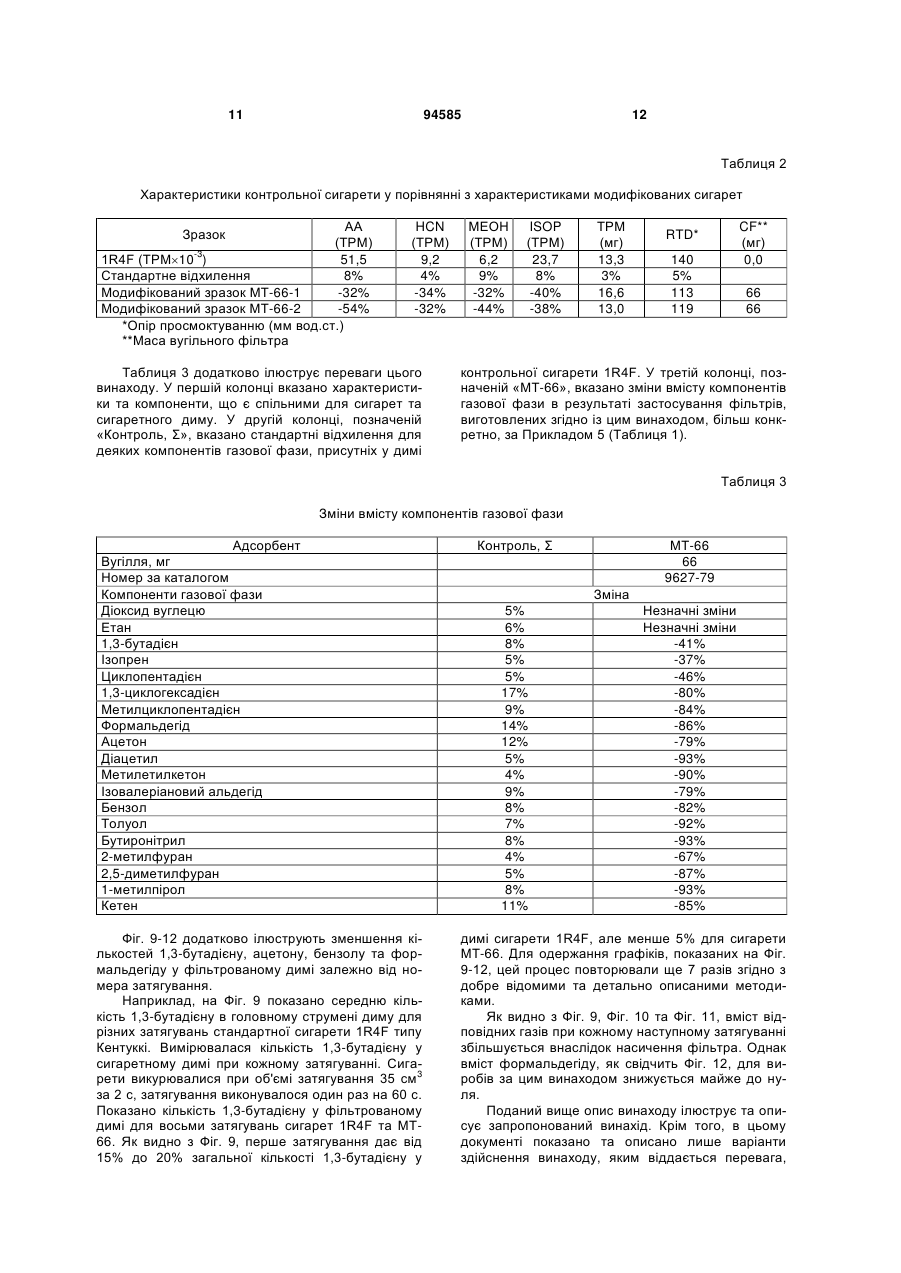
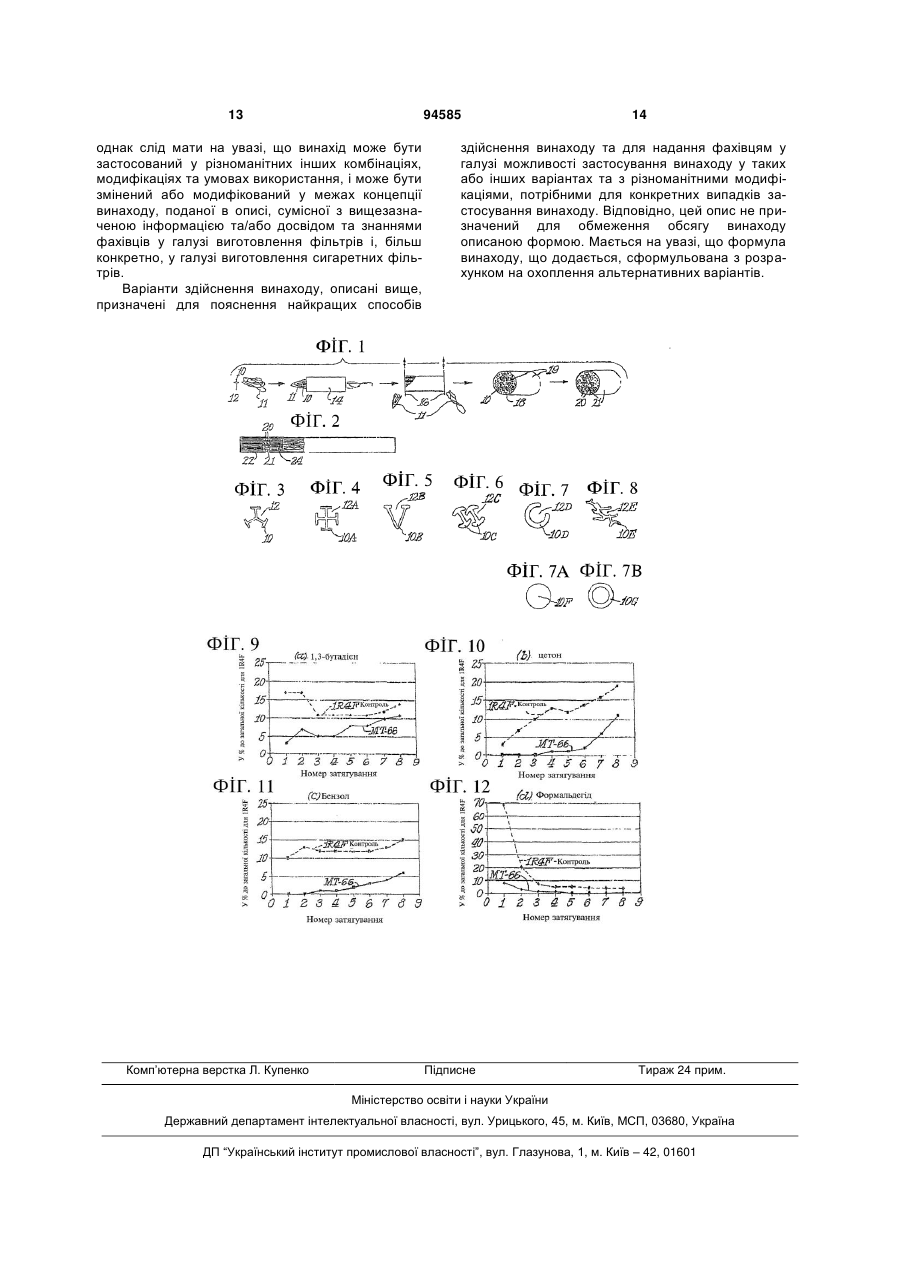
1. Спосіб виготовлення вугільного виробу з каналами, що за формою відповідають певній матриці, який включає: утворення матриці з волокна, довільним чином скомпонованого у джгут, форма перерізу якої є трипелюстковою, чотирипелюстковою, Vподібною, І-подібною, подібною до стилізованої літери I, С-подібною або трубчастою, змішування матеріалу-попередника вугілля з матрицею, формування суміші з наданням їй певної заздалегідь визначеної форми, отвердження суміші з одержанням композита матеріалу-попередника вугілля згаданої заздалегідь визначеної форми, обвуглення композита матеріалу-попередника вугілля, активування матеріалу-попередника вугілля, та розкладання матриці з одержанням вугільного виробу з каналами, що за формою відповідають певній матриці. 2. Спосіб за п. 1, який відрізняється тим, що матриця містить поліпропілен. 3. Спосіб за п. 1, який відрізняється тим, що формування суміші з наданням їй заздалегідь визна 2 (19) 1 3 Курильні вироби, зокрема, сигарети, як правило включають в себе тютюновий пруток з подрібненого тютюну (звичайно у формі різаного наповнювача), оточеного паперовою обгорткою, та циліндричний фільтр, розташований вздовж однієї лінії з тютюновим прутком та приєднаний до його кінця. У типових випадках фільтр включає в себе пробку з ацетилцелюлозного джгута, приєднану до тютюнового прутка за допомогою обідкового паперу. При курінні сигарети курець просмоктує головний струмінь диму із запаленого кінця сигарети. Просмоктуваний сигаретний дим спочатку надходить у передню кінцеву частину фільтра, а потім проходить через розташовану нижче за ходом диму частину, яка прилягає до кінця сигарети, що вставляється в рот, через який споживач просмоктує дим. Для досягнення відповідної ефективності фільтрування у сигаретний фільтр вводяться різні матеріали, наприклад, вугілля. Сучасним способом введення адсорбувальних матеріалів у сигаретні фільтри є фізичне введення частинок адсорбенту у проміжки між ацетилцелюлозними (СА) волокнами. Більш досконалим та більш дорогим рішенням є вміщення певних матеріалів у порожнини між пробками з СА у заздалегідь визначеній конфігурації, наприклад, у конфігурації фільтра «пробка-порожнина-пробка», з метою обмеження впливу триацетинового в'яжучого на адсорбент. Деякі сигарети включають в себе секції фільтрів з адсорбувальними матеріалами, наприклад, з активованим вугіллям, для забезпечення бажаних фільтрувальних характеристик. Приклади таких фільтрів описані у патентах США№ 2,881,770 на ім'я Тові (Tovey); № 3,353,543 на ім'я Спроулл та ін. (Sproull et al); № 3,101,723 на імя Зелігман та ін. (Seligman et al); та № 4,481,958 на ім'я Раньє та ін. (Ranier et al). Деякі наявні на ринку фільтри містять частинки або гранули вугілля (наприклад, активованого вугілля) окремо або дисперговані у СА джгуті. Інші наявні на ринку фільтри містять вугільні волокна, розподілені у фільтрі; ще інші наявні на ринку фільтри мають конструкції, що звуться «пробка-порожнина-пробка», «порожнинний фільтр» або «потрійний фільтр». Прикладами наявних на ринку фільтрів є подвійний фільтр із суцільним активованим вугіллям (SCS IV Dual Solid Charcoal Filter) та потрійний фільтр із суцільним активованим вугіллям (Triple Solid Charcoal Filter) фірми Filtrona International, Ltd.; потрійний порожнинний фільтр (Triple Cavity Filter) фірми Baumgartner; та фільтр ACT фірми Filtrona International, Ltd. Детальний опис властивостей та складу сигарет та фільтрів можна знайти у патентах СІЛА № 5,404,890 та № 5,568,819, обидва на ім'я Джентрі та ін. (Gentry et al), інформація з яких включена до цього опису шляхом посилання. Елементи сигаретних фільтрів, які включають в себе вугільні матеріали, мають здатність до видалення певних компонентів із головного струменя диму, що проходить через фільтр. Зокрема, активоване вугілля сприяє зниженню рівнів вмісту деяких компонентів газової фази, наявних у голов 94585 4 ному струмені диму, наслідком чого є зміна органолептичних та токсикологічних властивостей диму. Бажано було б запропонувати сигарету, яка має сигаретний фільтр, що включає в себе вугілля та/або інші матеріали, здатні абсорбувати та/або адсорбувати компоненти газової фази, наявні у головному струмені диму сигарети, з одночасним забезпеченням сприятливих характеристик абсорбції та/або адсорбції, розведення та просмоктування, з метою підвищення прийнятності для споживача. Крім того, наявні на ринку активовані вугілля та молекулярні сита, як правило, постачаються у гранульованих та порошкоподібних формах. Матеріали у цих формах не зберігають когезію у масі продукту, і гранули або зерна порошку мають тенденцію до осадження після введення у сигаретний фільтр. Тому бажано формувати стрижнеподібні вироби з активованого вугілля з каналами, наприклад, формовані монолітні трубки, для застосування у сигаретних фільтрах із метою забезпечення зниженого опору просмоктуванню, підвищення загальної кількості дисперсного матеріалу та покращення цілісності виробу. Згідно з варіантом здійснення винаходу, якому віддається перевага, пропонується спосіб змішування надлишку матеріалів-попередників вугілля, наприклад, фенольних смол, із волокнистими матрицями, виготовленими з матеріалів, що дають низький вихід вугілля, наприклад, із поліпропілену; формування одержаної суміші у напівфабрикати заздалегідь визначеної форми, наприклад, шляхом протягання суміші через паперову, пластмасову, металеву або скляну трубку; відрізання надлишку суміші або розрізання згаданої трубки для одержання заготовки циліндричної форми; ствердження суміші у трубці з одержанням композита матеріалу-попередника стабільної форми; видалення трубки; обвуглення композита матеріалупопередника в інертній атмосфері або у вакуумі; та розкладання волокнистої матриці з одержанням фасонних вугільних виробів, наприклад, монолітних трубок із фігурними каналами. Згідно з подальшими варіантами здійснення винаходу, яким віддається перевага, пропонуються монолітні вугільні вироби із фігурними каналами та їх застосування для виготовлення фільтрів, більш конкретно, сигаретних фільтрів, ефективних із точки зору видалення компонентів газової фази з диму. Нові ознаки та переваги цього винаходу, окрім згаданих вище, будуть зрозумілі для фахівців у галузі з поданого нижче детального опису винаходу у поєднанні з фігурами, що додаються, де аналогічні деталі позначено однаковими числовими позиціями. На фігурах: - на Фіг. 1 схематично показано стадії виготовлення сигаретного фільтра із фігурними каналами за цим винаходом; - на Фіг. 2 показано вигляд збоку сигарети із частковим розрізом для ілюстрування її внутрішніх елементів, в тому числі фільтра типу «пробка 5 порожнина-пробка», причому фільтр включає в себе вугільний виріб за цим винаходом; - на Фіг. 3 показано трипелюстковий поперечний переріз волокнистої матриці за цим винаходом; - на Фіг. 4 показано чотирьохпелюстковий поперечний переріз волокнистої матриці за цим винаходом; - на Фіг. 5 показано V-подібний поперечний переріз волокнистої матриці за цим винаходом; - на Фіг. 6 показано комбінацію волокнистих матриць за цим винаходом, що мають поперечний переріз форми стилізованої літери І; - на Фіг. 7 показано С-подібний поперечний переріз волокнистої матриці за цим винаходом; - на Фіг. 7А показано круглий поперечний переріз волокнистої матриці за цим винаходом; - на Фіг. 7 В показано кільцеподібний поперечний переріз волокнистої матриці за цим винаходом; - на Фіг. 8 показано поперечний переріз неправильної форми волокнистої матриці за цим винаходом; - на Фіг. 9 показано зіставлення кількості 1,3бутадієну у фільтрованому димі залежно від номера затягування для зразка відомої сигарети 1R4F з СА фільтром та для сигарети із фільтром, виготовленим за цим винаходом; - на Фіг. 10 показано зіставлення кількості ацетону у фільтрованому димі залежно від номера затягування для зразка відомої сигарети 1R4F з СА фільтром та для сигарети із фільтром, виготовленим за цим винаходом; - на Фіг. 11 показано зіставлення кількості бензолу у фільтрованому димі залежно від номера затягування для зразка відомої сигарети 1R4F з СА фільтром та для сигарети із фільтром, виготовленим за цим винаходом; та - на Фіг. 12 показано зіставлення кількості формальдегіду у фільтрованому димі залежно від номера затягування для зразка відомої сигарети 1R4F з СА фільтром та для сигарети із фільтром, виготовленим за цим винаходом. На Фіг. 1 та Фіг. 2 показано приклади способу за цим винаходом та кінцевого виробу, одержаного цим способом. Легко зрозуміти, що обсяг винаходу не обмежується цими варіантами здійснення. Навпаки, обсяг цього винаходу охоплює альтернативні варіанти, які включають фільтр та спосіб виготовлення фільтра, описаного в цьому документі. Як показано на Фіг. 1, вихідним матеріалом для типового способу, придатного для застосування на стадії змішування, може бути волокниста матриця 10 із порожнистими каналами 12. Волокниста матриця 10 може бути виготовлена з матеріалу, з якого після термічного розкладання утворюється незначна кількість залишку. Матриці 10 також можуть містити матеріали, що утворюють незначну кількість вугілля. Серед матеріалів, придатних для цієї мети, перевага віддається поліпропілену (РР). Волокниста матриця 10 може мати поперечний переріз будь-якої форми, в тому числі (але не тільки) трипелюсткової, чотирьохпелюсткової, Vподібної, стилізованої І-подібної або комбінованої 94585 6 І-подібної, С-подібної, круглої, трубчастої та неправильної форми; ці форми позначено на Фіг. 3-8 відповідно позиціями 10-10G. Ці форми перерізу можна виготовити шляхом екструзії, прядіння або іншого способу формоутворення, як описано, наприклад, у патенті США № 5,057,368 на ім'я Ларгмена та ін. (Largman et al). Форма поперечного перерізу забезпечує наявність поздовжніх каналів 12, які можуть бути безперервними та сполучаються з поверхнею матриці 10. Поздовжні канали 12 можуть мати різноманітні форми залежно від форми матриці; ці форми позначено на Фіг. 3-8 відповідно позиціями 12-12Е. Згорнуту у джгут волокнисту матрицю можна змішувати з матеріалом-попередником вугілля у контейнері (не показаному) для виготовлення просоченого матеріалом-попередником джгута 11. Стадію змішування можна виконувати за добре відомими способами, наприклад, описаними у патентах США № 6,584,979 та № 5,772,768 на ім'я Цзю та ін. (Xue et al). Добре відомі також додаткові способи, описані, наприклад, у публікації «Високоефективні фасонно-волокнисті фільтри для видалення кислотних газів» у складі збірки «Теоретичні та прикладні аспекти хімічно модифікованих поверхонь» ("Highly Efficient Acid-Gas Removing Shaped Fiber Filters", in: Fundamental and Applied Aspects of Chemically Modified Surfaces; The Royal Society of Chemistry; Ed. by С. Little and J. Blitz; page 154, 1999). Для забезпечення безперервного та однорідного просочення матриці 10 матеріаломпопередником 18 можуть виявитися необхідними певні умови інтенсивності перемішування або обертання контейнера. Матеріали-попередники вугілля, застосовувані на стадії змішування, можуть мати форму твердих частинок, гелів, рідин, пін або їх сумішей, які при нагріванні до відповідної температури в інертній атмосфері або у вакуумі утворюють вугілля або вуглеподібні матеріали. До придатних матеріалів цих класів належать (але без обмеження поданим нижче переліком) фенольні смоли, нафтові пеки, поліакрилонітрил, целюлоза, похідні целюлози, полівінілацетат (ПВА) та їх суміші. З метою модифікування розподілу пор у готових вуглеподібних матеріалах у суміш можна вводити додаткові неорганічні матеріали, наприклад, молекулярні сита, цеоліти та силікати. Застосовуваними фенольними смолами можуть бути неотверджені або частково отверджені смоли типу «Новолак» у присутності стверджувальних речовин, або резоли (самотвердіючі смоли) або суміші цих двох типів смол. Виготовлення пористих формованих вугільних матеріалів на основі фенольних смол із застосуванням подрібнених частково отверджених смол описано, наприклад, у патенті США № 4,917,835 на ім'я Лір та ін. (Lear et al). Волокнисту матрицю 10 можна обробляти як довільним чином скомпонований пучок або джгут 11, або так, що матриці або відрізки матриці будуть або не будуть взаємно впорядкованими. Джгут 11, який може включати в себе одне або кілька волокон, потім протягують разом із матеріалом-попередником 18 вугілля через форму 14 певних розмірів, яка показана на Фіг. 1, наприклад, у 7 формі трубки. Форма може включати в себе папір, пластмасу, метал або скло. У суміш може бути введена така кількість матеріалу-попередника 18 вугілля, яка забезпечує скріплення матриць 10 у цілісну масу. Усі порожнини, отвори або проміжки кільцевого перерізу у формі 14 можуть бути заповнені матеріаломпопередником 18. Відношення маси матеріалупопередника 18 вугілля до маси поліпропіленової матриці 10, яке зветься також коефіцієнтом навантаження, у варіанті, якому віддається перевага, лежить у межах від 0,2 до 6, але не обмежується цим діапазоном. Для одержання результатів, аналогічних результатам періодичного процесу, можна застосовувати процеси безперервного просочування з використанням безперервних рулонів волокна матриці 10. Матриці 10 можна протягати в безперервному режимі через контейнер (не показаний), що вміщує матеріал-попередник 18 вугілля, компактувати за допомогою конічного напрямного пристрою (не показаного) та вводити у безперервну форму (не показану) для подальшої обробки. Для забезпечення безперервного однорідного просочення може виявитися необхідною певна інтенсивність перемішування або обертання форми. У заявці на патент США № 10/294,346 під назвою "Continuous Process for Impregnating Solid Adsorbent Particles into Shaped Micro-cavity Fibers and Fiber Filters", включеній до цього опису шляхом посилання у повному її обсязі, описано приклад способу безперервної обробки та просочування волокнистих матриць. Після заповнення форми 14 сумішшю, яка містить матрицю 10 та матеріал-попередник 18, надлишок матриці 10 та/або матеріалу-попередника 18 із джгута 11 може видаватися за межі форми 14, як показано на Фіг. 1. Для забезпечення бажаної довжини та відділення надлишків матриць 10 із джгута 11 або матеріалу-попередника 18, що видаються за межі форми 14, можна застосувати леза 16. Потім матеріал-попередник 18 та матриці 10 отверджують для одержання композита 19. Для отвердження суміші можна вибрати умови, при яких зберігається цілісність матриці 10, а матеріал-попередник 18 вугілля твердне у формі. Умови отвердження значною мірою залежать від компонентів матеріалу-попередника 18 вугілля, особливо у випадку застосування неотверджених компонентів як в'яжучих. Наприклад, отвердження можна виконувати шляхом нагрівання у регульованій атмосфері при температурі приблизно від 120°С до 160°С протягом приблизно від 15 хв до 60 хв, хоча прийнятними можуть виявитися також 94585 8 інші температури та тривалості процесу. До фенольного матеріалу-попередника можна додавати певну кількість кислоти з метою прискорення твердіння. Після отвердження композит може зберігати свою форму навіть у разі видалення форми 14. Потім композит можна піддати обвугленню. Наприклад, композит 19 можна нагрівати в інертному середовищі та/або у вакуумі, при цьому матриця 10 може розкластися і уможливити перетворення композиту 19 у формований вугільний виріб 21, наприклад, у монолітну трубку з порожнинами або каналами 20. Температура обвуглення вибирається відповідно до застосованого матеріалупопередника. Наприклад, температуру можна вибрати з діапазону від приблизно 600°С до приблизно 950°С, і у варіанті, якому віддається перевага, вона становить приблизно 850°С. Форма каналів 20 відповідає формі матриць 10. Як і при отвердженні, умови обвуглення можуть варіювати залежно від компонентів матеріалу-попередника 18 вугілля. Застосовуючи різні форми та умови оброблення, можна одержати різноманітні виходи вугілля та конфігурації каналів. У Таблиці 1 показано сім прикладів, у яких процес виконувався із застосуванням різних форм матриць та умов оброблення з метою одержання різних каналів. У кожному з прикладів поліпропіленову матрицю змішували з матеріалом-попередником вугілля на ї основі фенольної смоли. Застосовувалися матриці з масою 16 деньє та 24 деньє на волокно (dpf) діаметром від приблизно 60 мкм до 120 мкм. У Таблиці 1 ці діаметри позначено як d1. У випадку трипелюсткового перерізу матриці діаметр характеризує кільцеву форму, створену поперечним перерізом. У випадку С-подібного або неправильного перерізу діаметр d1 характеризується двома числами, які відповідають розміру поперечного перерізу вздовж двох взаємно перпендикулярних напрямів. Матриці вміщувалися у форму з коефіцієнтом навантаження в межах від 0,2 до 6. Ствердження виконувалося приблизно при 150°С протягом приблизно 25-40 хв. Після ствердження композит мав діаметр D1. До фенольного матеріалу-попередника можна додавати певну кількість кислоти з метою прискорення твердіння. Обвуглення виконувалося при приблизно 850°С протягом приблизно 1-2 год. Після обвуглення діаметр виробу зменшувався до D2. Вихід вугілля становив, як правило, 30-40% (мас), залежно від вмісту поліпропілену у напівфабрикаті композита. Форма каналів, що утворювалася у вугільних виробах, відповідала формі матриці. Кінцевий діаметр каналів становив d2, а кінцеву 2 кількість каналів на 1 мм позначено символом N. 9 Формовані вугільні вироби 21 можна активувати з метою одержання адсорбувальних матеріалів із високою питомою поверхнею для застосування при фільтруванні. З літератури відомі численні способи активування, наприклад, нагрівання з діоксидом вуглецю або водяною парою. Наприклад, формований вугільний виріб за Прикладом 7 з Таблиці 1 можна активувати із застосуванням діоксиду вуглецю при температурі 950°С протягом приблизно 40 хв. При ступені вигоряння 25% одержано значення питомої поверхні (визначеної методом БЕТ (Брунауера-Еммета-Теллера)) 1219 2 3 м Д та об'єм мікропор (
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for forming of carbon article, smoking material and carbon article
Автори англійськоюXUE LIXIN, ZHUANG SHUZHONG, YU LIQUN, Pane John B., III
Назва патенту російськоюСпособ изготовления угольного изделия, курительное изделие и угольное изделие
Автори російськоюСюе Лисинь Люк, Чжуань Шучжон, Ю Ликан, Пейн Джон Б., ИИИ
МПК / Мітки
МПК: C01B 31/08, C01B 31/02, A24D 3/16, A24D 3/02
Мітки: виробу, виріб, вугільній, виготовлення, спосіб, курильний, вугільного
Код посилання
<a href="https://ua.patents.su/7-94585-sposib-vigotovlennya-vugilnogo-virobu-kurilnijj-virib-ta-vugilnijj-virib.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення вугільного виробу, курильний виріб та вугільний виріб</a>
Спосіб виготовлення фільтра курильного виробу з ароматизатором (варіанти), курильний виріб (варіанти) та фільтр курильного виробу (варіанти)
Номер патенту: 88172
Опубліковано: 25.09.2009
Автори: Гонтермен Рікі А., Хікс Дуглас Р.
Мітки: фільтр, курильний, виробу, виріб, спосіб, курильного, ароматизатором, виготовлення, варіанти, фільтра
Формула / Реферат:
1. Спосіб виготовлення фільтра курильного виробу з ароматизатором, який полягає в тому, що з ароматизатором змішують сполучне, вибране із групи, яка включає карбоксиметилцелюлозу, пулулан, гідроксипропілметилцелюлозу, гідроксіетилцелюлозу, гідроксипропілцелюлозу, полівінілпіролідон, полівініловий спирт, альгінат натрію, поліетиленгліколь, ксантанову камедь, трагакантову камедь, гуарову камедь, аравійську камедь, гуміарабік, поліакрилову...
Композиція різаного наповнювача та курильний виріб, що містять металовмісні нанодроти, та спосіб виготовлення курильного виробу
Номер патенту: 94250
Опубліковано: 26.04.2011
Автори: Луан Чжаохуа, Форнір Джей А.
МПК: A24D 3/16, A24B 15/28
Мітки: курильний, спосіб, містять, виготовлення, композиція, виробу, курильного, виріб, нанодроти, різаного, наповнювача, металовмісні
Формула / Реферат:
1. Композиція різаного наповнювача, яка містить тютюн та металовмісні нанодроти, причому металовмісні нанодроти здатні вилучати з тютюнового диму щонайменше один компонент, вибраний з групи: монооксид вуглецю та оксид азоту, і містять принаймні один метал, оксид металу або їх суміші, де метали вибрані з групи: В, Аl, Si, Ті, V, Мn, Fe, Co, Сu, Zn, Ge, Y, Zr, Nb, Mo, Ru, Rh, Pd, Ag, Ce, Hf, Та, W, Re, Ir, Pt та Au. 2. Композиція...
Фільтр курильного виробу та курильний виріб
Номер патенту: 93765
Опубліковано: 10.03.2011
Автор: Д'юк Мартін Грехем
МПК: A24D 3/04
Мітки: виробу, курильного, курильний, фільтр, виріб
Формула / Реферат:
1. Фільтр для курильного виробу, що має першу і другу секції, причому перша секція знаходиться на випускному кінці фільтра і містить циліндричний елемент, який має порожнисту ділянку, що проходить через нього, і оточений обгорткою, а друга секція поєднана в подовжньому напрямі з першою секцією, примикаючи до неї, і містить фільтруючий матеріал, а також дисперсний матеріал, розміщений по її периферійній області до кінця другої секції,...
Вуглевмісна композиція для нагрівника курильного виробу та курильний виріб негорючого типу
Номер патенту: 88120
Опубліковано: 10.09.2009
Автори: Такеуті Манабу, Катаяма Казухіко, Кобаясі Масаакі, Коіде Акіхіро
МПК: A24F 13/00, A24F 47/00
Мітки: нагрівника, типу, композиція, виробу, виріб, курильний, вуглевмісна, негорючого, курильного
Формула / Реферат:
1. Вуглевмісна композиція для нагрівника курильного виробу негорючого типу, яка відрізняється тим, що вона містить вугілля і 0,5-5,0 мас. % багатоатомного спирту від загальної маси композиції.2. Композиція за п. 1, яка відрізняється тим, що кількість багатоатомного спирту становить 1,0-5,0 мас. % від загальної маси композиції.3. Композиція за п. 1, яка відрізняється тим, що багатоатомним спиртом є гліцерин або...
Обгортка курильного виробу та курильний виріб
Номер патенту: 92520
Опубліковано: 10.11.2010
Автори: Гарг Раджеш К., Фен Тоні А.
МПК: A24D 1/00
Мітки: виріб, курильного, курильний, обгортка, виробу
Формула / Реферат:
1. Обгортка курильного виробу, яка включає в себе: полотно-основу; тащонайменше одну поперечну смужкувату ділянку, яка має першу, другу та третю зони, причому у першій та третій зонах розташований додатковий матеріал, який зменшує проникність згаданої обгортки;причому кожна зі згаданих першої та третьої зон має таку ширину, що якби перша або третя зона була нанесена окремо на обгортки курильних виробів, то курильні вироби мали...
Попередній патент: Спосіб виготовлення вугільного волокна, вугільне волокно, виготовлене цим способом, фільтр, що містить це волокно, та сигарета, що містить цей фільтр
Наступний патент: N-ацильні похідні амінокислот, спосіб їх одержання, фармацевтична композиція і їх застосування як протиалергічних, протизапальних і гіполіпідемічних засобів
Випадковий патент: Фотоварикап мдн конструкції