Спосіб регулювання міжклітьового натягу смуги при гарячій прокатці і пристрій для його реалізації
Номер патенту: 75964
Опубліковано: 15.06.2006
Автори: Барабаш Андрій Володимирович, Єлецьких Володимир Іванович, Стеч Володимир Станіславович, Капорович Світлана Едуардівна, Леонідов-Каневський Євген Володимирович, Гагарін Павло Павлович

Формула / Реферат
1. Спосіб регулювання міжклітьового натягу смуги при гарячій прокатці, який включає надання смузі пружного розтягання за допомогою неузгодження швидкостей обертання робочих валків суміжних клітей і підтримку сталості натягу завдяки примусовій зміні довжини смуги в міжклітьовому проміжку, який відрізняється тим, що зміну довжини смуги здійснюють зсувом робочих валків однієї із суміжних клітей, наприклад, вхідної кліті уздовж осі прокатки.
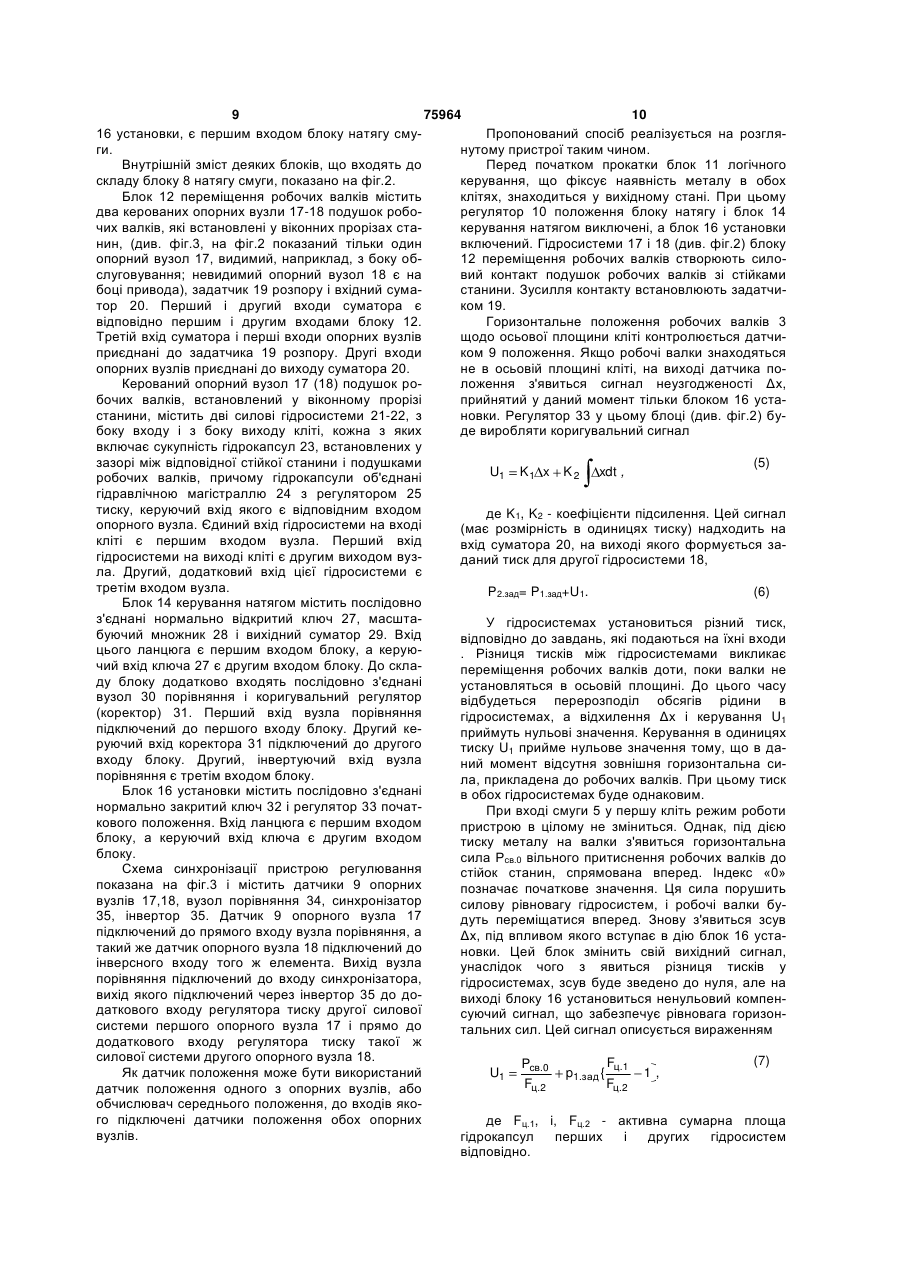
2. Пристрій регулювання міжклітьового натягу смуги при гарячій прокатці, що включає попередню і наступну прокатні кліті з встановленими в станинах робочими валками і подушками, блок натягу смуги з датчиком положення, регулятор положення, що діє на головний привід однієї з клітей, блок логічного керування, до виходу якого підключені керуючі входи блока натягу і регулятора положення, який відрізняється тим, що блок натягу виконаний у вигляді блока переміщення робочих валків уздовж осі стану, який встановлений , наприклад, на попередній кліті проміжку і оснащений блоком керування натягом, задатчиком натягу і блоком установки, причому перший вхід блока переміщення підключений до виходу блока керування натягом, перший вхід якого підключений до задатчика натягу, другий вхід, об'єднаний з однойменним входом блока установки, підключений до виходу блока логічного керування, перший вхід блока установки підключений до датчика положення, а його вихід підключений до другого входу блока переміщення.
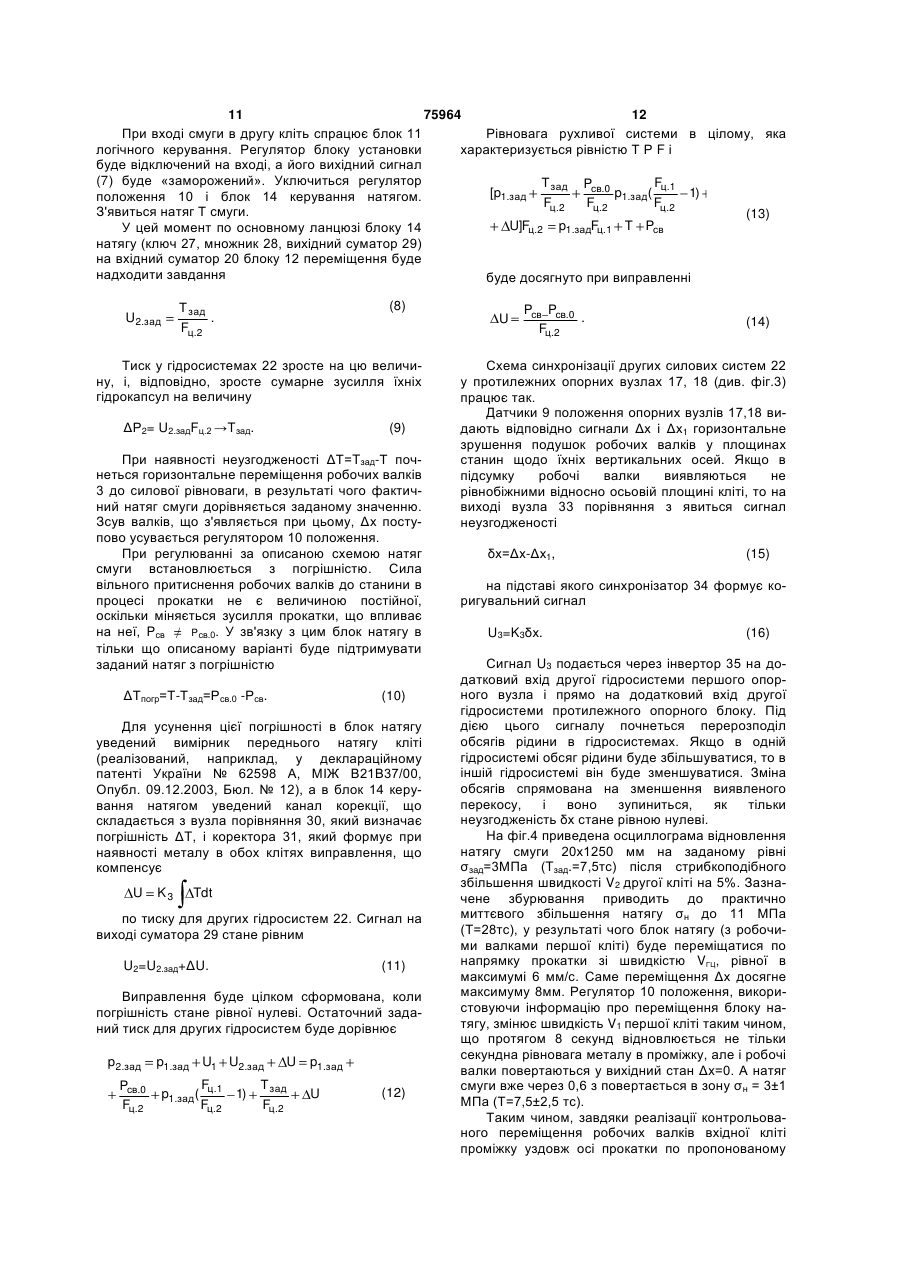
3. Пристрій за п. 2, який відрізняється тим, що блок переміщення робочих валків виконаний у вигляді двох керованих опорних вузлів подушок робочих валків, встановлених у віконних прорізах станин, задатчика розпору і вхідного суматора, перший і другий входи якого є відповідно першим і другим входами блока, причому третій вхід суматора і перші входи вузлів приєднані до задатчика, а другі входи вузлів приєднані до виходу суматора.
4. Пристрій за п. 3, який відрізняється тим, що керований опорний вузол подушок робочих валків розміщують у віконному прорізі станини і оснащують двома силовими гідросистемами, першу установлюють з боку входу кліті, другу - з боку виходу кліті, кожна з яких включає сукупність гідрокапсул, встановлених у зазорах між відповідною стійкою станини і подушкою робочих валків, причому гідрокапсули об'єднані гідравлічною магістраллю з регулятором тиску, основний вхід якого є відповідним входом опорного вузла.
5. Пристрій за п. 2, який відрізняється тим, що блок керування натягом виконаний у вигляді послідовно з'єднаних нормально відкритого ключа, масштабуючого множника і вихідного суматора, причому вхід цього ланцюга є першим входом блока, а керуючий вхід ключа є другим входом блока.
6. Пристрій за п. 2, який відрізняється тим, що блок установки виконаний у вигляді послідовно з'єднаних нормально закритого ключа і регулятора початкового положення, причому вхід цього ланцюга є першим входом блока, а керуючий вхід ключа є другим входом блока.
7. Пристрій за п. 2 або 5, який відрізняється тим, що блок натягу смуги додатково оснащений вимірником переднього натягу кліті, а блок керування натягом додатково оснащений послідовно з'єднаними вузлом порівняння і коригувальним регулятором, причому перший вхід вузла порівняння підключений до першого входу блока, другий керуючий вхід коректора підключений до другого входу блока, вихід коректора підключений до другого входу вихідного суматора, а другий, що інвертує вхід вузла порівняння, є третім входом блока, приєднаним до вимірника переднього натягу.
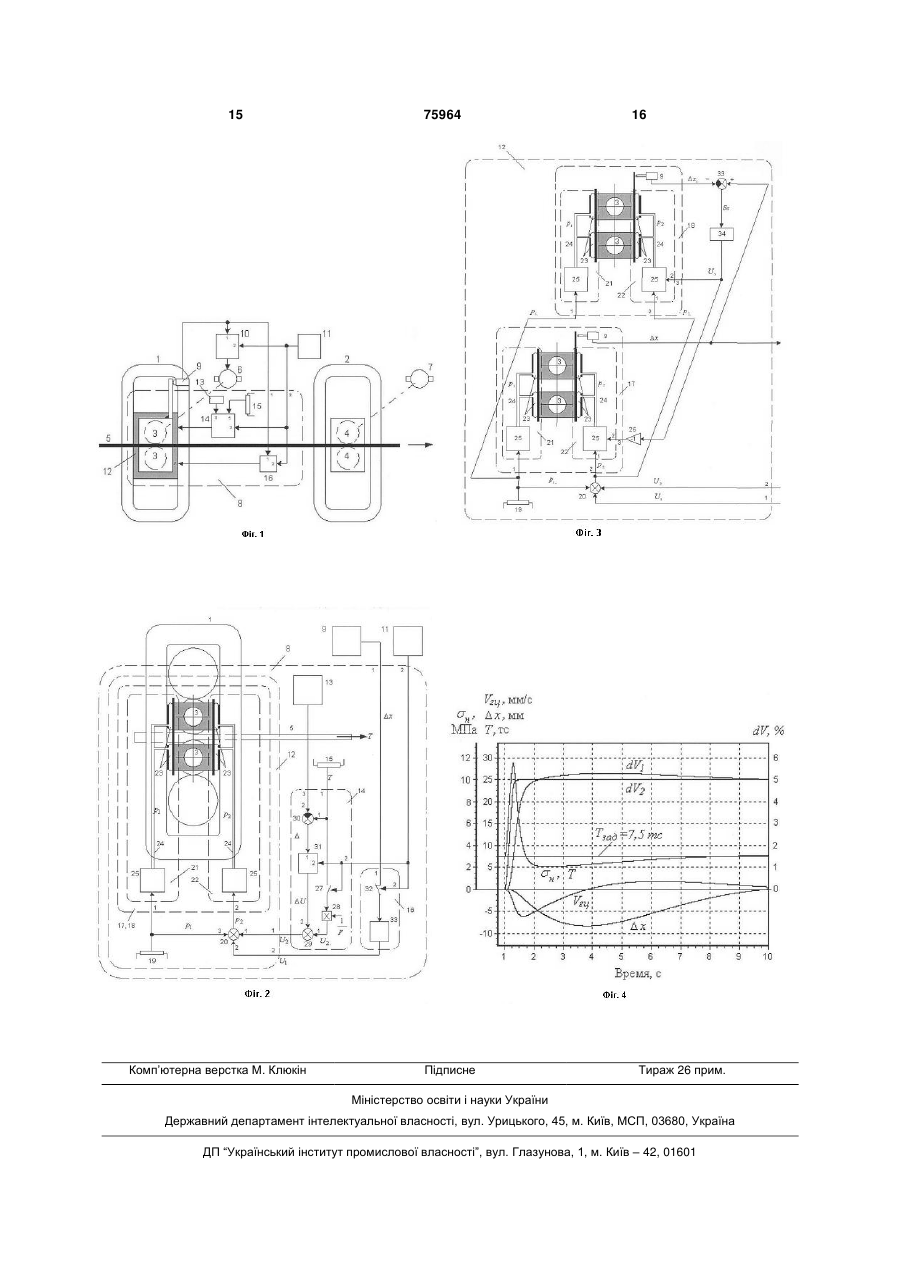
8. Пристрій за п. 3, який відрізняється тим, що блок переміщення робочих валків оснащений схемою синхронізації других силових систем, що включає два датчики положення опорних вузлів, вузол порівняння і синхронізатор, причому датчики підключені відповідно до прямого й інверсного входу вузла порівняння, вихід вузла порівняння підключений до синхронізатора, а вихід синхронізатора підключений через інвертор до додаткового третього входу регулятора тиску другої силової системи першого опорного вузла і прямо до додаткового входу регулятора тиску другої силової системи другого опорного вузла.
9. Пристрій за п. 8, який відрізняється тим, що як датчик положення використаний датчик положення одного з опорних вузлів.
10. Пристрій за п. 8, який відрізняється тим, що як датчик положення використаний обчислювач середнього положення, до входів якого підключені датчики положення опорних вузлів.
Текст
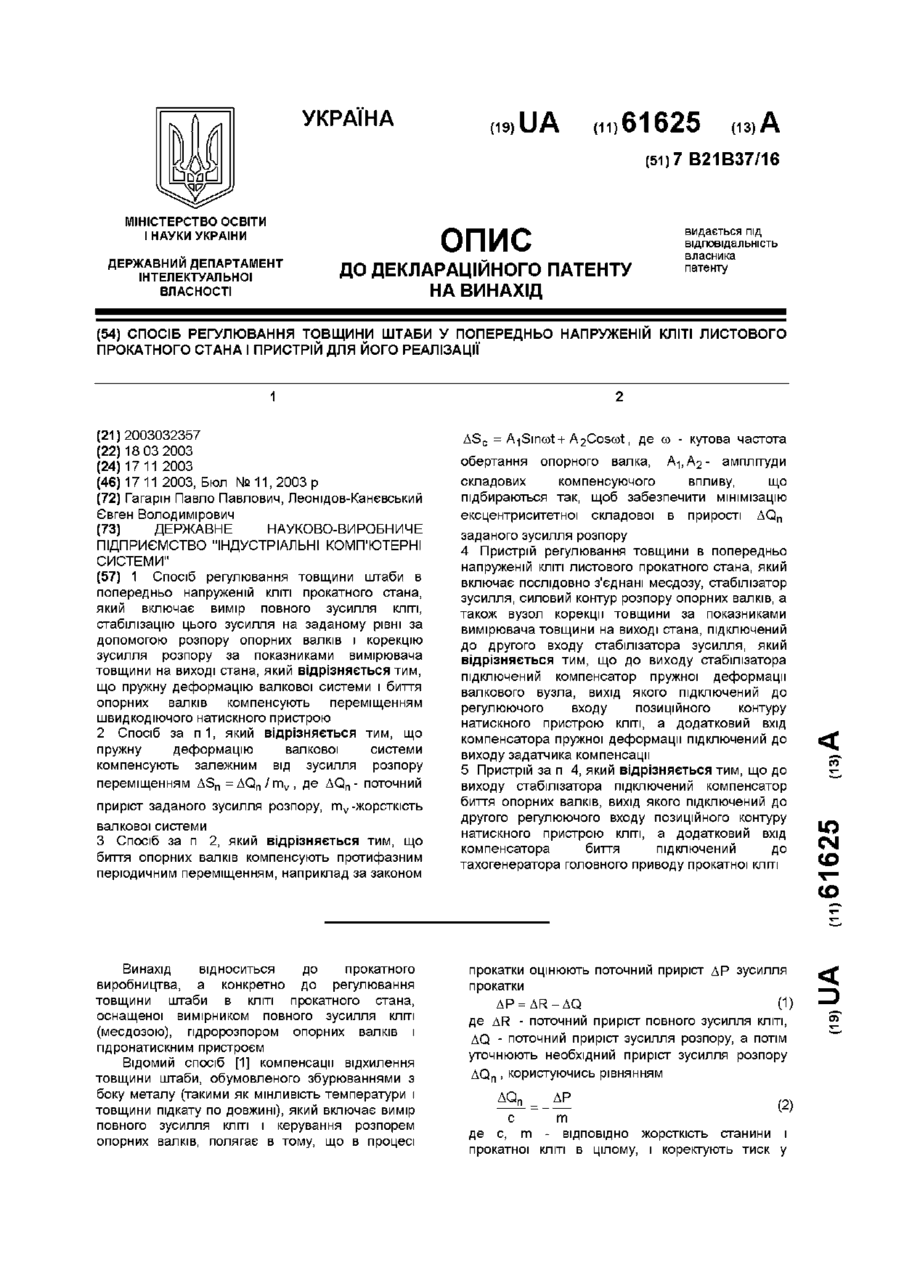
1. Спосіб регулювання міжклітьового натягу смуги при гарячій прокатці, який включає надання смузі пружного розтягання за допомогою неузгодження швидкостей обертання робочих валків суміжних клітей і підтримку сталості натягу завдяки примусовій зміні довжини смуги в міжклітьовому проміжку, який відрізняється тим, що зміну довжини смуги здійснюють зсувом робочих валків однієї із суміжних клітей, наприклад, вхідної кліті уздовж осі прокатки. 2. Пристрій регулювання міжклітьового натягу смуги при гарячій прокатці, що включає попередню і наступну прокатні кліті з встановленими в станинах робочими валками і подушками, блок натягу смуги з датчиком положення, регулятор положення, що діє на головний привід однієї з клітей, блок логічного керування, до виходу якого підключені керуючі входи блока натягу і регулятора положення, який відрізняється тим, що блок натягу виконаний у вигляді блока переміщення робочих валків уздовж осі стану, який встановлений , наприклад, на попередній кліті проміжку і оснащений блоком керування натягом, задатчиком натягу і блоком установки, причому перший вхід блока перемі 2 (19) 1 3 75964 4 тором, причому перший вхід вузла порівняння підпідключений до синхронізатора, а вихід синхроніключений до першого входу блока, другий керуюзатора підключений через інвертор до додаткового чий вхід коректора підключений до другого входу третього входу регулятора тиску другої силової блока, вихід коректора підключений до другого системи першого опорного вузла і прямо до додавходу вихідного суматора, а другий, що інвертує ткового входу регулятора тиску другої силової сисвхід вузла порівняння, є третім входом блока, притеми другого опорного вузла. 9. Пристрій за п. 8, який відрізняється тим, що як єднаним до вимірника переднього натягу. 8. Пристрій за п. 3, який відрізняється тим, що датчик положення використаний датчик положенблок переміщення робочих валків оснащений схеня одного з опорних вузлів. 10. Пристрій за п. 8, який відрізняється тим, що мою синхронізації других силових систем, що включає два датчики положення опорних вузлів, як датчик положення використаний обчислювач вузол порівняння і синхронізатор, причому датчики середнього положення, до входів якого підключені підключені відповідно до прямого й інверсного датчики положення опорних вузлів. входу вузла порівняння, вихід вузла порівняння Передбачуваний винахід відноситься до прокатного виробництва і може бути використаний при безперервній гарячій прокатці смуги, переважно в першому міжклітьовому проміжку безперервної групи клітей. Відомий спосіб і пристрій регулювання натягу смуги в міжклітьовому проміжку безперервного стану [Королев И.В., Хотулев В.К., Акимов В.А., и др. Система автоматического регулирования межклетевых натяжений на непрерывном стане горячей прокатки 1450. «Автоматизация и электропривод металлургических машин и агрегатов». Труды ВНИИМЕТМАШ. Сб. №43, М., 1976, С. 50-57], який включає в себе послідовно з'єднані тензометричний датчик притиснення смуги до виступаючого над лінією прокатки ролика стаціонарного петлетримача, пристрій обчислення натягу, регулятор натягу і головний привод регулюючої (відомої) кліті. Натяг смуги в міжклітьовому проміжку визначається відношенням пружного подовження до «вільної» довжини. Змінюючи швидкість регулюючої кліті проміжку, змінюють вільну довжину смуги, а через неї - зазначене відношення і, отже, натяг смуги. Недоліком цього способу і пристрою є велика інерційність регулювання, обумовлена тим, що швидкість примусового скорочення або нарощування «вільної» довжини смуги в міжклітьовому проміжку має обмеження, обумовлене швидкодією головного привода регулюючої кліті. У якості прототипа обрані спосіб і пристрій регулювання міжклітьового натягу смуги [патент России №2147951, МПК 7 B21B37/52, Система автоматического регулирования межклетевого натяжения полосы, Опубл. 2000.04.27], який включає блок натягу з датчиком положения, регулятор положення, що діє на головний привод однієї з клітей, блок логічного керування, до виходу якого підключені керуючі входи блоку натягу смуги і регулятора. Основу блоку натягу складає рухливий петлетримач з роликом, що упирається в смугу, яка рухається. Рухливий петлетримач має силову характеристику, що забезпечує заданий натяг смуги незалежно від висоти петлі. У силу конструктивних обмежень петлетримач може бути ефективним тільки в обмеженому діапазоні зміни висоти петлі. Для забезпечення роботи петлетри мача в заданому діапазоні застосований контур регулювання, що включає вимірник висоти петлі, регулятор висоти петлі і головний привод однієї з двох клітей проміжку. Регулювання здійснюється таким чином. При зміні заданої різниці швидкостей суміжних клітей змінюється висота петлі і відповідний сигнал від вимірника висоти петлі надходить на головний привод однієї з клітей через контур регулювання. Це приводить до зміни швидкості однієї з клітей і відновленню висоти петлі до колишнього стану. Даний спосіб і пристрій забезпечують високу динамічну точність. Однак вони непрацездатні при товщині смуги в проміжку більш 16 мм (що характерно, наприклад, для перших пропусків на стані Стеккеля), коли велика жорсткість щодо згинання смуги не дозволяє утворити силову петлю за допомогою петлетримача. В основу винаходу поставлена задача розширення області використання способу і пристрою регулювання міжклітьового натягу смуги при гарячій прокатці на смуги, що мають велику жорсткість щодо згинання. Ця задача вирішується за рахунок технічного результату, що полягає в забезпеченні регулювання натягу смуги без утворення силової петлі. Для досягнення вищевказаного результату в способі регулювання міжклітьового натягу смуги при гарячій прокатці, який включає надання смузі пружного розтягання за допомогою неузгодження швидкостей обертання робочих валків суміжних клітей і підтримку сталості натягу завдяки примусовій зміні довжини смуги в міжклітьовому проміжку, відповідно до винаходу, зміна довжини смуги здійснюють зсувом робочих валків однієї із суміжних клітей, наприклад, вхідних кліті уздовж осі прокатки. Для досягнення вищевказаного результату в пристрої регулювання міжклітьового натягу смуги при гарячій прокатці, що включає попередню і наступну прокатні кліті з встановленими в станинах робочими валками і подушками, блок натягу смуги з датчиком положення, регулятор положення, що діє на головний привод однієї з клітей, блок логічного керування, до виходу якого підключені керуючі входи блоку натягу і регулятора положення, відповідно до винаходу, блок натягу виконаний 5 75964 6 у виді блоку переміщення робочих валків уздовж входові регулятора тиску другої силової системи осі стану, який встановлений , наприклад, на другого опорного вузла. попередній кліті проміжку і постачений блоком При цьому як датчик положення використаний керування натягом, задатчиком натягу і блоком датчик положення одного з опорних вузлів або установки, причому перший вхід блоку обчислювач середнього положення, до входів якопереміщення підключений до виходу блоку керуго підключені датчики положення опорних вузлів. вання натягом, перший вхід якого підключений до Сутність винаходу полягає в наступному. задатчика натягу, другий вхід, об'єднаний з одПерші силові гідросистеми (з боку входу смуги нойменним входом блоку установки, підключений в кліть) поводяться як стиснута пружина, що діє на до виходу блоку логічного керування, перший вхід робочі валки по напрямку прокатки з постійним блоку установки підключений до датчика положензусиллям. Величина зусилля задається достатньня, а його вихід підключений до другого входу блоою для вибирання люфтів. ку переміщення. Другі силові гідросистеми (з боку виходу смуги При цьому блок переміщення робочих валків з кліті) також поводяться як стиснута пружина, але виконаний у виді двох керованих опорних вузлів діюча проти напрямку прокатки з регульованим подушок робочих валків, встановлених у віконних зусиллям стиску. прорізах станин, задатчика розпору і вхідного суНапружена система з двох рівнобіжних опорматора, перший і другий входи якого є відповідно них вузлів буде знаходитися в рівновазі, якщо супершим і другим входами блоку, причому третій марне зусилля Р2, створюване другими вхід суматора і перші входи вузлів приєднані до гідросистемами, буде компенсувати сумарна задатчика, а другі входи вузлів приєднані до вихопротидія R, що складається із сумарного зусилля ду суматора, а керований опорний вузол подушок P1, створюваного першими гідросистемами, зуробочих валків розміщують у віконному прорізі силлям Рсв вільного притиснення робочих валків станини і постачають двома силовими до стійок станин (воно присутнє на клітях кварто) і гідросистемами, першу установлюють з боку входу натягом Т смуги, кліті, другу - з боку виходу кліті, кожна з яких включає сукупність гідрокапсул, встановлених у R=P1+Pсв+T. (1) зазорах між відповідної стійкої станини і подушками робочих валків, причому гідрокапсули об'єднані Зусилля P2 визначаєтьсянасамперед заданим гідравлічною магістраллю з регулятором тиску, натягом ТЗАД, основний вхід якого є відповідним входом опорного вузла. P2=P2.зaд=P1+Pсв+Tзад. (2) Крім того, у пропонованому пристрої блок керування натягом виконаний у виді послідовно Якщо ми маємо рівновагу сил R=Р2.зад, то це з'єднаних нормально відкритого ключа, масштаозначає рівність поточного натягу Т заданому Tзад. буючого множника і вихідного суматора, причому Якщо ТR, робочі валки бувхід цього ланцюга є першим входом блоку, а кедуть переміщатися проти напрямку прокатки. У руючий вхід ключа є другим входом блоку, блок випадку Т>Tзад., тобто Р2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for adjusting the inter-stand tension of strip at hot rolling
Автори англійськоюStech Volodymyr Stanislavovych, Barabash Andrii Volodymyrovych, Yeletskykh Volodymyr Ivanovych, Kaporovych Svitlana Eduardivna
Назва патенту російськоюСпособ регулировки межклетевого натяжения полосы при горячей прокатке и устройство для его реализации
Автори російськоюСтеч Владимир Станиславович, Барабаш Андрей Владимирович, Елецких Владимир Иванович, Капорович Светлана Эдуардовна
МПК / Мітки
МПК: B21B 37/48
Мітки: реалізації, смуги, гарячій, пристрій, спосіб, натягу, регулювання, міжклітьового, прокатці
Код посилання
<a href="https://ua.patents.su/8-75964-sposib-regulyuvannya-mizhklitovogo-natyagu-smugi-pri-garyachijj-prokatci-i-pristrijj-dlya-jjogo-realizaci.html" target="_blank" rel="follow" title="База патентів України">Спосіб регулювання міжклітьового натягу смуги при гарячій прокатці і пристрій для його реалізації</a>
Спосіб регулювання товщини штаби у попередньо напруженій кліті листового прокатного стана і пристрій для його реалізації
Номер патенту: 61625
Опубліковано: 17.11.2003
Автори: Гагарін Павло Павлович, Леонідов-Канєвський Євген Володимирович
МПК: B21B 37/16
Мітки: реалізації, стана, спосіб, листового, кліті, прокатного, товщини, штаби, попередньо, пристрій, регулювання, напружений
Формула / Реферат:
1. Спосіб регулювання товщини штаби в попередньо напруженій кліті прокатного стана, який включає вимір повного зусилля кліті, стабілізацію цього зусилля на заданому рівні за допомогою розпору опорних валків і корекцію зусилля розпору за показниками вимірювача товщини на виході стана, який відрізняється тим, що пружну деформацію валкової системи і биття опорних валків компенсують переміщенням швидкодіючого натискного пристрою.2. Спосіб...
Спосіб визначення поверхневого натягу і пристрій для його реалізації
Номер патенту: 48429
Опубліковано: 15.08.2002
Автори: Кисіль Ігор Степанович, Горєлов Віталій Олевтинович
МПК: G01N 13/00
Мітки: натягу, поверхневого, спосіб, реалізації, пристрій, визначення
Формула / Реферат:
1. Спосіб визначення поверхневого натягу, який передбачає одержання зображення краплі за допомогою відеокамери, отримання координат точок контура меридіанного перерізу краплі шляхом сегментації її відеозображення, який відрізняється тим, що знаходять радіуси кривизни капілярної поверхні для довільної точки та вершини краплі, що належать меридіанному перерізові у двох взаємно перпендикулярних напрямах, за якими розраховують значення...
Пристрій для регулювання натягу матеріалу при змотуванні в рулон
Номер патенту: 70226
Опубліковано: 15.09.2004
Автори: Островерхов Микола Якович, Кириченко Юрій Олексійович, Теряєв Віталій Іванович, Кострицький Валерій Всеволодович
МПК: B65H 77/00
Мітки: рулон, змотуванні, пристрій, матеріалу, натягу, регулювання
Формула / Реферат:
Пристрій для регулювання натягу матеріалу при змотуванні в рулон, який містить моталку, яка обертається за допомогою електроприводу, який складається з електродвигуна та системи керування, датчик лінійної швидкості матеріалу, вихід якого зв'язаний з виходом блока логарифмування сигналу датчика лінійної швидкості матеріалу, датчик кутової швидкості рулона, вихід якого зв'язано з входом блока логарифмування сигналу датчика кутової швидкості...
Спосіб визначення міжфазного натягу методом обертової краплі і пристрій для його реалізації
Номер патенту: 39061
Опубліковано: 15.05.2001
Автор: Кісіль Роман Ігорович
МПК: G01N 13/00
Мітки: обертової, методом, краплі, спосіб, реалізації, міжфазного, визначення, пристрій, натягу
Формула / Реферат:
(21)2001021076 (54) (57)Дата прийняття Рішення28 березня 2001р.1. Спосіб визначення міжфазного натягу методом обертової краплі, що включає обертання капіляру із досліджуваними рідинами різної густоти, вимірювання видимого діаметру краплі, який відрізняється тим, що вимірюють максимальний діаметр краплі у0 і діаметр краплі у1 у точці, яка розміщена на віддалі 0,1х0 від краю краплі, додатково вимірюють...
Спосіб регулювання натягу штаби в процесі прокатки між клітями багатоклітьового стана з пічними моталками
Номер патенту: 59700
Опубліковано: 15.09.2003
Автори: Леонідов-Каневський Євген Володимирович, Білобров Юрій Миколайович, Барабаш Андрій Володимирович, Стеч Володимир Станіславович, Каушанський Ігор Борисович, Гагарін Павел Павлович, Остапенко Арнольд Леонтійович
МПК: B21B 37/48
Мітки: стана, клітями, спосіб, натягу, моталками, штаби, прокатки, регулювання, пічними, багатоклітьового, процесі
Формула / Реферат:
1. Спосіб регулювання натягу смуги в процесі прокатки між клітями багатоклітьового стана з пічними моталками, що включає зміну частоти обертання ведених клітей по відхиленню міжклітьових натягів, який відрізняється тим, що обчислюють потужність прокатки кожної кліті, з цієї потужності виділяють потужність прокатки без натягу, а потім і потужність, обумовлену натягами, яку використовують для визначення величини натягів, при цьому міжклітьові...
Попередній патент: Складений валок
Наступний патент: Пристрій для множення по довільному модулю
Випадковий патент: Спосіб одержання водорозчинного етеру целюлози з низькою в'язкістю