Спосіб нанесення двокомпонентних хромоалюмінієвих покриттів на внутрішні порожнини охолоджуваних робочих лопаток газових турбін та пристрій для реалізації способу
Формула / Реферат
1. Спосіб нанесення двокомпонентних хромоалюмінієвих покриттів на внутрішні порожнини охолоджуваних робочих лопаток газових турбін, що включає послідовне осадження шарів хрому та алюмінію з наступним високотемпературним відпалом в вакуумі, який відрізняється тим, що осадження з газової фази шарів хрому виконують при термічному розпаді гексакарбонілу хрому Сr(СО)6 та шарів алюмінію при термічному розпаді триметилалюмінію Аl(СН3)3, при цьому попередньо формують три температурні зони: спочатку для осадження хрому, а потім для осадження алюмінію.
2. Спосіб за п. 1, який відрізняється тим, що осадження шарів хрому та алюмінію виконують при тиску в вакуумній камері ![]() мм рт. ст.
мм рт. ст.
3. Спосіб за п. 1, який відрізняється тим, що при осадженні хрому гексакарбоніл хрому Сr(СО)6 нагрівають до температури 110-120 °C, в проміжній зоні забезпечують ту ж саму температуру, а в зоні осадження встановлюють температуру 400-450 °C.
4. Спосіб за п. 3, який відрізняється тим, що шар хрому формують впродовж не менше 2 - 3 годин.
5. Спосіб за п. 1, який відрізняється тим, що при осадженні алюмінію триметилалюміній Аl(СН3)3 нагрівають до температури 100-110 °C, в проміжній зоні забезпечують ту ж саму температуру, а в зоні осадження встановлюють температуру 300-350 °C.
6. Спосіб за п. 5, який відрізняється тим, що шар алюмінію формують впродовж не менше 5-6 годин.
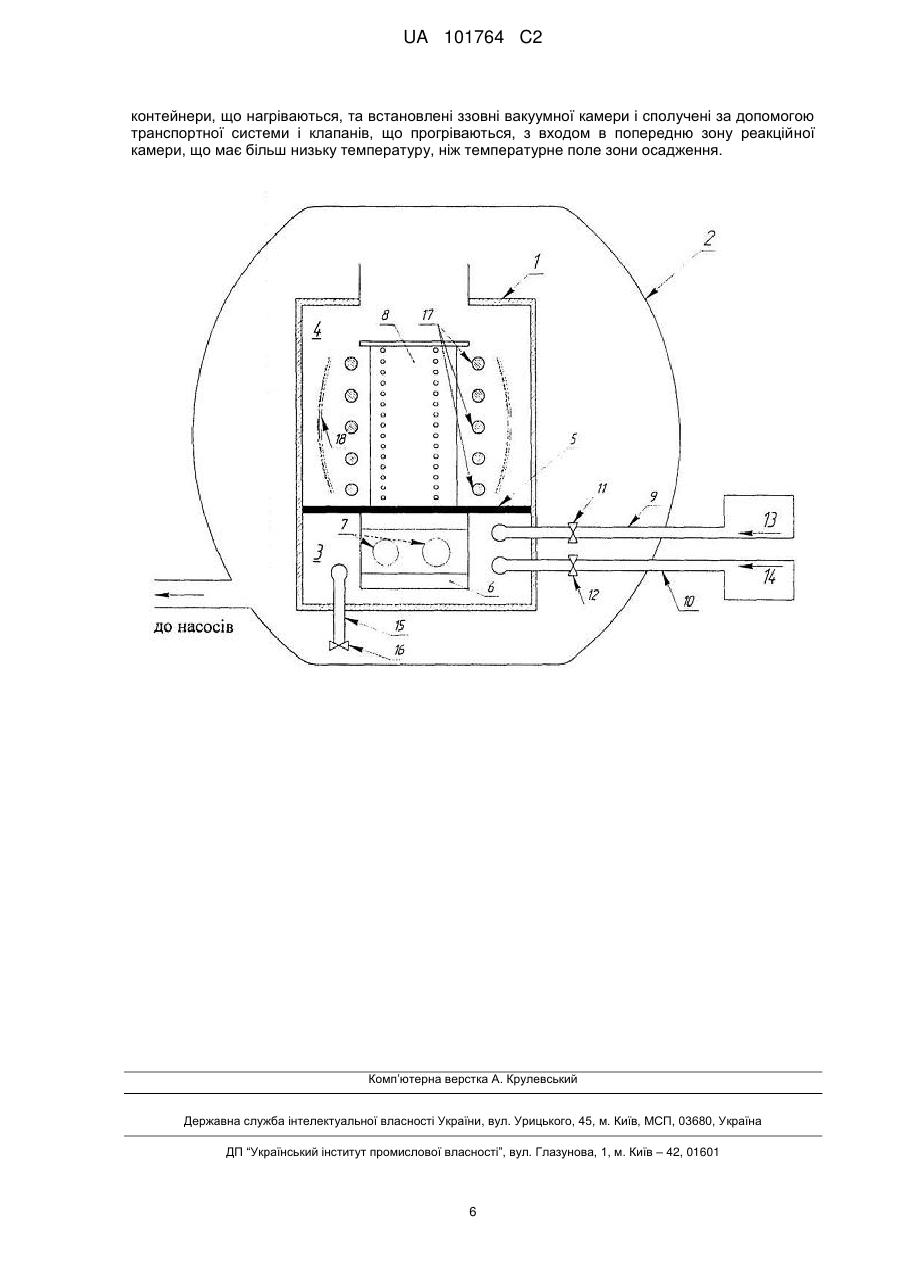
7. Пристрій для нанесення покриття на деталі газової турбіни, який містить реакційну камеру, в якій встановлений засіб для розміщення оброблюваних деталей - робочих лопаток газових турбін та засоби для створення необхідного температурного поля, який відрізняється тим, що реакційна камера встановлена всередині вакуумної камери, розділена теплоізоляційною вакуумщільною перегородкою на попередню зону і зону осадження, що мають різні температурні поля, при цьому засоби для розміщення джерел матеріалу покриття виконані як контейнери, що нагріваються, та встановлені ззовні вакуумної камери і сполучені за допомогою транспортної системи і клапанів, що прогріваються, з входом в попередню зону реакційної камери, що має більш низьку температуру, ніж температурне поле зони осадження.
Текст
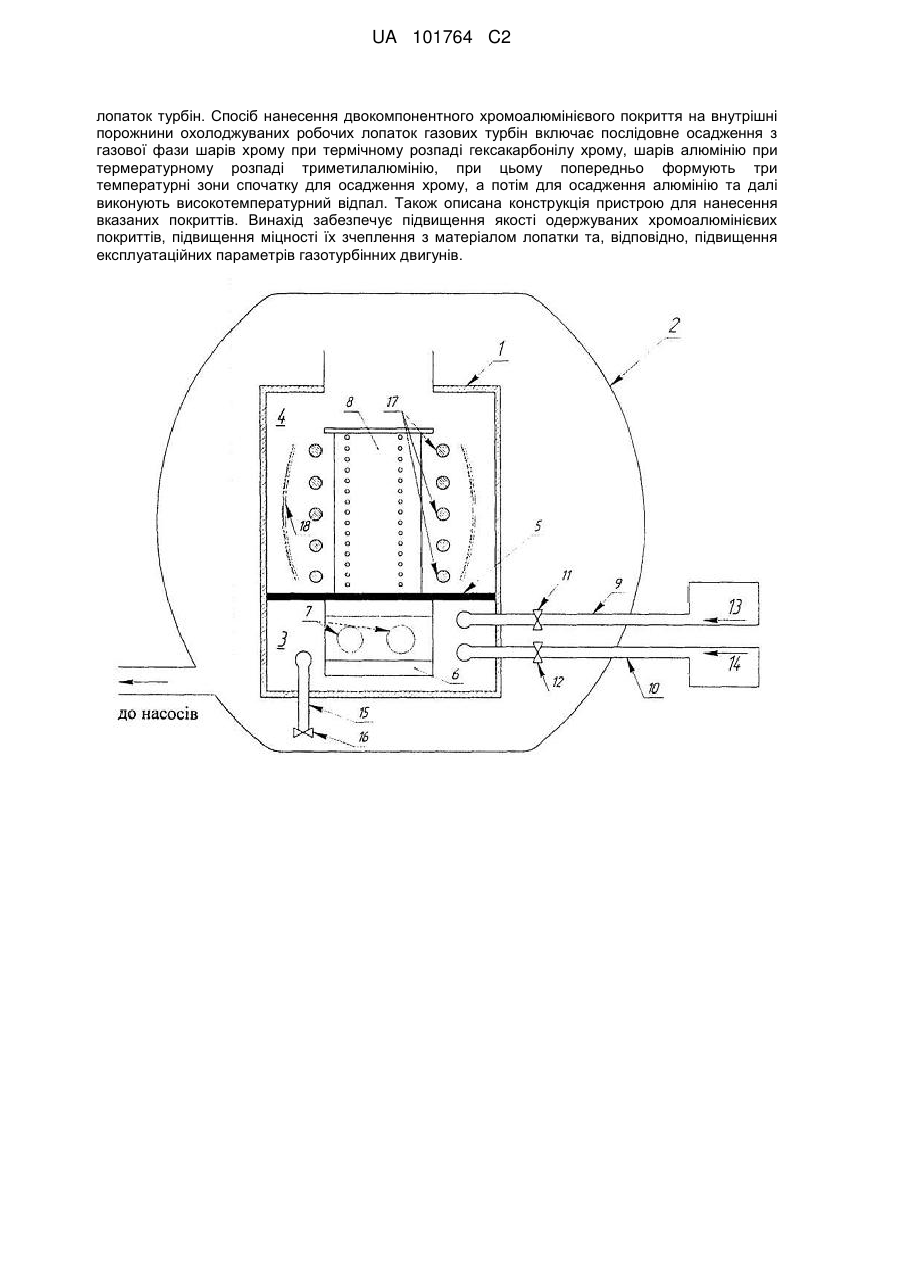
Реферат: Винахід належить до галузі машинобудування і металургії, зокрема - до способу нанесення функціональних покриттів хрому та алюмінію шляхом газофазного осадження, і може бути використаний в авіабудуванні та енергетичному машинобудуванні для захисту лопаток газових турбін від високотемпературної газової корозії внутрішніх порожнин охолоджуваних робочих UA 101764 C2 (12) UA 101764 C2 лопаток турбін. Спосіб нанесення двокомпонентного хромоалюмінієвого покриття на внутрішні порожнини охолоджуваних робочих лопаток газових турбін включає послідовне осадження з газової фази шарів хрому при термічному розпаді гексакарбонілу хрому, шарів алюмінію при термературному розпаді триметилалюмінію, при цьому попередньо формують три температурні зони спочатку для осадження хрому, а потім для осадження алюмінію та далі виконують високотемпературний відпал. Також описана конструкція пристрою для нанесення вказаних покриттів. Винахід забезпечує підвищення якості одержуваних хромоалюмінієвих покриттів, підвищення міцності їх зчеплення з матеріалом лопатки та, відповідно, підвищення експлуатаційних параметрів газотурбінних двигунів. UA 101764 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до галузі машинобудування та металургії, зокрема - до способів нанесення функціональних покриттів хрому та алюмінію шляхом газофазного осадження, і може бути використаний в авіабудуванні та енергетичному машинобудуванні для захисту лопаток газових турбін від високотемпературної газової корозії внутрішніх порожнин охолоджуваних робочих лопаток турбін. Сучасний рівень робочих температур та потужностей газотурбінних двигунів (ГТД) значною мірою визначається використанням охолоджуваних лопаток турбін, які мають складну конфігурацію внутрішньої порожнини з охолоджуваними каналами, які з'єднуються з повітропідвідними каналами газового тракту двигуна системою перфорованих отворів. При такій дуже складній конструкції лопаток захист внутрішніх та зовнішніх трактових поверхонь від високотемпературної газової корозії є виключно складною задачею. Відомо, що в сучасних перспективних двигунах п'ятого покоління лопатки турбін повинні працювати впродовж заданого ресурсу при температурі газу перед турбіною 1850-1900 К (1576,85-1626,85 С і вище, що безумовно неможливо без надійного їх захисту від газової корозії [див. Ю. Елисеев. Перспективные технологии производства лопаток ГТД. Двигатель, 2001, № 5 (17), с. 4]. Практика показала, що найбільш ефективним засобом забезпечення високої довговічності лопаток газових турбін для використовуваних конструкційних матеріалів є застосування захисних покриттів. Відомий спосіб отримання захисного покриття на лопатках газових турбін, що включає послідовне осадження в вакуумі на зовнішню поверхню пера лопатки першого шару, наступне осадження другого шару на основі алюмінію та вакуумний відпал [див. Опис до патенту РФ № 2171315, МПК С23С 14/06, публ. 27.07.2001 р.]. При цьому перший шар являє собою конденсоване покриття із сплаву нікелю, який осаджують на шар з карбіду металу, вибраного з групи титан, хром, ніобій, тантал, молібден, вольфрам, ванадій або гафній, отриманий вакуумно-дуговим методом. Застосування описаного вище винаходу, на думку авторів, дозволить отримати новий клас покриттів, здатних значно (до двох разів) підвищити ресурс лопаток турбін. Однак цей спосіб може бути застосований тільки для нанесення покриттів на зовнішню поверхню турбінної лопатки і принципово не може бути використаний для нанесення металевого покриття на поверхнях внутрішніх каналів лопаток. Відомий також спосіб формування металевого покриття на поверхнях внутрішніх каналів лопаток турбіни, при умові, що лопатка турбіни має зовнішню поверхню і не менше одного внутрішнього каналу, що включає розміщення лопатки турбіни всередині камери хімічного осадження з парової фази (ХОПФ), підключення колектора газу-реагенту не менше ніж до одного впускного отвору внутрішнього каналу, нанесення покриття на поверхні не менше ніж одного внутрішнього каналу по технології ХОПФ з використанням газів-реагентів, що покривають металом для формування металевої плівки на поверхні не менше ніж одного внутрішнього каналу і відкачування залишкових газів-реагентів, що покривають металом не менше ніж з одного внутрішнього каналу через один вихідний отвір, що проходить по зовнішній поверхні одного внутрішнього каналу [див. Опис до патенту США № 7838070, МПК B05D7/22, опубл. 23.11.10 р]. При цьому спосіб характеризується тим, що гази-реагенти, що покривають металом, містять не менше ніж один алюмінієвий газ-реагент, хромовий газ-реагент та кобальтовий газ-реагент, включає наступну вакуум-термічну обробку утвореного металевого покриття, яку здійснюють при температурі в межах 1800 °F-2000 °F (982-1093 С), впродовж 210 годин, потім (попередньо) наносять маскуючий шар на зовнішню поверхню лопатки турбіни для захисту від металевих забруднень, які видаляють з зовнішньої поверхні лопатки турбіни шляхом змітання таких забруднень із зовнішньої поверхні лопатки турбіни, а також шляхом рідинного хонінгування зовнішньої поверхні лопатки турбіни. Металевий реагент містить органометалевий матеріал з ряду триетилалюміній, триізобутилалюміній, триметилалюміній, диметилалюміній гідрид, диметилетиламіналан та триметиламіналан. Спосіб здійснюють в діапазоні температур від 200 °F до 1000 °F (93,3-37,7 С) або в діапазоні температур від 200 °F до 800 °F (93,3-426,6 С). Описане вище технічне рішення дозволяє наносити двокомпонентні хромоалюмінієві покриття на поверхнях внутрішніх каналів лопаток. Однак, описаний вище спосіб не забезпечує необхідної якості покриття у зв'язку з нестабільним зчепленням покриття з матеріалом лопатки, що знижує надійність деталей в процесі їх експлуатації, а при зниженні вимог до параметрів експлуатації двигунів знижує їхню потужність. Найбільш близьким до запропонованого технічного рішення по призначенню, технічній суті та досягуваному результату при використанні є газоциркуляційний спосіб нанесення 1 UA 101764 C2 5 10 15 20 25 30 35 40 45 50 55 60 функціональних двокомпонентних хромоалюмінієвих покриттів на внутрішні порожнини охолоджуваних робочих лопаток газових турбін для захисту від високотемпературної газової корозії, що включає послідовне осадження шарів хрому та алюмінію з наступним високотемпературним відпалом в вакуумі для кінцевого формування структури покриття [див. «Богуслаев А. В., Мурашко В. В. Газоциркуляционное покрытие лопаток турбины газотурбинных двигателей. - Вестник двигателестроения, № 4/2006, ст. 73-75»], в якому після попередньої абразивної підготовки поверхні лопаток перенос атомів хрому та алюмінію із суміші на поверхню лопаток здійснюють за допомогою галогенів при температурі 1000±10 °C, а формування оптимальної структури покриття здійснюють в вакуумних пічках при температурі -1 -3 1050±10 °C та залишковому тиску 1,3 (10 -10 ) Па. В результаті такої обробки отримують покриття, мікроструктура якого складається з двох зон: зовнішньої однофазної та внутрішньої (дифузійної) багатофазної. Вміст Аl в зовнішній зоні покриття становить 18-22 мас. % та Сr 4-4,5 мас. %. Дифузійна зона містить 1-14 мас. % Аl та 67,5 мас. % Сr, а також підвищений вміст в порівнянні з основним матеріалом V, Nb, W, що створює додаткову «бар'єрність» елементів і перешкоджає збідненню основного матеріалу лопаток в процесі експлуатації. Однак недоліком таких покриттів є, перш за все, вірогідність відшарування осаджених шарів, а також велика вартість, трудомісткість та недостатня можливість для контролю технологічного процесу нанесення покриттів. Хоча на даний час газоциркуляційний спосіб нанесення покриттів (ГЦП) системи Ni-AL-Cr є єдиним, що використовується в серійному виробництві на теренах України та Росії, такі покриття не завжди забезпечують необхідну стійкість робочих лопаток турбін при їх експлуатації, особливо для лопаток турбін сучасних перспективних авіадвигунів з суттєво підвищеними характеристиками. Відомий пристрій для нанесення покриття на деталі газової турбіни, що містить реакційну камеру, в якій на деталі наносять покриття, та джерело металу, розміщене також в реакційній камері [див. Опис до патентної заявки США № US 2010/0098971, «Покрытие для деталей газовой турбины, способ и устройство для нанесения покрытия», МПК В32В 15/01, опубл. 22.04.2010 р.], при цьому деталі, на які наносять покриття, та джерела металу розміщені в камері одне проти одного на паралельних рівнях так, що відстань між деталями, що покриваються, та джерелами металу знаходиться в межах 10-150 мм. Ця відстань може бути і в межах 20-150 мм. Декілька деталей, що покриваються, відповідно розміщені між двома рівнями джерел, розміщених одне над одним, і при цьому десять рівнів джерел можуть бути розміщені в реакційній камері. Реакційна камера має вісесиметричну конфігурацію з діаметром від 200 до 1500 мм та заввишки більше 1500 мм. Об'ємна щільність джерела відносно до об'єму реакційної камери становить від 2 % до 5 %. У пристрої щонайменше одна галогенова сполука може бути спрямована до джерела через подавальну лінію. Описаний вище пристрій, на думку заявників, ефективний, а також економічний при нанесенні покриття. Найбільш близьким до заявленого технічного рішення по призначенню, технічній суті та досягуваному результату при використанні є пристрій для нанесення покриття, що складається з реакційної камери, виконаної з можливістю вакуумування, в якій встановлено засіб для розміщення оброблюваних деталей, засіб для розміщення джерел матеріалу покриття [див. «Богуслаев А. В., Мурашко В. В., Газоциркуляционное покрытие лопаток турбины газотурбинных двигателей. - Технология производства и ремонта. Вестник двигателестроения. № 4/2006, стр. 73-74»]. Пристрій виконаний з можливістю створення необхідного температурного поля, містить внутрішній захисний екран, засіб для вирівнювання температурного поля в реакційній камері та засіб, що забезпечує циркуляцію газових компонентів усередині захисного екрана. Описаний вище пристрій забезпечує можливість отримання покриття на лопатках газової турбіни при температурах от 900 до 1000 °C і є разом з описаним вище способом, як зазначено раніше, єдиним на даний час, що використовується в умовах серійного виробництва в Україні та Росії. Однак розміщення в одній камері деталей, що покриваються, та джерел галогенових газреагентів робить процес нанесення покриття важкокерованим, оскільки складно проконтролювати витрати матеріалу, що є джерелом газ-реагенту. Особливо це складно робити внаслідок його агресивності відносно до матеріалу пристрою. Використання двокамерного комплексу, що постійно атакується агресивними середовищами, збільшує експлуатаційні витрати і, відповідно, вартість покриттів, що наносяться, а, крім того, і покриття, отримані в цих умовах, не завжди забезпечують необхідну стійкість робочих лопаток турбін при експлуатації, 2 UA 101764 C2 5 10 15 20 25 30 35 40 45 50 55 60 особливо, на лопатках турбін сучасних перспективних авіадвигунів з суттєво підвищеними характеристиками. Тому задачею технічних рішень є підвищення якості покриттів шляхом покращення характеристик покриття відносно міцності зчеплення з матеріалом турбінної лопатки при підвищених параметрах експлуатації газотурбінного двигуна. В основу заявлюваного технічного рішення поставлена задача покращення способу нанесення функціональних двокомпонентних хромоалюмінієвих покриттів на поверхнях внутрішніх каналів лопаток газових турбін, в якому, внаслідок осадження з газової фази шарів хрому при термічному розпаді гексакарбонілу хрому Сr(СО) 6 та шарів алюмінію при термічному розпаді триметилалюмінію Аl(СН3)3, попереднього формування трьох температурних зон спочатку для осадження хрому, а потім для осадження алюмінію, забезпечується новий технічний результат. В основу заявлюваного технічного рішення поставлена також задача покращення конструкції пристрою для нанесення покриття на деталі газової турбіни, в якому, внаслідок встановлення реакційної камери всередині вакуумної камери, розділення її перегородкою на попередню зону та зону осадження, які мають різні температурні поля, виконання засобів для розміщення джерел матеріалу покриття як контейнерів, що нагріваються, встановлення їх ззовні вакуумної камери і сполучення їх із входом в реакційну камеру в зону з більш низькою температурою за допомогою транспортної системи та n клапанів, що прогріваються, забезпечується новий технічний результат. Новий технічний результат проявляється в більш високій адгезійній спроможності шару хрому, на який в подальшому осаджують шар алюмінію. Відсутність небажаних абсорбованих атомів і молекул, наприклад, з повітря дозволяє осаджувати шар алюмінію на ідеально очищені поверхні, а такі поверхні спроможні створювати нові сильні міжатомні зв'язки. Це виключає в подальшому відшарування покриття в цілому при подальшій термічній обробці лопатки турбіни в вакуумі. Поставлена задача вирішується тим, що у відомому способі нанесення двокомпонентних хромоалюмінієвих покриттів на внутрішні порожнини охолоджуваних робочих лопаток газових турбін, що включає послідовне осадження шарів хрому та алюмінію з наступним високотемпературним відпалом в вакуумі, згідно з винаходом, осадження з газової фази шарів хрому виконують при термічному розпаді гексакарбонілу хрому Сr(СО) 6 та шарів алюмінію при термічному розпаді триметилалюмінію Аl(СН3)3, при цьому попередньо формують три температурні зони спочатку для осадження хрому, а потім для осадження алюмінію. Згідно з винаходом, осадження шарів хрому та алюмінію виконують при тиску у вакуумній -2 камері 1,0 ... 1,2·10 мм рт. ст. Згідно з винаходом, при осадженні хрому гексакарбоніл хрому Сr(СО) 6 нагрівають до температури 110 ... 120 °C, в проміжній зоні забезпечують ту ж саму температуру, а в зоні осадження встановлюють температуру 400-450 °C. Згідно з винаходом, шар хрому формують впродовж не менше 2-3 годин. Згідно з винаходом, при осадженні алюмінію триметилалюміній Аl(СН3)3 нагрівають до температури 100-110 °C, в проміжній зоні забезпечують ту ж саму температуру, а в зоні осадження встановлюють температуру 300-350 °C. Згідно з винаходом, шар алюмінію формують впродовж не менше 5-6 годин. Поставлена задача вирішується також тим, що у відомому пристрої для нанесення покриття на деталі газової турбіни, що має реакційну камеру, в якій встановлено засіб для розміщення оброблюваних деталей, засіб для створення необхідного температурного поля та засіб для розміщення матеріалу покриття, згідно з винаходом, реакційна камера, встановлена всередині вакуумної камери, розділена теплоізоляційною вакуумщільною перегородкою на попередню зону і зону осадження, що мають різні температурні поля, при цьому засоби для розміщення джерел матеріалу покриття виконані як контейнери, що нагріваються, встановлені ззовні вакуумної камери і сполучені з входом в реакційну камеру в зону з більш низькою температурою за допомогою транспортної системи та клапанів, що прогріваються. Як видно з викладення суті заявлюваних технічних рішень, вони відрізняються від найближчих аналогів. Рішення також мають винахідницький рівень. Як зазначено вище, відоме використання способу хімічного осадження з парової фази (аналога газоциркуляційного способу) [див. Опис до патенту США № 7838070, М.кл. B05D7/22, опубл. 23.11.10 р].), що включає використання газів-реагентів з ряду алюмінієвий газ-реагент, хромовий газ-реагент, та кобальтовий газреагент. Спосіб включає також використання органометалевих матеріалів з ряду триетилалюміній, триізобутилалюміній, триметилалюміній, диметилалюміній гідрид, 3 UA 101764 C2 5 10 15 20 25 30 35 40 45 50 55 60 диметилетиламіналан та триметиламіналан. Спосіб передбачає нанесення покриття на поверхню використанням методики хімічного осадження з парової фази в діапазоні температур від 93 до 537 °C. Спосіб передбачає також вакуум-термічну обробку металевого покриття при температурі в межах 1000-1100 °C, впродовж 2-10 годин. Однак пропонований спосіб та пристрій принципово відрізняються від відомих створенням і використанням високочистих, активованих поверхонь, на які проходить осадження комплексу покриваючих шарів, забезпечуючих адгезійні та дифузійні процеси в умовах максимально ефективного проявлення цих властивостей. Окрім того, в порівнянні з найближчим аналогом спосіб передбачає використання сполук, які є нетоксичними і менш корозійно-активними, що суттєво полегшує технологічну роботу з ними. При цьому корозійне навантаження на обладнання суттєво зменшується, завдяки чому різко знижуються вимоги до конструкційних матеріалів обладнання. Процес осадження покриттів проводиться при значно нижчих температурах, є добре контрольованим і забезпечує високу повторюваність технологічних процесів. Пропонований спосіб та пристрій забезпечують широкі можливості у цілеспрямованому змінюванні властивостей покриття з прив'язкою до оброблюваного матеріалу і умовам його обробки, що забезпечує більш високу якість покриттів. Завдяки конструкції технологічного пристрою покриття хрому і алюмінію наносяться в одній і тій же вакуумній камері в єдиному технологічному циклі, що значно скорочує тривалість процесу і суттєво підвищує економічні показники отримання якісного кінцевого продукту. Наявність вакуумно та термічно розділених верхньої та нижньої камер в технологічному пристрої дає можливість роздільного нанесення покриттів на внутрішні та зовнішні поверхні робочих лопаток, що важливо для наступного нанесення якісних термозахисних покриттів. Рішення промислово придатне, оскільки реалізується в технологічному процесі формування двокомпонентних хромоалюмінієвих покриттів на поверхнях внутрішніх каналів охолоджуваних робочих турбінних лопаток. На кресленні показана схема пристрою для реалізації пропонованого способу. Спосіб нанесення двокомпонентних хромоалюмінієвих покриттів на внутрішні порожнини охолоджуваних робочих лопаток газових турбін для захисту от високотемпературної газової корозії реалізують наступним чином. Лопатки газотурбінного двигуна розміщують в реакційній камері. Завантажують в контейнери гексакарбоніл хрому Сr(СО)6 та триметилалюмінію Аl(СН3)3, -4 знижують в реакційній камері тиск до Р1=1,0 1,2·10 мм рт.ст. Після зниження тиску в пристрої до заданого значення починають плавно підвищувати температуру в трьох зонах пристрою. В результаті прогріву встановлюють при осадженні хрому в реакційній камері в зоні осадження температуру 400-450 °C, в інших зонах і системах пристрою встановлюють температуру не нижче 110-120 °C. Впродовж 2-3 годин в пристрої підтримують задані температури, і на внутрішніх поверхнях лопатки осаджується шар хрому Сr товщиною 5-7 мкм. Після завершення -4 осадження хрому знов в пристрої встановлюють тиск до Ρ=1,0-1,1·10 мм рт.ст., в реакційній зоні встановлюють температуру 300-350 °C, а в інших зонах пристрою встановлюють температуру 100-110 °C. Впродовж 5-6 годин на внутрішніх поверхнях лопатки на шарі хрому осаджується шар алюмінію товщиною 20-25 мкм. Після завершення формування шару алюмінію -4 знову в вакуумній камері знижують тиск до Ρ=1,0-1,1·10 мм рт.ст. Завершується процес формування хромоалюмінієвого покриття відпалом лопатки при -1 -3 температурі 1050±5 °C, залишковому тиску 1,3· (10 ... 10 ) Па впродовж 2-5 годин. Пристрій для нанесення металевих покриттів має реакційну камеру 1, встановлену в вакуумній камері 2. Реакційна камера 1 розділена на дві зони 3 і 4 теплоізоляційною герметичною перегородкою 5, виконаною з можливістю установки на ній лопаток газової турбіни. Замкова частина лопатки 6, що містить вхідні отвори 7, знаходиться в нижній зоні реакційної камери 3, а робоча частина 8 лопатки, на внутрішні перфоровані порожнини якої наносять покриття, встановлена у верхній зоні 4 реакційної камери. Нижня зона 3 реакційної камери через прогрівані транспортні системи 9, 10 та клапани 11, 12 сполучена з прогріваними контейнерами 13 і 14, в яких розміщені металоорганічні реагенти. З вакуумною камерою 2 зона 3 сполучена байпасною лінією 15 з клапаном 16. У верхній зоні реакційної камери 4 встановлена нагрівальна система 17 та формуючі температурне поле екрани 18. Пристрій працює наступним чином. При встановленні відповідних значень тиску та температурних полів в зонах 3, 4 реакційної камери 1 і відповідному нагріві транспортних систем 9, 10 та контейнерів 13, 14 в останніх проходить випаровування або гексакарбонілу хрому Сr(СО)6, або триметилалюмінію Аl(СН3)3, та їх транспорт з зон з менш високою температурою 3, 9, 10, 13, 14, в зону 4 реакційної камери 1 з більш високою температурою. При температурах 400-450 °C, 300-350 °C проходить розпад відповідно гексакарбонілу хрому Сr(СО)6 та триметилалюмінію Аl(СН3)3, з утворенням шарів хрому та алюмінію. 4 UA 101764 C2 В таблиці, приведеній нижче, показані результати реалізації способу в описаному вище пристрої. Сполука Приклад 1 Сr(СО)6 Т1 - т-ра Т1 - т-ра τ - час, нагріву, °C розпаду, °C годин 100 400 2 δ - товна, мкм 5 25 Аl(СН3)3 Приклад 2 100 300 5 20 Сr(СО)6 100 450 2 5 25 Аl(СН3)3 Приклад 3 100 350 5 20 Сr(СО)6 110 400 3 7 32 Аl(СН3)3 Приклад 4 110 300 6 25 Сr(СО)6 110 450 3 7 32 Аl(СН3)3 5 10 Σδ, мкм 110 350 6 25 Якість Зчеплення шару Сr з основою добре Зчеплення шару Аl з шаром Сr добре Зчеплення шару Сr з основою добре Зчеплення шару Аl з шаром Сr добре Зчеплення шару Сr з основою добре Зчеплення шару Аl з шаром Сr добре Зчеплення шару Сr з основою добре Зчеплення шару Аl з шаром Сr добре Як видно з опису способу та пристрою для його реалізації, пропоновані технічні рішення дозволяють підвищити якість покриттів шляхом поліпшення їх характеристик відносно міцності зчеплення з матеріалом турбінної лопатки при підвищених параметрах експлуатації газотурбінного двигуна. Окрім того, пропонований пристрій дозволяє більшою мірою контролювати процеси, що протікають в реакційній камері, що знижує в цілому витрати на її експлуатацію. ФОРМУЛА ВИНАХОДУ 15 20 25 30 35 1. Спосіб нанесення двокомпонентних хромоалюмінієвих покриттів на внутрішні порожнини охолоджуваних робочих лопаток газових турбін, що включає послідовне осадження шарів хрому та алюмінію з наступним високотемпературним відпалом в вакуумі, який відрізняється тим, що осадження з газової фази шарів хрому виконують при термічному розпаді гексакарбонілу хрому Сr(СО)6 та шарів алюмінію при термічному розпаді триметилалюмінію Аl(СН3)3, при цьому попередньо формують три температурні зони: спочатку для осадження хрому, а потім для осадження алюмінію. 2. Спосіб за п. 1, який відрізняється тим, що осадження шарів хрому та алюмінію виконують при тиску в вакуумній камері 1,0 1,2 102 мм рт. ст. 3. Спосіб за п. 1, який відрізняється тим, що при осадженні хрому гексакарбоніл хрому Сr(СО)6 нагрівають до температури 110-120 °C, в проміжній зоні забезпечують ту ж саму температуру, а в зоні осадження встановлюють температуру 400-450 °C. 4. Спосіб за п. 3, який відрізняється тим, що шар хрому формують впродовж не менше 2-3 годин. 5. Спосіб за п. 1, який відрізняється тим, що при осадженні алюмінію триметилалюміній Аl(СН3)3 нагрівають до температури 100-110 °C, в проміжній зоні забезпечують ту ж саму температуру, а в зоні осадження встановлюють температуру 300-350 °C. 6. Спосіб за п. 5, який відрізняється тим, що шар алюмінію формують впродовж не менше 5-6 годин. 7. Пристрій для нанесення покриття на деталі газової турбіни, який містить реакційну камеру, в якій встановлений засіб для розміщення оброблюваних деталей - робочих лопаток газових турбін та засоби для створення необхідного температурного поля, який відрізняється тим, що реакційна камера встановлена всередині вакуумної камери, розділена теплоізоляційною вакуумщільною перегородкою на попередню зону і зону осадження, що мають різні температурні поля, при цьому засоби для розміщення джерел матеріалу покриття виконані як 5 UA 101764 C2 контейнери, що нагріваються, та встановлені ззовні вакуумної камери і сполучені за допомогою транспортної системи і клапанів, що прогріваються, з входом в попередню зону реакційної камери, що має більш низьку температуру, ніж температурне поле зони осадження. Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for application of two-component chromium-aluminum coatings on the internal cavities of cooled working blades of gas turbines and device for the method realization
Автори англійськоюSahalovych Oleksii Vladyslavovych, Hryhoriev Oleksii Volodymyrovych, Kononykhin Oleksandr Volodymyrovych, Popov Viktor Vasyliovych, Sahalovych Vladyslav Viktorovych, Bohuslaiev Viacheslav Oleksandrovych, Zhemaniuk Pavlo Dmytrovych, Tkachenko Vasyl Vasyliovych
Назва патенту російськоюСпособ нанесения двухкомпонентных хромоалюминиевых покрытий на внутренние полости охлаждаемых рабочих лопаток газовых турбин и устройство для реализации способа
Автори російськоюСагалович Алексей Владиславович, Григорьев Алексей Владимирович, Кононыхин Александр Владимирович, Попов Виктор Васильевич, Сагалович Владислав Викторович, Богуслаев Вячеслав Александрович, Жеманюк Павел Дмитриевич, Ткаченко Василий Васильевич
МПК / Мітки
МПК: C23C 28/02, C23C 14/24, C23C 14/06
Мітки: робочих, спосіб, порожнини, способу, лопаток, хромоалюмінієвих, охолоджуваних, нанесення, реалізації, пристрій, покриттів, газових, двокомпонентних, турбін, внутрішні
Код посилання
<a href="https://ua.patents.su/8-101764-sposib-nanesennya-dvokomponentnikh-khromoalyuminiehvikh-pokrittiv-na-vnutrishni-porozhnini-okholodzhuvanikh-robochikh-lopatok-gazovikh-turbin-ta-pristrijj-dlya-realizaci-sposobu.html" target="_blank" rel="follow" title="База патентів України">Спосіб нанесення двокомпонентних хромоалюмінієвих покриттів на внутрішні порожнини охолоджуваних робочих лопаток газових турбін та пристрій для реалізації способу</a>
Спосіб нанесення двокомпонентних хром-алюмінієвих покриттів на внутрішні порожнини охолоджуваних робочих лопаток газових турбін
Номер патенту: 71888
Опубліковано: 25.07.2012
Автори: Жеманюк Павло Дмитрович, Сагалович Олексій Владиславович, Попов Віктор Васильович, Сагалович Владислав Вікторович, Ткаченко Василь Васильович, Григор'єв Олексій Володимирович, Богуслаєв Вячеслав Олександрович, Кононихін Олександр Володимирович
МПК: C23C 14/04
Мітки: газових, охолоджуваних, турбін, порожнини, покриттів, внутрішні, лопаток, двокомпонентних, робочих, нанесення, хром-алюмінієвих, спосіб
Формула / Реферат:
1. Спосіб нанесення двокомпонентних хром-алюмінієвих покриттів на внутрішні порожнини охолоджуваних робочих лопаток газових турбін, що включає послідовне осадження шарів хрому та алюмінію з наступним високотемпературним відпалом в вакуумі, який відрізняється тим, що осадження з газової фази шарів хрому виконують при термічному розпаді гексакарбонілу хрому Сr(СО)6 та шарів алюмінію при термічному розпаді триметілалюмінію Аl(СН3)3, при цьому...
Спосіб рідинного охолодження соплових та робочих лопаток газових турбін
Номер патенту: 61289
Опубліковано: 15.07.2005
Автор: Михайлов Федір Володимирович
МПК: F01D 5/02, F01D 5/18, F01D 5/00
Мітки: лопаток, охолодження, робочих, соплових, спосіб, газових, рідинного, турбін
Формула / Реферат:
Винахід відноситься до очистки внутрішніх поверхонь трубопроводів від різного роду відкладень і може бути використаний у будівництві, металурі ії. хімічній та інших галузях промисловості і комунального хазяйства.Відомий спосіб очистки каналу від відкладень та пристрій для його здійснення [патент Російської Федерації № 2046687, кл.В08В9/04, опубл. 1995.10.27], що полягає у виносі відкладень високонапорним робочим агентом, плоскими...
Сплав для виготовлення великогабаритних лопаток газових турбін
Номер патенту: 48317
Опубліковано: 15.08.2002
Автори: Шмирко Віра Іванівна, Петрик Ігор Андрійович, Коваль Анатолій Данилович, Санчугов Євгеній Львович, Скляревська Вікторія Миколаївна, Гайдук Сергій Валентинович, Михайлов Сергій Борисович, Андрієнко Анатолій Георгійович, Гайдук Ганна Валентинівна
МПК: C22C 19/05, C22C 19/03
Мітки: сплав, газових, виготовлення, лопаток, турбін, великогабаритних
Формула / Реферат:
Сплав для виготовлення великогабаритних лопаток газових турбін на основі нікелю, що містить вуглець, хром, алюміній, титан, вольфрам, молібден, ніобій, марганець, залізо, цирконій, бор, кремній, який відрізняється тим, що сплав містить вказані компоненти в такому співвідношенні, мас. %: вуглець 0,10 - 0,20 хром 14,0 -18,0 алюміній 1,0-1,5 ...
Теплозахисне покриття для лопаток газових турбін

Номер патенту: 98226
Опубліковано: 25.04.2012
Автори: Гречанюк Ігор Миколайович, Євтерев Юрій Миколайович, Василега Ольга Петрівна, Кучеренко Павло Петрович, Акримов Володимир Олександрович, Гречанюк Микола Іванович
МПК: C23C 30/00, C23C 14/00, C23C 28/00
Мітки: покриття, теплозахисне, лопаток, турбін, газових
Формула / Реферат:
1. Теплозахисне покриття для лопаток газових турбін, що містить внутрішній пластичний шар, проміжний жаростійкий шар, що виконаний у вигляді чергуючих металевого MeCrAlVSiZrHf та композиційного MeCrAlVSiZrHf та МеО, де Me - Co, Ni, Fe або сплави на їх основі; МеО - Аl2О3 або (ZrO2+Y2O3) та зовнішнього шару на основі діоксиду цирконію, стабілізованого оксидом ітрію, яке відрізняється тим, що зовнішній шар додатково містить диборид цирконію...
Захисне покриття для лопаток газових турбін

Номер патенту: 42052
Опубліковано: 15.10.2001
Автори: ПІЮК Євген Леонідович, Гречанюк Микола Іванович, Кучеренко Павло Петрович, ОСОКІН Валентин Олександрович, Афанасьєв Ігор Борисович, Гречанюк Ігор Миколайович, Белік Станіслав Степанович, Акримов Володимир Олександрович
МПК: C23C 14/00
Мітки: захисне, турбін, лопаток, газових, покриття
Формула / Реферат:
1. Захисне покриття для лопаток газових турбін, що включає проміжний, пластичний підшар та жаростійкий шар на основі сплавів метал-хром-алюміній-ітрій (де метал -нікель або кобальт), додатково легованих одним або більше елементами з групи: тантал, гафній, скандій, цирконій, ніобій, кремній, яке відрізняється тим, що жаростійкий шар виконано у вигляді металевого MeCrAlYSiZrHf та композиційного MeCrAlYSiZrHf-оксид алюмінію або діоксид цирконію...
Попередній патент: Застосування потужного автотрансформаторного або трансформаторного фільтра струмів нульової послідовності як стабілізатора потенціалів лінійних та/або нульової фаз
Наступний патент: N-заміщені 5,7-діарил-6-(метилсульфоніл)-4,7-дигідро[1,2,3]триазоло[1,5-a]піримідин-3-карбоксаміди і спосіб їх одержання
Випадковий патент: Система для сумісної експлуатації і рекультивації гудрононакопичувача та полігона твердих побутових відходів