Спосіб прокатки труб на пілігримовому стані
Номер патенту: 96889
Опубліковано: 25.02.2015
Автори: Угрюмов Юрій Дмитрович, Стасевський Станіслав Леонідович


Формула / Реферат
Спосіб прокатки труб на пілігримовому стані, який включає деформацію переднього кінця гільзи при розхилі валків у 1,02-1,15 рази більшому, ніж розхил валків при прокатці середньої частини гільзи, відведення назад гільзи з деформованим переднім кінцем, установку розхилу валків відповідним режиму прокатки середньої частини гільзи, деформацію гільзи від початку до кінця і регулювання величини подачі гільзи залежно від величини витягання, який відрізняється тим, що перед прокаткою зовнішній діаметр переднього кінця гільзи зменшують в бік її переднього торця, встановлюючи його довжину, рівною 0,7-0,8 діаметра гільзи з кутом нахилу твірної до осі гільзи 7-12°.
Текст
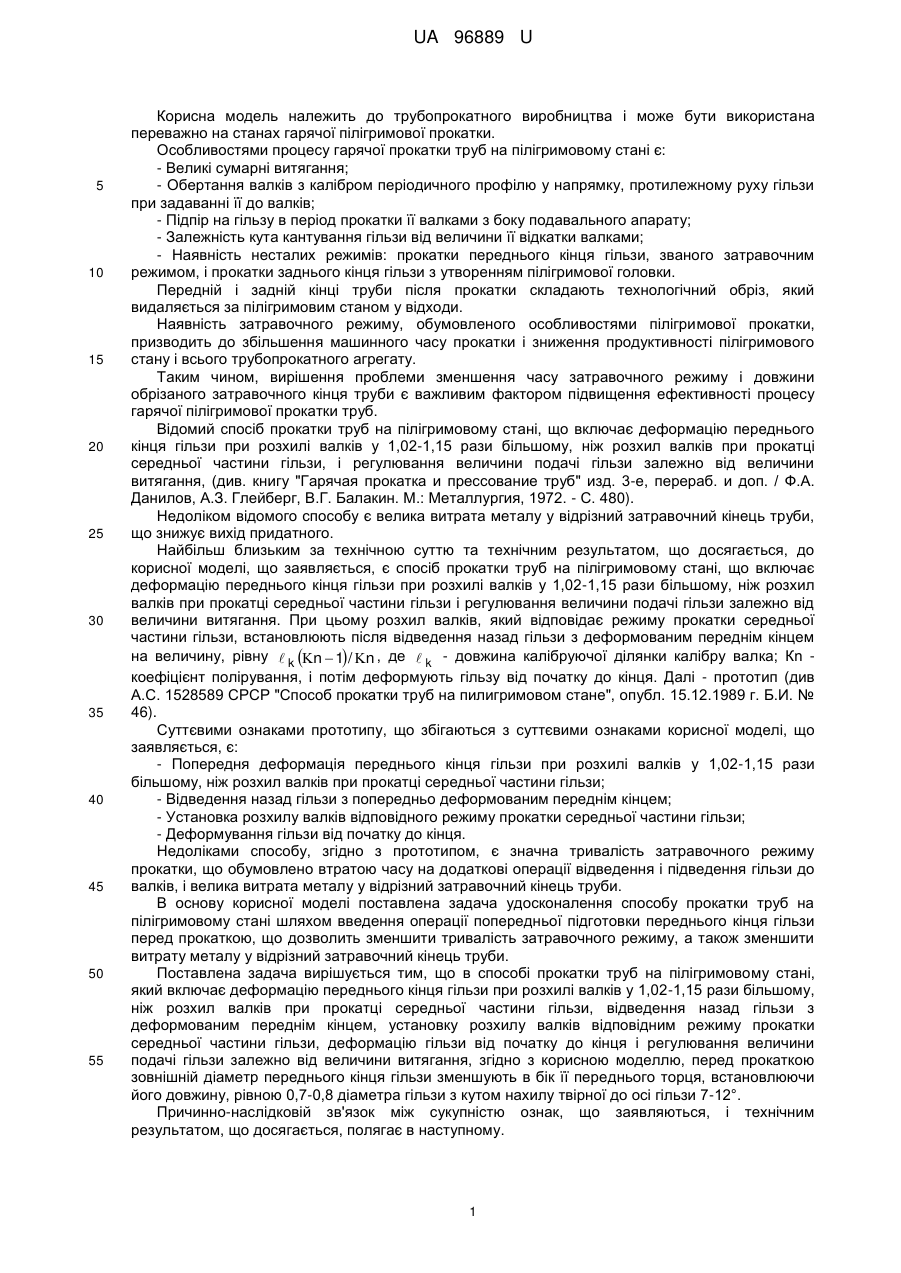
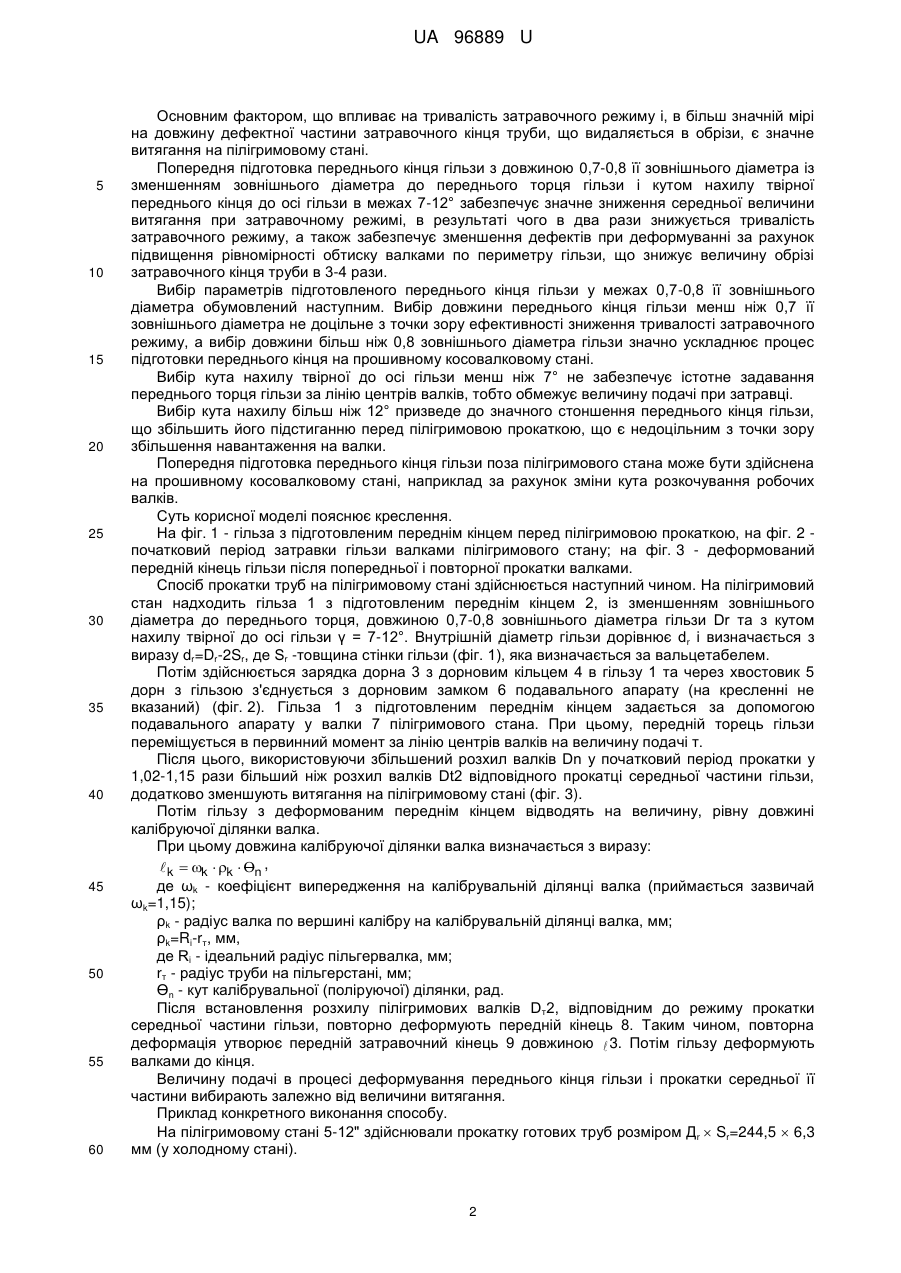
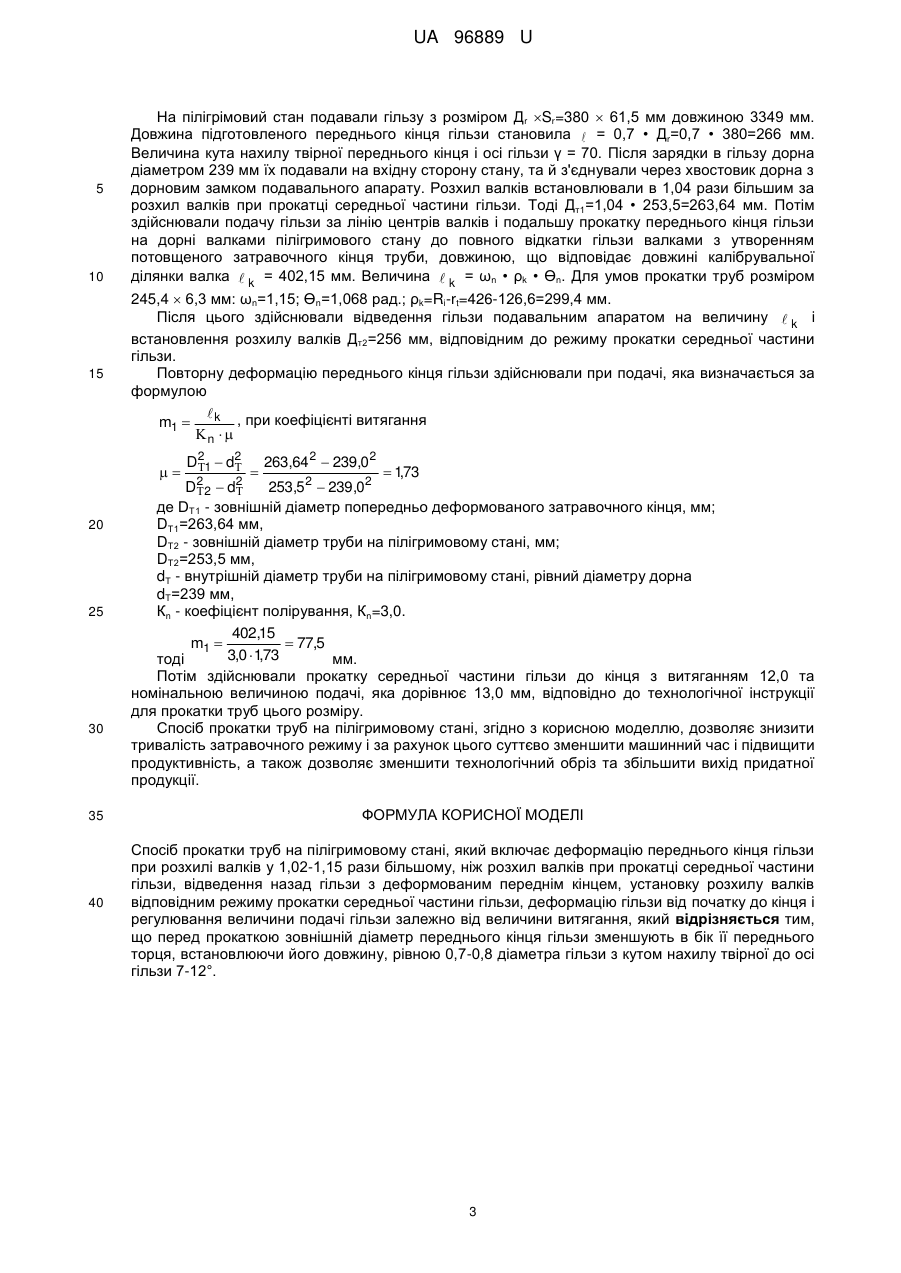
Реферат: Спосіб прокатки труб на пілігримовому стані включає деформацію переднього кінця гільзи при розхилі валків у 1,02-1,15 рази більшому, ніж розхил валків при прокатці середньої частини гільзи, відведення назад гільзи з деформованим переднім кінцем, установку розхилу валків відповідним режиму прокатки середньої частини гільзи, деформацію гільзи від початку до кінця і регулювання величини подачі гільзи залежно від величини витягання. Перед прокаткою зовнішній діаметр переднього кінця гільзи зменшують в бік її переднього торця, встановлюючи його довжину, рівною 0,7-0,8 діаметра гільзи з кутом нахилу твірної до осі гільзи 7-12°. UA 96889 U (54) СПОСІБ ПРОКАТКИ ТРУБ НА ПІЛІГРИМОВОМУ СТАНІ UA 96889 U UA 96889 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до трубопрокатного виробництва і може бути використана переважно на станах гарячої пілігримової прокатки. Особливостями процесу гарячої прокатки труб на пілігримовому стані є: - Великі сумарні витягання; - Обертання валків з калібром періодичного профілю у напрямку, протилежному руху гільзи при задаванні її до валків; - Підпір на гільзу в період прокатки її валками з боку подавального апарату; - Залежність кута кантування гільзи від величини її відкатки валками; - Наявність несталих режимів: прокатки переднього кінця гільзи, званого затравочним режимом, і прокатки заднього кінця гільзи з утворенням пілігримової головки. Передній і задній кінці труби після прокатки складають технологічний обріз, який видаляється за пілігримовим станом у відходи. Наявність затравочного режиму, обумовленого особливостями пілігримової прокатки, призводить до збільшення машинного часу прокатки і зниження продуктивності пілігримового стану і всього трубопрокатного агрегату. Таким чином, вирішення проблеми зменшення часу затравочного режиму і довжини обрізаного затравочного кінця труби є важливим фактором підвищення ефективності процесу гарячої пілігримової прокатки труб. Відомий спосіб прокатки труб на пілігримовому стані, що включає деформацію переднього кінця гільзи при розхилі валків у 1,02-1,15 рази більшому, ніж розхил валків при прокатці середньої частини гільзи, і регулювання величини подачі гільзи залежно від величини витягання, (див. книгу "Гарячая прокатка и прессование труб" изд. 3-е, перераб. и доп. / Ф.А. Данилов, А.З. Глейберг, В.Г. Балакин. М.: Металлургия, 1972. - С. 480). Недоліком відомого способу є велика витрата металу у відрізний затравочний кінець труби, що знижує вихід придатного. Найбільш близьким за технічною суттю та технічним результатом, що досягається, до корисної моделі, що заявляється, є спосіб прокатки труб на пілігримовому стані, що включає деформацію переднього кінця гільзи при розхилі валків у 1,02-1,15 рази більшому, ніж розхил валків при прокатці середньої частини гільзи і регулювання величини подачі гільзи залежно від величини витягання. При цьому розхил валків, який відповідає режиму прокатки середньої частини гільзи, встановлюють після відведення назад гільзи з деформованим переднім кінцем на величину, рівну k n 1 / n , де k - довжина калібруючої ділянки калібру валка; Кn коефіцієнт полірування, і потім деформують гільзу від початку до кінця. Далі - прототип (див А.С. 1528589 СРСР "Способ прокатки труб на пилигримовом стане", опубл. 15.12.1989 г. Б.И. № 46). Суттєвими ознаками прототипу, що збігаються з суттєвими ознаками корисної моделі, що заявляється, є: - Попередня деформація переднього кінця гільзи при розхилі валків у 1,02-1,15 рази більшому, ніж розхил валків при прокатці середньої частини гільзи; - Відведення назад гільзи з попередньо деформованим переднім кінцем; - Установка розхилу валків відповідного режиму прокатки середньої частини гільзи; - Деформування гільзи від початку до кінця. Недоліками способу, згідно з прототипом, є значна тривалість затравочного режиму прокатки, що обумовлено втратою часу на додаткові операції відведення і підведення гільзи до валків, і велика витрата металу у відрізний затравочний кінець труби. В основу корисної моделі поставлена задача удосконалення способу прокатки труб на пілігримовому стані шляхом введення операції попередньої підготовки переднього кінця гільзи перед прокаткою, що дозволить зменшити тривалість затравочного режиму, а також зменшити витрату металу у відрізний затравочний кінець труби. Поставлена задача вирішується тим, що в способі прокатки труб на пілігримовому стані, який включає деформацію переднього кінця гільзи при розхилі валків у 1,02-1,15 рази більшому, ніж розхил валків при прокатці середньої частини гільзи, відведення назад гільзи з деформованим переднім кінцем, установку розхилу валків відповідним режиму прокатки середньої частини гільзи, деформацію гільзи від початку до кінця і регулювання величини подачі гільзи залежно від величини витягання, згідно з корисною моделлю, перед прокаткою зовнішній діаметр переднього кінця гільзи зменшують в бік її переднього торця, встановлюючи його довжину, рівною 0,7-0,8 діаметра гільзи з кутом нахилу твірної до осі гільзи 7-12°. Причинно-наслідковій зв'язок між сукупністю ознак, що заявляються, і технічним результатом, що досягається, полягає в наступному. 1 UA 96889 U 5 10 15 20 25 30 35 40 45 50 55 60 Основним фактором, що впливає на тривалість затравочного режиму і, в більш значній мірі на довжину дефектної частини затравочного кінця труби, що видаляється в обрізи, є значне витягання на пілігримовому стані. Попередня підготовка переднього кінця гільзи з довжиною 0,7-0,8 її зовнішнього діаметра із зменшенням зовнішнього діаметра до переднього торця гільзи і кутом нахилу твірної переднього кінця до осі гільзи в межах 7-12° забезпечує значне зниження середньої величини витягання при затравочному режимі, в результаті чого в два рази знижується тривалість затравочного режиму, а також забезпечує зменшення дефектів при деформуванні за рахунок підвищення рівномірності обтиску валками по периметру гільзи, що знижує величину обрізі затравочного кінця труби в 3-4 рази. Вибір параметрів підготовленого переднього кінця гільзи у межах 0,7-0,8 її зовнішнього діаметра обумовлений наступним. Вибір довжини переднього кінця гільзи менш ніж 0,7 її зовнішнього діаметра не доцільне з точки зору ефективності зниження тривалості затравочного режиму, а вибір довжини більш ніж 0,8 зовнішнього діаметра гільзи значно ускладнює процес підготовки переднього кінця на прошивному косовалковому стані. Вибір кута нахилу твірної до осі гільзи менш ніж 7° не забезпечує істотне задавання переднього торця гільзи за лінію центрів валків, тобто обмежує величину подачі при затравці. Вибір кута нахилу більш ніж 12° призведе до значного стоншення переднього кінця гільзи, що збільшить його підстиганню перед пілігримовою прокаткою, що є недоцільним з точки зору збільшення навантаження на валки. Попередня підготовка переднього кінця гільзи поза пілігримового стана може бути здійснена на прошивному косовалковому стані, наприклад за рахунок зміни кута розкочування робочих валків. Суть корисної моделі пояснює креслення. На фіг. 1 - гільза з підготовленим переднім кінцем перед пілігримовою прокаткою, на фіг. 2 початковий період затравки гільзи валками пілігримового стану; на фіг. 3 - деформований передній кінець гільзи після попередньої і повторної прокатки валками. Спосіб прокатки труб на пілігримовому стані здійснюється наступний чином. На пілігримовий стан надходить гільза 1 з підготовленим переднім кінцем 2, із зменшенням зовнішнього діаметра до переднього торця, довжиною 0,7-0,8 зовнішнього діаметра гільзи Dr та з кутом нахилу твірної до осі гільзи γ = 7-12°. Внутрішній діаметр гільзи дорівнює dr і визначається з виразу dr=Dr-2Sr, де Sr -товщина стінки гільзи (фіг. 1), яка визначається за вальцетабелем. Потім здійснюється зарядка дорна 3 з дорновим кільцем 4 в гільзу 1 та через хвостовик 5 дорн з гільзою з'єднується з дорновим замком 6 подавального апарату (на кресленні не вказаний) (фіг. 2). Гільза 1 з підготовленим переднім кінцем задається за допомогою подавального апарату у валки 7 пілігримового стана. При цьому, передній торець гільзи переміщується в первинний момент за лінію центрів валків на величину подачі т. Після цього, використовуючи збільшений розхил валків Dn у початковий період прокатки у 1,02-1,15 рази більший ніж розхил валків Dt2 відповідного прокатці середньої частини гільзи, додатково зменшують витягання на пілігримовому стані (фіг. 3). Потім гільзу з деформованим переднім кінцем відводять на величину, рівну довжині калібруючої ділянки валка. При цьому довжина калібруючої ділянки валка визначається з виразу: k k k n , де ωk - коефіцієнт випередження на калібрувальній ділянці валка (приймається зазвичай ωk=1,15); ρk - радіус валка по вершині калібру на калібрувальній ділянці валка, мм; ρk=Ri-rт, мм, де Ri - ідеальний радіус пільгервалка, мм; rт - радіус труби на пільгерстані, мм; Өn - кут калібрувальної (поліруючої) ділянки, рад. Після встановлення розхилу пілігримових валків D т2, відповідним до режиму прокатки середньої частини гільзи, повторно деформують передній кінець 8. Таким чином, повторна деформація утворює передній затравочний кінець 9 довжиною 3. Потім гільзу деформують валками до кінця. Величину подачі в процесі деформування переднього кінця гільзи і прокатки середньої її частини вибирають залежно від величини витягання. Приклад конкретного виконання способу. На пілігримовому стані 5-12" здійснювали прокатку готових труб розміром Дr Sr=244,5 6,3 мм (у холодному стані). 2 UA 96889 U 5 10 15 На пілігрімовий стан подавали гільзу з розміром Дr Sr=380 61,5 мм довжиною 3349 мм. Довжина підготовленого переднього кінця гільзи становила = 0,7 • Дr=0,7 • 380=266 мм. Величина кута нахилу твірної переднього кінця і осі гільзи γ = 70. Після зарядки в гільзу дорна діаметром 239 мм їх подавали на вхідну сторону стану, та й з'єднували через хвостовик дорна з дорновим замком подавального апарату. Розхил валків встановлювали в 1,04 рази більшим за розхил валків при прокатці середньої частини гільзи. Тоді Дт1=1,04 • 253,5=263,64 мм. Потім здійснювали подачу гільзи за лінію центрів валків і подальшу прокатку переднього кінця гільзи на дорні валками пілігримового стану до повного відкатки гільзи валками з утворенням потовщеного затравочного кінця труби, довжиною, що відповідає довжині калібрувальної ділянки валка k = 402,15 мм. Величина k = ωn • ρk • Өn. Для умов прокатки труб розміром 245,4 6,3 мм: ωn=1,15; Өn=1,068 рад.; ρk=Ri-rt=426-126,6=299,4 мм. Після цього здійснювали відведення гільзи подавальним апаратом на величину k і встановлення розхилу валків Дт2=256 мм, відповідним до режиму прокатки середньої частини гільзи. Повторну деформацію переднього кінця гільзи здійснювали при подачі, яка визначається за формулою k , при коефіцієнті витягання m1 n 20 25 30 35 40 D21 d2 263,64 2 239,0 2 1,73 D 2 2 d2 253,5 2 239,0 2 де DТ1 - зовнішній діаметр попередньо деформованого затравочного кінця, мм; DТ1=263,64 мм, DТ2 - зовнішній діаметр труби на пілігримовому стані, мм; DТ2=253,5 мм, dТ - внутрішній діаметр труби на пілігримовому стані, рівний діаметру дорна dT=239 мм, Кn - коефіцієнт полірування, Кn=3,0. 402,15 m1 77,5 3,0 173 , тоді мм. Потім здійснювали прокатку середньої частини гільзи до кінця з витяганням 12,0 та номінальною величиною подачі, яка дорівнює 13,0 мм, відповідно до технологічної інструкції для прокатки труб цього розміру. Спосіб прокатки труб на пілігримовому стані, згідно з корисною моделлю, дозволяє знизити тривалість затравочного режиму і за рахунок цього суттєво зменшити машинний час і підвищити продуктивність, а також дозволяє зменшити технологічний обріз та збільшити вихід придатної продукції. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб прокатки труб на пілігримовому стані, який включає деформацію переднього кінця гільзи при розхилі валків у 1,02-1,15 рази більшому, ніж розхил валків при прокатці середньої частини гільзи, відведення назад гільзи з деформованим переднім кінцем, установку розхилу валків відповідним режиму прокатки середньої частини гільзи, деформацію гільзи від початку до кінця і регулювання величини подачі гільзи залежно від величини витягання, який відрізняється тим, що перед прокаткою зовнішній діаметр переднього кінця гільзи зменшують в бік її переднього торця, встановлюючи його довжину, рівною 0,7-0,8 діаметра гільзи з кутом нахилу твірної до осі гільзи 7-12°. 3 UA 96889 U Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюStasevskyi Stanislav Leonidovych, Uhriumov Yurii Dmytrovych
Автори російськоюСтасевский Станислав Леонидович, Угрюмов Юрий Дмитриевич
МПК / Мітки
МПК: B21B 21/00
Мітки: прокатки, труб, пілігримовому, спосіб, стані
Код посилання
<a href="https://ua.patents.su/6-96889-sposib-prokatki-trub-na-piligrimovomu-stani.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки труб на пілігримовому стані</a>
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки

Номер патенту: 40893
Опубліковано: 27.04.2009
Автори: Ніколаєв Віктор Олександрович, Матюшенко Дмитро Олександрович
МПК: B21B 1/22
Мітки: спосіб, гарячої, прокатки, широкоштабовому, стані, штаб
Формула / Реферат:
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки (ШСГП), що включає деформування розкату в клітях чорнової та чистової груп ШСГП з натяганням штаби на міжклітьових ділянках стана, транспортування валками допоміжної кліті, змотування штаби моталкою, який відрізняється тим, що при захваті переднього кінця штаби валками допоміжної кліті швидкість валків кліті збільшують на 1-3 % відносно швидкості штаби, що виходить з чистової...
Спосіб безперервної поздовжньої прокатки труб в багатоклітьовому стані на циліндричній оправці
Номер патенту: 92242
Опубліковано: 11.10.2010
Автори: Бойко Іван Петрович, Гуляєв Юрій Геннадійович, Олійник В'ячеслав Семенович, Костанецький Віктор Володимирович, Шифрін Євген Ісайович, Лозовий Віктор Іванович, Бойко Володимир Вікторович, Максимова-Гуляєва Наталія Олександрівна
МПК: B21B 17/00
Мітки: оправці, безперервної, циліндричний, прокатки, багатоклітьовому, поздовжньої, труб, спосіб, стані
Формула / Реферат:
Спосіб безперервної поздовжньої прокатки труб в багатоклітьовому стані на циліндричній оправці, що включає деформацію гільзи в ряді послідовно розташованих калібрів, перші з яких в напрямку прокатки мають овальну форму, що характеризується радіусом () та ексцентриситетом радіусу (), причому ексцентриситет...
Спосіб безоправочної безперервної поздовжньої прокатки труб в багатоклітьовому стані
Номер патенту: 82972
Опубліковано: 26.05.2008
Автори: Пахомова Людмила Яківна, Гуляєв Юрій Геннадійович, Квітка Наталія Юріївна, Павловський Борис Григорович
МПК: B21B 27/02, B21B 17/00
Мітки: труб, прокатки, багатоклітьовому, спосіб, безперервної, стані, безоправочної, поздовжньої
Формула / Реферат:
Спосіб безоправочної безперервної поздовжньої прокатки труб в багатоклітьовому стані, що включає деформацію заготовки в ряді послідовно розташованих калібрів, діаметр останнього з яких (DN) визначають за математичною залежністю, як функцію від діаметра труби в холодному стані (dtx), коефіцієнта лінійного температурного розширення матеріалу труби (t) та...
Спосіб безоправочної безперервної поздовжньої прокатки труб в багатоклітьовому стані
Номер патенту: 73440
Опубліковано: 15.07.2005
Автори: Юрковський Володимир Васильович, Лозовий Віктор Іванович, Залесський Олександр Іванович, Квітка Наталія Юріївна, Шифрін Євген Ісайович, Козловський Альфред Іванович, Гуляєв Юрій Геннадійович, Івченков Сергій Іванович, Чуєв Анатолій Васильович
МПК: B21B 17/00
Мітки: поздовжньої, безоправочної, багатоклітьовому, прокатки, спосіб, безперервної, труб, стані
Формула / Реферат:
Спосіб безперервної безоправочної поздовжньої прокатки труб в багатоклітьовому стані, що полягає у послідовній деформації заготовки в кожній і-тій кліті стана валками з калібрами, за яким овальність () калібру кожної і-тої кліті стана вибирають в залежності від заданих величин часткового відносного обтиснення заготовки по діаметру (
Спосіб прокатки труб в багатоклітьовому редукційному стані
Номер патенту: 77136
Опубліковано: 16.10.2006
Автори: Юрковський Володимир Васильович, Круподер Андрій Миколайович, Гопайца Наталія Вікторівна, Щучко Володимир Миколайович, Козловський Альфред Іванович, Квітка Наталія Юріївна, Олійник В'ячеслав Семенович, Грінберг Броніслав Михайлович, Бойко Іван Петрович, Луценко Олег Вікторович, Чудаков Євген Федорович, Лозовий Віктор Іванович, Гуляєв Юрій Геннадійович, Шифрін Євген Ісайович
МПК: B21B 17/00
Мітки: спосіб, труб, прокатки, багатоклітьовому, стані, редукційному
Формула / Реферат:
Спосіб прокатки труб в багатоклітьовому редукційному стані, при якому здійснюють деформацію заготовки з частковим обтисненням по діаметру в кожній з клітей середньої групи, більшим по величині від часткового обтиснення заготовки по діаметру в будь-якій з клітей головної та калібрувальної груп, причому в кожній парній кліті середньої групи встановлюють величину часткового обтиснення меншу, ніж у попередній парній кліті, який відрізняється тим,...
Попередній патент: Спосіб поліпшення функціональних властивостей шолома
Наступний патент: Інсектицидний засіб у формі гранул
Випадковий патент: Командоапарат