Спосіб виробництва щебеню
Номер патенту: 104674
Опубліковано: 10.02.2016
Автори: Сокур Іван Миколайович, Сокур Лідія Михайлівна, Божик Денис Пилипович, Сокур Микола Іванович
Формула / Реферат
1. Спосіб виробництва щебеню, що включає розділення вихідного матеріалу на класифікуючому пристрої з отриманням на виході продуктів крупної верхньої і дрібної нижньої фракцій, попереднє дроблення продукту верхньої фракції щонайменше на одному пристрої для крупного дроблення з розділенням на його виході на продукти верхньої і нижньої фракцій, заключне дроблення продукту верхньої фракції на пристрої для дрібного дроблення і розділення продуктів заключного дроблення щонайменше на одному класифікуючому пристрої з отриманням на виході готових продуктів заданих фракцій і відсіву, який відрізняється тим, що розділення продуктів попереднього дроблення виконують за допомогою щонайменше одного класифікуючого пристрою, продукти нижніх фракцій, отриманих на виходах класифікуючого пристрою на стадії розділення вихідного матеріалу і класифікуючого пристрою на стадії попереднього дроблення, направляють відповідно на класифікуючі пристрої на стадіях попереднього і заключного дроблення, а отриману некондиційну верхню фракцію з класифікуючого пристрою на стадії заключного дроблення повертають на повторне дроблення на дробарку для дрібного дроблення, при цьому як згаданий пристрій для дрібного дроблення використовують відцентрово-ударну дробарку, що виконана з можливістю регулювання числа оборотів розгінного ротора.
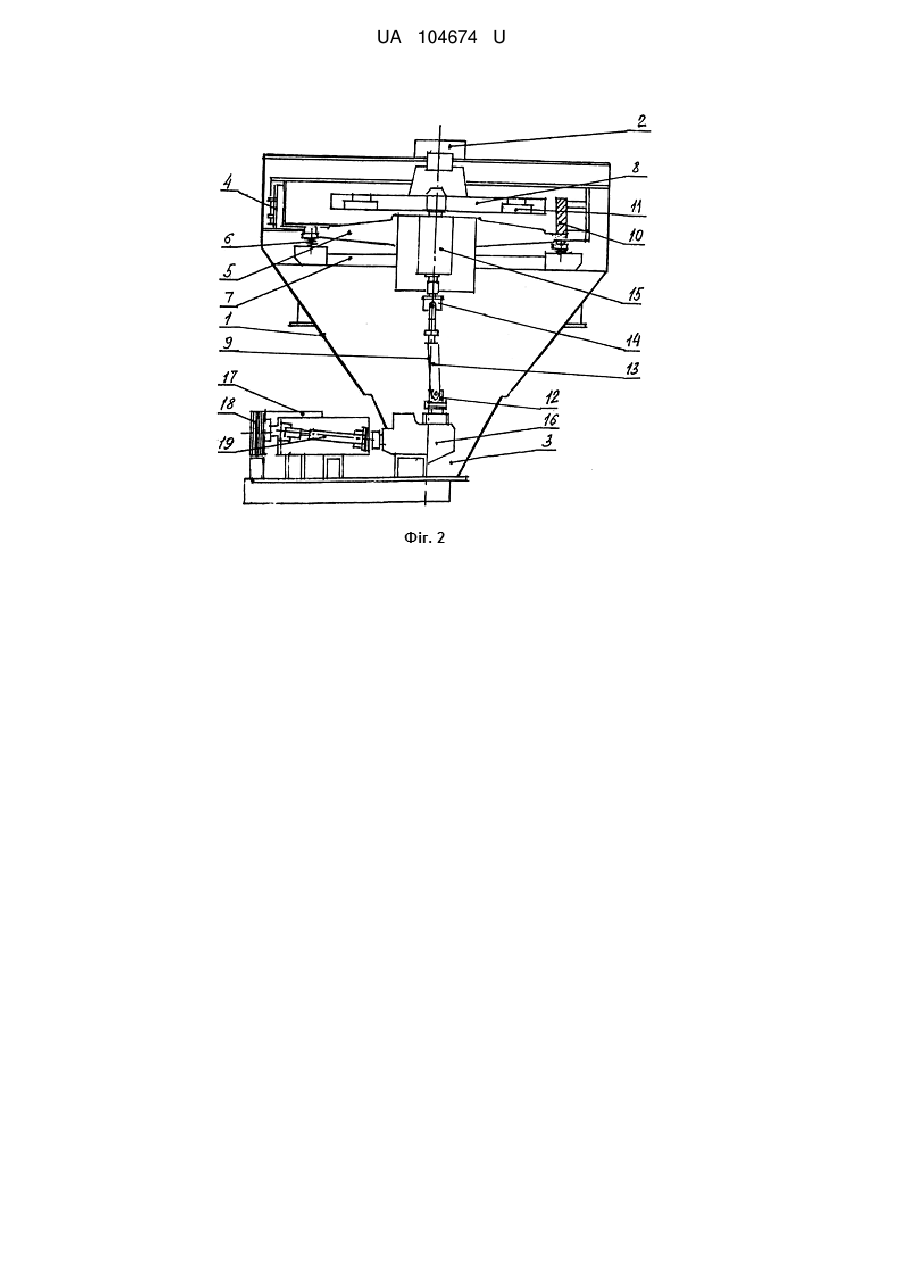
2. Спосіб за п. 1, який відрізняється тим, що як зазначений пристрій для дрібного дроблення використовують відцентрово-ударну дробарку, що містить зовнішній корпус із завантажувальним і розвантажувальним отворами і внутрішній корпус, змонтований в зовнішньому корпусі за допомогою опорної платформи, виконаної з можливістю гасіння динамічних навантажень, при цьому у внутрішньому корпусі розташовані розгінний ротор, закріплений на вертикальному валу, і відбійні елементи, закріплені по периметру згаданого корпусу зі створенням між ними і розгінним ротором зони дроблення, вертикальний вал виконаний складовим з можливістю взаємного кутового переміщення його елементів і з'єднаний з електроприводом з можливістю регулювання числа оборотів розгінного ротора.
3. Спосіб за п. 1, який відрізняється тим, що кількість пристроїв для крупного дроблення і класифікуючих пристроїв на стадіях попереднього дроблення і заключного дроблення, їх параметри і технологічні зв'язки між собою і з рештою пристроїв вибирають з урахуванням забезпечення заданої продуктивності відцентрово-ударної дробарки, виходячи з мінералогічного складу, текстурно-структурних особливостей і міцності вихідного матеріалу.
Текст
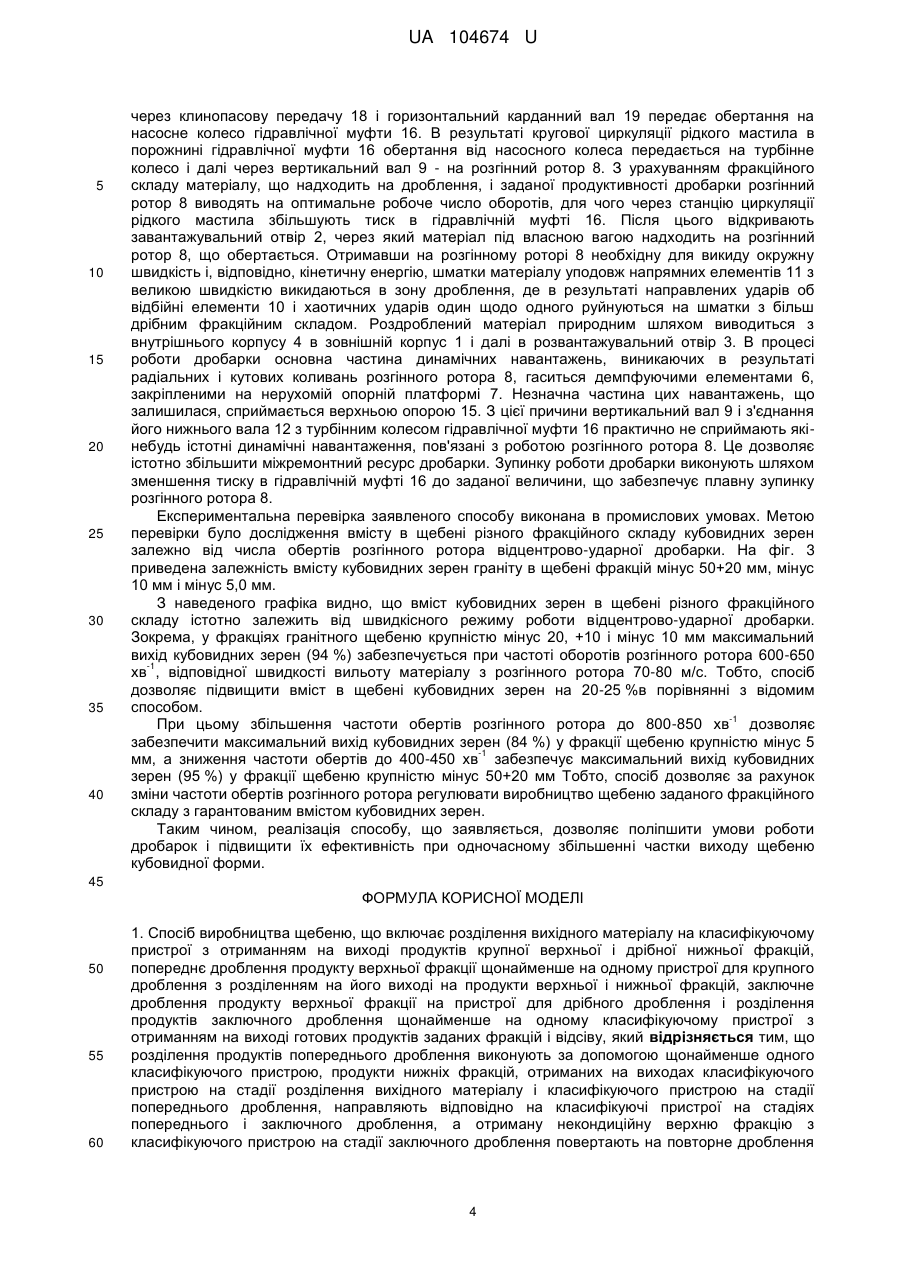
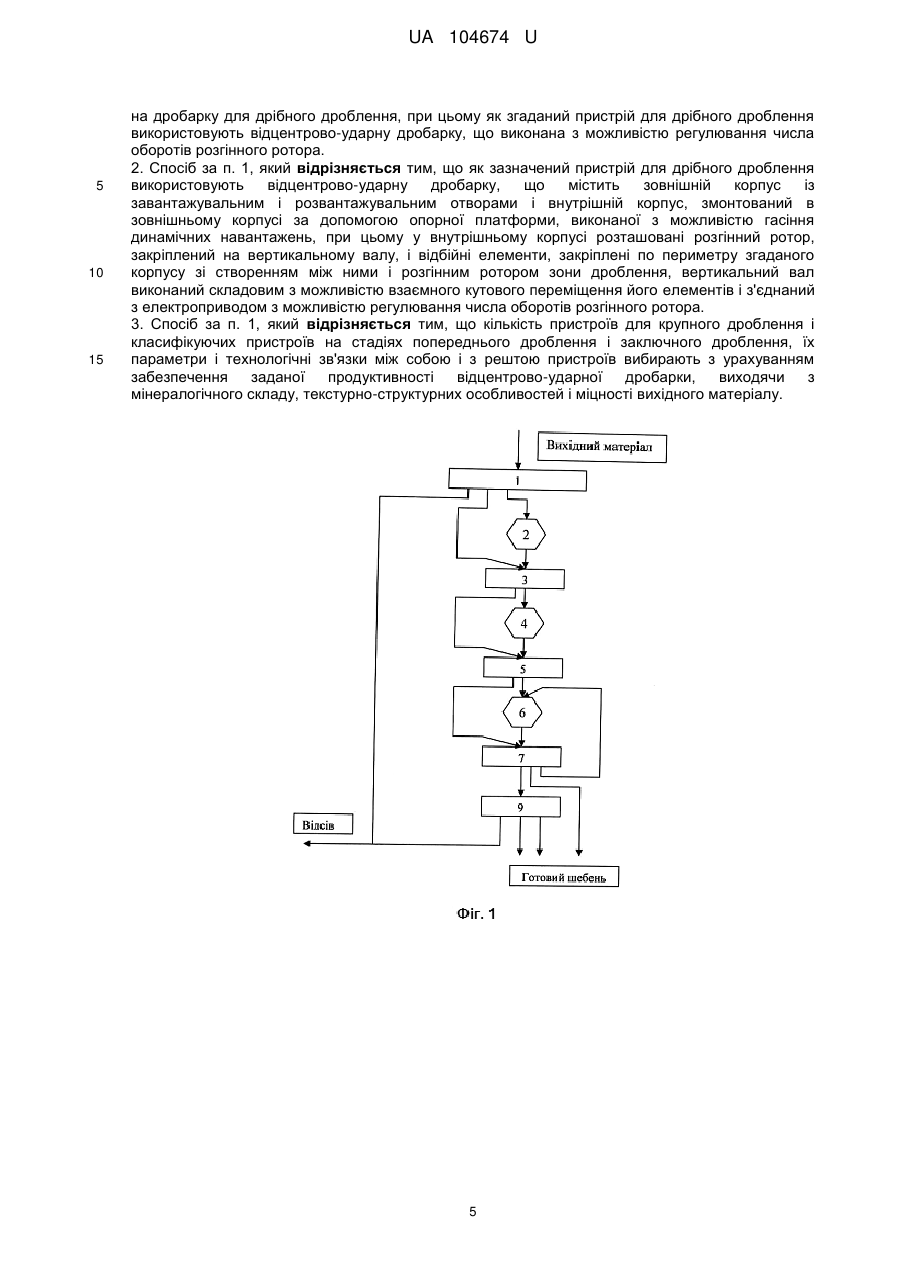
Реферат: Спосіб виробництва щебеню включає розділення вихідного матеріалу на класифікуючому пристрої з отриманням на виході продуктів крупної верхньої і дрібної нижньої фракцій, попереднє дроблення продукту верхньої фракції щонайменше на одному пристрої для крупного дроблення з розділенням на його виході на продукти верхньої і нижньої фракцій, заключне дроблення продукту верхньої фракції на пристрої для дрібного дроблення і розділення продуктів заключного дроблення щонайменше на одному класифікуючому пристрої з отриманням на виході готових продуктів заданих фракцій і відсіву. Розділення продуктів попереднього дроблення виконують за допомогою щонайменше одного класифікуючого пристрою, продукти нижніх фракцій, отриманих на виходах класифікуючого пристрою на стадії розділення вихідного матеріалу і класифікуючого пристрою на стадії попереднього дроблення, направляють відповідно на класифікуючі пристрої на стадіях попереднього і заключного дроблення. Отриману некондиційну верхню фракцію з класифікуючого пристрою на стадії заключного дроблення повертають на повторне дроблення на дробарку для дрібного дроблення. При цьому як згаданий пристрій для дрібного дроблення використовують відцентрово-ударну дробарку, що виконана з можливістю регулювання числа оборотів розгінного ротора. UA 104674 U (54) СПОСІБ ВИРОБНИЦТВА ЩЕБЕНЮ UA 104674 U UA 104674 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до способів виробництва щебеню, зокрема кубовидної форми, і може бути використана на дробильно-сортувальних підприємствах в промисловості нерудних будівельних матеріалів. Відомий спосіб виробництва щебеню (Червяков С.А., Газалеева Г.И. Анализ современных инновационных технологий и оборудования для получения высококачественного щебня // Горная промышленность № 2 (90)/2010. Джерело: http:// www. mining-media. ru/ru/article/drobilka/ 346-analiz-sovremennykh-innovatsionnykh-tekhnologij - і - oborudovaniya-dlya-polucheniyavysokokachestvennogo-shchebnya), що включає розділення вихідного матеріалу на класифікуючому пристрої з отриманням на виході продуктів крупної верхньої і дрібної нижньої фракцій, попереднє дроблення продукту верхньої фракції на одному пристрої для крупного дроблення, заключне дроблення продукту попереднього дроблення на двох пристроях для дрібного дроблення і розділення продуктів заключного дроблення на другому і третьому класифікуючих пристроях з отриманням на виході готових продуктів заданих фракцій і відсіву. При цьому продукт нижньої фракції, отриманий на виході першого класифікуючого пристрою, направляють на четвертий класифікуючий пристрій з отриманням на його виході відсіву і продукту верхньої фракції, який направляють на попереднє дроблення на пристрій для крупного дроблення. Продукт верхньої фракції, отриманий на виході другого класифікуючого пристрою, розділяють на готовий продукт фракції 40-70 мм і некондиційну верхню фракцію +70 мм, яку направляють на повторне дроблення. На виході третього класифікуючого пристрою одержують відсів і готовий продукт фракцій 5-10 мм і 20-40 мм. У відомому способі попереднє дроблення виконують на щічній дробарці ЩДП-12 × 15У, а заключне дроблення - послідовно на двох конусних дробарках КСД-1750Гр-ДМ і КМД-1750Т7-Д. Як перший класифікуючий пристрій використовують грохот КГ, як другий і третій - по два агрегати сортування, відповідно, ДРО-659 (а1=70 мм, а2=40 мм, а3=5 мм) і ДРО-690-60 (а1=20 мм, а2=5 мм), а як четвертий - один агрегат сортування СМД-513А-10 (а1=40 мм, а2=20 мм). 3 Продуктивність відомого способу становить більше 1 млн. м щебеню. Вміст зерен лещадної форми в готовій продукції складає від 8 до 15 % при відсіві відходів дроблення крупністю 0-5 мм - до 16 %. Недоліком відомого способу є порівняно високий вміст в щебені зерен лещадної форми, що знижує його якість і обмежує область застосування в дорожньому і енергетичному будівництві. Відомий спосіб виробництва щебеню (Вайсберг Л.А., Шулояков А.Д., Орлов С.Л. і ін. Новые технологии производства высококачественного щебня мелких фракций. // Горная промышленность. - 2010. - № 3 (91). - Джерело: http://mining-media.ru/ ru/ article/ newtech/ 330novye-tekhnologii-proizvodstva-vysokokachestvennogo-shchebnya-melkikh-fraktsij), що включає розділення вихідного матеріалу на класифікуючому пристрої з отриманням на виході продуктів крупної верхньої і дрібної нижньої фракцій, попереднє дроблення продукту верхньої фракції на двох пристроях для крупного дроблення з отриманням на їх виході продуктів верхньої і нижньої фракцій, заключне дроблення продукту верхньої фракції на пристрої для дрібного дроблення і розділення цих продуктів на другому і третьому класифікуючих пристроях з отриманням на виході готових продуктів заданих фракцій і відсіву. У відомому способі як перший класифікуючий пристрій використовують колосниковий грохот, на виході якого нижню фракцію складають пісок і скельні дрібності крупністю -20 мм, які направляють у відсів, а верхню фракцію - скельна порода крупністю від мінус 500 мм до +20 мм. Як пристрої для крупного дроблення використовують агрегати СМД-510 з щічними дробарками СМД-110А, що змонтовані в технологічній лінії паралельно, а як пристрій для дрібного дроблення - конусну дробарку КИД-1200М, яка виконана з можливістю регулювання числа обертів приводу. Як другий і третій класифікуючі пристрої використовують грохот, відповідно, ГИС-53 (а1=40 мм, а2=50 мм, а3=10 мм) і ГИС-42 (а1=10 мм, а2=5 мм). Продуктивність відомого способу - до 150 т/год. по живленню у відкритому циклі дробарки КИД-1200М. При цьому кількість зерен лещадної форми в готовій продукції фракції 5-20 мм складає більше 8 % при відсіві відходів дроблення крупністю 0-5 мм - до 22 %. Недоліками відомого способу є: - порівняно високий вміст в готовій продукції зерен лещадної форми, що знижує її якість і обмежує область застосування в дорожньому і енергетичному будівництві; - необхідність операцій повторного дроблення продуктів нижніх фракцій, що погіршує умови роботи дробарок і знижує їх ефективність при одночасному зменшенні частки виходу щебеню кубовидної форми і збільшенні масової частки відсіву. В основу корисної моделі поставлена задача удосконалення способу виробництва щебеню, що дозволяє підвищити його якість за рахунок зниження вмісту зерен лещадної форми. 1 UA 104674 U 5 10 15 20 25 30 35 40 45 50 55 60 Технічний результат від реалізації цієї задачі полягає в іншій послідовності виконання операцій розділення продуктів дроблення, що виключає повторне дроблення щебеню дрібних фракцій, і у використанні як пристрою для дрібного дроблення відцентрово-ударної дробарки, виконаної з можливістю регулювання числа оборотів розгінного ротора. При цьому одночасно забезпечується зниження собівартості щебеню за рахунок зменшення масової частки відсіву. Поставлена задача вирішується тим, що в способі виробництва щебеню, що включає розділення вихідного матеріалу на класифікуючому пристрої з отриманням на виході продуктів крупної верхньої і дрібної нижньої фракцій, попереднє дроблення продукту верхньої фракції щонайменше на одному пристрої для крупного дроблення з розділенням на його виході на продукти верхньої і нижньої фракцій, заключне дроблення продукту верхньої фракції на пристрої для дрібного дроблення і розділення продуктів заключного дроблення щонайменше на одному класифікуючому пристрої з отриманням на виході готових продуктів заданих фракцій і відсіву, згідно з корисною моделлю розділення продуктів попереднього дроблення виконують за допомогою щонайменше одного класифікуючого пристрою, продукти нижніх фракції, отриманих на виходах класифікуючого пристрою на стадії розділення вихідного матеріалу і класифікуючого пристрою на стадії попереднього дроблення, направляють відповідно на класифікуючі пристрої на стадіях попереднього і заключного дроблення, а отриману некондиційну верхню фракцію з класифікуючого пристрою на стадії заключного дроблення повертають на повторне дроблення на дробарку для дрібного дроблення, при цьому як згаданий пристрій для дрібного дроблення використовують відцентрово-ударну дробарку, виконану з можливістю регулювання числа обертів розгінного ротора. При цьому доцільно, щоб як зазначений пристрій для дрібного дроблення використовували відцентрово-ударну дробарку, що містить зовнішній корпус із завантажувальним і розвантажувальним отворами і внутрішній корпус, змонтований в зовнішньому корпусі за допомогою опорної платформи, виконаної з можливістю гасіння динамічних навантажень, при цьому у внутрішньому корпусі розташовані розгінний ротор, закріплений на вертикальному валу, і відбійні елементи, закріплені по периметру згаданого корпусу зі створенням між ними і розгінним ротором зони дроблення, вертикальний вал виконаний складовим з можливістю взаємного кутового переміщення його елементів і з'єднаний з електроприводом з можливістю регулювання числа обертів розгінного ротора. Доцільно також, щоб кількість пристроїв для крупного дроблення і класифікуючих пристроїв на стадіях попереднього дроблення і заключного дроблення, їх параметри і технологічні зв'язки між собою і з рештою пристроїв вибирали з урахуванням забезпечення заданої продуктивності відцентрово-ударної дробарки, виходячи з мінералогічного складу, текстурно-структурних особливостей і міцності вихідного матеріалу. Спосіб виробництва щебеню, що заявляється, включає розділення вихідного матеріалу на першому класифікуючому пристрої з отриманням на виході продуктів крупної верхньої і дрібної нижньої фракцій, попереднє дроблення продукту верхньої фракції щонайменше на одному пристрої для крупного дроблення з розділенням продуктів дроблення за допомогою щонайменше другого класифікуючого пристрою на верхню і нижню фракції, заключне дроблення продуктів верхньої фракції за допомогою відцентрово-ударної дробарки, виконаної з можливістю регулювання числа обертів розгінного ротора, з розділенням продуктів дроблення за допомогою щонайменше третього класифікуючого пристрою на готові продукти заданих фракцій і відсіви. При цьому продукти нижніх фракцій, отримані на виходах першого і другого класифікуючих пристроїв, направляють відповідно на другий і третій класифікуючі пристрої, останній з яких працює в замкнутому циклі по некондиційній верхній фракції з відцентровоударною дробаркою. Використання на заключній стадії дроблення зазначеної відцентрово-ударної дробарки дозволяє створювати багатократну ударну дію на матеріал, який переробляється, що викликає його дезінтеграцію по лініях зсуву, що, у свою чергу, підвищує вміст зерен кубовидної форми в порівнянні з конусними дробарками, в яких дезінтеграція матеріалу відбувається в результаті дії на нього "роздавлюючих сил". При цьому виконання відцентрово-ударної дробарки з можливістю регулювання числа оборотів розгінного ротора дозволяє забезпечити вихід готового щебеню різного фракційного складу з оптимальним вмістом в ньому кубовидних зерен залежно від масової подачі матеріалу, що переробляється. Виконання операцій по розділенню продуктів попереднього дроблення за допомогою, щонайменше, одного класифікуючого пристрою з отриманням продуктів верхньої і нижньої фракцій на його виході, а також спрямування продуктів нижніх фракцій, отриманих на виходах першого і другого класифікуючих пристроїв, відповідно, на другий і третій класифікуючі пристрої, останній з яких працює в замкнутому циклі по некондиційній верхній фракції з 2 UA 104674 U 5 10 15 20 25 30 35 40 45 50 55 60 відцентрово-ударною дробаркою, дозволяє виключити з процесу повторного дроблення продукти нижніх фракцій і за рахунок цього поліпшити умови роботи дробарок і підвищити їх ефективність при одночасному збільшенні частки виходу щебеню кубовидної форми і зменшенні масової частки відсіву. Суть способу, що заявляється, пояснюється фігурами креслень, де на фіг. 1 приведена технологічна схема реалізації способу; на фіг. 2 - схематичне зображення відцентрово-ударної дробарки; на фіг. 3 - графік залежності вмісту зерен кубовидної форми в щебені фракцій мінус 5 мм, мінус 10 мм і мінус 50 мм. Спосіб виробництва щебеню здійснюють таким чином (фіг. 1). Вихідний матеріал подають на попереднє розділення на першому класифікуючому пристрої 1, наприклад грохоті важкого типу, з отриманням на виході продуктів крупної верхньої фракції і дрібної нижньої фракції. Продукти верхньої фракції направляють на першу стадію попереднього дроблення на пристрої для крупного дроблення 2, наприклад щічній дробарці, з подальшим розділенням продуктів дроблення за допомогою другого класифікуючого пристрою 3, наприклад грохота, на верхню фракцію, наприклад розміром 125-250 мм, і нижню фракцію. Продукти верхньої фракції направляють на другу стадію попереднього дроблення на пристрої для крупного дроблення 4, наприклад щічній дробарці, з подальшим розділенням продуктів дроблення за допомогою третього класифікуючого пристрою 5, наприклад грохота, на верхню фракцію, наприклад розміром 40-125 мм, і нижню фракцію. Продукти верхньої фракції направляють на заключне дроблення за допомогою відцентрово-ударної дробарки 6 з подальшим розділенням продуктів дроблення за допомогою четвертого класифікуючого пристрою 7, наприклад грохота, на верхню фракцію, наприклад розміром 40-60 мм, і нижню фракції, наприклад розміром мінус 40 мм. Продукти верхньої фракції направляють на повторне дроблення за допомогою відцентрово-ударної дробарки 6, а продукти нижньої фракції направляють на розділення за допомогою п'ятого класифікуючого пристрою 8, наприклад грохота, на готові продукти заданих фракцій, наприклад з розмірами 5-10 мм, 10-20 мм і 20-40 мм, і на відсів з розміром мінус 5 мм. При цьому продукти нижніх фракцій, які отримані на виходах класифікуючих пристроїв 1 і 3, направляють безпосередньо на класифікуючі пристрої, відповідно, 3 і 5. Кількість пристроїв для крупного дроблення і класифікуючих пристроїв на стадіях попереднього дроблення і після заключного дроблення, їх параметри і технологічні зв'язки між собою і з рештою пристроїв вибирають з урахуванням забезпечення заданої продуктивності відцентрово-ударної дробарки, виходячи з мінералогічного складу, текстурно-структурних особливостей і міцності вихідного матеріалу. Відцентрово-ударна дробарка складається (фіг. 2) із зовнішнього корпусу 1 із завантажувальним 2 і розвантажувальним 3 отворами і внутрішнього корпусу 4, змонтованого в зовнішньому корпусі 1 за допомогою опорної платформи 5, закріпленої за допомогою демпфуючих елементів 6 на нерухомій платформі 7, жорстко закріпленої в зовнішньому корпусі 1. У внутрішньому корпусі 4 розташовані розгінний ротор 8, закріплений на вертикальному валу 9, і відбійні елементи 10, закріплені по периметру згаданого корпусу 4 із створенням між ними і розгінним ротором 8 зони дроблення (не позначена). Розгінний ротор 8 містить змінні напрямні елементи 11, виконані з можливістю самофутерування робочих поверхонь. Вертикальний вал 9 виконаний у вигляді карданного вала, що складається з нижнього 12, середнього 13 і верхнього 14 валів, послідовно з'єднаних між собою за допомогою шарнірів (не позначені). Верхній вал 14 закріплений у верхній опорі 15, в якій з'єднаний з розгінним ротором 8. Середній вал 13 виконаний з телескопічним взаємозв'язком (не показана), що компенсує взаємні кутові переміщення елементів карданного вала. Нижній вал 12 з'єднаний з електроприводом за допомогою гідравлічної муфти 16, що забезпечує можливість регулювання числа обертів розгінного ротора 8 і, відповідно, швидкість вильоту кускового матеріалу в зону дроблення. Електропривод складається з електродвигуна 17, клинопасової передачі 18 і горизонтального карданного вала 19, з'єднаного з гідравлічною муфтою 16, яка за допомогою технологічного трубопроводу з'єднана із станцією циркуляції рідкого мастила (не показані). При цьому насосне колесо гідравлічної муфти 16 з'єднано з горизонтальним карданним валом 19, а турбінне колесо з'єднано з нижнім валом 12 вертикального вала 9. Робота відцентрово-ударної дробарки на операції заключного дроблення здійснюється таким чином. Перед завантаженням матеріалу через завантажувальний отвір 2 на розгінний ротор 8 включають станцію циркуляції рідкого мастила і заповнюють їм гідравлічну муфту 16 до заданої величини тиску, що забезпечує плавний пуск приводу. Далі включають електродвигун 17, який 3 UA 104674 U 5 10 15 20 25 30 35 40 через клинопасову передачу 18 і горизонтальний карданний вал 19 передає обертання на насосне колесо гідравлічної муфти 16. В результаті кругової циркуляції рідкого мастила в порожнині гідравлічної муфти 16 обертання від насосного колеса передається на турбінне колесо і далі через вертикальний вал 9 - на розгінний ротор 8. З урахуванням фракційного складу матеріалу, що надходить на дроблення, і заданої продуктивності дробарки розгінний ротор 8 виводять на оптимальне робоче число оборотів, для чого через станцію циркуляції рідкого мастила збільшують тиск в гідравлічній муфті 16. Після цього відкривають завантажувальний отвір 2, через який матеріал під власною вагою надходить на розгінний ротор 8, що обертається. Отримавши на розгінному роторі 8 необхідну для викиду окружну швидкість і, відповідно, кінетичну енергію, шматки матеріалу уподовж напрямних елементів 11 з великою швидкістю викидаються в зону дроблення, де в результаті направлених ударів об відбійні елементи 10 і хаотичних ударів один щодо одного руйнуються на шматки з більш дрібним фракційним складом. Роздроблений матеріал природним шляхом виводиться з внутрішнього корпусу 4 в зовнішній корпус 1 і далі в розвантажувальний отвір 3. В процесі роботи дробарки основна частина динамічних навантажень, виникаючих в результаті радіальних і кутових коливань розгінного ротора 8, гаситься демпфуючими елементами 6, закріпленими на нерухомій опорній платформі 7. Незначна частина цих навантажень, що залишилася, сприймається верхньою опорою 15. З цієї причини вертикальний вал 9 і з'єднання його нижнього вала 12 з турбінним колесом гідравлічної муфти 16 практично не сприймають якінебудь істотні динамічні навантаження, пов'язані з роботою розгінного ротора 8. Це дозволяє істотно збільшити міжремонтний ресурс дробарки. Зупинку роботи дробарки виконують шляхом зменшення тиску в гідравлічній муфті 16 до заданої величини, що забезпечує плавну зупинку розгінного ротора 8. Експериментальна перевірка заявленого способу виконана в промислових умовах. Метою перевірки було дослідження вмісту в щебені різного фракційного складу кубовидних зерен залежно від числа обертів розгінного ротора відцентрово-ударної дробарки. На фіг. 3 приведена залежність вмісту кубовидних зерен граніту в щебені фракцій мінус 50+20 мм, мінус 10 мм і мінус 5,0 мм. З наведеного графіка видно, що вміст кубовидних зерен в щебені різного фракційного складу істотно залежить від швидкісного режиму роботи відцентрово-ударної дробарки. Зокрема, у фракціях гранітного щебеню крупністю мінус 20, +10 і мінус 10 мм максимальний вихід кубовидних зерен (94 %) забезпечується при частоті оборотів розгінного ротора 600-650 -1 хв , відповідної швидкості вильоту матеріалу з розгінного ротора 70-80 м/с. Тобто, спосіб дозволяє підвищити вміст в щебені кубовидних зерен на 20-25 %в порівнянні з відомим способом. -1 При цьому збільшення частоти обертів розгінного ротора до 800-850 хв дозволяє забезпечити максимальний вихід кубовидних зерен (84 %) у фракції щебеню крупністю мінус 5 -1 мм, а зниження частоти обертів до 400-450 хв забезпечує максимальний вихід кубовидних зерен (95 %) у фракції щебеню крупністю мінус 50+20 мм Тобто, спосіб дозволяє за рахунок зміни частоти обертів розгінного ротора регулювати виробництво щебеню заданого фракційного складу з гарантованим вмістом кубовидних зерен. Таким чином, реалізація способу, що заявляється, дозволяє поліпшити умови роботи дробарок і підвищити їх ефективність при одночасному збільшенні частки виходу щебеню кубовидної форми. 45 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 50 55 60 1. Спосіб виробництва щебеню, що включає розділення вихідного матеріалу на класифікуючому пристрої з отриманням на виході продуктів крупної верхньої і дрібної нижньої фракцій, попереднє дроблення продукту верхньої фракції щонайменше на одному пристрої для крупного дроблення з розділенням на його виході на продукти верхньої і нижньої фракцій, заключне дроблення продукту верхньої фракції на пристрої для дрібного дроблення і розділення продуктів заключного дроблення щонайменше на одному класифікуючому пристрої з отриманням на виході готових продуктів заданих фракцій і відсіву, який відрізняється тим, що розділення продуктів попереднього дроблення виконують за допомогою щонайменше одного класифікуючого пристрою, продукти нижніх фракцій, отриманих на виходах класифікуючого пристрою на стадії розділення вихідного матеріалу і класифікуючого пристрою на стадії попереднього дроблення, направляють відповідно на класифікуючі пристрої на стадіях попереднього і заключного дроблення, а отриману некондиційну верхню фракцію з класифікуючого пристрою на стадії заключного дроблення повертають на повторне дроблення 4 UA 104674 U 5 10 15 на дробарку для дрібного дроблення, при цьому як згаданий пристрій для дрібного дроблення використовують відцентрово-ударну дробарку, що виконана з можливістю регулювання числа оборотів розгінного ротора. 2. Спосіб за п. 1, який відрізняється тим, що як зазначений пристрій для дрібного дроблення використовують відцентрово-ударну дробарку, що містить зовнішній корпус із завантажувальним і розвантажувальним отворами і внутрішній корпус, змонтований в зовнішньому корпусі за допомогою опорної платформи, виконаної з можливістю гасіння динамічних навантажень, при цьому у внутрішньому корпусі розташовані розгінний ротор, закріплений на вертикальному валу, і відбійні елементи, закріплені по периметру згаданого корпусу зі створенням між ними і розгінним ротором зони дроблення, вертикальний вал виконаний складовим з можливістю взаємного кутового переміщення його елементів і з'єднаний з електроприводом з можливістю регулювання числа оборотів розгінного ротора. 3. Спосіб за п. 1, який відрізняється тим, що кількість пристроїв для крупного дроблення і класифікуючих пристроїв на стадіях попереднього дроблення і заключного дроблення, їх параметри і технологічні зв'язки між собою і з рештою пристроїв вибирають з урахуванням забезпечення заданої продуктивності відцентрово-ударної дробарки, виходячи з мінералогічного складу, текстурно-структурних особливостей і міцності вихідного матеріалу. 5 UA 104674 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B02C 2/00
Мітки: виробництва, щебеню, спосіб
Код посилання
<a href="https://ua.patents.su/8-104674-sposib-virobnictva-shhebenyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва щебеню</a>
Застосування шламів пилоочищення – відходів виробництва гранітного щебеню

Номер патенту: 9691
Опубліковано: 17.10.2005
Автор: Бахарєв Володимир Сергійович
МПК: C11D 17/04
Мітки: застосування, гранітного, шламів, відходів, щебеню, пилоочищення, виробництва
Формула / Реферат:
Застосування шламів пилоочищення – відходів виробництва гранітного щебеню як основи для одержання чистильно-мийних композицій.
Дробарна камера молоткової або роторної дробарки для виробництва кубоподібного щебеню
Номер патенту: 69917
Опубліковано: 10.10.2007
Автор: Булигін Олександр Віталійович
МПК: B02C 13/04, B02C 13/282
Мітки: камера, дробарна, молоткової, щебеню, дробарки, роторної, кубоподібного, виробництва
Формула / Реферат:
Дробарна камера молоткової або роторної дробарки для виробництва кубоподібного щебеню, яка складається з корпусу та розміщеного усередині нього ротора, завантажувального отвору, розвантажувального отвору, відбивних плит, які формують відбивну поверхню, щонайменше однієї полиці усередині дробарної камери для формування укосів щебеню, яка відрізняється тим, що додатково містить шарнірно закріплені ковші, кожний з яких встановлений для...
Дробарна камера молоткових та роторних дробарок для виробництва кубоподібного щебеню
Номер патенту: 69917
Опубліковано: 15.09.2004
Автор: Булигін Олександр Віталійович
МПК: B02C 13/00
Мітки: кубоподібного, молоткових, виробництва, дробарна, камера, щебеню, дробарок, роторних
Формула / Реферат:
Дробарна камера молоткової або роторної дробарки для виробництва кубоподібного щебеню, яка складається з корпусу та розміщеного усередині нього ротора, завантажувального отвору, розвантажувального отвору, відбивних плит, які формують відбивну поверхню, щонайменше однієї полиці усередині дробарної камери для формування укосів щебеню, яка відрізняється тим, що додатково містить шарнірно закріплені ковші, кожний з яких встановлений для...
Молоткова дробарка для виробництва кубоподібного щебеню
Номер патенту: 58430
Опубліковано: 15.11.2006
Автор: Булигін Олександр Віталійович
МПК: B02C 13/04, B02C 13/282
Мітки: щебеню, молоткова, виробництва, дробарка, кубоподібного
Формула / Реферат:
Молоткова дробарка для виробництва кубоподібного щебеню, що містить корпус з розміщеним усередині нього ротором з молотками, завантажувальний отвір, розвантажувальний отвір, відбивні плити, розташовані всередині дробильної камери, та електропривід, яка відрізняється тим, що дробарка додатково містить полиці, які розташовані всередині дробильної камери, на кожній з яких розміщений щебінь з укосом, шибер для регулювання зазору між молотками у...
Спосіб очищення щебеню від нафтопродуктів
Номер патенту: 3630
Опубліковано: 15.12.2004
Автори: Федін Олександр Володимирович, Федоров Артем Миколайович
МПК: E01B 27/06
Мітки: щебеню, нафтопродуктів, спосіб, очищення
Формула / Реферат:
Спосіб очищення щебеню від нафтопродуктів, при якому через шар щебеню пропускають газ під тиском, який відрізняється тим, що як газ використовується водяна пара.
Попередній патент: Багатосекційна цистерна для транспортування паливних матеріалів
Наступний патент: Спосіб виготовлення вибухової речовини
Випадковий патент: Спосіб модифікування чавуну у реакційній камері ливарної форми