Спосіб отримання об’ємних складнопрофільних довгомірних виробів
Номер патенту: 13045
Опубліковано: 15.03.2006
Автори: Макарущенко Андрій Миколайович, Кондратов Віктор Миколайович, Буханов Олександр Маркович, Носовський Ігор Юрійович
Формула / Реферат
1. Спосіб отримання об'ємних складнопрофільних довгомірних виробів, який передбачає базування заготовки на базовій площадці, її фіксування, застосування різального інструмента з різальною кромкою, яка за формою відповідає поверхні деталі, яка виготовляється, переміщення різального інструмента вздовж заготовки, який відрізняється тим, що базують заготовку на плиті з профілем поверхні базування, наближеним до профілю однієї з бічних сторін виробу, на поверхні заготовки виконують за допомогою проходу вздовж заготовки різального інструмента поверхню з профілем, який відповідає профілю однієї з бічних поверхонь виробу, при цьому базову поверхню для цього базування формують з урахуванням вигину заготовки, виходячи з забезпечення умов, щоб результуюча форма оброблюваної поверхні, при знаходженні заготовки на базовій поверхні з урахуванням вигину заготовки, після обробки цієї поверхні була сформована прямолінійним переміщенням різального інструмента.
2. Спосіб отримання об'ємних складнопрофільних довгомірних виробів за п. 1, який відрізняється тим, що базують заготовку на плиті з застосуванням як поверхні заготовки, яка контактує з базовою поверхнею, попередньо виконаної бічної поверхні, при цьому базують заготовку на плиті з профілем базуючої поверхні, наближеним до профілю однієї з бічних сторін виробу, при цьому базову поверхню для цього базування формують з урахуванням вигину заготовки, виходячи з забезпечення умов, щоб результуюча форма оброблюваної поверхні, при знаходженні заготовки на базовій поверхні з урахуванням вигину заготовки, після обробки цієї поверхні була сформована прямолінійним переміщенням різального інструмента.
3. Спосіб отримання об'ємних складнопрофільних довгомірних виробів за п. 1, який відрізняється тим, що базують суміжну виконаній поверхні поверхню заготовки на плиті з профілем поверхні базування, наближеним до профілю однієї з бічних сторін виробу, на поверхні заготовки виконують за допомогою проходу вздовж заготовки різального інструмента наступну поверхню з профілем, який відповідає профілю однієї з бічних поверхонь виробу, базують заготовку на плиті між бічних обмежувачів або в пазу з застосуванням як поверхні, яка контактує з базовою поверхнею, попередньо виконаних двох суміжних бічних поверхонь заготовки, при цьому базові поверхні паза для цього базування формують з урахуванням вигину заготовки, виходячи з забезпечення умов, щоб результуюча форма оброблюваної поверхні, при знаходженні заготовки на базовій поверхні з урахуванням вигину заготовки, після обробки цієї поверхні була сформована прямолінійним переміщенням різального інструмента.
4. Спосіб отримання об'ємних складнопрофільних довгомірних виробів за пп. 1, 2, який відрізняється тим, що здійснюють базування групи заготовок та наступну одночасну обробку цієї групи заготовок.
5. Спосіб отримання об'ємних складнопрофільних довгомірних виробів за п. 1, 3, який відрізняється тим, що бічні поверхні заготовки по різні боки паза оброблюють одночасно.
Текст
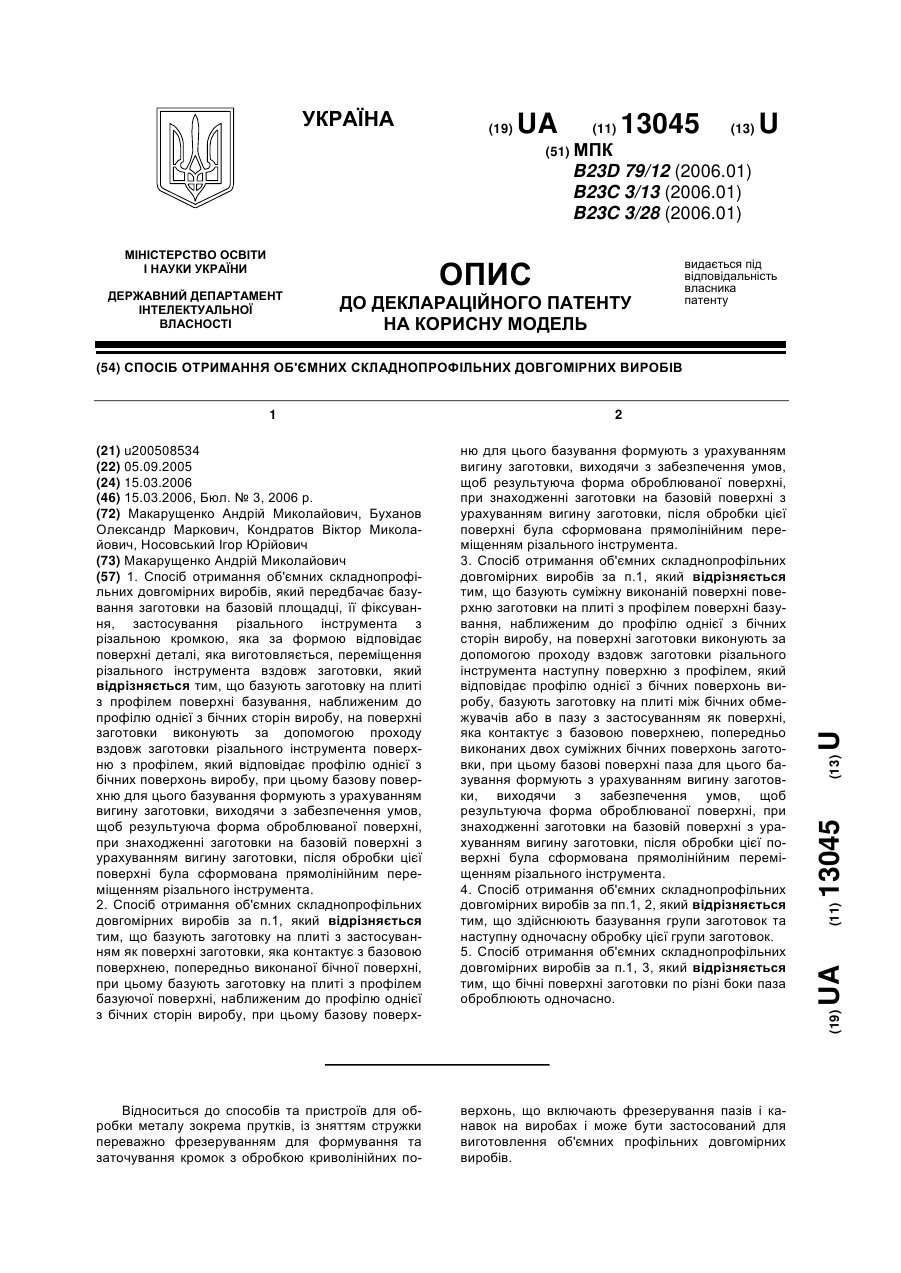
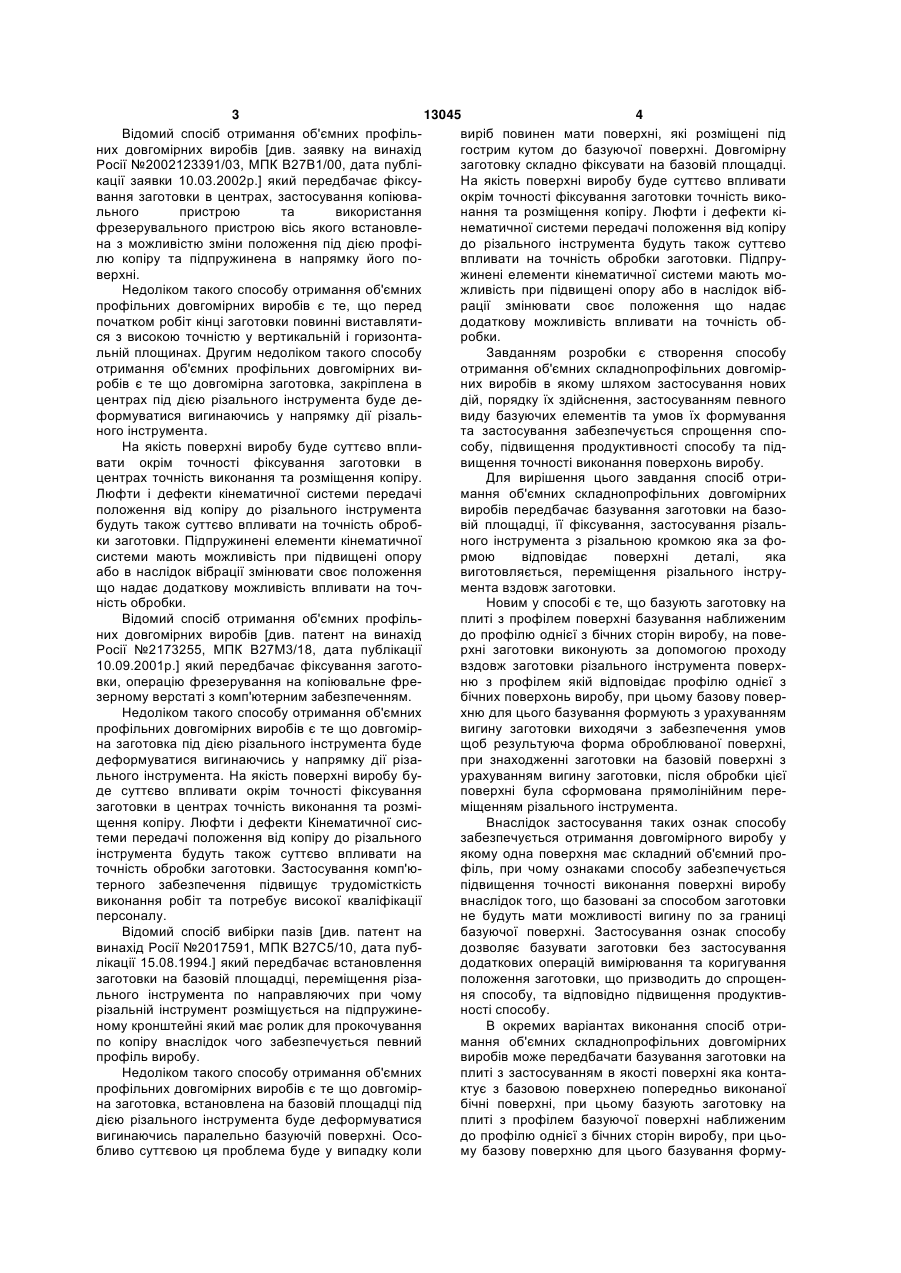
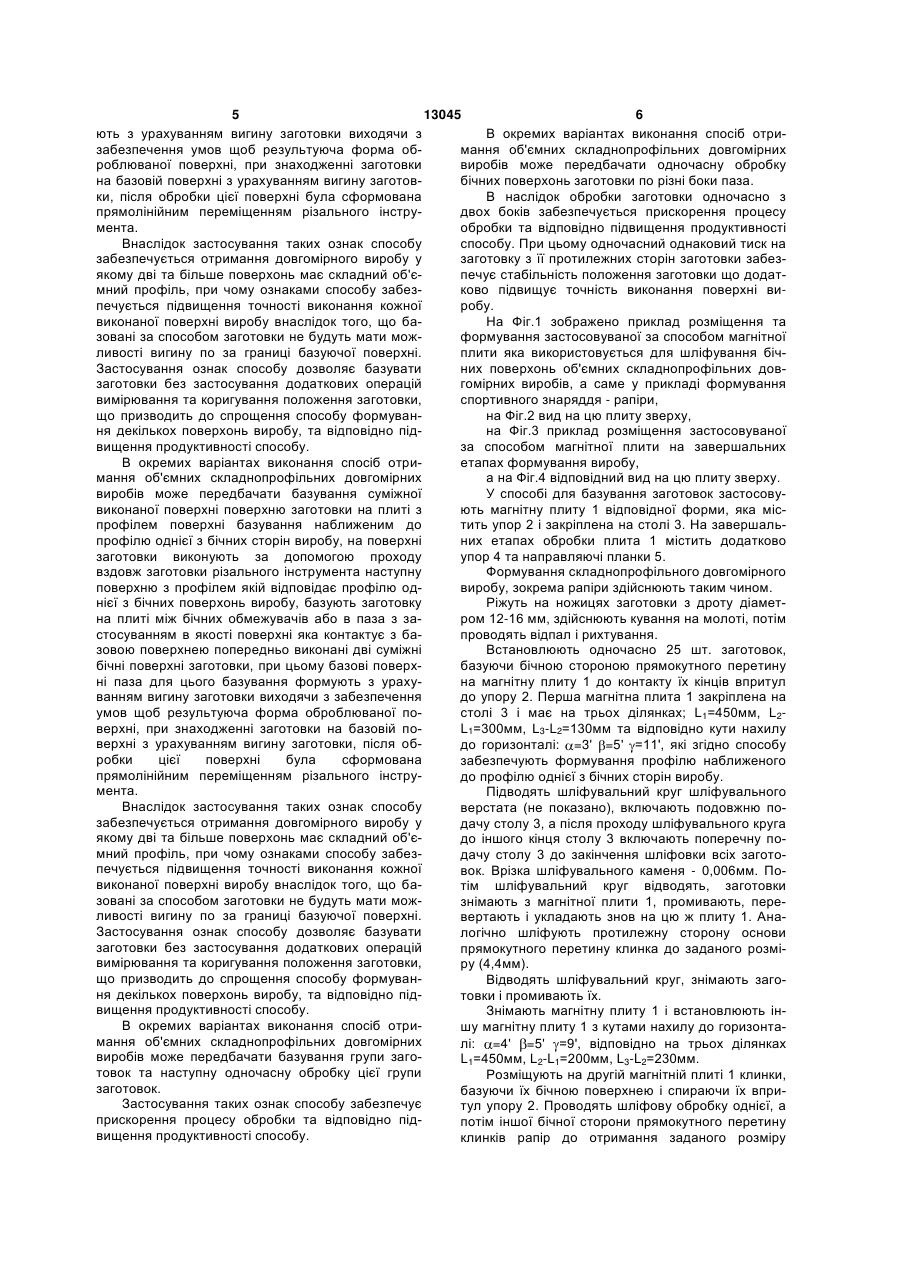
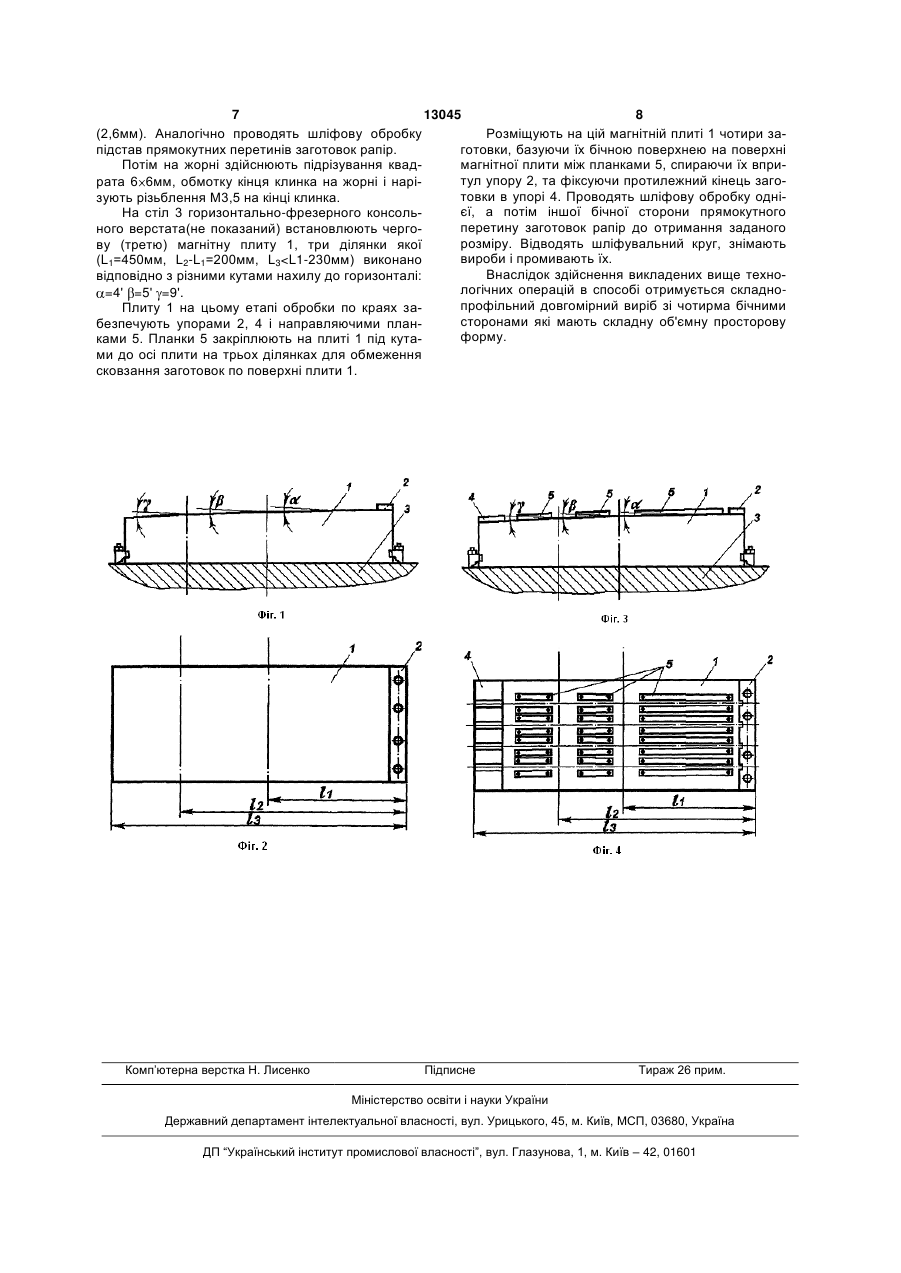
1. Спосіб отримання об'ємних складнопрофільних довгомірних виробів, який передбачає базування заготовки на базовій площадці, її фіксування, застосування різального інструмента з різальною кромкою, яка за формою відповідає поверхні деталі, яка виготовляється, переміщення різального інструмента вздовж заготовки, який відрізняється тим, що базують заготовку на плиті з профілем поверхні базування, наближеним до профілю однієї з бічних сторін виробу, на поверхні заготовки виконують за допомогою проходу вздовж заготовки різального інструмента поверхню з профілем, який відповідає профілю однієї з бічних поверхонь виробу, при цьому базову поверхню для цього базування формують з урахуванням вигину заготовки, виходячи з забезпечення умов, щоб результуюча форма оброблюваної поверхні, при знаходженні заготовки на базовій поверхні з урахуванням вигину заготовки, після обробки цієї поверхні була сформована прямолінійним переміщенням різального інструмента. 2. Спосіб отримання об'ємних складнопрофільних довгомірних виробів за п.1, який відрізняється тим, що базують заготовку на плиті з застосуванням як поверхні заготовки, яка контактує з базовою поверхнею, попередньо виконаної бічної поверхні, при цьому базують заготовку на плиті з профілем базуючої поверхні, наближеним до профілю однієї з бічних сторін виробу, при цьому базову поверх U 2 UA 1 3 13045 4 Відомий спосіб отримання об'ємних профільвиріб повинен мати поверхні, які розміщені під них довгомірних виробів [див. заявку на винахід гострим кутом до базуючої поверхні. Довгомірну Росії №2002123391/03, МПК В27В1/00, дата публізаготовку складно фіксувати на базовій площадці. кації заявки 10.03.2002p.] який передбачає фіксуНа якість поверхні виробу буде суттєво впливати вання заготовки в центрах, застосування копіюваокрім точності фіксування заготовки точність викольного пристрою та використання нання та розміщення копіру. Люфти і дефекти кіфрезерувального пристрою вісь якого встановленематичної системи передачі положення від копіру на з можливістю зміни положення під дією профідо різального інструмента будуть також суттєво лю копіру та підпружинена в напрямку його повпливати на точність обробки заготовки. Підпруверхні. жинені елементи кінематичної системи мають моНедоліком такого способу отримання об'ємних жливість при підвищені опору або в наслідок вібпрофільних довгомірних виробів є те, що перед рації змінювати своє положення що надає початком робіт кінці заготовки повинні виставлятидодаткову можливість впливати на точність обся з високою точністю у вертикальній і горизонтаробки. льній площинах. Другим недоліком такого способу Завданням розробки є створення способу отримання об'ємних профільних довгомірних виотримання об'ємних складнопрофільних довгомірробів є те що довгомірна заготовка, закріплена в них виробів в якому шляхом застосування нових центрах під дією різального інструмента буде дедій, порядку їх здійснення, застосуванням певного формуватися вигинаючись у напрямку дії різальвиду базуючих елементів та умов їх формування ного інструмента. та застосування забезпечується спрощення споНа якість поверхні виробу буде суттєво вплисобу, підвищення продуктивності способу та підвати окрім точності фіксування заготовки в вищення точності виконання поверхонь виробу. центрах точність виконання та розміщення копіру. Для вирішення цього завдання спосіб отриЛюфти і дефекти кінематичної системи передачі мання об'ємних складнопрофільних довгомірних положення від копіру до різального інструмента виробів передбачає базування заготовки на базобудуть також суттєво впливати на точність обробвій площадці, її фіксування, застосування різальки заготовки. Підпружинені елементи кінематичної ного інструмента з різальною кромкою яка за фосистеми мають можливість при підвищені опору рмою відповідає поверхні деталі, яка або в наслідок вібрації змінювати своє положення виготовляється, переміщення різального інструщо надає додаткову можливість впливати на точмента вздовж заготовки. ність обробки. Новим у способі є те, що базують заготовку на Відомий спосіб отримання об'ємних профільплиті з профілем поверхні базування наближеним них довгомірних виробів [див. патент на винахід до профілю однієї з бічних сторін виробу, на повеРосії №2173255, МПК В27М3/18, дата публікації рхні заготовки виконують за допомогою проходу 10.09.2001p.] який передбачає фіксування заготовздовж заготовки різального інструмента поверхвки, операцію фрезеруванняна копіювальне френю з профілем якій відповідає профілю однієї з зерному верстаті з комп'ютерним забезпеченням. бічних поверхонь виробу, при цьому базову поверНедоліком такого способу отримання об'ємних хню для цього базування формують з урахуванням профільних довгомірних виробів є те що довгомірвигину заготовки виходячи з забезпечення умов на заготовка під дією різального інструмента буде щоб результуюча форма оброблюваної поверхні, деформуватися вигинаючись у напрямку дії різапри знаходженні заготовки на базовій поверхні з льного інструмента. На якість поверхні виробу буурахуванням вигину заготовки, після обробки цієї де суттєво впливати окрім точності фіксування поверхні була сформована прямолінійним перезаготовки в центрах точність виконання та розміміщенням різального інструмента. щення копіру. Люфти і дефекти Кінематичної сисВнаслідок застосування таких ознак способу теми передачі положення від копіру до різального забезпечується отримання довгомірного виробу у інструмента будуть також суттєво впливати на якому одна поверхня має складний об'ємний проточність обробки заготовки. Застосування комп'юфіль, при чому ознаками способу забезпечується терного забезпечення підвищує трудомісткість підвищення точності виконання поверхні виробу виконання робіт та потребує високої кваліфікації внаслідок того, що базовані за способом заготовки персоналу. не будуть мати можливості вигину по за границі Відомий спосіб вибірки пазів [див. патент на базуючої поверхні. Застосування ознак способу винахід Росії №2017591, МПК В27С5/10, дата пубдозволяє базувати заготовки без застосування лікації 15.08.1994.] який передбачає встановлення додаткових операцій вимірювання та коригування заготовки на базовій площадці, переміщення різаположення заготовки, що призводить до спрощенльного інструмента по направляючих при чому ня способу, та відповідно підвищення продуктиврізальній інструмент розміщується на підпружиненості способу. ному кронштейні який має ролик для прокочування В окремих варіантах виконання спосіб отрипо копіру внаслідок чого забезпечується певний мання об'ємних складнопрофільних довгомірних профіль виробу. виробів може передбачати базування заготовки на Недоліком такого способу отримання об'ємних плиті з застосуванням в якості поверхні яка контапрофільних довгомірних виробів є те що довгомірктує з базовою поверхнею попередньо виконаної на заготовка, встановлена на базовій площадці під бічні поверхні, при цьому базують заготовку на дією різального інструмента буде деформуватися плиті з профілем базуючої поверхні наближеним вигинаючись паралельно базуючій поверхні. Осодо профілю однієї з бічних сторін виробу, при цьобливо суттєвою ця проблема буде у випадку коли му базову поверхню для цього базування форму 5 13045 6 ють з урахуванням вигину заготовки виходячи з В окремих варіантах виконання спосіб отризабезпечення умов щоб результуюча форма обмання об'ємних складнопрофільних довгомірних роблюваної поверхні, при знаходженні заготовки виробів може передбачати одночасну обробку на базовій поверхні з урахуванням вигину заготовбічних поверхонь заготовки по різні боки паза. ки, після обробки цієї поверхні була сформована В наслідок обробки заготовки одночасно з прямолінійним переміщенням різального інструдвох боків забезпечується прискорення процесу мента. обробки та відповідно підвищення продуктивності Внаслідок застосування таких ознак способу способу. При цьому одночасний однаковий тиск на забезпечується отримання довгомірного виробу у заготовку з її протилежних сторін заготовки забезякому дві та більше поверхонь має складний об'єпечує стабільність положення заготовки що додатмний профіль, при чому ознаками способу забезково підвищує точність виконання поверхні випечується підвищення точності виконання кожної робу. виконаної поверхні виробу внаслідок того, що баНа Фіг.1 зображено приклад розміщення та зовані за способом заготовки не будуть мати можформування застосовуваної за способом магнітної ливості вигину по за границі базуючої поверхні. плити яка використовується для шліфування бічЗастосування ознак способу дозволяє базувати них поверхонь об'ємних складнопрофільних довзаготовки без застосування додаткових операцій гомірних виробів, а саме у прикладі формування вимірювання та коригування положення заготовки, спортивного знаряддя - рапіри, що призводить до спрощення способу формуванна Фіг.2 вид на цю плиту зверху, ня декількох поверхонь виробу, та відповідно підна Фіг.3 приклад розміщення застосовуваної вищення продуктивності способу. за способом магнітної плити на завершальних В окремих варіантах виконання спосіб отриетапах формування виробу, мання об'ємних складнопрофільних довгомірних а на Фіг.4 відповідний вид на цю плиту зверху. виробів може передбачати базування суміжної У способі для базування заготовок застосовувиконаної поверхні поверхню заготовки на плиті з ють магнітну плиту 1 відповідної форми, яка міспрофілем поверхні базування наближеним до тить упор 2 і закріплена на столі 3. На завершальпрофілю однієї з бічних сторін виробу, на поверхні них етапах обробки плита 1 містить додатково заготовки виконують за допомогою проходу упор 4 та направляючі планки 5. вздовж заготовки різального інструмента наступну Формування складнопрофільного довгомірного поверхню з профілем якій відповідає профілю одвиробу, зокрема рапіри здійснюють таким чином. нієї з бічних поверхонь виробу, базують заготовку Ріжуть на ножицях заготовки з дроту діаметна плиті між бічних обмежувачів або в паза з заром 12-16 мм, здійснюють кування на молоті, потім стосуванням в якості поверхні яка контактує з бапроводять відпал і рихтування. зовою поверхнею попередньо виконані дві суміжні Встановлюють одночасно 25 шт. заготовок, бічні поверхні заготовки, при цьому базові поверхбазуючи бічною стороною прямокутного перетину ні паза для цього базування формують з урахуна магнітну плиту 1 до контакту їх кінців впритул ванням вигину заготовки виходячи з забезпечення до упору 2. Перша магнітна плита 1 закріплена на умов щоб результуюча форма оброблюваної постолі 3 і має на трьох ділянках; L1=450мм, L2верхні, при знаходженні заготовки на базовій поL1=300мм, L3-L2=130мм та відповідно кути нахилу верхні з урахуванням вигину заготовки, після обдо горизонталі: =3' =5' =11', які згідно способу робки цієї поверхні була сформована забезпечують формування профілю наближеного прямолінійним переміщенням різального інструдо профілю однієї з бічних сторін виробу. мента. Підводять шліфувальний круг шліфувального Внаслідок застосування таких ознак способу верстата (не показано), включають подовжню позабезпечується отримання довгомірного виробу у дачу столу 3, а після проходу шліфувального круга якому дві та більше поверхонь має складний об'єдо іншого кінця столу 3 включають поперечну помний профіль, при чому ознаками способу забездачу столу 3 до закінчення шліфовки всіх заготопечується підвищення точності виконання кожної вок. Врізка шліфувального каменя - 0,006мм. Повиконаної поверхні виробу внаслідок того, що батім шліфувальний круг відводять, заготовки зовані за способом заготовки не будуть мати можзнімають з магнітної плити 1, промивають, переливості вигину по за границі базуючої поверхні. вертають і укладають знов на цю ж плиту 1. АнаЗастосування ознак способу дозволяє базувати логічно шліфують протилежну сторону основи заготовки без застосування додаткових операцій прямокутного перетину клинка до заданого розмівимірювання та коригування положення заготовки, ру (4,4мм). що призводить до спрощення способу формуванВідводять шліфувальний круг, знімають загоня декількох поверхонь виробу, та відповідно підтовки і промивають їх. вищення продуктивності способу. Знімають магнітну плиту 1 і встановлюють інВ окремих варіантах виконання спосіб отришу магнітну плиту 1 з кутами нахилу до горизонтамання об'ємних складнопрофільних довгомірних лі: =4' =5' =9', відповідно на трьох ділянках виробів може передбачати базування групи загоL1=450мм, L2-L1=200мм, L3-L2=230мм. товок та наступну одночасну обробку цієї групи Розміщують на другій магнітній плиті 1 клинки, заготовок. базуючи їх бічною поверхнею і спираючи їх вприЗастосування таких ознак способу забезпечує тул упору 2. Проводять шліфову обробку однієї, а прискорення процесу обробки та відповідно підпотім іншої бічної сторони прямокутного перетину вищення продуктивності способу. клинків рапір до отримання заданого розміру 7 13045 8 (2,6мм). Аналогічно проводять шліфову обробку Розміщують на цій магнітній плиті 1 чотири запідстав прямокутних перетинів заготовок рапір. готовки, базуючи їх бічною поверхнею на поверхні Потім на жорні здійснюють підрізування квадмагнітної плити між планками 5, спираючи їх впритул упору 2, та фіксуючи протилежний кінець загората 6 6мм, обмотку кінця клинка на жорні і нарітовки в упорі 4. Проводять шліфову обробку однізують різьблення М3,5 на кінці клинка. єї, а потім іншої бічної сторони прямокутного На стіл 3 горизонтально-фрезерного консольперетину заготовок рапір до отримання заданого ного верстата(не показаний) встановлюють чергорозміру. Відводять шліфувальний круг, знімають ву (третю) магнітну плиту 1, три ділянки якої вироби і промивають їх. (L1=450мм, L2-L1=200мм, L3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of obtaining the volumetric complex-profile lengthy articles
Назва патенту російськоюСпособ получения объемных сложнопрофильных длинномерных изделий
МПК / Мітки
МПК: B23C 3/00, B23D 79/00
Мітки: спосіб, об'ємних, складнопрофільних, виробів, довгомірних, отримання
Код посилання
<a href="https://ua.patents.su/4-13045-sposib-otrimannya-obehmnikh-skladnoprofilnikh-dovgomirnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб отримання об’ємних складнопрофільних довгомірних виробів</a>
Спосіб отримання об’ємних довгомірних складнопрофільних виробів
Номер патенту: 9309
Опубліковано: 15.09.2005
Автори: Буханов Олександр Маркович, Кондратов Віктор Миколайович, Носовський Ігор Юрійович, Станкевич Володимир Васильович
МПК: B23C 3/00, B23D 79/00
Мітки: спосіб, складнопрофільних, отримання, об'ємних, виробів, довгомірних
Формула / Реферат:
1. Спосіб отримання об'ємних довгомірних складнопрофільних виробів, що передбачає базування заготовки на базовій площадці, її фіксування, застосування різального інструмента з різальною кромкою, яка за формою відповідає поверхні деталі, що виготовляється, переміщення різального інструмента вздовж заготовки, який відрізняється тим, що спочатку на поверхні заготовки виконують паз, потім заготовку базують на плиті з застосуванням як поверхонь...
Спосіб безперервного отримання довгомірних вуглецевих виробів
Номер патенту: 55536
Опубліковано: 15.04.2003
Автори: Ватланн Арнфінн, Вегге Олаф Трюгве
МПК: H05B 7/09
Мітки: отримання, спосіб, безперервного, довгомірних, вуглецевих, виробів
Формула / Реферат:
1. Спосіб безперервного отримання довгомірних вуглецевих виробів, зокрема вуглецевих електродів, які отримують безперервно у плавильній печі, в якій витрачаються ці електроди, в якому металеву оболонку, що містить неспечену вуглецеву електродну пасту, що складається з вуглецевого матеріалу з твердими частками і вуглецевої зв'язуючої речовини, безперервно або практично безперервно пропускають вниз через піч для сплавлення, яку нагрівають до...
Листорізозгинально-профілювальний прес і спосіб отримання довгомірних виробів з листопрокату
Номер патенту: 30502
Опубліковано: 15.11.2000
Автори: Ламухін Анатолій Степанович, Лівак Любов Анатолівна, Омельяненко Микола Іванович, Лівак Михайло Федорович
МПК: B21D 35/00, B21D 7/00, B21D 5/00, B30B 5/00
Мітки: прес, листорізозгинально-профілювальний, отримання, листопрокату, спосіб, довгомірних, виробів
Формула / Реферат:
1. Пресс для обробки виробів з листопрокату, що складається з корпусу з розташованою на ньому матрицею і пуансоном, має привід, який відрізняється тим, що корпус виконаний у вигляді зв'язаних між собою рухомої і нерухомої станин, кожна з яких утворена двома Ж-подібними за профілем вертикальними стояками, скріпленими згори і знизу поперечними -подібними за профілем балками,...
Пристрій для охолодження довгомірних гнучких виробів

Номер патенту: 1324
Опубліковано: 15.07.2002
Автори: Доценко Ігор Миколайович, Мікульонок Ігор Олегович
МПК: B29C 35/00
Мітки: пристрій, виробів, охолодження, довгомірних, гнучких
Формула / Реферат:
Пристрій для охолодження довгомірних гнучких виробів, що містить заповнювану рідким холодоагентом горизонтальну ванну зі змонтованими в ній напрямними роликами, встановленими з можливістю вертикального переміщення, який відрізняється тим, що напрямні ролики встановлено з можливістю вертикального переміщення незалежно один від одного.
Пристрій для охолодження довгомірних виробів
Номер патенту: 6595
Опубліковано: 16.05.2005
Автори: Микитенко Леся Павлівна, Мікульонок Ігор Олегович
МПК: B29C 47/88, B29C 35/00
Мітки: виробів, пристрій, охолодження, довгомірних
Формула / Реферат:
Пристрій для охолодження довгомірних виробів, що містить корпус з патрубком для підводу рідкого холодоагенту та торцевими карманами, сполученими з магістраллю для його відводу, а також змонтовану в корпусі трубу з поздовжньо розташованими перфорованими ділянками для виходу рідкого холодоагенту, який відрізняється тим, що між перфорованими ділянками у трубі виконано наскрізні отвори, сполучені з магістраллю для відводу рідкого...
Попередній патент: Вимірювач кутових швидкостей
Наступний патент: Процес профілактики реперфузійного синдрому
Випадковий патент: Процес і пристрій струминного напилювання порошкоподібного матеріалу в несучому газі