Спосіб гвинтового розкочування труб на тривалковому стані
Номер патенту: 106018
Опубліковано: 11.04.2016
Автори: Павловський Борис Григорович, Кондратьєв Юрій Анатолійович, Угрюмов Юрій Дмитрович, Степаненко Олександр Миколайович, Тартаковскій Боріс Ігорєвіч



Формула / Реферат
1. Спосіб гвинтового розкочування труб на тривалковому стані, що включає деформацію гільзи на комбінованій циліндроконічній оправці, нерухомій в осьовому напрямі, за допомогою валків, бочка яких виконана з вхідною ділянкою, ділянкою гребеня і вихідною ділянкою, який відрізняється тим, що гільзу обтискають в зоні позаконтактної деформації валка, утвореної поміж двома зрізаними конусами, оберненими один до одного меншими основами, розташованими між ділянкою гребеня і вихідною ділянкою валка.
2. Спосіб за п. 1, який відрізняється тим, що довжина зони позаконтактної деформації валка складає 0,2-0,4 довжини бочки, при цьому конусність першого і другого зрізаних конусів дорівнює послідовно (16-18) і (10-12) %.
Текст
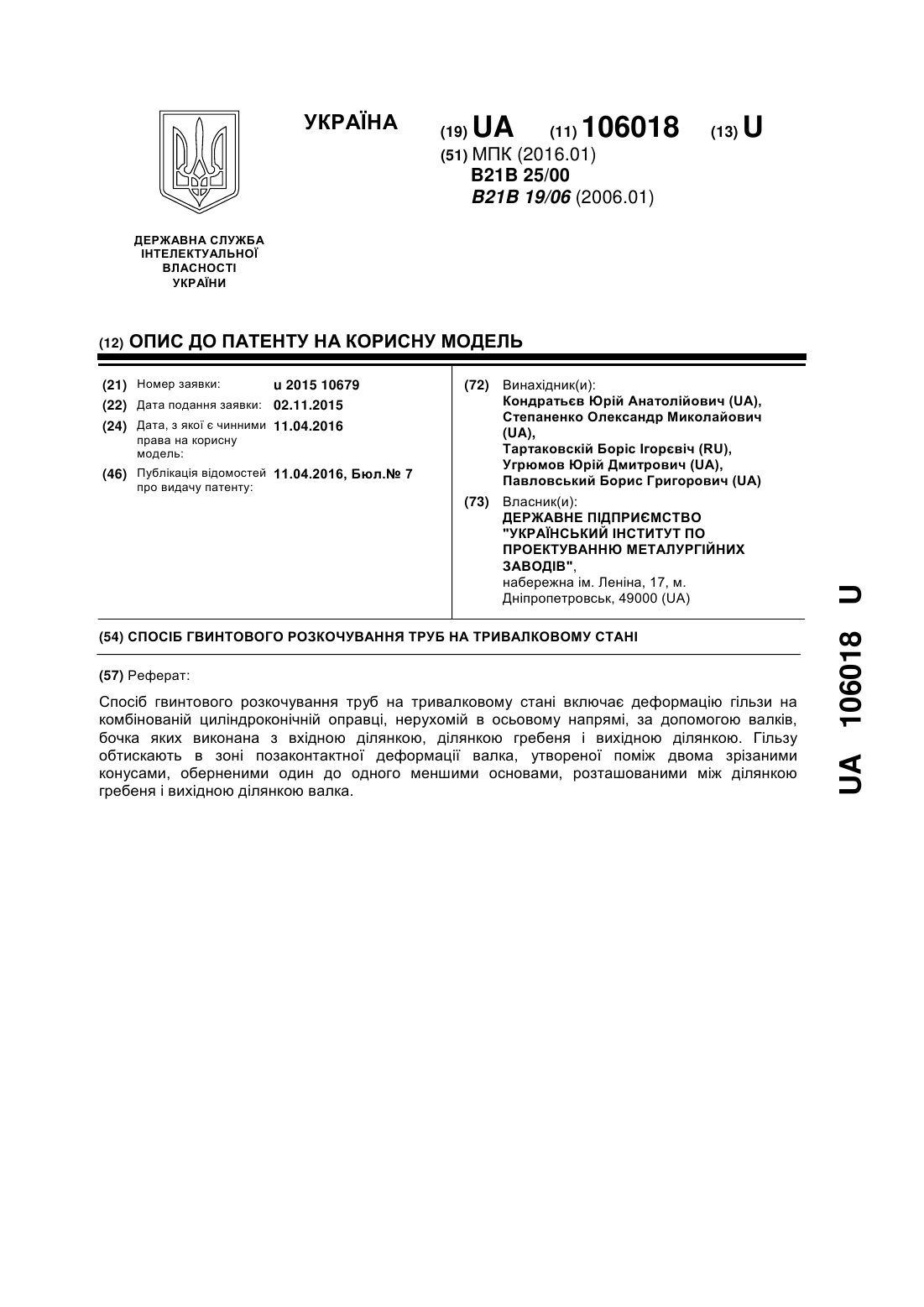
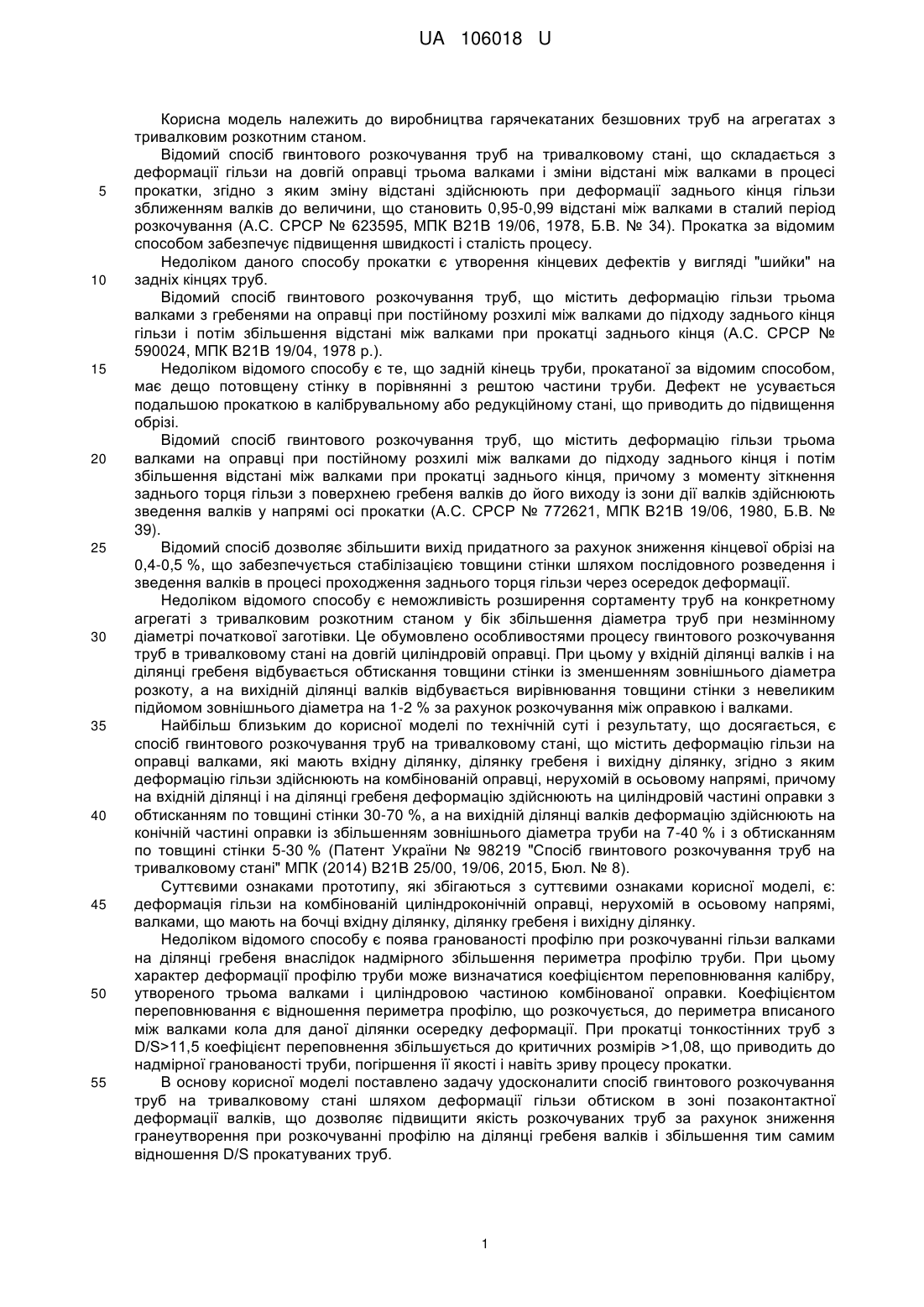
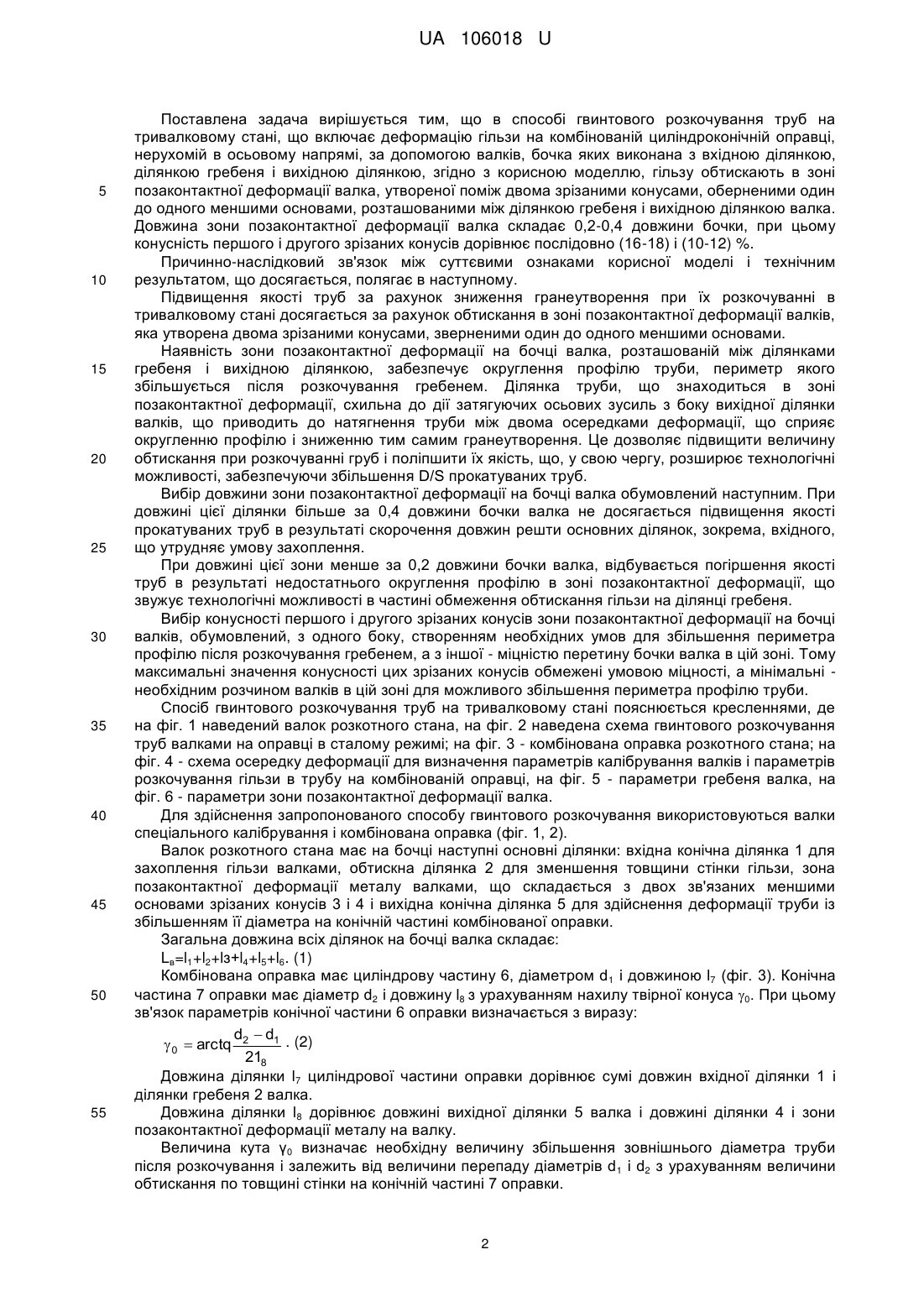
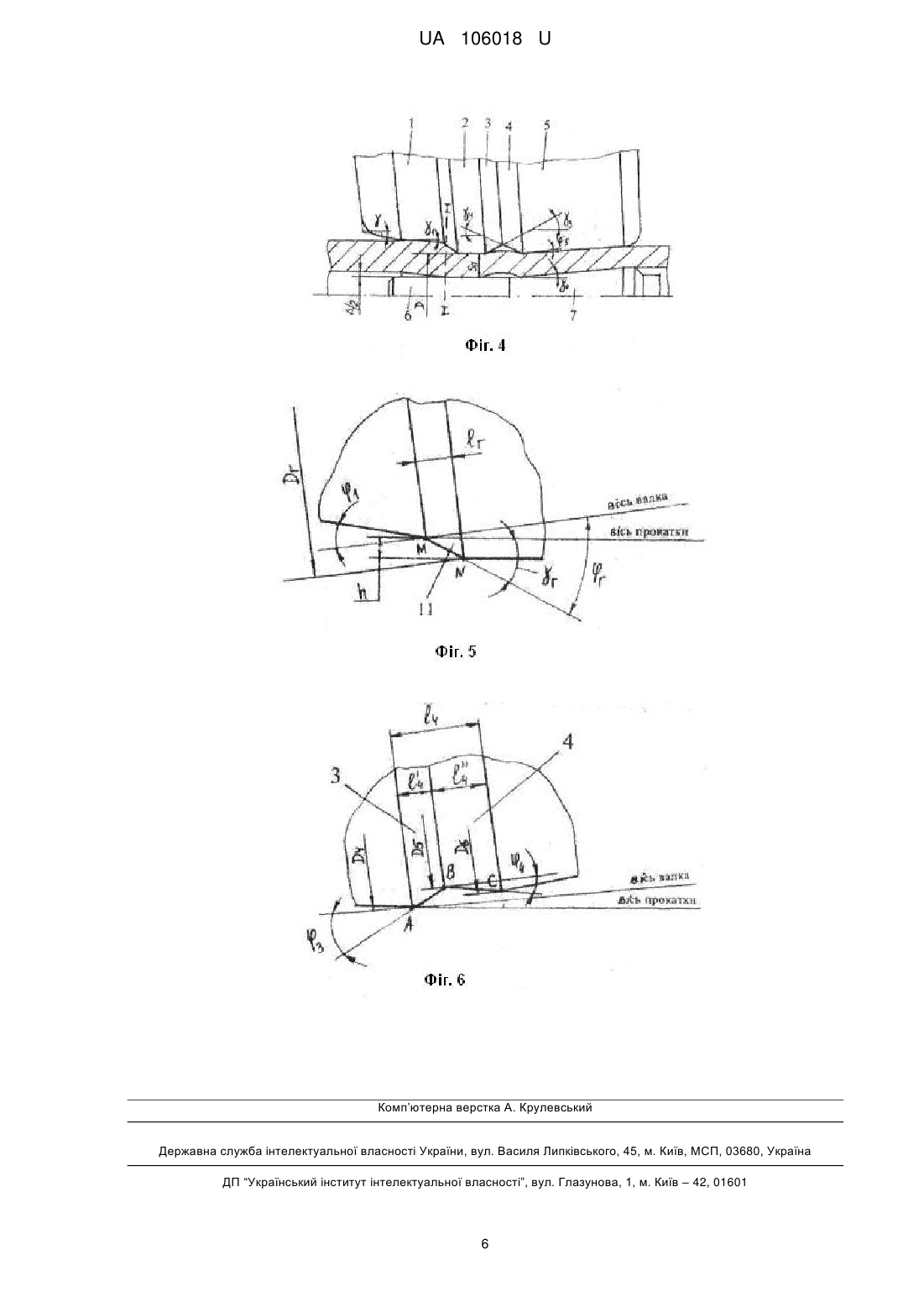
Реферат: Спосіб гвинтового розкочування труб на тривалковому стані включає деформацію гільзи на комбінованій циліндроконічній оправці, нерухомій в осьовому напрямі, за допомогою валків, бочка яких виконана з вхідною ділянкою, ділянкою гребеня і вихідною ділянкою. Гільзу обтискають в зоні позаконтактної деформації валка, утвореної поміж двома зрізаними конусами, оберненими один до одного меншими основами, розташованими між ділянкою гребеня і вихідною ділянкою валка. UA 106018 U (12) UA 106018 U UA 106018 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до виробництва гарячекатаних безшовних труб на агрегатах з тривалковим розкотним станом. Відомий спосіб гвинтового розкочування труб на тривалковому стані, що складається з деформації гільзи на довгій оправці трьома валками і зміни відстані між валками в процесі прокатки, згідно з яким зміну відстані здійснюють при деформації заднього кінця гільзи зближенням валків до величини, що становить 0,95-0,99 відстані між валками в сталий період розкочування (А.С. СРСР № 623595, МПК В21В 19/06, 1978, Б.В. № 34). Прокатка за відомим способом забезпечує підвищення швидкості і сталість процесу. Недоліком даного способу прокатки є утворення кінцевих дефектів у вигляді "шийки" на задніх кінцях труб. Відомий спосіб гвинтового розкочування труб, що містить деформацію гільзи трьома валками з гребенями на оправці при постійному розхилі між валками до підходу заднього кінця гільзи і потім збільшення відстані між валками при прокатці заднього кінця (А.С. СРСР № 590024, МПК В21В 19/04, 1978 р.). Недоліком відомого способу є те, що задній кінець труби, прокатаної за відомим способом, має дещо потовщену стінку в порівнянні з рештою частини труби. Дефект не усувається подальшою прокаткою в калібрувальному або редукційному стані, що приводить до підвищення обрізі. Відомий спосіб гвинтового розкочування труб, що містить деформацію гільзи трьома валками на оправці при постійному розхилі між валками до підходу заднього кінця і потім збільшення відстані між валками при прокатці заднього кінця, причому з моменту зіткнення заднього торця гільзи з поверхнею гребеня валків до його виходу із зони дії валків здійснюють зведення валків у напрямі осі прокатки (А.С. СРСР № 772621, МПК В21В 19/06, 1980, Б.В. № 39). Відомий спосіб дозволяє збільшити вихід придатного за рахунок зниження кінцевої обрізі на 0,4-0,5 %, що забезпечується стабілізацією товщини стінки шляхом послідовного розведення і зведення валків в процесі проходження заднього торця гільзи через осередок деформації. Недоліком відомого способу є неможливість розширення сортаменту труб на конкретному агрегаті з тривалковим розкотним станом у бік збільшення діаметра труб при незмінному діаметрі початкової заготівки. Це обумовлено особливостями процесу гвинтового розкочування труб в тривалковому стані на довгій циліндровій оправці. При цьому у вхідній ділянці валків і на ділянці гребеня відбувається обтискання товщини стінки із зменшенням зовнішнього діаметра розкоту, а на вихідній ділянці валків відбувається вирівнювання товщини стінки з невеликим підйомом зовнішнього діаметра на 1-2 % за рахунок розкочування між оправкою і валками. Найбільш близьким до корисної моделі по технічній суті і результату, що досягається, є спосіб гвинтового розкочування труб на тривалковому стані, що містить деформацію гільзи на оправці валками, які мають вхідну ділянку, ділянку гребеня і вихідну ділянку, згідно з яким деформацію гільзи здійснюють на комбінованій оправці, нерухомій в осьовому напрямі, причому на вхідній ділянці і на ділянці гребеня деформацію здійснюють на циліндровій частині оправки з обтисканням по товщині стінки 30-70 %, а на вихідній ділянці валків деформацію здійснюють на конічній частині оправки із збільшенням зовнішнього діаметра труби на 7-40 % і з обтисканням по товщині стінки 5-30 % (Патент України № 98219 "Спосіб гвинтового розкочування труб на тривалковому стані" МПК (2014) В21В 25/00, 19/06, 2015, Бюл. № 8). Суттєвими ознаками прототипу, які збігаються з суттєвими ознаками корисної моделі, є: деформація гільзи на комбінованій циліндроконічній оправці, нерухомій в осьовому напрямі, валками, що мають на бочці вхідну ділянку, ділянку гребеня і вихідну ділянку. Недоліком відомого способу є поява гранованості профілю при розкочуванні гільзи валками на ділянці гребеня внаслідок надмірного збільшення периметра профілю труби. При цьому характер деформації профілю труби може визначатися коефіцієнтом переповнювання калібру, утвореного трьома валками і циліндровою частиною комбінованої оправки. Коефіцієнтом переповнювання є відношення периметра профілю, що розкочується, до периметра вписаного між валками кола для даної ділянки осередку деформації. При прокатці тонкостінних труб з D/S>11,5 коефіцієнт переповнення збільшується до критичних розмірів >1,08, що приводить до надмірної гранованості труби, погіршення її якості і навіть зриву процесу прокатки. В основу корисної моделі поставлено задачу удосконалити спосіб гвинтового розкочування труб на тривалковому стані шляхом деформації гільзи обтиском в зоні позаконтактної деформації валків, що дозволяє підвищити якість розкочуваних труб за рахунок зниження гранеутворення при розкочуванні профілю на ділянці гребеня валків і збільшення тим самим відношення D/S прокатуваних труб. 1 UA 106018 U 5 10 15 20 25 30 35 40 45 50 55 Поставлена задача вирішується тим, що в способі гвинтового розкочування труб на тривалковому стані, що включає деформацію гільзи на комбінованій циліндроконічній оправці, нерухомій в осьовому напрямі, за допомогою валків, бочка яких виконана з вхідною ділянкою, ділянкою гребеня і вихідною ділянкою, згідно з корисною моделлю, гільзу обтискають в зоні позаконтактної деформації валка, утвореної поміж двома зрізаними конусами, оберненими один до одного меншими основами, розташованими між ділянкою гребеня і вихідною ділянкою валка. Довжина зони позаконтактної деформації валка складає 0,2-0,4 довжини бочки, при цьому конусність першого і другого зрізаних конусів дорівнює послідовно (16-18) і (10-12) %. Причинно-наслідковий зв'язок між суттєвими ознаками корисної моделі і технічним результатом, що досягається, полягає в наступному. Підвищення якості труб за рахунок зниження гранеутворення при їх розкочуванні в тривалковому стані досягається за рахунок обтискання в зоні позаконтактної деформації валків, яка утворена двома зрізаними конусами, зверненими один до одного меншими основами. Наявність зони позаконтактної деформації на бочці валка, розташованій між ділянками гребеня і вихідною ділянкою, забезпечує округлення профілю труби, периметр якого збільшується після розкочування гребенем. Ділянка труби, що знаходиться в зоні позаконтактної деформації, схильна до дії затягуючих осьових зусиль з боку вихідної ділянки валків, що приводить до натягнення труби між двома осередками деформації, що сприяє округленню профілю і зниженню тим самим гранеутворення. Це дозволяє підвищити величину обтискання при розкочуванні груб і поліпшити їх якість, що, у свою чергу, розширює технологічні можливості, забезпечуючи збільшення D/S прокатуваних труб. Вибір довжини зони позаконтактної деформації на бочці валка обумовлений наступним. При довжині цієї ділянки більше за 0,4 довжини бочки валка не досягається підвищення якості прокатуваних труб в результаті скорочення довжин решти основних ділянок, зокрема, вхідного, що утрудняє умову захоплення. При довжині цієї зони менше за 0,2 довжини бочки валка, відбувається погіршення якості труб в результаті недостатнього округлення профілю в зоні позаконтактної деформації, що звужує технологічні можливості в частині обмеження обтискання гільзи на ділянці гребеня. Вибір конусності першого і другого зрізаних конусів зони позаконтактної деформації на бочці валків, обумовлений, з одного боку, створенням необхідних умов для збільшення периметра профілю після розкочування гребенем, а з іншої - міцністю перетину бочки валка в цій зоні. Тому максимальні значення конусності цих зрізаних конусів обмежені умовою міцності, а мінімальні необхідним розчином валків в цій зоні для можливого збільшення периметра профілю труби. Спосіб гвинтового розкочування труб на тривалковому стані пояснюється кресленнями, де на фіг. 1 наведений валок розкотного стана, на фіг. 2 наведена схема гвинтового розкочування труб валками на оправці в сталому режимі; на фіг. 3 - комбінована оправка розкотного стана; на фіг. 4 - схема осередку деформації для визначення параметрів калібрування валків і параметрів розкочування гільзи в трубу на комбінованій оправці, на фіг. 5 - параметри гребеня валка, на фіг. 6 - параметри зони позаконтактної деформації валка. Для здійснення запропонованого способу гвинтового розкочування використовуються валки спеціального калібрування і комбінована оправка (фіг. 1, 2). Валок розкотного стана має на бочці наступні основні ділянки: вхідна конічна ділянка 1 для захоплення гільзи валками, обтискна ділянка 2 для зменшення товщини стінки гільзи, зона позаконтактної деформації металу валками, що складається з двох зв'язаних меншими основами зрізаних конусів 3 і 4 і вихідна конічна ділянка 5 для здійснення деформації труби із збільшенням її діаметра на конічній частині комбінованої оправки. Загальна довжина всіх ділянок на бочці валка складає: Lв=l1+l2+lз+l4+l5+l6. (1) Комбінована оправка має циліндрову частину 6, діаметром d1 і довжиною l7 (фіг. 3). Конічна частина 7 оправки має діаметр d2 і довжину l8 з урахуванням нахилу твірної конуса 0. При цьому зв'язок параметрів конічної частини 6 оправки визначається з виразу: d d1 . (2) 0 arctq 2 218 Довжина ділянки l7 циліндрової частини оправки дорівнює сумі довжин вхідної ділянки 1 і ділянки гребеня 2 валка. Довжина ділянки l8 дорівнює довжині вихідної ділянки 5 валка і довжині ділянки 4 і зони позаконтактної деформації металу на валку. Величина кута γ0 визначає необхідну величину збільшення зовнішнього діаметра труби після розкочування і залежить від величини перепаду діаметрів d 1 і d2 з урахуванням величини обтискання по товщині стінки на конічній частині 7 оправки. 2 UA 106018 U 5 10 15 20 25 30 35 40 45 50 55 Діаметр калібрувальної ділянки 8 оправки, що має циліндрову форму, дорівнює максимальному діаметра d2 оправки. Довжина ділянки 8 оправки дорівнює l9 і повинна складати 2-3 кроки подачі (20-30 мм). Комбінована оправка закріплена на стрижні 9, який фіксується від осьового зсуву в упорнорегулювальному механізмі (на кресленнях не показаний). Вихідна конічна ділянка 5 має параметри: D6 і D7 - діаметри ділянки l5 - довжина ділянки, 5 кут нахилу твірної до осі валка. Процес розкочування труб здійснюється таким чином. На вхідній конічній ділянці 1 валків здійснюється захоплення гільзи 10, після чого починається обтискання її стінки ділянкою 2 з гребенем 11 на циліндровій частині 6 комбінованої нерухомої оправки. Здійснюючи свій гвинтовий рух, кожна ділянка гільзи 10, обжата гребенем 11, надходить до ділянки валків позаконтактної деформації довжиною l 4, що складається з зрізаних конусів 3 і 4. На цій ділянці відбувається округлення тригранного профілю поперечного перетину труби за рахунок дії осьового натягнення з боку вихідної ділянки валків, що дозволяє збільшити обтискання стінки на ділянці гребеня без критичного гранеутворення. Потім труба надходить до вихідної ділянки 5 валків, де деформується на конічній частині 7 оправки, нерухомої в осьовому напрямі із збільшенням зовнішнього діаметра. Далі труба калібрується по зовнішньому діаметру між калібрувальною ділянкою валків і циліндровим паском 8 оправки. Налаштування стана для розкочування гільзи на комбінованій оправці із збільшенням зовнішнього діаметра труби наведене на фіг. 4. Робочий валок встановлений на кут розкочування і кут подачі . Вхідна ділянка 1 нахилена щодо осі прокатки на кут 1. На цій ділянці відбувається первинне захоплення гільзи 10 валками і обтискання по зовнішньому діаметру без істотної зміни товщини стінки. При цьому вибирається зазор Δ між внутрішнім діаметром гільзи і циліндровою частиною оправки. Починаючи з перетину I-І осередку деформації, відбувається незначне зменшення товщини стінки, яке інтенсивно наростає на ділянці гребеня 2, висотою h, що забезпечує значну частину деформації по стінці. Висота h гребеня визначає величину обтискання стінки на цій ділянці (фіг. 5). При цьому відбувається зміна зовнішнього діаметра, що приводить до збільшення периметра труби і гранеутворення. Ділянка 2 гребеня валка визначається наступними параметрами: lr - довжина ділянки гребеня; Dr - максимальний діаметр ділянки гребеня; MN - твірна гребеня; r - кут нахилу твірної гребеня MN до осі прокатки; r - кут нахилу твірної гребеня MN до осі валка; r=r+, (3) де - - кут розкочування. Параметри зони позаконтактної деформації металу валками, що складається з конусів 3 і 4, наведені на фіг. 6. ’ ’’ Довжина зони l4 = l4 + l4 l4 = (0,2-0,4) Lв, (4) l4 = (0,07-0,10) Lв (5) 3 - кут нахилу твірної АВ ділянки 3 до осі валка; 4 - кут нахилу твірної ВС ділянки 4 до осі валка; 3 = 3 + і 4 = 4 + . (6) Конусність ділянки 3 визначається по формулі: D D К 3 4 ' 5 100 % . (7) l4 Конусність ділянки 4 визначається по формулі: D D К 4 6 '' 5 100 % . (8) l4 Величина К 3 16 18 % , а К 4 10 12 % Розмір D визначає необхідний розчин валків відповідно до таблиці прокатки (фіг. 3). Збільшення зовнішнього діаметра гільзи після розкочування на комбінованій оправці визначається з виразу: 3 UA 106018 U DT DГ 100 % . (9) DГ Величина обтискання по товщині стінки на ділянці гребеня визначається з виразу: S h ES Г 100 % . (10) SГ Величина обтискання по товщині стінки між вихідною ділянкою 5 валків і конічною частиною 6 оправки залежить від величин кутів 3 (на валці) і 0 (на оправці): S SТ ES П 100 % . (11) SП Сумарна величина обтискання по товщині стінки складає: S SТ ES Г 100 % . (12) SГ Спосіб гвинтового розкочування труб на тривалковому стані випробуваний в промислових умовах на агрегаті "200" шляхом моделювання процесу розкочування гільзи на конічній оправці косовалкового прошивного стана, оснащеного упорно-регулювальним механізмом. Труби розміром D×S=102×10 мм з відношенням D/S=10,2 використовували як гільзи і повторно нагрівали в кільцевій печі, після чого на конічній оправці діаметром 96 мм і завдовжки 210 мм розкочували валками прошивного стана. Розкочування гільз здійснювалося при наступних параметрах налаштування стана: кут нахилу вихідної ділянки робочого валка до осі прокатки складав 4°30', кут розкочування чашовидних валків прошивного стана складав 7°, а кут подачі валків - 8°. В результаті проведених дослідних прокаток встановлено, що процес розкочування у валках з зоною позаконтактної деформації металу, що сприяє округленню профілю труби на конічній оправці, забезпечує підвищення початкового діаметра гільзи до 30 %. Таким чином, використання запропонованого способу забезпечує розширення сортаменту прокатуваних труб у бік збільшення їх зовнішнього діаметра, підвищує якість прокатуваних труб за рахунок зниження гране утворення, а також дозволяє збільшити їх тонкостінність (D/S). ED 5 10 15 20 25 30 35 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 1. Спосіб гвинтового розкочування труб на тривалковому стані, що включає деформацію гільзи на комбінованій циліндроконічній оправці, нерухомій в осьовому напрямі, за допомогою валків, бочка яких виконана з вхідною ділянкою, ділянкою гребеня і вихідною ділянкою, який відрізняється тим, що гільзу обтискають в зоні позаконтактної деформації валка, утвореної поміж двома зрізаними конусами, оберненими один до одного меншими основами, розташованими між ділянкою гребеня і вихідною ділянкою валка. 2. Спосіб за п. 1, який відрізняється тим, що довжина зони позаконтактної деформації валка складає 0,2-0,4 довжини бочки, при цьому конусність першого і другого зрізаних конусів дорівнює послідовно (16-18) і (10-12) %. 4 UA 106018 U 5 UA 106018 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for screw expanding pipes on three-roll mill
Автори англійськоюKondratiev Yurii Anatoliiovych, Stepanenko Oleksandr Mykolaiovych, Tartakovskii Boris Ihorievich, Uhriumov Yurii Dmytrovych, Pavlovskyi Borys Hryhorovych
Назва патенту російськоюСпособ винтовой раскатки труб на трехвалковом стане
Автори російськоюКондратьев Юрий Анатольевич, Степаненко Алесандр Николаевич, Тартаковский Борис Игоревич, Угрюмов Юрий Дмитриевич, Павловский Борис Григорьевич
МПК / Мітки
МПК: B21B 19/06, B21B 25/00
Мітки: спосіб, гвинтового, тривалковому, розкочування, труб, стані
Код посилання
<a href="https://ua.patents.su/8-106018-sposib-gvintovogo-rozkochuvannya-trub-na-trivalkovomu-stani.html" target="_blank" rel="follow" title="База патентів України">Спосіб гвинтового розкочування труб на тривалковому стані</a>
Спосіб гвинтового розкочування труб на тривалковому стані

Номер патенту: 98219
Опубліковано: 27.04.2015
Автори: Угрюмов Юрій Дмитрович, Тартаковскій Боріс Ігорєвіч, Кондратьєв Юрій Анатолійович, Степаненко Олександр Миколайович
МПК: B21B 25/00, B21B 19/06
Мітки: тривалковому, спосіб, стані, труб, гвинтового, розкочування
Формула / Реферат:
Спосіб гвинтового розкочування труб на тривалковому стані, що містить деформацію гільзи на оправці валками, які мають вхідну ділянку, ділянку гребеня і вихідну ділянку, який відрізняється тим, що деформацію гільзи здійснюють на комбінованій оправці, нерухомій в осьовому напрямі, причому на вхідній ділянці і на ділянці гребеня деформацію здійснюють на циліндровій частині оправки з обтисканням по товщині стінки 30-70 %, а на вихідній...
Спосіб виготовлення безшовних труб на сортовому тривалковому стані
Номер патенту: 100933
Опубліковано: 11.02.2013
Автори: Кюммерлінг Ролф, Беллманн Манфред, Кеніші Сасакі, Браун Вінфрід, Кінугаса Хіденорі
МПК: B21B 17/04, B21B 23/00, B21B 27/02
Мітки: тривалковому, стані, виготовлення, безшовних, труб, сортовому, спосіб
Формула / Реферат:
1. Спосіб виготовлення безшовних труб з металу, зокрема зі сталі, при якому заздалегідь виготовлену гарячу гільзу на сортовому тривалковому стані розтягують на оправці в трубну заготовку, причому гільзу перед входом в сортовий стан в передвключеній кліті піддають вирівнюючій діаметр операції прокатки, який відрізняється тим, що валки передвключеної кліті розсуваються і зсуваються такою ж мірою, що і в деформуючій кліті сортового стана,...
Спосіб прокатки труб на пілігримовому стані

Номер патенту: 96889
Опубліковано: 25.02.2015
Автори: Стасевський Станіслав Леонідович, Угрюмов Юрій Дмитрович
МПК: B21B 21/00
Мітки: спосіб, труб, прокатки, стані, пілігримовому
Формула / Реферат:
Спосіб прокатки труб на пілігримовому стані, який включає деформацію переднього кінця гільзи при розхилі валків у 1,02-1,15 рази більшому, ніж розхил валків при прокатці середньої частини гільзи, відведення назад гільзи з деформованим переднім кінцем, установку розхилу валків відповідним режиму прокатки середньої частини гільзи, деформацію гільзи від початку до кінця і регулювання величини подачі гільзи залежно від величини витягання, який...
Спосіб мінімізації стовщених кінців при прокатуванні труб в редукційно-розтяжному стані
Номер патенту: 67792
Опубліковано: 15.07.2004
Автор: Пеле Ганс Йоахім
МПК: B21B 35/02, B21B 17/00, B21B 37/78
Мітки: стані, труб, кінців, редукційно-розтяжному, стовщених, мінімізації, прокатуванні, спосіб
Формула / Реферат:
Спосіб мінімізації стовщених кінців труб в редукційно-розтяжному стані шляхом часової зміни крутного моменту окремих привідних прокатних клітей при проходженні початку труби або, відповідно, кінця труби через редукційно-розтяжний стан так, що кінці труби прокатують з більшими, ніж стаціонарні, відношеннями швидкостей обертання валків, який відрізняється тим, що між стаціонарними і підвищеними відношеннями швидкостей обертання встановлюють...
Спосіб безперервної поздовжньої прокатки труб в багатоклітьовому стані на оправці
Номер патенту: 92241
Опубліковано: 11.10.2010
Автори: Гуляєв Юрій Геннадійович, Лозовий Віктор Іванович, Бойко Іван Петрович, Олійник В'ячеслав Семенович, Костанецький Віктор Володимирович, Максимова-Гуляєва Наталія Олександрівна, Шифрін Євген Ісайович, Бойко Володимир Вікторович
МПК: B21B 17/00
Мітки: поздовжньої, багатоклітьовому, прокатки, труб, стані, безперервної, оправці, спосіб
Формула / Реферат:
Спосіб безперервної поздовжньої прокатки труб в багатоклітьовому стані, що полягає у послідовній деформації заготовки на оправці в ряді послідовно розташованих калібрів, утворених привідними валками, кутову швидкість () яких в кожній -й кліті стана визначають за математичною залежністю як функцію від...
Попередній патент: Підшипниковий підвіс для керноприймального пристрою “скан”
Наступний патент: Спосіб передопераційного планування перфорантних клаптів
Випадковий патент: Спосіб отримання об'ємних складнопрофільних довгомірних виробів