Переналагоджуваний установлювально-затискний модуль для обробки деталей типу важелів
Номер патенту: 98925
Опубліковано: 12.05.2015
Автори: Дегтярьов Іван Михайлович, Іванов Віталій Олександрович, Карпусь Владислав Євгенович

Формула / Реферат
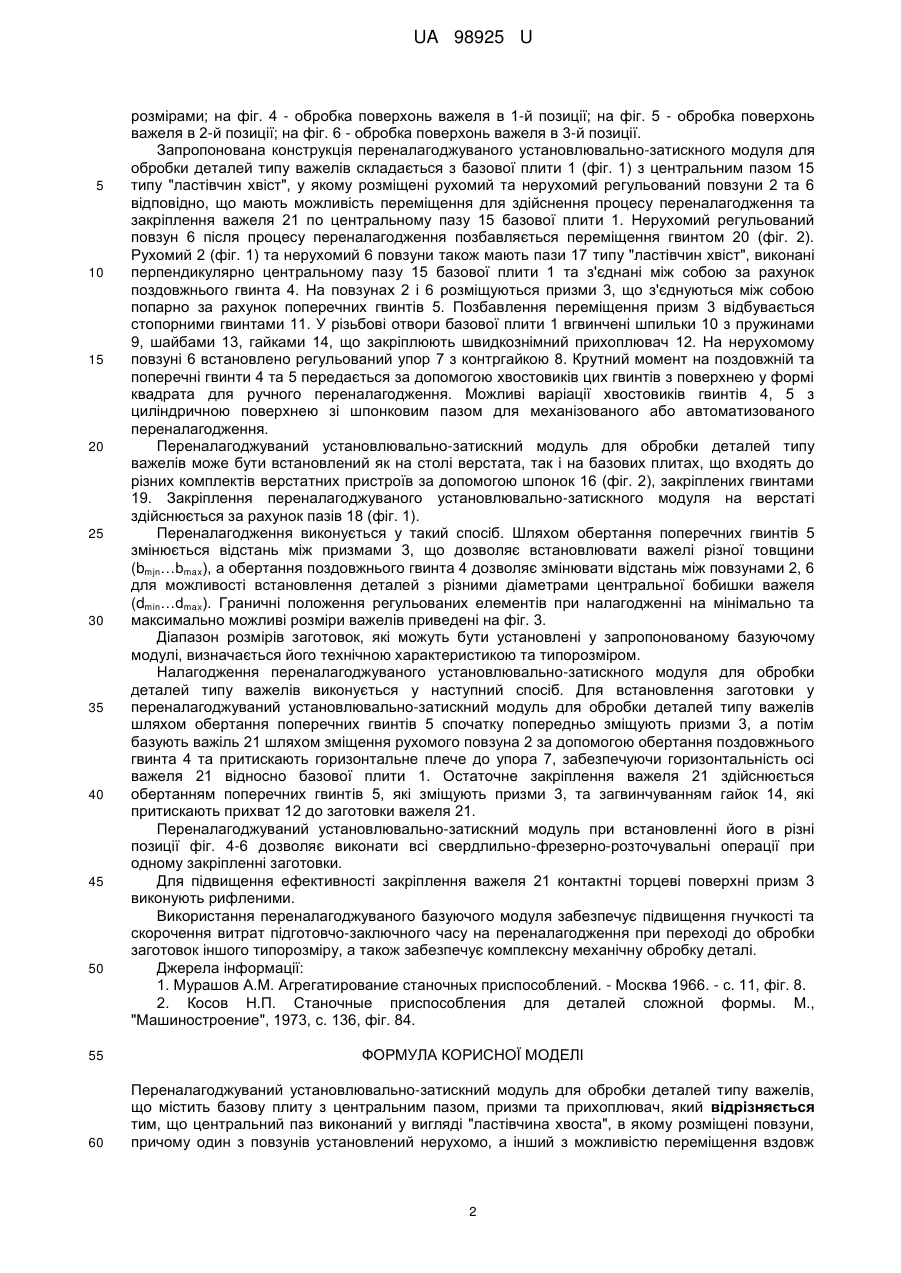
Переналагоджуваний установлювально-затискний модуль для обробки деталей типу важелів, що містить базову плиту з центральним пазом, призми та прихоплювач, який відрізняється тим, що центральний паз виконаний у вигляді "ластівчина хвоста", в якому розміщені повзуни, причому один з повзунів установлений нерухомо, а інший з можливістю переміщення вздовж центрального паза за допомогою поздовжнього гвинта, крім того, повзуни оснащені пазами, виконаними у вигляді "ластівчина хвоста", які розташовані перпендикулярно центральному пазу, при цьому призми виконані з рифленими торцевими поверхнями, з'єднані між собою попарно і розміщені в пазах повзунів, причому одна з призм установлена нерухомо, а на нерухомому повзуні встановлений регульований упор для орієнтації деталі в горизонтальній площині.
Текст
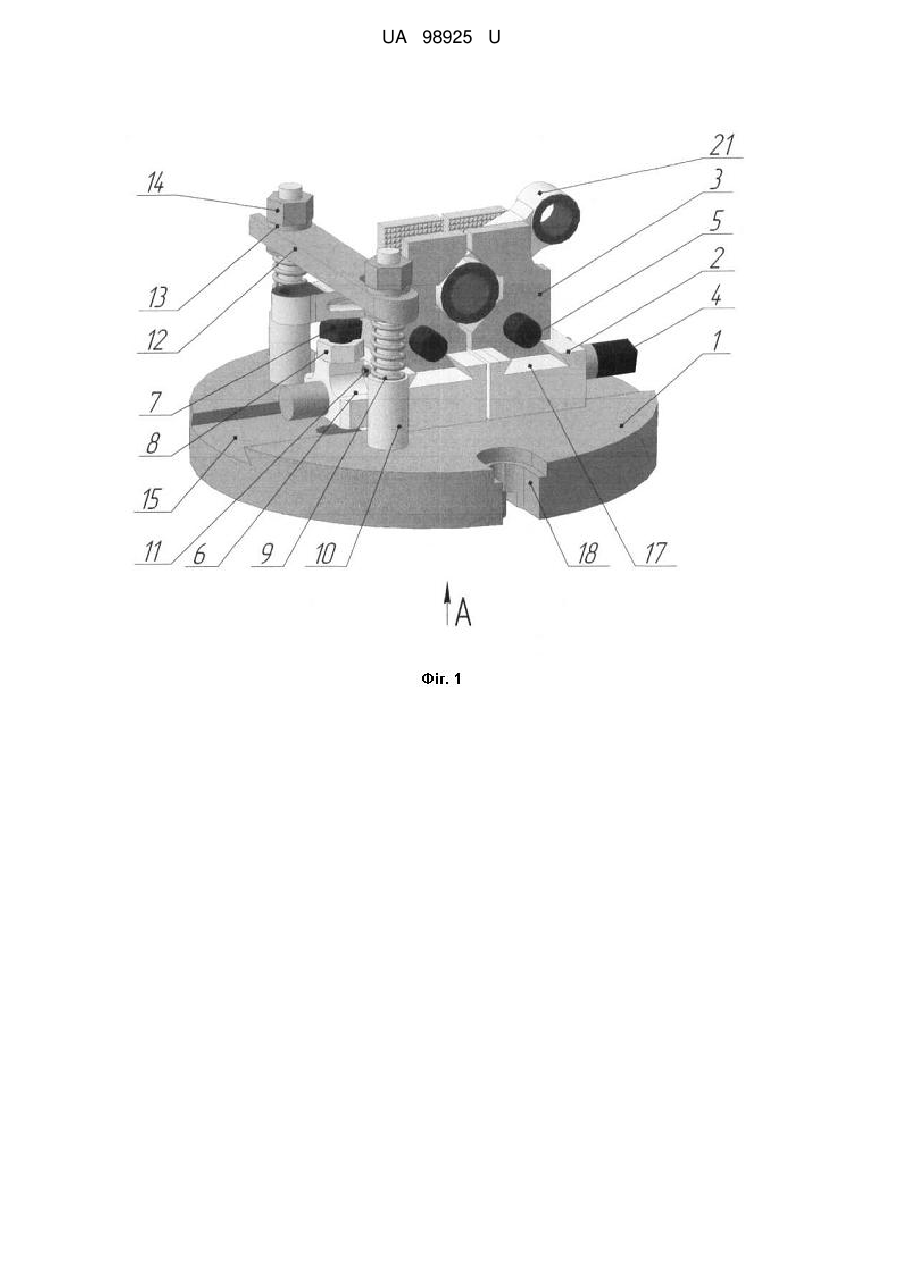
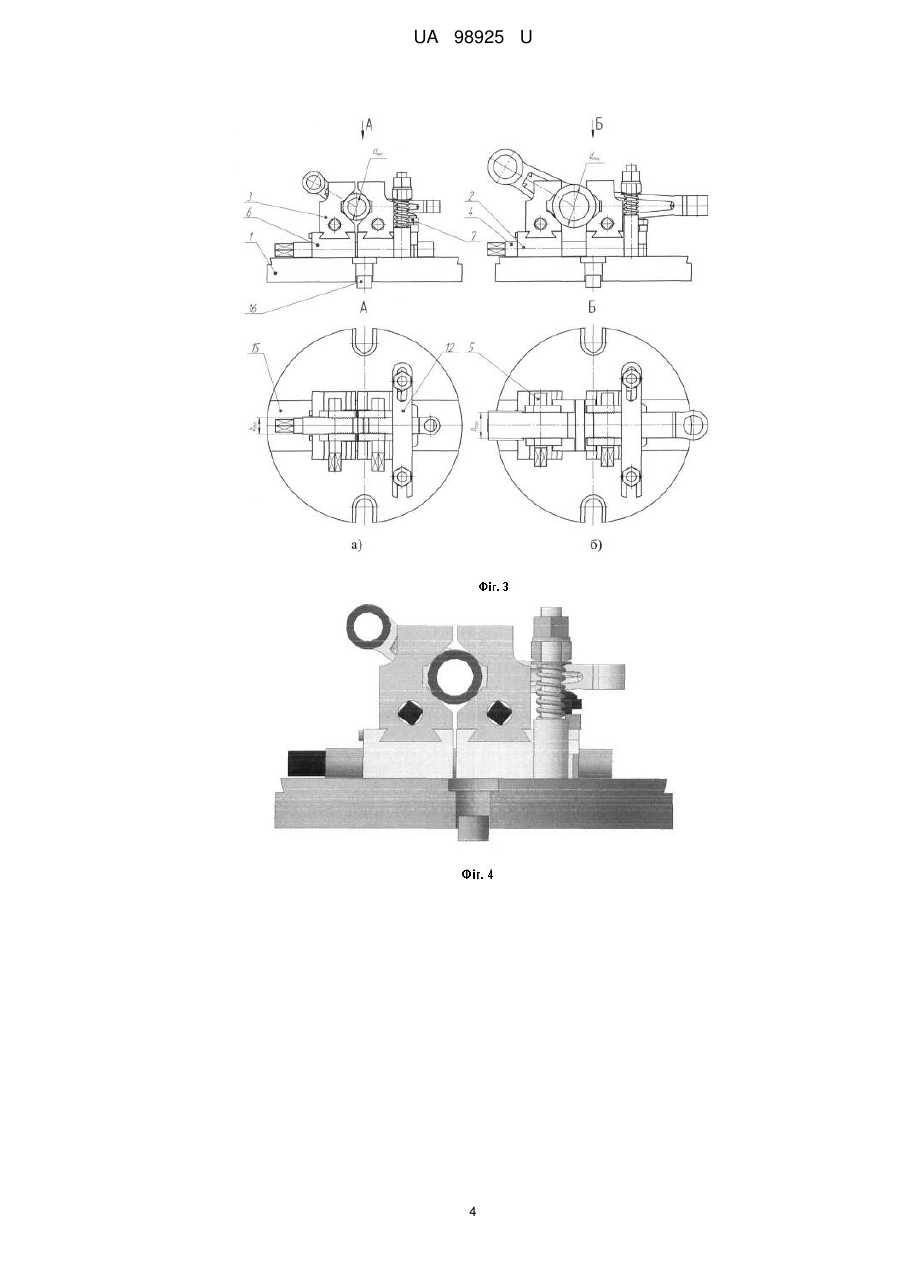
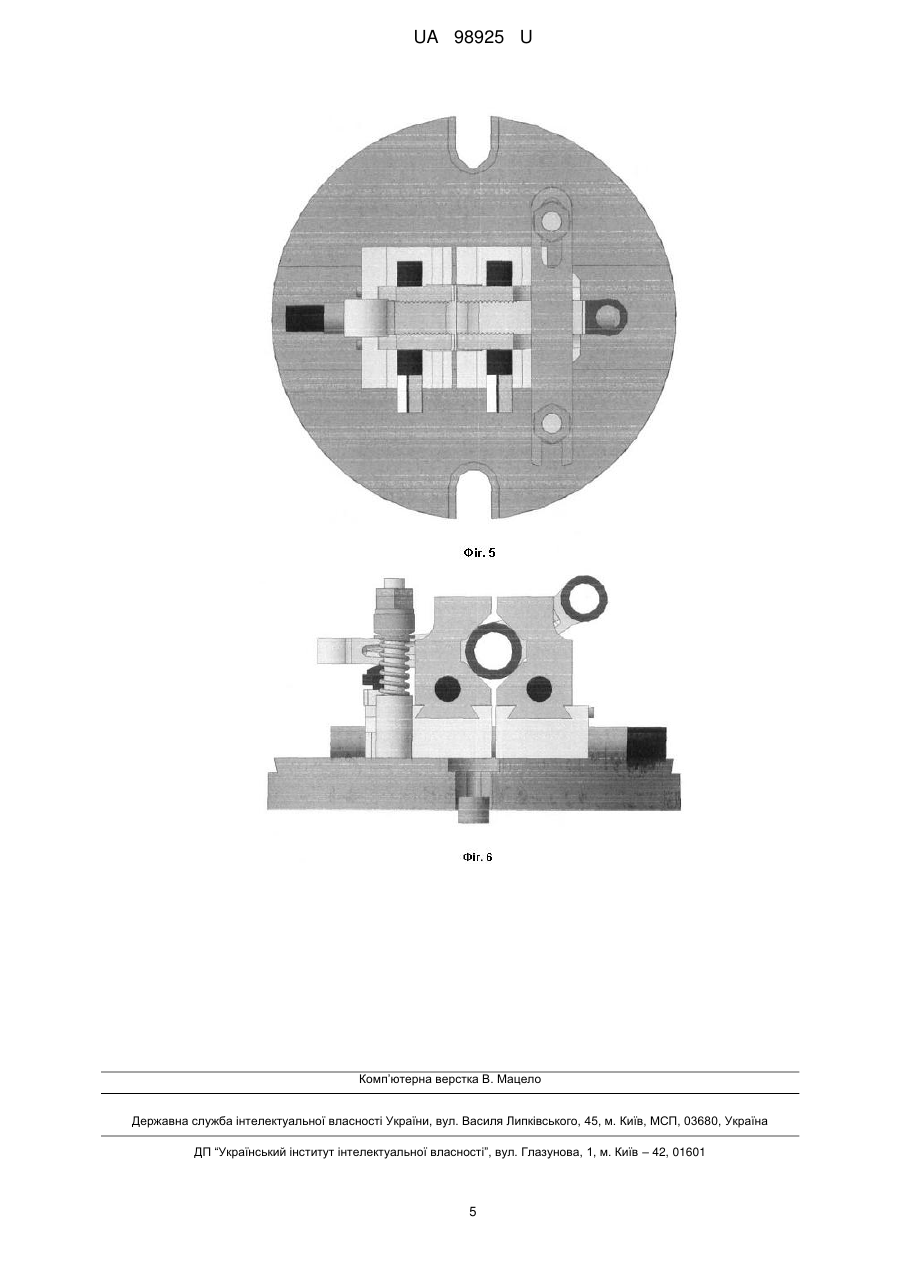
Реферат: UA 98925 U UA 98925 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до верстатобудування та може бути використана у пристроях для базування та закріплення заготовок деталей типу важелів за зовнішньою циліндричною поверхнею та боковими площинами на свердлильних, фрезерних, розточувальних та багатоцільових верстатах з числовим програмним керуванням, а також верстатах із поворотним столом з можливістю обертання по осі В. Відома конструкція спеціалізованого безналагоджуваного пристрою [1], який містить корпус та змінні налагодження - призми, опори, планки, прихоплювачі. Недоліком цієї конструкції є наявність великої кількості деталей, що знижує жорсткість конструкції в цілому та можливість установлення в даному пристрої деталей лише одного типорозміру, що обумовлено неможливістю швидкого переналагодження опор на плиті через дискретність отворів плити. Невеликий хід затискного елемента не дозволяє встановлювати деталі у широкому діапазоні розмірів. Найближчим аналогом є універсально-збірний верстатний пристрій для фрезерування бобишок важелів [2], який складений із елементів системи УЗП. На базовій плиті, яка містить поздовжні та поперечні Т-подібні пази розташовуються три регульовані опори, які реалізують устновлювальну базу. Також на плиті розміщені призматичні опори з поздовжніми та поперечними Т-подібними пазами. На одній із призматичних опор закріплена нерухома призма, на іншій опорі - рухома призма, яка одночасно забезпечує роль базування та затискання за допомогою гвинтового механізму. Базування у вертикальній площині в цьому верстатному пристрої відбувається за рахунок двох призм, що визначають уявну вісь деталі, а закріплення відбувається шляхом переміщення однієї з них для створення необхідної величини сили закріплення за рахунок гвинтового механізму. Додаткове закріплення важеля здійснюється прихватом і комплектом кріпильних елементів (шпильки, гайки, сухарі). Процес переналагодження, базування та закріплення здійснюється тільки в ручному режимі. Недоліками пристрою є наявність Т-подібних пазів на деталях верстатного пристрою, високо розміщений центр тяжіння всієї конструкції через велику відстань між базовою плитою та оброблюваними поверхнями, що у сукупності значно знижує жорсткість верстатного пристрою. Крім того, малий діапазон розмірів встановлювальних заготовок, великий час переналагодження елементів, а також необхідність мати попередньо оброблені поверхні суттєво знижує технологічні можливості верстатного пристрою та не дозволяє виконувати інші технологічні операції, окрім фрезерування торців бобишок (наприклад, неможливість свердління отворів через наявність регульованих опор на іншому торці). В основу корисної моделі поставлено задачу вдосконалення переналагоджуваного установлювально-затискного модуля для обробки деталей типу важелів шляхом зміни його конструкції, що забезпечить підвищення гнучкості та скорочення витрат підготовчо-заключного часу на переналагодження при переході до обробки заготовок іншого типорозміру, збільшення діапазону типорозмірів, та спрощення конструкції за рахунок використання більш жорсткої плити з напрямним пазом типу "хвіст ластівки". Поставлена задача вирішується тим, що переналагоджуваний установлювально-затискний модуль для обробки деталей типу важелів, містить базову плиту з центральним пазом, призми та прихоплювач, згідно з корисною моделлю, центральний паз виконаний у вигляді "ластівчина хвоста", в якому розміщені повзуни, причому один з повзунів установлений нерухомо, а інший з можливістю переміщення вздовж центрального паза за допомогою поздовжнього гвинта. Повзуни також оснащені пазами, виконаними у вигляді "ластівчина хвоста", які розташовані перпендикулярно центральному пазу, при цьому призми виконані з рифленими торцевими поверхнями, з'єднані між собою попарно і розміщені в пазах повзунів, причому одна з призм установлена нерухомо, а на нерухомому повзуні встановлений регульований упор для орієнтації деталі в горизонтальній площині. Виконання переналагоджуваного установлювально-затискного модуля в сукупності з усіма суттєвими ознаками, включаючи відмінні, дозволяє підвищити гнучкість верстатного пристрою, скоротити витрати підготовчо-заключного часу на переналагодження при переході до обробки заготовок іншого типорозміру, збільшити діапазон типорозмірів, за рахунок використання механізму регулювання, який дозволяє безперервне регулювання позицій призм та повзунів у діапазонах їх переміщень, що забезпечує установлення заготовок важелів у широкому діапазоні розмірів. Суть корисної моделі пояснюється кресленням, де на фіг. 1 зображено 3D-модель переналагоджуваного установлювально-затискного модуля для обробки деталей типу важелів; на фіг. 2 - вид А на фіг. 1; на фіг. 3 - граничні положення регульованих елементів: а) - для обробки важеля з мінімальними розмірами, б) - для обробки важеля з максимальними 1 UA 98925 U 5 10 15 20 25 30 35 40 45 50 розмірами; на фіг. 4 - обробка поверхонь важеля в 1-й позиції; на фіг. 5 - обробка поверхонь важеля в 2-й позиції; на фіг. 6 - обробка поверхонь важеля в 3-й позиції. Запропонована конструкція переналагоджуваного установлювально-затискного модуля для обробки деталей типу важелів складається з базової плити 1 (фіг. 1) з центральним пазом 15 типу "ластівчин хвіст", у якому розміщені рухомий та нерухомий регульований повзуни 2 та 6 відповідно, що мають можливість переміщення для здійснення процесу переналагодження та закріплення важеля 21 по центральному пазу 15 базової плити 1. Нерухомий регульований повзун 6 після процесу переналагодження позбавляється переміщення гвинтом 20 (фіг. 2). Рухомий 2 (фіг. 1) та нерухомий 6 повзуни також мають пази 17 типу "ластівчин хвіст", виконані перпендикулярно центральному пазу 15 базової плити 1 та з'єднані між собою за рахунок поздовжнього гвинта 4. На повзунах 2 і 6 розміщуються призми 3, що з'єднуються між собою попарно за рахунок поперечних гвинтів 5. Позбавлення переміщення призм 3 відбувається стопорними гвинтами 11. У різьбові отвори базової плити 1 вгвинчені шпильки 10 з пружинами 9, шайбами 13, гайками 14, що закріплюють швидкознімний прихоплювач 12. На нерухомому повзуні 6 встановлено регульований упор 7 з контргайкою 8. Крутний момент на поздовжній та поперечні гвинти 4 та 5 передається за допомогою хвостовиків цих гвинтів з поверхнею у формі квадрата для ручного переналагодження. Можливі варіації хвостовиків гвинтів 4, 5 з циліндричною поверхнею зі шпонковим пазом для механізованого або автоматизованого переналагодження. Переналагоджуваний установлювально-затискний модуль для обробки деталей типу важелів може бути встановлений як на столі верстата, так і на базових плитах, що входять до різних комплектів верстатних пристроїв за допомогою шпонок 16 (фіг. 2), закріплених гвинтами 19. Закріплення переналагоджуваного установлювально-затискного модуля на верстаті здійснюється за рахунок пазів 18 (фіг. 1). Переналагодження виконується у такий спосіб. Шляхом обертання поперечних гвинтів 5 змінюється відстань між призмами 3, що дозволяє встановлювати важелі різної товщини (bmjn…bmax), а обертання поздовжнього гвинта 4 дозволяє змінювати відстань між повзунами 2, 6 для можливості встановлення деталей з різними діаметрами центральної бобишки важеля (dmin…dmax). Граничні положення регульованих елементів при налагодженні на мінімально та максимально можливі розміри важелів приведені на фіг. 3. Діапазон розмірів заготовок, які можуть бути установлені у запропонованому базуючому модулі, визначається його технічною характеристикою та типорозміром. Налагодження переналагоджуваного установлювально-затискного модуля для обробки деталей типу важелів виконується у наступний спосіб. Для встановлення заготовки у переналагоджуваний установлювально-затискний модуль для обробки деталей типу важелів шляхом обертання поперечних гвинтів 5 спочатку попередньо зміщують призми 3, а потім базують важіль 21 шляхом зміщення рухомого повзуна 2 за допомогою обертання поздовжнього гвинта 4 та притискають горизонтальне плече до упора 7, забезпечуючи горизонтальність осі важеля 21 відносно базової плити 1. Остаточне закріплення важеля 21 здійснюється обертанням поперечних гвинтів 5, які зміщують призми 3, та загвинчуванням гайок 14, які притискають прихват 12 до заготовки важеля 21. Переналагоджуваний установлювально-затискний модуль при встановленні його в різні позиції фіг. 4-6 дозволяє виконати всі свердлильно-фрезерно-розточувальні операції при одному закріпленні заготовки. Для підвищення ефективності закріплення важеля 21 контактні торцеві поверхні призм 3 виконують рифленими. Використання переналагоджуваного базуючого модуля забезпечує підвищення гнучкості та скорочення витрат підготовчо-заключного часу на переналагодження при переході до обробки заготовок іншого типорозміру, а також забезпечує комплексну механічну обробку деталі. Джерела інформації: 1. Мурашов А.М. Агрегатирование станочных приспособлений. - Москва 1966. - с. 11, фіг. 8. 2. Косов Н.П. Станочные приспособления для деталей сложной формы. М., "Машиностроение", 1973, с. 136, фіг. 84. 55 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 60 Переналагоджуваний установлювально-затискний модуль для обробки деталей типу важелів, що містить базову плиту з центральним пазом, призми та прихоплювач, який відрізняється тим, що центральний паз виконаний у вигляді "ластівчина хвоста", в якому розміщені повзуни, причому один з повзунів установлений нерухомо, а інший з можливістю переміщення вздовж 2 UA 98925 U 5 центрального паза за допомогою поздовжнього гвинта, крім того, повзуни оснащені пазами, виконаними у вигляді "ластівчина хвоста", які розташовані перпендикулярно центральному пазу, при цьому призми виконані з рифленими торцевими поверхнями, з'єднані між собою попарно і розміщені в пазах повзунів, причому одна з призм установлена нерухомо, а на нерухомому повзуні встановлений регульований упор для орієнтації деталі в горизонтальній площині. 3 UA 98925 U 4 UA 98925 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Автори англійськоюIvanov Vitalii Oleksandrovych, Dehtiariov Ivan Mykhailovych, Karpus Vladyslav Yevhenovych
Автори російськоюИванов Виталий Александрович, Дегтярев Иван Михайлович, Карпусь Владислав Евгеньевич
МПК / Мітки
МПК: B23B 39/00
Мітки: модуль, переналагоджуваний, деталей, обробки, установлювально-затискний, типу, важелів
Код посилання
<a href="https://ua.patents.su/7-98925-perenalagodzhuvanijj-ustanovlyuvalno-zatisknijj-modul-dlya-obrobki-detalejj-tipu-vazheliv.html" target="_blank" rel="follow" title="База патентів України">Переналагоджуваний установлювально-затискний модуль для обробки деталей типу важелів</a>
Переналагоджуваний базуючий модуль

Номер патенту: 71870
Опубліковано: 25.07.2012
Автори: Дегтярьов Іван Михайлович, Кушніров Павло Васильович, Іванов Віталій Олександрович
МПК: B23B 39/00
Мітки: переналагоджуваний, модуль, базуючий
Формула / Реферат:
Переналагоджуваний базуючий модуль, що містить корпус з отворами та опорами, установленими з можливістю одночасного їх переміщення, який відрізняється тим, що оснащений зубчастими колесами, установленими в отворах корпусу, та шестірнею, яка входить в зачеплення з колесами та установлена з можливістю обертання навколо своєї осі, причому колеса розміщені з можливістю одночасного їх обертання за допомогою шестірні, а опори розміщені на колесах...
Переналагоджуваний базуючий модуль
Номер патенту: 96399
Опубліковано: 10.02.2015
Автори: Дегтярьов Іван Михайлович, Іванов Віталій Олександрович
МПК: B23B 39/00
Мітки: переналагоджуваний, модуль, базуючий
Формула / Реферат:
Переналагоджуваний базуючий модуль, що містить корпус з отворами та регульованими опорами, який відрізняється тим, що оснащений диском зі спіраллю Архімеда, встановленим всередині корпусу, в центральному отворі, причому в корпусі виконані радіальні напрямні пази, в яких розміщені кулачки з профілем спіралі Архімеда та можливістю одночасного їх переміщення за допомогою диска зі спіраллю Архімеда, крім того в отворах, виконаних радіальними,...
Переналагоджуваний базуючий модуль

Номер патенту: 95074
Опубліковано: 10.12.2014
Автори: Дегтярьов Іван Михайлович, Іванов Віталій Олександрович
МПК: B23B 39/00
Мітки: модуль, базуючий, переналагоджуваний
Формула / Реферат:
Переналагоджуваний базуючий модуль, що містить корпус з центральним отвором та радіальними отворами, розташованими під кутом один до одного, в яких розміщені плунжери, який відрізняється тим, що додатково оснащений ведучим валом, встановленим у центральному отворі, та валами-шестернями зі стопорними кільцями і конічною поверхнею, на якій виконані зубці, та із зовнішньою різьбовою поверхнею, встановленими в радіальних отворах із можливістю...
Переналагоджуваний базуючий модуль
Номер патенту: 67918
Опубліковано: 12.03.2012
Автори: Романенко Іван Віталійович, Іванов Віталій Олександрович, Карпусь Владислав Євгенович
МПК: B23B 39/00
Мітки: модуль, переналагоджуваний, базуючий
Формула / Реферат:
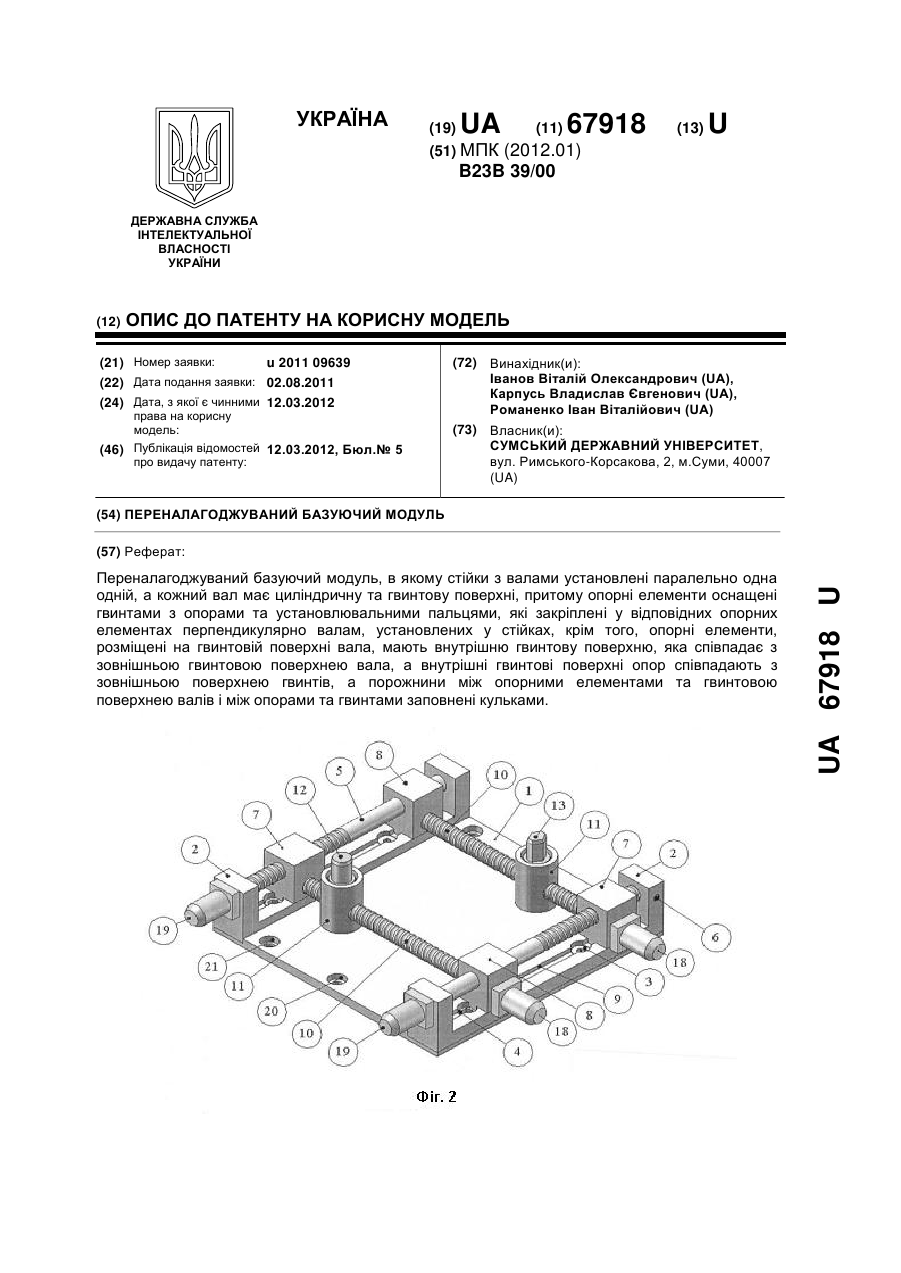
Переналагоджуваний базуючий модуль, що містить корпус з двома стійками та установленими в них валами, на яких розміщені опорні елементи з можливістю незалежного переміщення вздовж валів, який відрізняється тим, що стійки з валами установлені паралельно одна одній, а кожний вал має циліндричну та гвинтову поверхні, притому опорні елементи оснащені гвинтами з опорами та установлювальними пальцями, які закріплені у відповідних опорних елементах...
Переналагоджуваний базуючий модуль
Номер патенту: 59745
Опубліковано: 25.05.2011
Автори: Карпусь Владислав Євгенович, Іванов Віталій Олександрович
МПК: B23B 39/00
Мітки: переналагоджуваний, модуль, базуючий
Формула / Реферат:
Переналагоджуваний базуючий модуль, що містить опорні елементи, який відрізняється тим, що має гвинти, встановлені перпендикулярно один до одного, притому опорні елементи виконані з регульованими опорами і розташовані з можливістю незалежного переміщення вздовж гвинтів.
Попередній патент: Вільновихровий насос
Наступний патент: Пристрій для вловлювання високодисперсної краплинної рідини з газорідинного потоку
Випадковий патент: Спосіб (варіанти) і пристрій (варіанти) для регулювання індикатора нових даних в системі бездротового зв'язку