Пристрій для поверхневої обробки робочого валка при гарячій прокатці

Формула / Реферат
Пристрій для поверхневої обробки робочого валка при гарячій прокатці, що містить щітку, установлену в тримачі, натискний елемент, виконаний у вигляді поршневого циліндра подвійної дії, гідровібратор та опорні елементи, встановлені на внутрішній поверхні подушки робочого валка, який відрізняється тим, що щітка виконана пласкою й обладнана каретками, що опираються на напрямні, які закріплені на тримачі й установлені під кутом α до осі валка, при цьому щітка встановлена з можливістю зворотно-поступального переміщення як паралельно валку в осьовому напрямку, так і перпендикулярно валку за допомогою гідровібратора, шарнірно закріпленого на тримачі, крім того, щітка із тримачем установлена з можливістю переміщення до валка й від валка по напрямних опорного елемента за допомогою поршневого циліндра натискного елемента, закріпленого на опорному елементі, і шарнірно з'єднаного за допомогою тяги із тримачем.
Текст
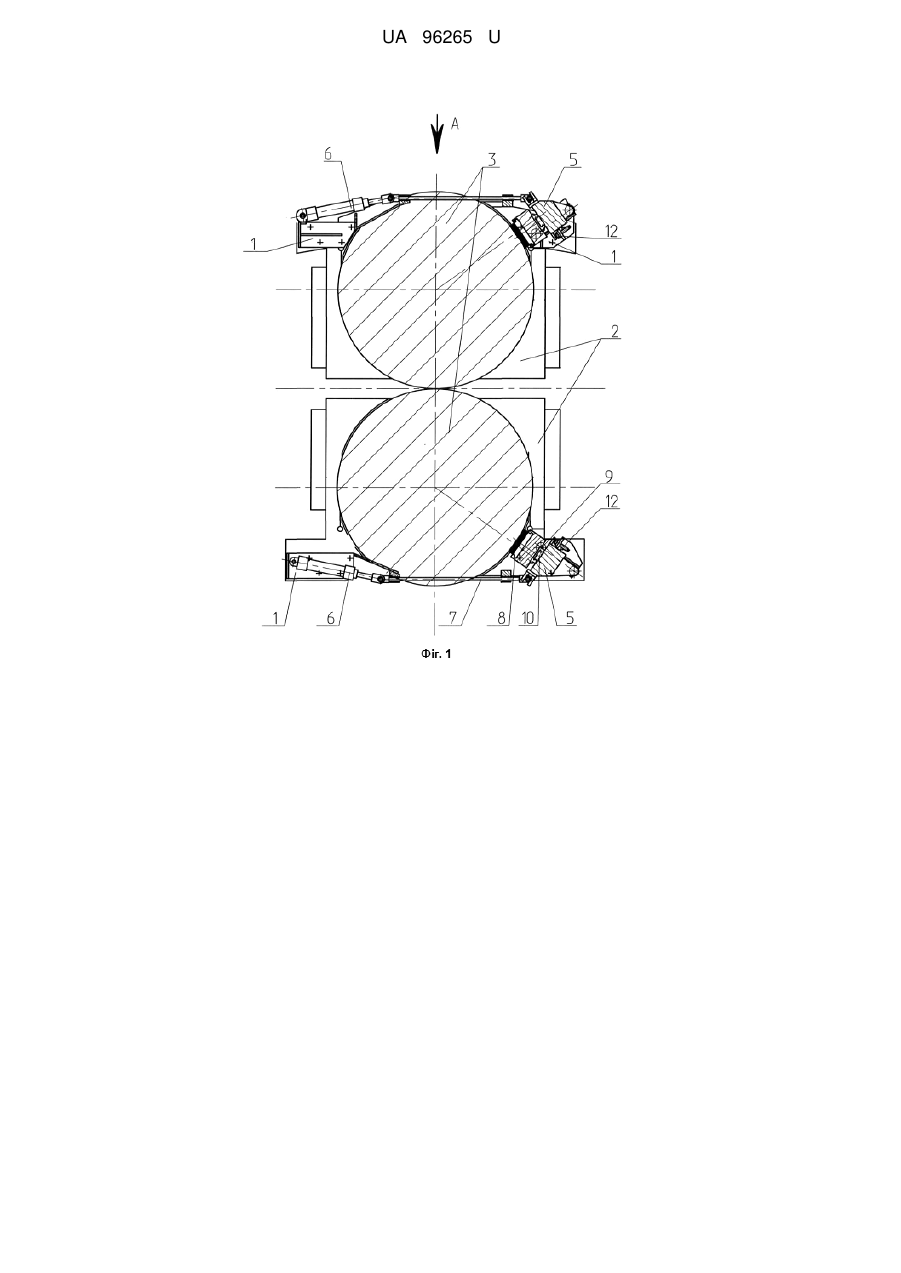
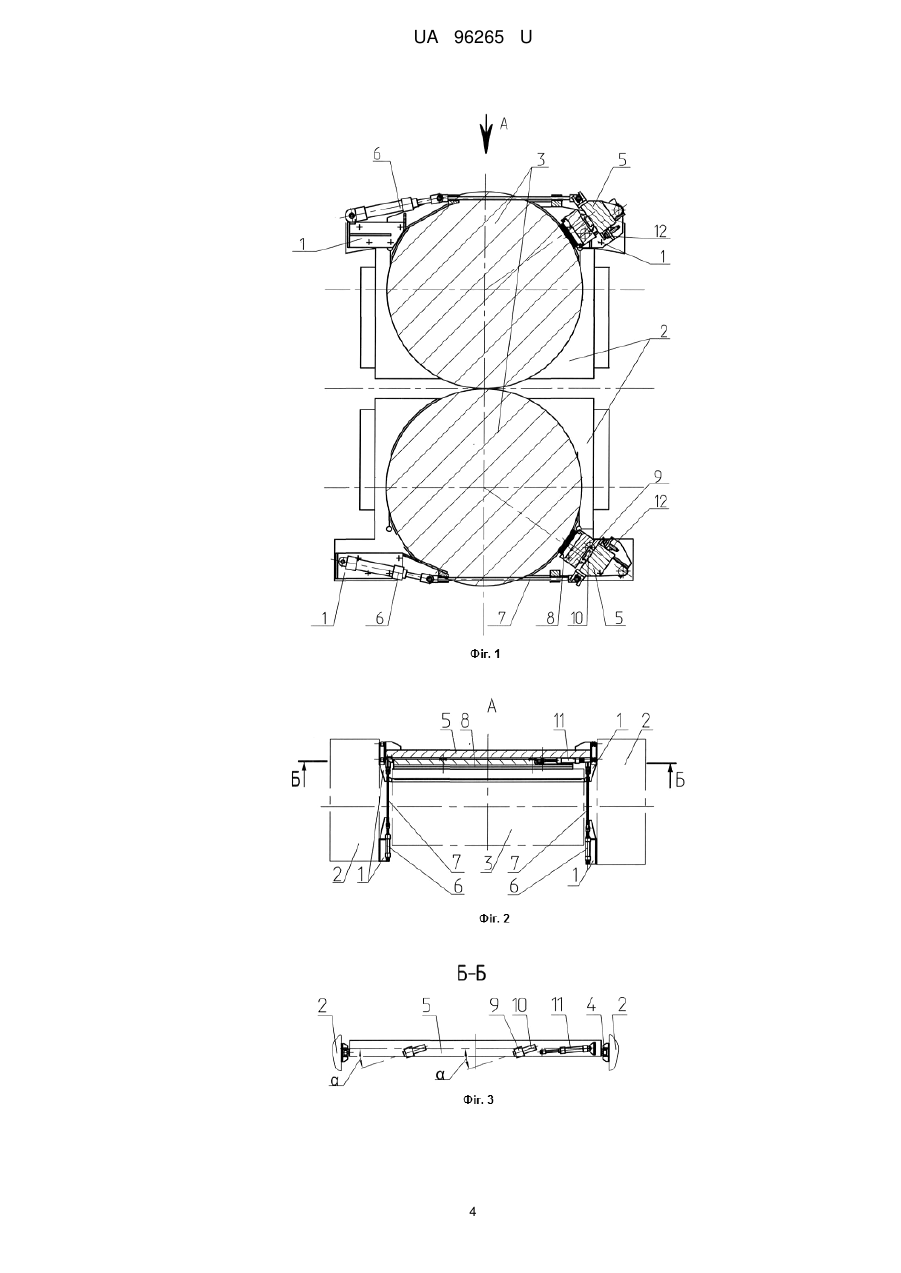
Реферат: UA 96265 U UA 96265 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі металургійного машинобудування, а саме до встаткування обробки металів тиском. Технічне рішення може бути використано в прокатних клітях станів гарячої прокатки алюмінію для очищення робочих валків від забруднень і частинок металу, які налипають на робочу поверхню валків у процесі прокатки на гарячому стані. Таку обробку робочих валків виконують для забезпечення необхідної якості поверхні плит, листів і штаби на станах гарячої прокатки. Несвоєчасне видалення забруднень і частинок металу з поверхні робочих валків приводить до того, що вони переносяться на поверхню штаби, що прокочується, і відповідно погіршує якість одержуваного прокату й збільшує відсоток відбраковування готового прокату через наявність на його поверхні місць з металевих і неметалевих включень. Для усунення цього негативного явища, кліті сучасних станів гарячої прокатки алюмінію обладнуються вузлами робочих валків із щітковими пристроями різного конструктивного виконання. Очищення поверхні робочих валків відбувається під час притиснення щіток до робочої поверхні робочих валків. Відомий пристрій для очищення поверхні ролика (патент RU 57 156). Особливістю пристрою, який чистить ролик, є те, що пристрій кріпиться на столі поруч із роликом нижче нижньої поверхні штаби й з'єднаний через стіл зі станиною, на якій розташовані опори ролика, а елемент, який чистить, закріплений планками на поперечці, яка приєднана до шарнірно обертових важелів, один з яких приводний, подовжений, має тримач й забезпечує переміщення поперечки в напрямку ролика, що очищається, і від нього. Недоліком аналога є те, що: ефективність очищення ролика низька, тому що щітка під час роботи не переміщається відносно ролика; відсутня можливість очищення самої щітки в процесі роботи від частинок металу й забруднень, що потрапили на ворс із поверхні ролика. Як прототип вибраний пристрій для поверхневої обробки прокатного валка при гарячій прокатці (патент RU 2 091188). Виконавчим елементом у цьому пристрої, що очищує поверхню робочого валка, є щітковий валик, установлений у тримачах. Під час прокатки щітковий валик притискається до робочого валка натискним елементом. Натискний елемент виконаний у вигляді поршневого циліндра подвійної дії. Очищення поверхні робочого валка здійснюється за рахунок того, що щітковий валик обертається протилежно напрямку обертання валка, а також лінійно зсувається паралельно осі валка на певну величину вперед та назад. Щітковий валик установлений у тримачах. Поворотні опори тримачів установлені на подушках робочого валка. По закінченню процесу прокатки обертання робочих валків припиняється, а щіткові валики відводяться від валків. Недоліком технічного рішення прийнятого за прототип є те, що пристрій складний у конструктивному виконанні. Коливальні рухи від гідровібратора до щітки передаються з використанням декількох проміжних елементів (сполучний фланець, затискна муфта й шарнірний вал), які проходять через тіло подушки й вимагають її додаткової обробки. А встановлення щітки відносно робочого валка блоком "поршень-циліндр" також здійснюється з використанням декількох проміжних елементів. В основу корисної моделі поставлена задача - зниження собівартості пристрою для поверхневої обробки прокатного валка при гарячій прокатці. Це завдання вирішується за рахунок технічного результату, що полягає в спрощенні конструкції пристрою. Для досягнення вищевказаного результату в пристрої для поверхневої обробки робочого валка при гарячій прокатці, що містить щітку, установлену в тримачі, натискний елемент, виконаний у вигляді поршневого циліндра подвійної дії, гідровібратор та опорні елементи, встановлені на внутрішній поверхні подушки робочого валка, згідно з корисною моделлю, щітка виконана пласкою й обладнана каретками, що опираються на напрямні, які закріплені на тримачі й установлені під кутом α до осі валка, при цьому щітка встановлена з можливістю зворотно-поступального переміщення як паралельно валку в осьовому напрямку, так і перпендикулярно валку за допомогою гідровібратора, шарнірно закріпленого на тримачі, крім того щітка із тримачем установлена з можливістю переміщення до валка й від валка по напрямних опорного елемента за допомогою поршневого циліндра натискного елемента, закріпленого на опорному елементі, і шарнірно з'єднаного за допомогою тяги із тримачем. У результаті порівняльного аналізу пропонованого пристрою для поверхневої обробки робочого валка при гарячої прокатці із прототипом установлене, що вони мають наступні загальні ознаки: щітка, яка установлена в тримачі; натискний елемент, виконаний у вигляді поршневого циліндра подвійної дії; 1 UA 96265 U 5 10 15 20 25 30 35 40 45 50 55 60 гідровібратор; опорні елементи, установлені на внутрішній поверхні подушки робочого валка; а також відмітні ознаки: щітка виконана пласкою; щітка обладнана каретками, які опираються на напрямні, закріплені на тримачі й установлені під кутом α до осі валка; щітка встановлена з можливістю зворотно-поступального переміщення як паралельно валку в осьовому напрямку, так і перпендикулярно валку за допомогою гідровібратора, шарнірно закріпленого на тримачі; щітка із тримачем установлена з можливістю переміщення до валка й від валка по напрямних опорного елемента за допомогою поршневого циліндра натискного елемента, закріпленого на опорному елементі, і шарнірно з'єднаного за допомогою тяги із тримачем. Таким чином, запропонований пристрій для поверхневої обробки прокатного валка при гарячій прокатці має нове конструктивне виконання вузлів і деталей, нові деталі, додаткові зв'язки вузлів і деталей, а також нове розміщення їх один відносно одного. Між відмітними ознаками та технічним результатом, який досягається, існує причиннонаслідковий зв'язок. Завдяки тому, що в пропонованому пристрої щітка виконана пласкою й обладнана каретками, що опираються на напрямні, які закріплені на тримачі й установлені під кутом α до осі валка, при цьому щітка встановлена з можливістю зворотно-поступального переміщення як паралельно валку в осьовому напрямку, так і перпендикулярно валку за допомогою гідровібратора, шарнірно закріпленого на тримачі, крім того щітка із тримачем установлена з можливістю переміщення до валка й від валка по напрямних опорного елемента за допомогою поршневого циліндра натискного елемента, закріпленого на опорному елементі, і шарнірно з'єднаного за допомогою тяги із тримачем, стало можливим спростити конструктивне виконання пристрою й тим самим знизити собівартість устаткування. Виключення з вищевказаної сукупності відмітних ознак хоча б однієї з них не забезпечує досягнення технічного результату. Технічне рішення, яке заявляється, невідомо з рівня техніки й тому воно є новим. Корисна модель, яка заявляється, промислово застосовна, тому що її технологічне й технічне виконання не представляє складностей. По запропонованому технічному рішенню виконаний технічний проект пристрою для поверхневої обробки прокатного валка стану 3000 гарячої прокатки алюмінію ТОВ "КраМЗ" у М.Красноярськ, Росія. Таким чином корисній моделі, яка заявляється, може надаватися правова охорона, тому що вона є новою й промислово застосована, тобто відповідає критеріям корисної моделі. Корисна модель пояснюється кресленнями, на яких зображені: Фіг. 1 - пристрій для поверхневої обробки робочого валка при гарячій прокатці; Фіг. 2 - Вигляд А на фіг. 1; Фіг. 3 - Б-Б на фіг. 2. Пристрій для поверхневої обробки прокатного валка при гарячій прокатці встановлений на опорних елементах 1 (фіг. 1). Опорні елементи 1 закріплені на внутрішніх пласких поверхнях подушок 2 робочого валка 3. Опорні елементи 1 оснащені напрямними 4. На напрямних 4 установлений тримач 5 з можливістю переміщення до валка й від валка за допомогою поршневого циліндра натискного елемента 6, закріпленого на опорному елементі 1 і шарнірно з'єднаного за допомогою тяги 7 із тримачем 5 (фіг. 2). Робочим елементом пристрою є пласка щітка 8, яка розташована уздовж робочого валка 3. На щітці закріплені каретки 9, якими вона опирається на напрямні 10, установлені на тримачі 5, з можливістю переміщення по цих напрямних. Напрямні й каретки встановлені під кутом α до осі робочого валка (фіг. 3). Зворотно - поступальне переміщення щітки 8 по напрямним 10 здійснюється за допомогою гідровібратора 11 (поршневого циліндра подвійної дії), шарнірно з'єднаного із щіткою 8 і тримачем 5. Величина притиснення щітки до валка регулюється за допомогою упорів 12, розміщених на опорному елементі 1 та контактуючих із тримачем 5. Пристрій для поверхневої обробки прокатного валка при гарячій прокатці працює наступним чином. У процесі складання валкових вузлів регулюють розмір притиску щітки до валка за допомогою упорів 12 розміщених на опорному елементі 1 і контактуючих із тримачем 5 під час підведення щітки до валка. Перед початком прокатки, коли головний привод кліті включений, і валки 3 почали обертатися, тримач 5 разом із щіткою 8 підводять до робочого валка 3. При цьому, тримач 5 переміщається по напрямним 4. Напрямними 4 постачені опорні елементи 1, які закріплені на 2 UA 96265 U 5 10 15 внутрішніх поверхнях подушок 2 робочого валка 3 і на яких установлений пристрій, що заявляється. Переміщення тримача 5 разом із щіткою 8 по напрямних 4 до валка 3 здійснюється за допомогою циліндрів натискного елемента 6, закріплених на опорних елементах 1 і шарнірно з'єднаних за допомогою тяг 7 із тримачем 5. При цьому, вектор напрямку цього переміщення проходить через вісь валка 3, що дозволяє забезпечити надійний контакт щітки 8 з валком у всьому діапазоні діаметрів валка в міру його зменшення внаслідок переточувань у процесі експлуатації. Одночасно із притисненням щітки до валка включається гідровібратор 11 (поршневий циліндр подвійної дії), який надає руху щітці 8. При цьому щітка починає зворотнопоступально переміщатися, опираючись своїми каретками 9 на напрямні 10, закріплені на тримачі 5. Завдяки тому, що напрямні 10 і каретки 9 установлені під кутом α до осі робочого валка 3, за допомогою гідровібратора 11 щітка переміщається уздовж робочого валка, так і поперек валка. Завдяки такому переміщенню щітки 8, у контакті з валком по черзі перебувають різні ділянки щітки, у той час, як інші ділянки, які вийшли з контакту із щіткою, можуть вільно зазнати очищенню за допомогою подаваної на них емульсії під тиском. По закінченні процесу прокатки тримач 5 разом із щіткою 8 відводиться від валка 3 циліндром натискного елемента 6 і вимикається гідровібратор 11. З вищевикладеного видно, що виконання пристрою для поверхневої обробки прокатного валка при гарячій прокатці, згідно формули корисної моделі, дозволить знизити собівартість устаткування за рахунок спрощення конструкції, пристрою, який заявляється. 20 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 Пристрій для поверхневої обробки робочого валка при гарячій прокатці, що містить щітку, установлену в тримачі, натискний елемент, виконаний у вигляді поршневого циліндра подвійної дії, гідровібратор та опорні елементи, встановлені на внутрішній поверхні подушки робочого валка, який відрізняється тим, що щітка виконана пласкою й обладнана каретками, що опираються на напрямні, які закріплені на тримачі й установлені під кутом α до осі валка, при цьому щітка встановлена з можливістю зворотно-поступального переміщення як паралельно валку в осьовому напрямку, так і перпендикулярно валку за допомогою гідровібратора, шарнірно закріпленого на тримачі, крім того, щітка із тримачем установлена з можливістю переміщення до валка й від валка по напрямних опорного елемента за допомогою поршневого циліндра натискного елемента, закріпленого на опорному елементі, і шарнірно з'єднаного за допомогою тяги із тримачем. 3 UA 96265 U 4 UA 96265 U Комп’ютерна верстка І. Мироненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Автори англійськоюBortnyk Valerii Viktorovych
Автори російськоюБортник Валерий Викторович
МПК / Мітки
МПК: B21B 28/00
Мітки: робочого, поверхневої, гарячій, валка, пристрій, обробки, прокатці
Код посилання
<a href="https://ua.patents.su/7-96265-pristrijj-dlya-poverkhnevo-obrobki-robochogo-valka-pri-garyachijj-prokatci.html" target="_blank" rel="follow" title="База патентів України">Пристрій для поверхневої обробки робочого валка при гарячій прокатці</a>
Пристрій регулювання міжклітьового натягу смуги при гарячій прокатці

Номер патенту: 78756
Опубліковано: 25.04.2007
Автори: Єлецьких Володимир Іванович, Леонідов-Каневський Євген Володимирович, Стеч Володимир Станіславович, Гагарін Павло Павлович, Капорович Світлана Едуардівна, Барабаш Андрій Володимирович
МПК: B21B 37/48
Мітки: натягу, міжклітьового, пристрій, смуги, прокатці, регулювання, гарячій
Формула / Реферат:
1. Пристрій регулювання міжклітьового натягу смуги при гарячій прокатці, що включає попередню і наступну прокатні кліті з встановленими в станинах робочими валками і подушками, блок натягу смуги з датчиком положення натяжного пристрою, наприклад механізму переміщення подушок робочих валків попередньої кліті по осі, а також регулятор положення натяжного пристрою, що діє на головний привід однієї з клітей, оснащений датчиком швидкості, причому...
Спосіб регулювання міжклітьового натягу смуги при гарячій прокатці і пристрій для його реалізації
Номер патенту: 75964
Опубліковано: 15.06.2006
Автори: Капорович Світлана Едуардівна, Барабаш Андрій Володимирович, Стеч Володимир Станіславович, Леонідов-Каневський Євген Володимирович, Єлецьких Володимир Іванович, Гагарін Павло Павлович
МПК: B21B 37/48
Мітки: натягу, гарячій, реалізації, міжклітьового, спосіб, смуги, прокатці, регулювання, пристрій
Формула / Реферат:
1. Спосіб регулювання міжклітьового натягу смуги при гарячій прокатці, який включає надання смузі пружного розтягання за допомогою неузгодження швидкостей обертання робочих валків суміжних клітей і підтримку сталості натягу завдяки примусовій зміні довжини смуги в міжклітьовому проміжку, який відрізняється тим, що зміну довжини смуги здійснюють зсувом робочих валків однієї із суміжних клітей, наприклад, вхідної кліті уздовж осі...
Пристрій регулювання прогину робочого валка
Номер патенту: 47270
Опубліковано: 17.06.2002
Автори: Ніколаєв Віктор Олександрович, Андрусевич Дмитро Анатолійович
МПК: B21B 31/00
Мітки: пристрій, прогину, валка, робочого, регулювання
Формула / Реферат:
Пристрій регулювання прогину робочого валка, який містить робочі і опорні валки з подушками, гідроциліндри для противигину робочих валків, що встановлені у подушках нижнього робочого валка, гідроциліндри зрівноважування верхнього опорного валка, що встановлені у подушках нижнього опорного валка, та систему подачі рідини високого тиску, який відрізняється тим, що у подушках верхнього опорного валка встановлені клинові пристрої.
Спосіб охолодження та змащування валків при гарячій прокатці
Номер патенту: 103695
Опубліковано: 11.11.2013
Автори: Должанський Анатолій Михайлович, Бондаренко Оксана Анатоліївна, Полякова Наталія Володимирівна
МПК: B21B 27/10
Мітки: прокатці, змащування, гарячій, охолодження, спосіб, валків
Формула / Реферат:
Спосіб охолодження та змащування валків при гарячій прокатці, що включає попереднє формування мастильно-охолоджувальної суміші з використанням мастильної речовини в потоці її носія, який поступово рухається та обертається навколо своєї осі, шляхом тангенціальної ін'єкції складових суміші проти поступальної та обертальної складових руху носія, та нанесення суміші розпиленим струменем на валки, переважно, на вході металу в осередок деформації,...
Опорний вузол робочого валка

Номер патенту: 14130
Опубліковано: 25.04.1997
Автор: Ніколаєв Віктор Олександрович
МПК: B21B 31/00
Мітки: вузол, опорний, робочого, валка
Формула / Реферат:
Опорный узел рабочего валка, содержащий подушку рабочего валка, установленную между соединенными поперечиной боковинами подушки опорного валка, клин с плоской гранью и клиновой площадкой с уклоном в направлении прокатки, имеющий контакт с клиновой поверхностью, и распорный гидроцилиндр, плунжер которого оперт на одну из поверхностей клина, отличающийся тем, что, с целью повышения долговечности подшипников рабочих валков путем снижения осевых...
Попередній патент: Спосіб діагностики генералізованого пародонтиту
Наступний патент: Електрогідравлічний захват для лісу
Випадковий патент: Спосіб виробництва шлаколужного бетону