Лінія різання листового прокату на мірні відрізки з оптимізацією розкрою
Номер патенту: 104698
Опубліковано: 25.02.2014
Автори: Диннік Тарас Володимирович, Кузнецов Сергій Володимирович, Щетінін Сергій Іванович, Петров Юрій Васильович, Золотопупов Михайло Сергійович
Формула / Реферат
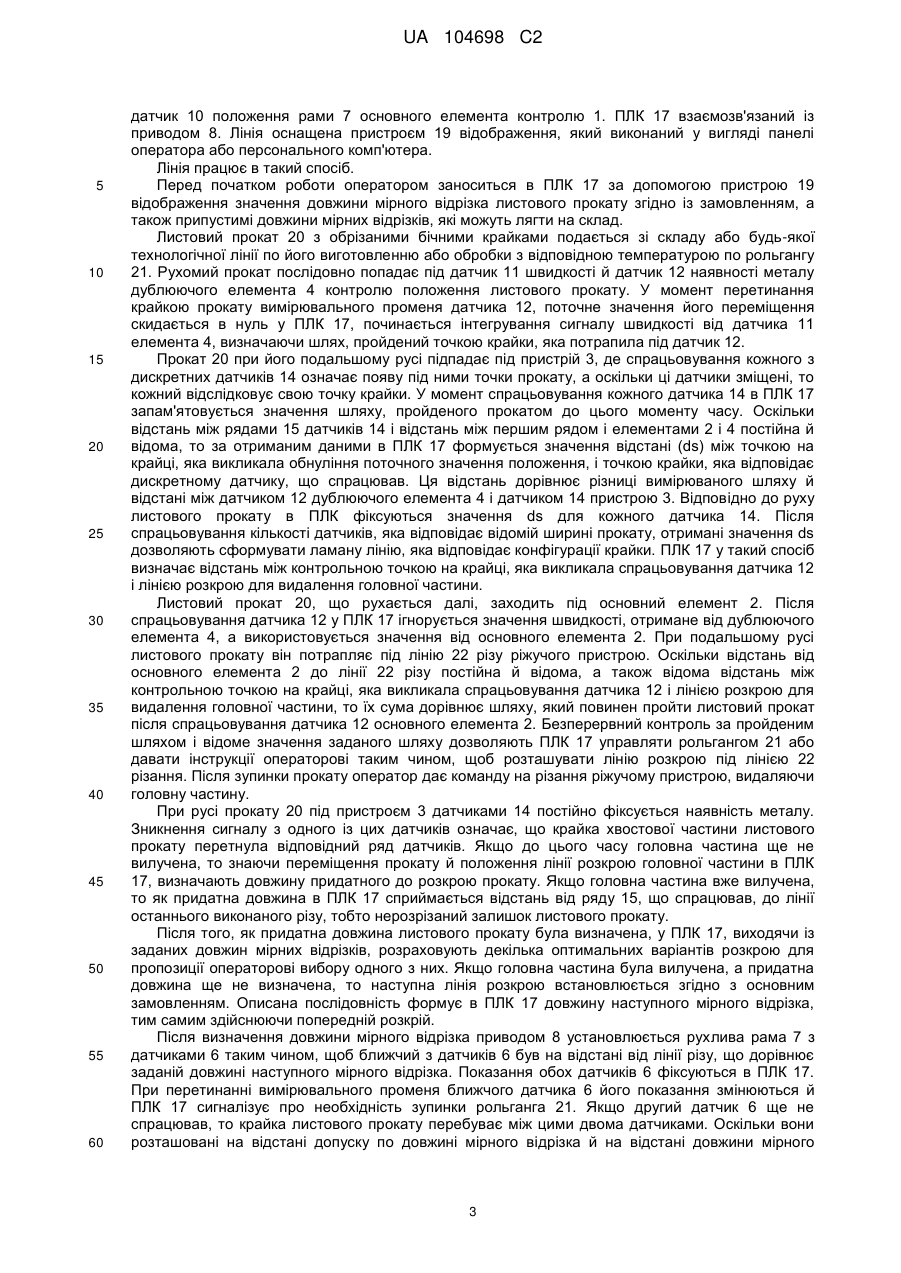
Лінія різання листового прокату на мірні відрізки з оптимізацією розкрою, що містить пристрій позиціонування прокату, який складається з розташованих до й після ріжучого пристрою основних елементів контролю положення прокату, що містять датчики наявності металу й установлених з можливістю регулювання положення в поздовжньому напрямку щодо рольганга, і систему керування, взаємозв'язану з пристроєм позиціонування прокату, яка відрізняється тим, що лінія додатково оснащена розміщеним над рольгангом на опорній конструкції перед розташованим до ріжучого пристрою основним елементом контролю положення прокату пристроєм визначення конфігурації крайок прокату, зв'язаним із системою керування і складеним із дискретних датчиків наявності металу, встановлених з можливістю детектування крайки головної і хвостової частин прокату, і розташованим перед пристроєм визначення конфігурації крайок прокату й зв'язаним із системою керування дублюючим елементом контролю положення прокату, що містить датчик наявності металу, при цьому дублюючий елемент і розташований до ріжучого пристрою основний елемент додатково містять датчики визначення швидкості прокату, що розміщені перед датчиками наявності металу відповідних елементів контролю положення прокату, а розташований після ріжучого пристрою основний елемент контролю положення прокату встановлений з можливістю автоматичного позиціонування щодо ріжучого пристрою.
Текст
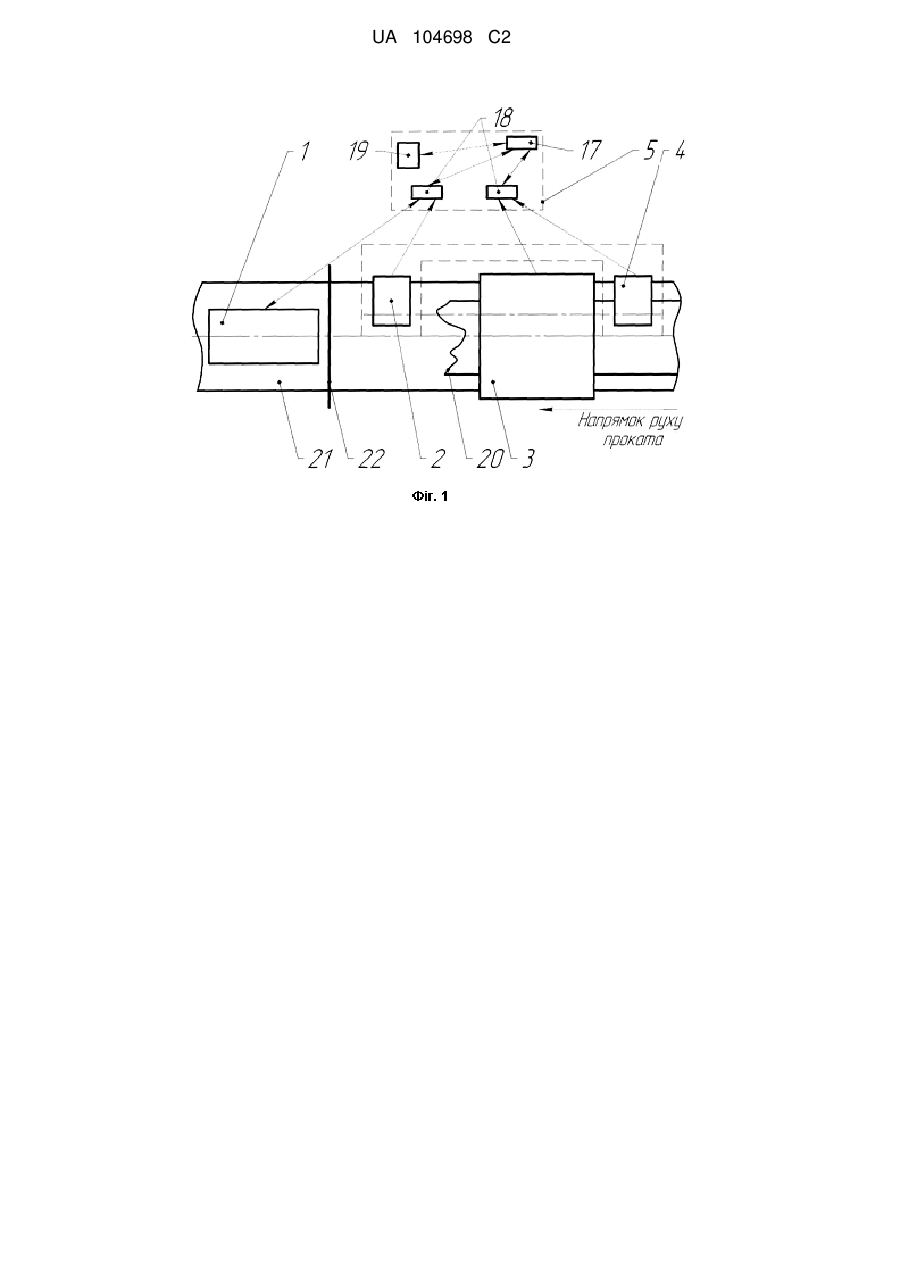
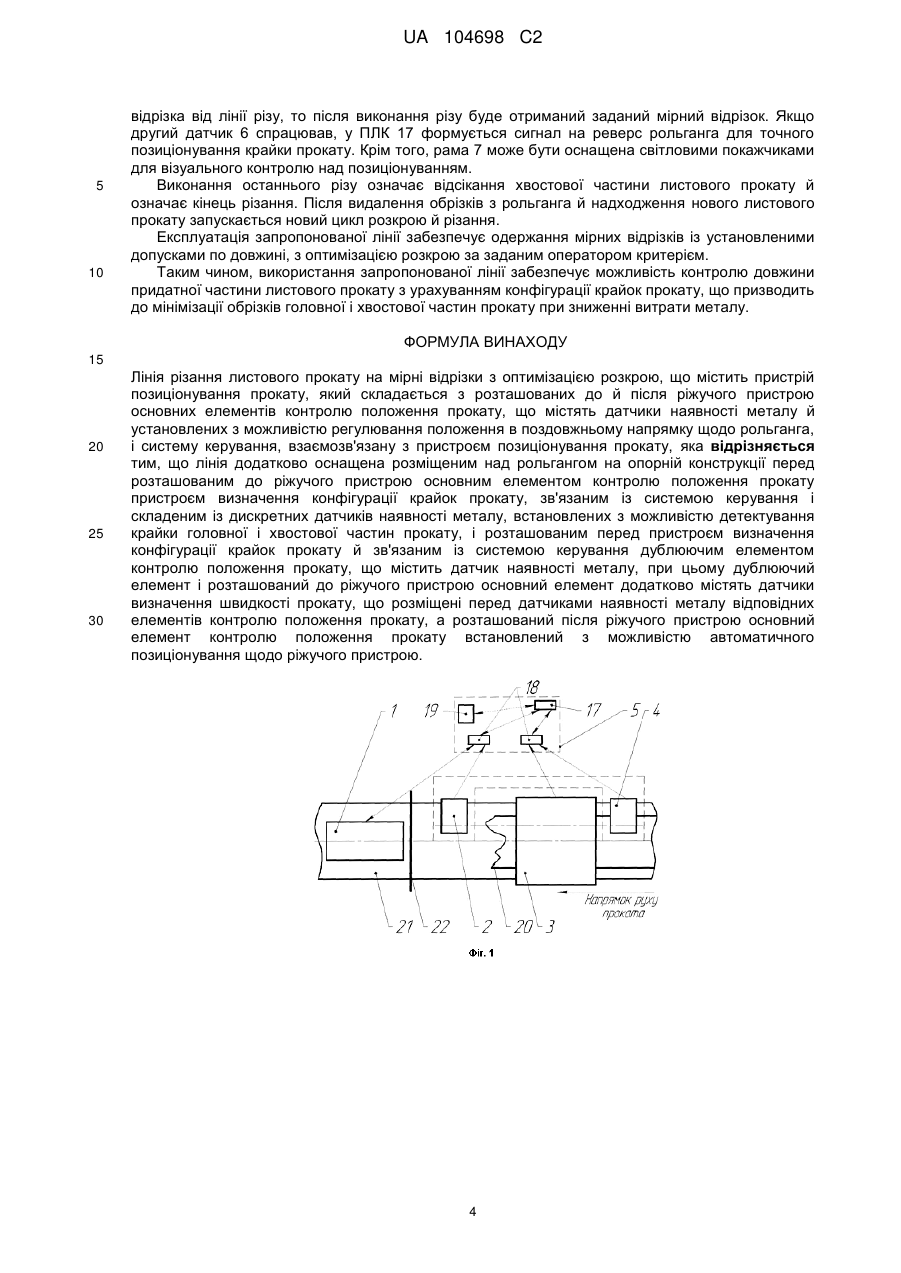
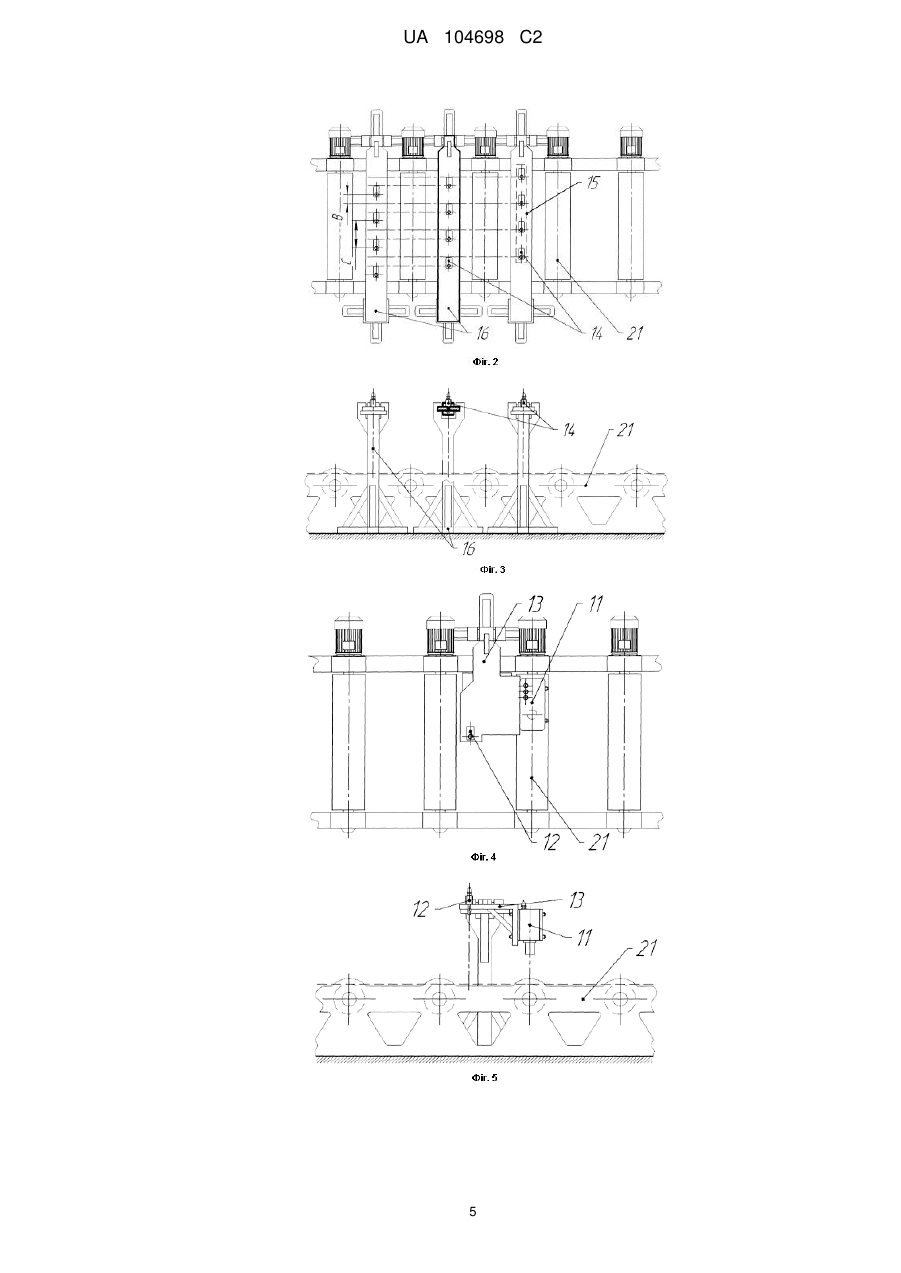
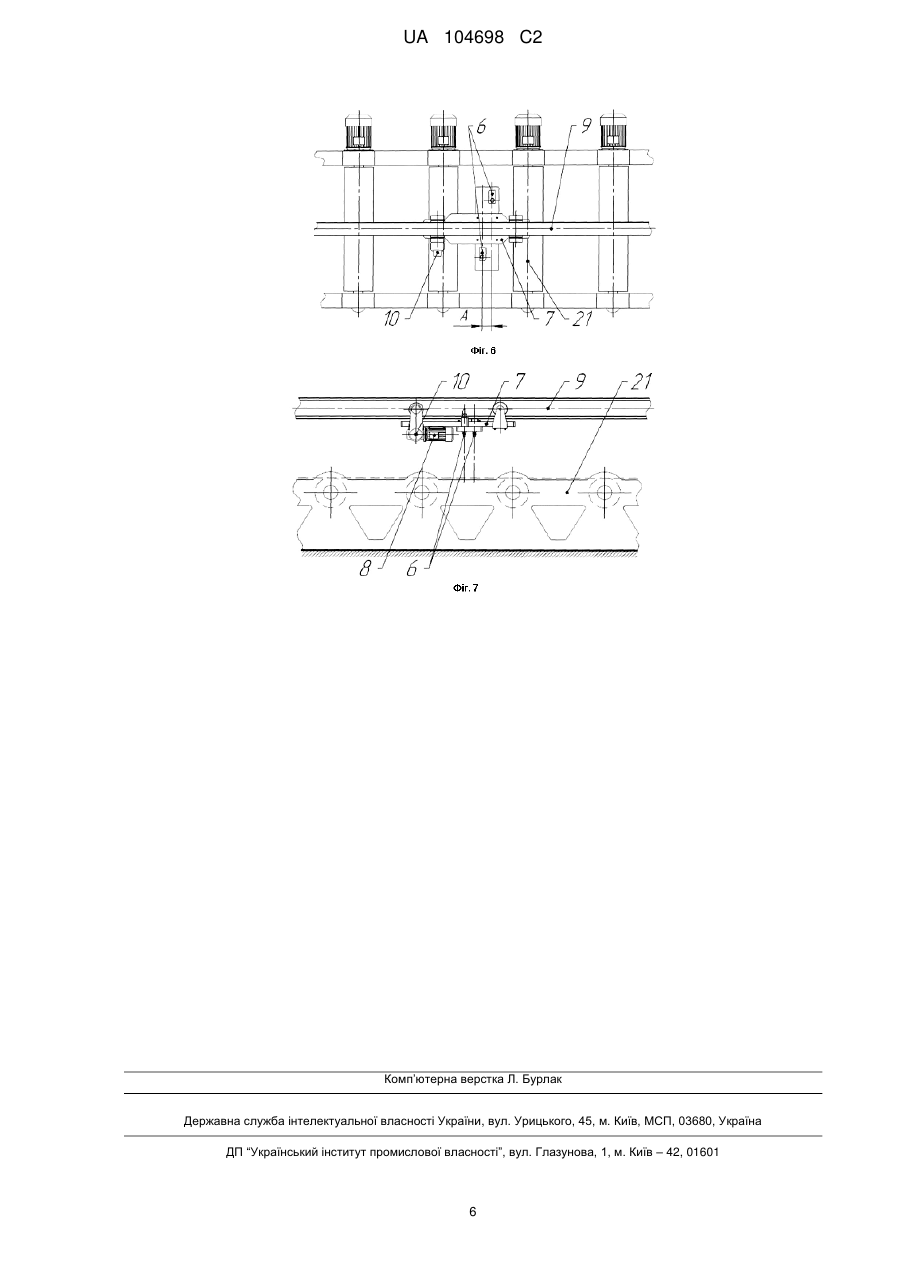
Реферат: Винахід належить до різання листового прокату на мірні відрізки. Лінія різання листового прокату містить пристрій позиціонування прокату, який складається з розташованих до й після ріжучого пристрою основних елементів контролю положення прокату. Датчики наявності металу встановлені з можливістю регулювання положення в поздовжньому напрямку щодо рольганга. Пристрій визначення конфігурації крайок прокату розміщений над рольгангом перед розташованим до ріжучого пристрою основним елементом контролю положення прокату. Він складений із дискретних датчиків наявності металу. Дублюючий елемент контролю положення прокату з датчиком наявності металу розташований перед пристроєм визначення конфігурації крайок прокату. Дублюючий елемент і розташований до ріжучого пристрою основний елемент мають також датчики визначення швидкості прокату. Основний елемент контролю положення прокату після ріжучого пристрою встановлений з можливістю автоматичного позиціонування щодо нього. Система керування визначає декілька варіантів розкрою на мірні відрізки за умови більш повного використання прокату. Винахід сприяє оптимальному розкрою листового прокату на мірні відрізки і зниженню відходів металу. UA 104698 C2 (12) UA 104698 C2 UA 104698 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до прокатного виробництва й може бути використаний для різання листового прокату на мірні відрізки. Відомий пристрій для вимірювання довжини рухомого листового прокату, що розрізується на мірні довжини, який містить вимірювач довжини, допоміжний вузол, перетворювач, що видає сигнал на здійснення різання, виконаний у вигляді двох щілинних напрямних ковзання, установлених з можливістю зміни відстані між ними відповідно до ширини листового прокату В, що мають довжину l = (18-21)√В і ширину щілин (0,05-0,07)В, при цьому вимірювач довжини листового прокату виконаний у вигляді оптичного сенсора на основі світлочутливої матриці зі вхідним отвором у донній частині, зв'язаного з перетворювачем і встановленого на відстані b = (0,15-0,22)В від однієї з бічних крайок листового прокату й на висоті 3-5 мм від вхідного отвору вимірювача до поверхні листового прокату (RU 2254982 С1, МПК В21В 37/70, опубл. 05.02.2004 г.). Експлуатація відомого пристрою вимагає ручного настроювання на кожну довжину мірних відрізків і не забезпечує оптимальне різання прокату, що призводить до значної втрати металу, а через близьке розташування пристрою до прокату він може бути підданий ударам і супроводжуватися поламками. Найбільш близьким аналогом пропонованого винаходу є установка для різання листового прокату, наприклад смуг, на мірні заготовки різної довжини, що містить стаціонарний ріжучий пристрій, пристрій позиціонування прокату, що складається з розташованих до й після ріжучого пристрою елементів контролю положення відрізуваних заготовок, що містять фотоелектричні датчики наявності металу й установлених з можливістю регулювання положення в поздовжньому напрямку щодо рольганга, і систему керування, зв'язану зі згаданими елементами й приводами рольгангів і ріжучого пристрою, при цьому датчики, розташовані у напрямку подачі заготовок після ріжучого пристрою, установлені від площини різу ріжучого пристрою на відстані, рівній відповідній довжині відрізуваних заготовок, з можливістю спрацьовування від переднього кінця відрізуваних заготовок, починаючи з першої до передостанньої, а датчик, розташований до ріжучого пристрою, установлений від площини різу на відстані, що дорівнює довжині останньої відрізуваної заготовки з можливістю спрацьовування від її кінця (RU 2297903 С1, МПК B23D 36/00, опубл. 27.04.2007 г). Експлуатація відомої установки характеризується високою витратою металу через значні обрізки при видаленні головної і хвостової частин прокату й неоптимальним розкроєм. Це обумовлене тим, що конструкція установки не передбачає контроль довжини придатної частини листового прокату з урахуванням конфігурації крайок прокату, що не дозволяє проводити попередній розкрій прокату й мінімізувати хвостову і головну частини, що відділяються. Наявність одного датчика в елементі контролю положення прокату після ріжучого пристрою для зупинки прокату не дозволяє точно розташувати крайку прокату під цим датчиком, що призводить до завищеної довжини відрізків і підвищення витрати металу. Для виконання різання смуг прокату на мірні заготовки різної довжини в установці конструктивно передбачене ручне настроювання положення датчиків у поздовжньому напрямку щодо ріжучого пристрою. Це ускладнює експлуатацію установки й унеможливлює зміну довжини заданих мірних відрізків у процесі роботи. Крім того, для функціонування відомого пристрою використовується прокат із заздалегідь вилученими головною і хвостовою частинами, що унеможливлює установку цього пристрою в прокатній лінії без додаткових ріжучих обладнань або вимагає постійного втручання оператора для ручного керування процесом видалення головної і хвостової частин прокату. В основу винаходу поставлена задача вдосконалення лінії різання листового прокату на мірні відрізки з оптимізацією розкрою, в якій за рахунок конструктивних особливостей складових частин і їх розташування забезпечується можливість контролю довжини придатної частини листового прокату з урахуванням конфігурації крайок прокату, що приводить до мінімізації обрізання головної і хвостової частин прокату при зниженні витрати металу. Поставлена задача розв'язується тим, що лінія різання листового прокату на мірні відрізки з оптимізацією розкрою, що містить пристрій позиціонування прокату, який складається з розташованих до й після ріжучого пристрою основних елементів контролю положення прокату, що містять датчики наявності металу й установлених з можливістю регулювання положення в поздовжньому напрямку щодо рольганга, і систему керування, взаємозв'язану з пристроєм позиціонування прокату, згідно з винаходом, лінія додатково оснащена розміщеним над рольгангом на опорній конструкції перед розташованим до ріжучого пристрою основним елементом контролю положення прокату пристроєм визначення конфігурації крайок прокату, зв'язаним із системою керування і складеним із дискретних датчиків наявності металу, встановлених з можливістю детектування крайки головної і хвостової частин прокату, і 1 UA 104698 C2 5 10 15 20 25 30 35 40 45 50 55 60 розташованим перед пристроєм визначення конфігурації крайок прокату й зв'язаним із системою керування дублюючим елементом контролю положення прокату, що містить датчик наявності металу, при цьому дублюючий елемент і розташований до ріжучого пристрою основний елемент додатково містять датчики визначення швидкості прокату, що розміщені перед датчиками наявності металу відповідних елементів контролю положення прокату, а розташований після ріжучого пристрою основний елемент контролю положення прокату встановлений з можливістю автоматичного позиціонування щодо ріжучого пристрою. Суть винаходу пояснюється кресленнями, де на фіг. 1 схематично показана лінія різання листового прокату на мірні відрізки з оптимізацією розкрою; на фіг. 2 - пристрій визначення конфігурації крайок листового прокату, вид зверху; на фіг. 3 - те ж, вид збоку; на фіг. 4 розташований до ріжучого пристрою основний елемент контролю положення листового прокату, вид зверху; на фіг. 5 - те ж, вид збоку; на фіг. 6 - розташований після ріжучого пристрою основний елемент контролю положення листового прокату, вид зверху; на фіг. 7 - те ж, вид збоку. Лінія містить розташований після ріжучого пристрою (на фіг. не показаний) основний елемент 1 контролю положення листового прокату, і розташовані до ріжучого пристрою основний елемент 2 контролю положення листового прокату й пристрій 3 визначення конфігурації крайок листового прокату, перед яким розташований дублюючий елемент 4 контролю положення листового прокату. Основні елементи 1 і 2 формують пристрій позиціонування листового прокату, який зв'язаний із системою 5 керування. Пристрій 3 і дублюючий елемент 4 також зв'язані із системою 5 керування. Основний елемент 1 контролю положення листового прокату (фіг. 6, 7) складається із двох датчиків 6 наявності металу, закріплених на рухливій рамі 7, за які використані далекоміри високої чутливості з аналоговим виходом. Вимірювальні елементи датчиків 6 спрямовані зверху вниз. Датчики 6 для забезпечення точності позиціонування прокату розташовані з невеликим поздовжнім зсувом А. Рухлива рама 7 оснащена приводом 8 для її переміщення уздовж напрямних 9, паралельних до поздовжньої осі рольганга й підвішених над ним. На рухливій рамі 7 закріплений датчик 10 положення рами 7 для її автоматичного позиціонування з високою точністю щодо ріжучого пристрою. Основний елемент 2 контролю положення листового прокату розташований на мінімально можливій відстані перед ріжучим пристроєм, дублюючий елемент 4 розташований перед пристроєм 3 визначення конфігурації крайок листового прокату, при цьому відстань між елементами 2 і 4 повинна бути менше довжини листового прокату, що підлягає різанню. При неможливості виконання даної вимоги лінія доповнюється такою кількістю дублюючих елементів контролю положення листового прокату, щоб відстань між двома сусідніми дублюючими елементами була менше довжини листового прокату, що підлягає різанню. Основний елемент 2 і дублюючий елемент 4, а також усі додаткові дублюючі елементи за необхідності їх використання мають однакову конструкцію (фіг. 4, 5) і складаються з датчика 11 визначення швидкості листового прокату й датчика 12 наявності металу, розташованих над рольгангом між двома сусідніми роликами рольганга і закріплених на рамі 13. Рама 13 виконана піднімальною або поворотною для забезпечення доступу до рольганга під час ремонтних робіт. Датчики 11 розташовані перед датчиками 12 елементів 2 і 4 контролю положення листового прокату. Датчики 12 елементів 2 і 4 розташовані так, що проекції їх вимірювальних елементів на горизонтальну площину перебувають на одній лінії, паралельній до поздовжньої осі рольганга. Пристрій 3 визначення конфігурації крайок листового прокату (фіг. 2, 3) складається з дискретних дифузійних лазерних датчиків 14, що забезпечують детектування крайки головної і хвостової частин прокату. Ці датчики встановлені над рольгангом на висоті, обраної згідно з діапазоном спрацьовування й припустимому температурному режиму, і розташовані в горизонтальній площині, вимірювальні елементи яких спрямовані зверху вниз. Для забезпечення необхідної чутливості вибирається відстань В між двома сусідніми дискретними датчиками наявності металу в проекції на вертикальну площину, перпендикулярну поздовжньої осі рольганга. Виходячи з максимальної ширини листового прокату й відстані В вибирається кількість датчиків 14. У силу обмеження по мінімальній міжосьовій відстані між датчиками 14, щоб уникнути неправильного спрацьовування, датчики розташовані на міжосьовій відстані С у декілька рядів 15. Кожен ряд 15 датчиків 14 розташований між двома сусідніми роликами рольганга для забезпечення діапазону спрацьовування датчиків. Кожний ряд датчиків установлений на незалежних знімних або поворотних опорах 16, поза рольгангом. Система 5 керування містить програмувальний логічний контролер 17 (ПЛК), до модулів введення-виведення 18 якого підключені датчики 6, 12 і 14, датчики 11 елементів 2 і 4, а також 2 UA 104698 C2 5 10 15 20 25 30 35 40 45 50 55 60 датчик 10 положення рами 7 основного елемента контролю 1. ПЛК 17 взаємозв'язаний із приводом 8. Лінія оснащена пристроєм 19 відображення, який виконаний у вигляді панелі оператора або персонального комп'ютера. Лінія працює в такий спосіб. Перед початком роботи оператором заноситься в ПЛК 17 за допомогою пристрою 19 відображення значення довжини мірного відрізка листового прокату згідно із замовленням, а також припустимі довжини мірних відрізків, які можуть лягти на склад. Листовий прокат 20 з обрізаними бічними крайками подається зі складу або будь-якої технологічної лінії по його виготовленню або обробки з відповідною температурою по рольгангу 21. Рухомий прокат послідовно попадає під датчик 11 швидкості й датчик 12 наявності металу дублюючого елемента 4 контролю положення листового прокату. У момент перетинання крайкою прокату вимірювального променя датчика 12, поточне значення його переміщення скидається в нуль у ПЛК 17, починається інтегрування сигналу швидкості від датчика 11 елемента 4, визначаючи шлях, пройдений точкою крайки, яка потрапила під датчик 12. Прокат 20 при його подальшому русі підпадає під пристрій 3, де спрацьовування кожного з дискретних датчиків 14 означає появу під ними точки прокату, а оскільки ці датчики зміщені, то кожний відслідковує свою точку крайки. У момент спрацьовування кожного датчика 14 в ПЛК 17 запам'ятовується значення шляху, пройденого прокатом до цього моменту часу. Оскільки відстань між рядами 15 датчиків 14 і відстань між першим рядом і елементами 2 і 4 постійна й відома, то за отриманим даними в ПЛК 17 формується значення відстані (ds) між точкою на крайці, яка викликала обнуління поточного значення положення, і точкою крайки, яка відповідає дискретному датчику, що спрацював. Ця відстань дорівнює різниці вимірюваного шляху й відстані між датчиком 12 дублюючого елемента 4 і датчиком 14 пристрою 3. Відповідно до руху листового прокату в ПЛК фіксуються значення ds для кожного датчика 14. Після спрацьовування кількості датчиків, яка відповідає відомій ширині прокату, отримані значення ds дозволяють сформувати ламану лінію, яка відповідає конфігурації крайки. ПЛК 17 у такий спосіб визначає відстань між контрольною точкою на крайці, яка викликала спрацьовування датчика 12 і лінією розкрою для видалення головної частини. Листовий прокат 20, що рухається далі, заходить під основний елемент 2. Після спрацьовування датчика 12 у ПЛК 17 ігнорується значення швидкості, отримане від дублюючого елемента 4, а використовується значення від основного елемента 2. При подальшому русі листового прокату він потрапляє під лінію 22 різу ріжучого пристрою. Оскільки відстань від основного елемента 2 до лінії 22 різу постійна й відома, а також відома відстань між контрольною точкою на крайці, яка викликала спрацьовування датчика 12 і лінією розкрою для видалення головної частини, то їх сума дорівнює шляху, який повинен пройти листовий прокат після спрацьовування датчика 12 основного елемента 2. Безперервний контроль за пройденим шляхом і відоме значення заданого шляху дозволяють ПЛК 17 управляти рольгангом 21 або давати інструкції операторові таким чином, щоб розташувати лінію розкрою під лінією 22 різання. Після зупинки прокату оператор дає команду на різання ріжучому пристрою, видаляючи головну частину. При русі прокату 20 під пристроєм 3 датчиками 14 постійно фіксується наявність металу. Зникнення сигналу з одного із цих датчиків означає, що крайка хвостової частини листового прокату перетнула відповідний ряд датчиків. Якщо до цього часу головна частина ще не вилучена, то знаючи переміщення прокату й положення лінії розкрою головної частини в ПЛК 17, визначають довжину придатного до розкрою прокату. Якщо головна частина вже вилучена, то як придатна довжина в ПЛК 17 сприймається відстань від ряду 15, що спрацював, до лінії останнього виконаного різу, тобто нерозрізаний залишок листового прокату. Після того, як придатна довжина листового прокату була визначена, у ПЛК 17, виходячи із заданих довжин мірних відрізків, розраховують декілька оптимальних варіантів розкрою для пропозиції операторові вибору одного з них. Якщо головна частина була вилучена, а придатна довжина ще не визначена, то наступна лінія розкрою встановлюється згідно з основним замовленням. Описана послідовність формує в ПЛК 17 довжину наступного мірного відрізка, тим самим здійснюючи попередній розкрій. Після визначення довжини мірного відрізка приводом 8 установлюється рухлива рама 7 з датчиками 6 таким чином, щоб ближчий з датчиків 6 був на відстані від лінії різу, що дорівнює заданій довжині наступного мірного відрізка. Показання обох датчиків 6 фіксуються в ПЛК 17. При перетинанні вимірювального променя ближчого датчика 6 його показання змінюються й ПЛК 17 сигналізує про необхідність зупинки рольганга 21. Якщо другий датчик 6 ще не спрацював, то крайка листового прокату перебуває між цими двома датчиками. Оскільки вони розташовані на відстані допуску по довжині мірного відрізка й на відстані довжини мірного 3 UA 104698 C2 5 10 відрізка від лінії різу, то після виконання різу буде отриманий заданий мірний відрізок. Якщо другий датчик 6 спрацював, у ПЛК 17 формується сигнал на реверс рольганга для точного позиціонування крайки прокату. Крім того, рама 7 може бути оснащена світловими покажчиками для візуального контролю над позиціонуванням. Виконання останнього різу означає відсікання хвостової частини листового прокату й означає кінець різання. Після видалення обрізків з рольганга й надходження нового листового прокату запускається новий цикл розкрою й різання. Експлуатація запропонованої лінії забезпечує одержання мірних відрізків із установленими допусками по довжині, з оптимізацією розкрою за заданим оператором критерієм. Таким чином, використання запропонованої лінії забезпечує можливість контролю довжини придатної частини листового прокату з урахуванням конфігурації крайок прокату, що призводить до мінімізації обрізків головної і хвостової частин прокату при зниженні витрати металу. ФОРМУЛА ВИНАХОДУ 15 20 25 30 Лінія різання листового прокату на мірні відрізки з оптимізацією розкрою, що містить пристрій позиціонування прокату, який складається з розташованих до й після ріжучого пристрою основних елементів контролю положення прокату, що містять датчики наявності металу й установлених з можливістю регулювання положення в поздовжньому напрямку щодо рольганга, і систему керування, взаємозв'язану з пристроєм позиціонування прокату, яка відрізняється тим, що лінія додатково оснащена розміщеним над рольгангом на опорній конструкції перед розташованим до ріжучого пристрою основним елементом контролю положення прокату пристроєм визначення конфігурації крайок прокату, зв'язаним із системою керування і складеним із дискретних датчиків наявності металу, встановлених з можливістю детектування крайки головної і хвостової частин прокату, і розташованим перед пристроєм визначення конфігурації крайок прокату й зв'язаним із системою керування дублюючим елементом контролю положення прокату, що містить датчик наявності металу, при цьому дублюючий елемент і розташований до ріжучого пристрою основний елемент додатково містять датчики визначення швидкості прокату, що розміщені перед датчиками наявності металу відповідних елементів контролю положення прокату, а розташований після ріжучого пристрою основний елемент контролю положення прокату встановлений з можливістю автоматичного позиціонування щодо ріжучого пристрою. 4 UA 104698 C2 5 UA 104698 C2 Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Автори англійськоюPetrov Yurii Vasyliovych, Kuznetsov Serhii Volodymyrovych
Автори російськоюПетров Юрий Васильевич, Кузнецов Сергей Владимирович
МПК / Мітки
МПК: B21B 37/70, B26D 5/00, B23D 25/00
Мітки: оптимізацією, відрізки, прокату, розкрою, лінія, листового, різання, мірні
Код посилання
<a href="https://ua.patents.su/8-104698-liniya-rizannya-listovogo-prokatu-na-mirni-vidrizki-z-optimizaciehyu-rozkroyu.html" target="_blank" rel="follow" title="База патентів України">Лінія різання листового прокату на мірні відрізки з оптимізацією розкрою</a>
Спосіб плазмового різання листового прокату
Номер патенту: 32588
Опубліковано: 26.05.2008
Автори: Кушко Володимир Володимирович, Ставров Володимир Михайлович, Рокало Юлія Олександрівна
МПК: B23K 10/00
Мітки: листового, прокату, різання, плазмового, спосіб
Формула / Реферат:
1. Спосіб плазмового різання листового прокату, що включає нагрівання металу, що розрізається електричною дугою, стабілізованою потоком газу, і який утворює плазму, що проходить через сопло плазмотрона круглого перерізу, який відрізняється тим, що встановлюють телевізійний датчик (телекамеру і монітор) і контролюють вихідний факел плазмового потоку і крайки листа, що розрізається, одержують і фіксують параметри якісного різання.2....
Ножиці для різання листового прокату
Номер патенту: 79544
Опубліковано: 25.04.2013
Автори: Калашников Андрій Анатолійович, Попік Вадим Геннадійович, Царьов Андрій Володимирович, Резников Віктор Іванович, Шаповалов Володимир Анатолійович, Тіунов Володимир Миколайович, Грехов Андрій Георгійович, Кирпичніков Сергій Петрович, Суков Геннадій Сергійович
МПК: B23D 15/00
Мітки: різання, прокату, ножиці, листового
Формула / Реферат:
Ножиці для різання листового прокату, що містять станину із закріпленим на ній нерухомим ножем і ножовою балкою з верхнім рухомим ножем, яка перекочується по нижньому ножу завдяки одному або двом приводним кривошипним валам, а також механізм регулювання горизонтального зазору між ножами, виконаний у вигляді вертикальних клинових напрямних, установлених попарно з кожної сторони ножової балки з можливістю переміщення у вертикальному напрямку...
Ножиці з нижнім різом для різання листового прокату
Номер патенту: 69465
Опубліковано: 25.04.2012
Автори: Барабаш Андрій Володимирович, Калашников Андрій Анатолійович, Семенюк Олександр Вікторович, Царьов Андрій Володимирович, Бортник Валерій Вікторович
МПК: B23D 15/00, B23D 33/00
Мітки: різом, різання, прокату, листового, нижнім, ножиці
Формула / Реферат:
Ножиці з нижнім різом для різання листового прокату, що містять станину з верхнім нерухомим ножем, рухливий супорт із нижнім ножем, привод переміщення супорта, а також притискач, розташований перед верхнім ножем з боку подачі прокату та пружно зв'язаний зі станиною за допомогою пружини, які відрізняються тим, що вони оснащені напрямною вхідною проводкою, стаціонарна частина якої виконана у вигляді жорстко закріпленої до станини зрізаної...
Ножиці для різання листового прокату
Номер патенту: 74890
Опубліковано: 12.11.2012
Автори: Кирпичніков Сергій Петрович, Кисельов Олександр Григорович, Калашников Андрій Анатолійович, Вольвач Олександр Євгенійович, Суков Генадій Сергійович, Царьов Андрій Володимирович, Тунік Олександр Олексійович, Резников Віктор Іванович
МПК: B23D 15/00
Мітки: прокату, ножиці, різання, листового
Формула / Реферат:
Ножиці для різання листового прокату, що містять станину із закріпленим на ній нерухливим ножем і ножовою балкою з верхнім рухливим ножем, установлену на приводному кривошипному валу й шарнірно з'єднану зі станиною за допомогою коромисла, які відрізняються тим, що профіль ріжучої крайки рухливого ножа обкреслений плавною кривою, описаною степеневою функцією 5-го порядку по формулі:у=а5 x 5+а4 x4+а3 x 3+а2 x 2+а1x+а0, де х та у...
Спосіб визначення тріщиностійкості листового прокату
Номер патенту: 13208
Опубліковано: 15.03.2006
Автор: КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ
Мітки: спосіб, прокату, визначення, листового, тріщиностійкості
Формула / Реферат:
Спосіб визначення тріщиностійкості листового прокату, що включає заготовку зразків з випробувального листового прокату, який відрізняється тим, що для визначення зусилля старту тріщини використовують призматичні зразки прямокутного перерізу, вирізані із поперечного і радіального перерізів листового прокату, у зразках виконують надрізи різної глибини і визначають значення тріщиностійкості по всьому перерізу в горизонтальній і вертикальних...
Попередній патент: Спосіб комбінованої розробки крутопадаючих родовищ корисних копалин
Наступний патент: Пристрій для перекриття трубопроводу при його ремонті
Випадковий патент: Масажер