Спосіб виготовлення деталі з захисним покриттям (варіанти) та деталь, виготовлена за цим способом
Формула / Реферат
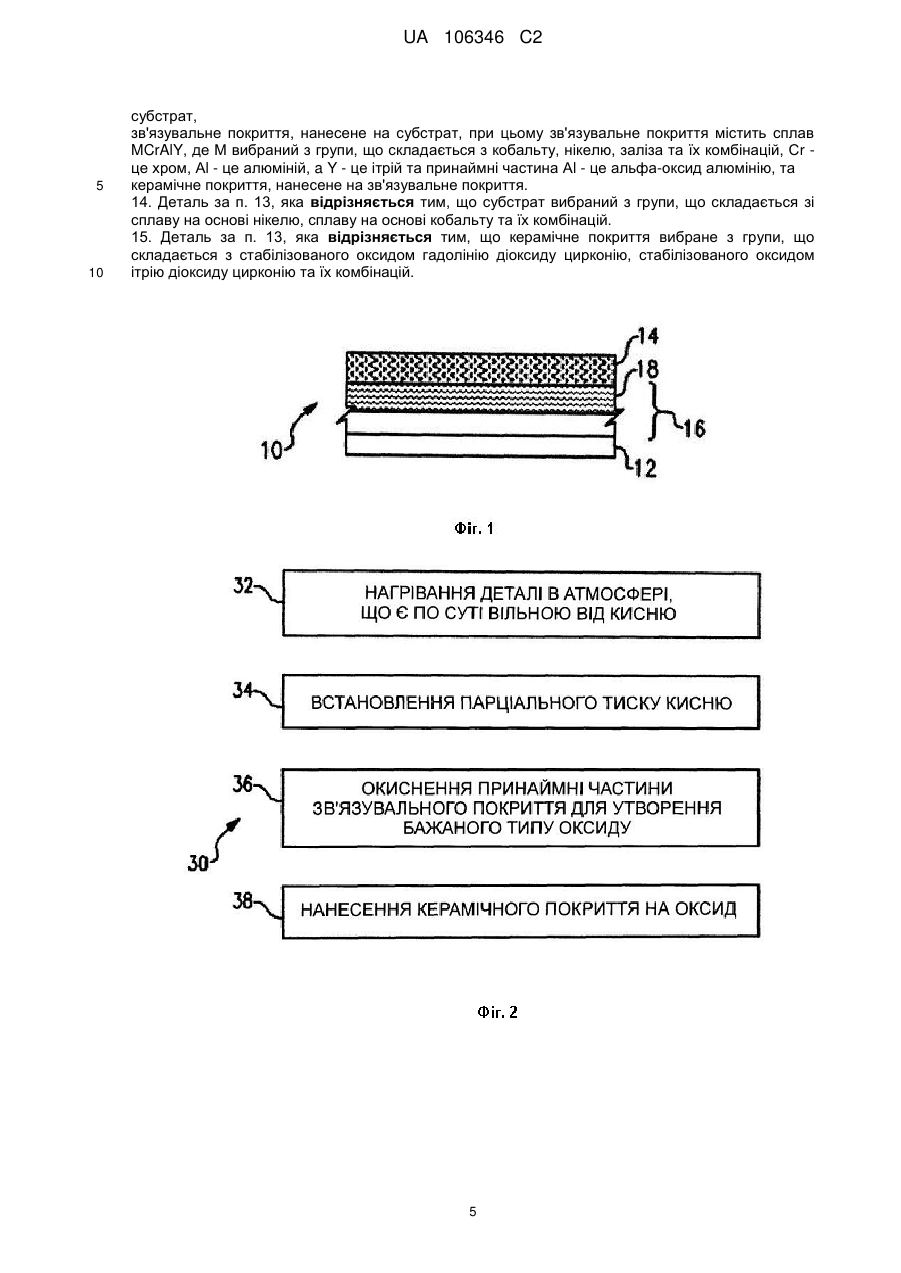
1. Спосіб виготовлення деталі з захисним покриттям, при якому здійснюють:
нагрівання деталі за допомогою графітових нагрівальних елементів в атмосфері, що є вільною від кисню, до температури окиснення у межах заздалегідь визначеного температурного діапазону, при цьому деталь містить субстрат та зв'язувальне покриття, нанесене на субстрат,
встановлення парціального тиску кисню в атмосфері після нагрівання до температури окиснення,
окиснення принаймні частини зв'язувального покриття протягом 15 хвилин або менше при цьому парціальному тиску кисню при температурі окиснення, щоб утворити бажаний тип оксиду і виключити утворення інших типів небажаних оксидів, та
нанесення керамічного покриття на цей оксид.
2. Спосіб за п. 1, який відрізняється тим, що заздалегідь визначений діапазон температури становить 982-1121 °С.
3. Спосіб за п. 1, який відрізняється тим, що зв'язувальне покриття містить сплав MCrAlY, де М вибраний з групи, що складається з кобальту, нікелю, заліза та їх комбінацій, Сг - це хром, Аl - це алюміній, a Y - це ітрій.
4. Спосіб за п. 1, який відрізняється тим, що встановлення парціального тиску кисню здійснюють так, що атмосфера знаходиться при тиску, який не перебільшує 13,3 Па.
5. Спосіб за п. 1, який відрізняється тим, що керамічне покриття наносять з використанням процесу електронно-променевого нанесення покриття осадженням з парової фази.
6. Спосіб за п. 1, який відрізняється тим, що на принаймні частині зв′язувального покриття утворюють альфа-оксид алюмінію як бажаний тип оксиду.
7. Спосіб виготовлення деталі з захисним покриттям, при якому здійснюють:
нагрівання деталі за допомогою графітових нагрівальних елементів в атмосфері низького тиску, яка є вільною від кисню, до температури окиснення, яка перебільшує приблизно 982 °С, при цьому деталь містить субстрат та зв'язувальне покриття, яке нанесене на субстрат та містить сплав MCrAlY, де М вибраний з групи, що складається з кобальту, нікелю, заліза та їх комбінацій, Сr - це хром, Аl - це алюміній, a Y - це ітрій,
встановлення парціального тиску кисню після нагрівання до температури окиснення, так що атмосфера низького тиску знаходиться при тиску, що не перебільшує 13,3 Па,
окиснення принаймні частини зв'язувального покриття протягом 15 хвилин або менше при цьому парціальному тиску кисню при температурі окиснення, щоб утворити альфа-оксид алюмінію і виключити утворення інших типів оксидів алюмінію та
нанесення керамічного покриття на цей оксид.
8. Спосіб за п. 7, який відрізняється тим, що атмосферу низького тиску під час нагрівання деталі до температури окиснення підтримують при тиску 0,013-1,33 Па.
9. Спосіб за п. 7, який відрізняється тим, що керамічне покриття наносять з використанням процесу електронно-променевого нанесення покриття осадженням з парової фази.
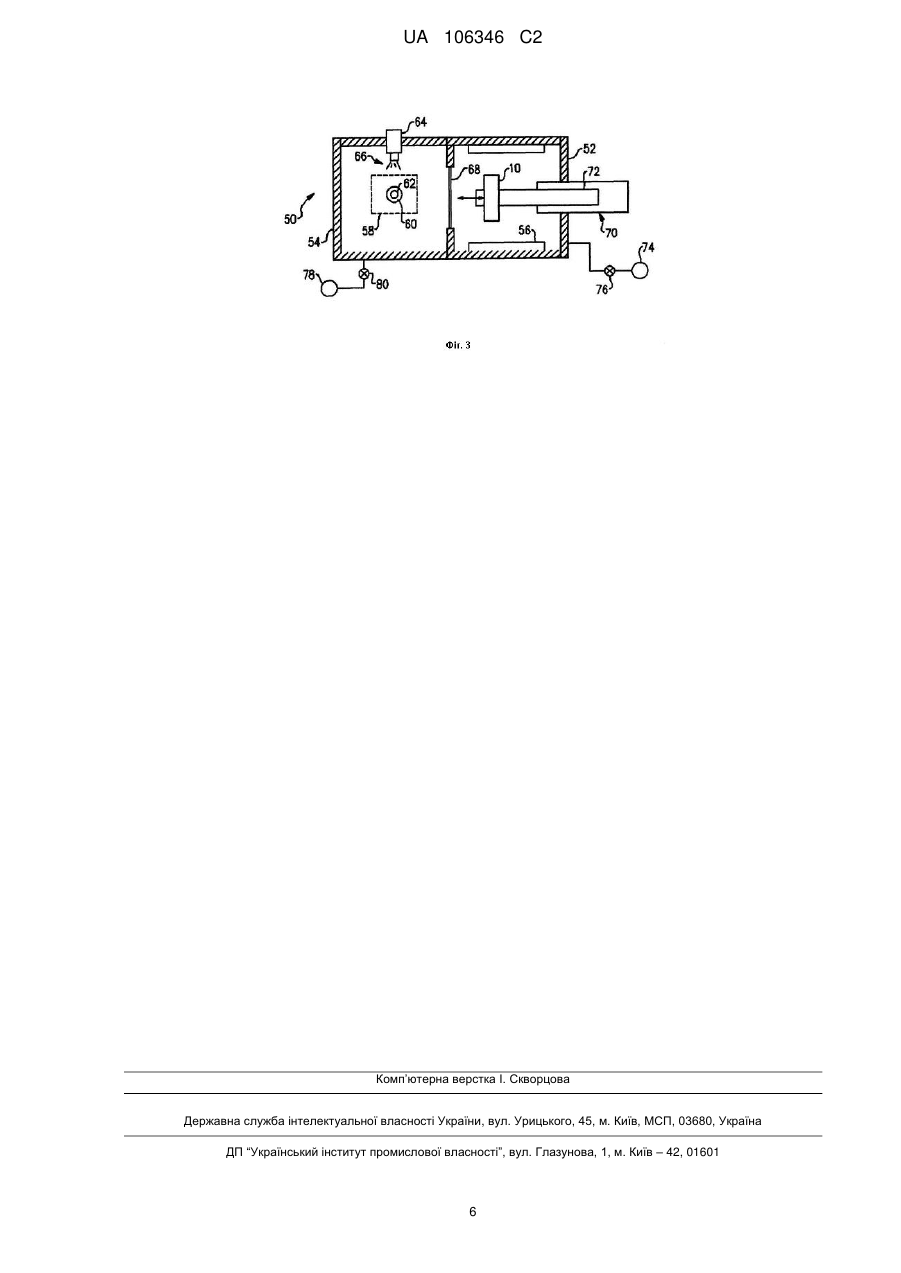
10. Спосіб за п. 7, який відрізняється тим, що його здійснюють у пристрої для нанесення покриття, який містить нагрівальну камеру, у якій деталь нагрівають до температури окиснення, та камеру для нанесення покриття, у якій наносять керамічне покриття, та герметичну засувку між нагрівальною камерою та камерою для нанесення покриття, причому для встановлення парціального тиску кисню здійснюють відкриття герметичної засувки між нагрівальною камерою та камерою для нанесення покриття, щоб дозволити кисню надійти з камери для нанесення покриття до нагрівальної камери.
11. Спосіб за п. 7, який відрізняється тим, що його здійснюють у пристрої для нанесення покриття, який містить нагрівальну камеру, у якій деталь нагрівають до температури окиснення, та камеру для нанесення покриття, у якій наносять керамічне покриття, причому етап встановлення парціального тиску кисню здійснюють шляхом пересування деталі з нагрівальної камери, у якій деталь нагрівають до температури окиснення, до камери для нанесення покриття, яка містить кисень.
12. Спосіб за п. 7, який відрізняється тим, що його здійснюють у пристрої для нанесення покриття, який включає нагрівальну камеру, у якій деталь нагрівають до температури окиснення, та джерело газоподібного кисню, сполучене з цією камерою, причому етап встановлення парціального тиску кисню здійснюють шляхом подачі газоподібного кисню з джерела газоподібного кисню до нагрівальної камери.
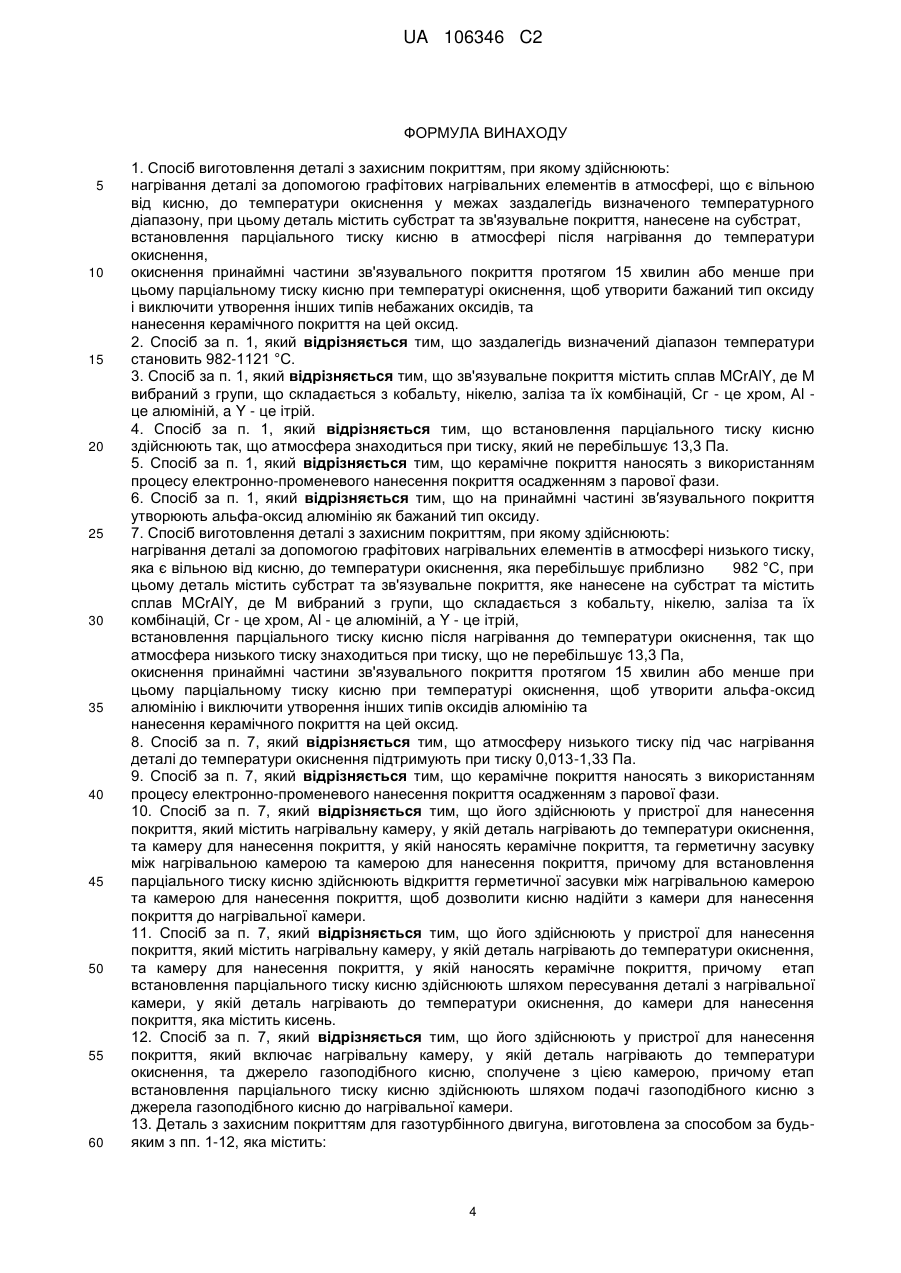
13. Деталь з захисним покриттям для газотурбінного двигуна, виготовлена за способом за будь-яким з пп. 1-12, яка містить:
субстрат,
зв'язувальне покриття, нанесене на субстрат, при цьому зв'язувальне покриття містить сплав MCrAlY, де М вибраний з групи, що складається з кобальту, нікелю, заліза та їх комбінацій, Сr - це хром, Аl - це алюміній, a Y - це ітрій та принаймні частина Аl - це альфа-оксид алюмінію, та
керамічне покриття, нанесене на зв'язувальне покриття.
14. Деталь за п. 13, яка відрізняється тим, що субстрат вибраний з групи, що складається зі сплаву на основі нікелю, сплаву на основі кобальту та їх комбінацій.
15. Деталь за п. 13, яка відрізняється тим, що керамічне покриття вибране з групи, що складається з стабілізованого оксидом гадолінію діоксиду цирконію, стабілізованого оксидом ітрію діоксиду цирконію та їх комбінацій.
Текст
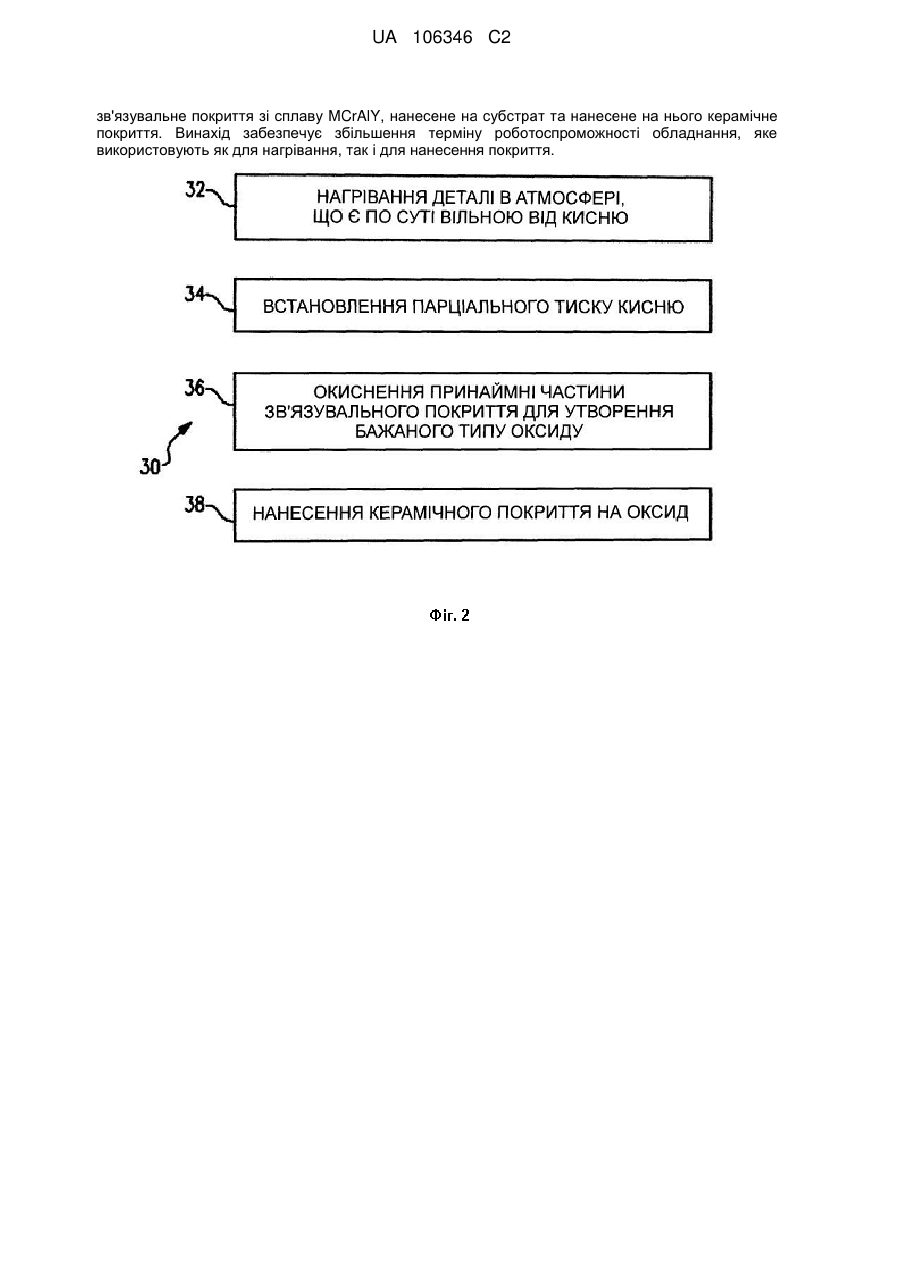
Реферат: Винахід належить до галузі кольорової металургії, а саме - до способу виготовлення деталі з захисним покриттям та деталі для газотурбінного двигуна, що виготовлена цим способом. Спосіб передбачає здійснення нагрівання деталі за допомогою графітових нагрівальних елементів в атмосфері, що є вільною від кисню, до температури окиснення у межах заздалегідь визначеного температурного діапазону, при цьому деталь містить субстрат та зв′язувальне покриття на нього нанесене, встановлення парціального тиску в атмосфері після нагрівання до температури окиснення, окиснення принаймні частини зв′язувального покриття протягом 15 хвилин або менше при вказаному парціальному тиску та температурі окиснення для утворення бажаного типу оксиду алюмінію і виключення утворення інших типів небажаних оксидів та подальше нанесення керамічного покриття на цей оксид. Деталь включає субстрат та UA 106346 C2 (12) UA 106346 C2 зв'язувальне покриття зі сплаву MCrAlY, нанесене на субстрат та нанесене на нього керамічне покриття. Винахід забезпечує збільшення терміну роботоспроможності обладнання, яке використовують як для нагрівання, так і для нанесення покриття. UA 106346 C2 5 10 15 20 25 30 35 40 45 50 55 Цей винахід належить до галузі кольорової металургії, більш конкретно - до способу утворення міцного зв'язку між керамічним покриттям та субстратом. Деталі газотурбінного двигуна, такі як лопатки турбіни, лопатки напрямного апарата турбіни або їм подібні, можуть бути виготовленими з матеріалів суперсплавів. Проте, в екстремальних умовах, які існують в газотурбінних двигунах, навіть суперсплави можуть мати користь від захисних покриттів, таку як обмеження корозії, окиснення тощо. Наприклад, захисне покриття може бути керамічним покриттям, яке функціонує як термічний бар'єр, бар'єр для ерозії або як обидва ці бар'єри. Зазвичай зв'язувальне покриття застосовується між керамічним покриттям та субстратом з суперсплаву для сприяння міцному зв'язку між ними. Незважаючи на його ефективність, частини керамічного покриття можуть відколюватися після тривалих періодів застосування у двигуні та можуть потребувати відновлення або спричиняти заміну деталі. Приклад способу обробки деталі включає нагрівання деталі в атмосфері, що є по суті вільною від кисню, до температури окиснення у межах заздалегідь визначеного температурного діапазону. Деталь включає субстрат та зв'язувальне покриття, нанесене на субстрат. Парціальний тиск кисню потім встановлюють в атмосфері після нагрівання до температури окиснення. Принаймні частину зв'язувального покриття окиснюють при цьому парціальному тиску кисню при температурі окиснення, щоб утворити бажаний тип оксиду, щоб по суті виключити утворення оксидів інших типів. Керамічне покриття потім наносять на цей оксид. В іншому аспекті спосіб може включати нагрівання деталі в атмосфері низького тиску, яка є по суті вільною від кисню, до температури окиснення, яка перебільшує приблизно 1800 °F (982 °C). Деталь може містити субстрат та зв'язувальне покриття, яке нанесене на субстрат та містить сплав MCrAlY, нанесене на субстрат. Парціальний тиск кисню встановлюють після нагрівання до температури окиснення, так що атмосфера низького тиску знаходиться при тиску, що не перебільшує 0,1 тор (0,067-13,3 Па). Принаймні частину зв'язувального покриття окиснюють при цьому парціальному тиску кисню при температурі окиснення, щоб утворити альфа-оксид алюмінію, щоб по суті виключити утворення інших типів оксиду алюмінію. Керамічне покриття потім осаджують на цей оксид. Приклад деталі, виготовленої з використанням таких способів, може включати субстрат, зв'язувальне покриття, нанесене на субстрат, та керамічне покриття, нанесене на зв'язувальне покриття. Зв'язувальне покриття містить сплав MCrAlY, та принаймні частина алюмінію у сплаві MCrAlY знаходиться у формі альфа-оксиду алюмінію. Опис ілюстративних матеріалів Різні ознаки та переваги описаних прикладів будуть зрозумілими для фахівців у цій галузі з наступного докладного опису. Ілюстративні матеріали, що супроводжують докладний опис, можна стисло описати наступним чином. Фігура 1 ілюструє приклад деталі, що має субстрат, зв'язувальне покриття з термічно вирощеним оксидом та керамічне покриття. Фігура 2 ілюструє приклад способу обробки деталі, зображеної на Фіг. 1. Фігура 3 ілюструє приклад пристрою для нанесення покриття для обробки деталі, зображеної на Фіг. 1. Докладний опис переважного варіанта здійснення винаходу Фігура 1 ілюструє вибрані частини прикладу деталі 10. Наприклад, деталь 10 може бути частиною деталі газотурбінного двигуна або деталі іншого типу, яка зазвичай зазнає впливу суворих умов навколишнього середовища з точки зору температури, корозійної активності та їм подібного. Наприклад, деталь 10 може бути лопаткою газотурбінного двигуна. Деталь 10 включає субстрат 12, керамічне покриття 14 та зв'язувальне покриття 16 між субстратом 12 та керамічним покриттям 14. У цьому випадку частина зв'язувального покриття 16, що знаходиться біля керамічного покриття 14, є окисненою як альфа-оксид алюмінію 18. Альфа-оксид алюмінію 18 сприяє міцному зв'язуванню між керамічним покриттям 14 та субстратом 12, внаслідок чого зменшується відколювання керамічного покриття 14. Альфа-оксид алюмінію 18 має гексагональну кристалографічну мікроструктуру, яка, як визначили автори цього винаходу, забезпечує міцний зв'язок між керамічним покриттям 14 та субстратом 12 порівняно з іншими типами оксиду алюмінію. Наприклад, гамма-оксид алюмінію має кубічну структуру, а капа-оксид алюмінію має ромбічну структуру, жодна з яких не забезпечує міцного зв'язку. В описаному прикладі по суті увесь оксид алюмінію зв'язувального покриття 16 може мати альфа-тип, що сприяє міцному зв'язуванню та зменшує відколювання порівняно з деталями, що не мають оксиду або мають інші форми оксиду алюмінію. 1 UA 106346 C2 5 10 15 20 25 30 35 40 45 50 55 60 Вибір типу матеріалу для субстрату 12 може залежати від того, для якого застосування призначена деталь 10. Наприклад, субстрат 12 можна виготовити з матеріалу суперсплаву, такого як сплав на основі нікелю або сплав на основі кобальту. Подібно до цього, вибір типу зв'язувального покриття 16 може залежати від того, для якого застосування призначена деталь 10. Наприклад, зв'язувальне покриття 16 може бути сплавом MCrAlY, де М вибраний з кобальту, нікелю, заліза або їх комбінацій, Сг - це хром, Аl - це алюміній, a Y - це ітрій. Вибір кераміки для керамічного покриття 14 може також залежати від деталі 10. Наприклад, керамічне покриття 14 може включати стабілізований оксидом гадолінію діоксид цирконію, стабілізований оксидом ітрію діоксид цирконію або їх комбінації. За допомогою цього опису винаходу звичайні фахівці у цій галузі визначать інші типи суперсплавів, зв'язувальних покриттів 16 або керамічних покриттів 14, які б відповідали їх певним потребам. Фігура 2 ілюструє приклад способу 30 виготовлення деталі 10. Спосіб 30 включає етап нагрівання 32, етап встановлення тиску 34, етап окиснення 36 та етап нанесення 38 покриття. Наприклад, деталь 10 може спочатку включати тільки субстрат 12 та неокиснене зв'язувальне покриття 16. Етап нагрівання 32 може включати нагрівання деталі 10 в атмосфері, що є по суті вільною від кисню, до температури окиснення, що знаходиться у межах заздалегідь визначеного температурного діапазону. Наприклад, атмосфера може бути атмосферою -4 -2 низького тиску, що становить приблизно 1 × 10 -1 × 10 тор (0,013-1,33 Па). Такий діапазон тиску можна вважати по суті вільним від кисню. Заздалегідь визначений температурний діапазон може становити приблизно 1800 °F (982 °C)-2050 °F (1121 °C). Тип оксиду алюмінію, що є бажаним, визначає мінімальну температуру, а тип матеріалу, що вибирається для субстрату 12, визначає максимальну температуру. У цьому випадку при температурі, що перебільшує приблизно 1800 °F (982 °C), альфа-оксид алюмінію утворюється переважніше інших типів оксиду алюмінію. Температура, що перебільшує приблизно 2050 °F (1121 °C), може негативно впливати на звичайні типи суперсплавів, які можуть бути використані для субстрату 12. Максимальна температура може підвищитися, коли будуть розроблені нові суперсплави, які мають більшу термостійкість. Після нагрівання до бажаної температури окиснення встановлюють вибраний парціальний тиск кисню в атмосфері на етапі встановлення тиску 34. Оператор, блок автоматичного керування або їм подібне можуть подавати регульовану кількість кисню або потік кисню з регульованою витратою в атмосферу, що оточує деталь 10, так що тиск в атмосфері підвищується до заздалегідь визначеного тиску. Наприклад, тиск може не перебільшувати 0,1 -4 -2 тор (13,3 Па). У подальшому прикладі тиск може становити діапазон 5 × 10 -1 × 10 тор (0,0671,33 Па). Кисень у комбінації з температурою окиснення примушує принаймні частину зв'язувального покриття 16 окиснюватися на етапі окиснення 36. При заданій температурі окиснення 1800 °F (982 °C)-2050 °F (1121 °C) та заданому тиску, що не перебільшує 0,1 тор (13,3 Па), альфа-оксид алюмінію 18 утворюється переважніше інших типів оксиду алюмінію. Крім того, ці умови не є сприятливими для утворення інших типів оксиду алюмінію, внаслідок чого утворюється альфаоксид алюмінію 18, при цьому по суті виключається утворення інших типів оксиду алюмінію. Температуру окиснення деталі 10 та тиск можна підтримувати протягом заздалегідь визначеного періоду часу, щоб отримати бажану товщину альфа-оксиду алюмінію 18. Наприклад, тривалість може становити 15 хвилин або менше. Маючи цей опис винаходу, звичайні фахівці у цій галузі визначать придатну тривалість, яка б відповідала потребам їх певного застосування. Після етапу окиснення 36 на деталь 10 наносять керамічне покриття 14 на етапі нанесення 38 покриття. Наприклад, електронно-променеве нанесення покриття осадженням з парової фази можна застосовувати для нанесення керамічного покриття 14. У способі 30 можна альтернативно застосовувати інші типи процесів нанесення покриття, такі як плазмове напилення або електродугове катодне напилення. Фігура 3 ілюструє приклад пристрою 50 для нанесення покриття для здійснення способу 30. У цьому прикладі пристрій 50 для нанесення покриття включає нагрівальну камеру 52 та камеру 54 для нанесення покриття. Нагрівальна камера 52 може включати графітові нагрівальні елементи 56 для нагрівання деталі 10 до температури окиснення. Камера 54 для нанесення покриття може включати зону 58 для нанесення покриття, де на деталь 10 наноситься керамічне покриття 14. Тигель 60, що містить первинний матеріал 62 покриття, може бути влаштований нижче зони 58 для нанесення покриття на бажаній відстані. Джерело 64 електронних променів можна змонтувати відносно камери 54 (для нанесення покриття) для спрямовування електронних променів 66 на первинний матеріал 62 покриття для 2 UA 106346 C2 5 10 15 20 25 30 35 40 45 50 55 того, щоб нанести покриття на деталь 10 відомим чином. Герметична засувка 68 може бути влаштована між нагрівальною камерою 52 та камерою 54 для нанесення покриття, внаслідок чого атмосфери кожної камери ізолюються одна від одної. Транспортувальний засіб 70 для пересування однієї або більше деталей 10 може включати вал 72 для закріплення деталей 10 у пристрої 50 для нанесення покриття. Транспортувальний засіб 70, за вибором, висуває та втягує вал 72, щоб пересувати деталь 10 між нагрівальною камерою 52 та камерою 54 для нанесення покриття. У цьому відношенні блок керування (не показано) можна застосовувати для керування роботою транспортувального засобу 70, герметичної засувки 68, джерела 64 електронних променів та інших складових частин пристрою 50 для нанесення покриття. Джерело 74 газоподібного кисню може бути з'єднаним з нагрівальною камерою 52, щоб, за вибором, постачати газоподібний кисень усередину нагрівальної камери 52. Клапан 76 може бути встановлений для регулювання потоку газу. Додатково до джерела 74 газоподібного кисню, або альтернативно до нього, з камерою 54 для нанесення покриття може бути з'єднаним джерело 78 газоподібного кисню, щоб постачати кисень усередину камери 54 для нанесення покриття. Подібно до цього, клапан 80 може бути встановлений для регулювання потоку газу. Пристрій 50 для нанесення покриття може також включати інші складові частини, які не зображено, такі як охолоджувальна система для підтримки бажаної температури стінок пристрою. Під час роботи графітові нагрівальні елементи 56 можна застосовувати для нагрівання деталі 10 до температури окиснення. Вакуумний насос (не зображений) або інший подібний пристрій може відкачувати внутрішній вміст нагрівальної камери 52 до бажаного низького тиску. Коли встановлено температуру окиснення, тоді клапан 76 можна відкрити для подачі кисню з джерела 74 газоподібного кисню усередину нагрівальної камери 52, щоб встановити парціальний тиск кисню. Деталь 10 може залишатися у нагрівальній камері 52 протягом заздалегідь визначеного періоду часу для утворення альфа-оксиду алюмінію 18 у зв'язувальному шарі покриття. Герметичну засувку 68 можна потім відкрити, щоб для нанесення керамічного покриття 14 транспортувальний засіб 70 пересунув деталь 10 у камеру 54 для нанесення покриття. Альтернативно, замість постачання кисню з джерела 74 газоподібного кисню можна відкрити герметичну засувку 68 для того, щоб кисень надійшов з камери 54 для нанесення покриття до нагрівальної камери 52 для того, щоб встановити парціальний тиск кисню. З огляду на це, джерело 74 газоподібного кисню можна не застосовувати. В іншому альтернативному варіанті здійснення герметичну засувку 68 можна відкрити після досягнення температури окиснення, та транспортувальний засіб 70 може пересунути деталь 10 до камери 54 для нанесення покриття. До початку нанесення керамічного покриття 14 клапан 80 може бути відкритим для подачі газоподібного кисню усередину камери 54 для нанесення покриття, внаслідок чого встановлюється парціальний тиск кисню. В описаних прикладах спосіб 30 забезпечує перевагу, яка полягає в утворенні бажаного типу вирощеного термічним способом оксиду алюмінію на зв'язувальному покритті 16. Крім того, відносно невелика кількість кисню та короткий період окиснення, що застосовуються для утворення оксиду алюмінію, не є суттєво шкідливими для складових частин пристрою 50 для нанесення покриття. Наприклад, графіт графітових нагрівальних елементів 56 легко окиснюється у присутності кисню при температурі обробки, яка застосовується у способі 30. Проте, низький тиск кисню, який застосовується у способі 30, та короткий період впливу суттєво обмежують окиснення графіту або запобігають йому. Отже, спосіб 30 забезпечує перевагу, яка полягає у переважному утворенні альфа-оксиду алюмінію 18 без шкідливого впливу на графітові нагрівальні елементи 56. Незважаючи на те, що у проілюстрованих прикладах продемонстровано комбінацію ознак, не усі їх слід обов'язково комбінувати, щоб зрозуміти переваги різних варіантів здійснення цього винаходу. Інакше кажучи, система, розроблена згідно з варіантом здійснення цього винаходу, не буде обов'язково включати усі ознаки, продемонстровані на будь-якій одній з фігур, або усі частини, схематично зображені на фігурах. Крім того, вибрані ознаки одного прикладу варіанта здійснення можна комбінувати з вибраними ознаками інших прикладів варіантів здійснення. Попередній опис є, скоріш, прикладом, а не обмеженням по суті. Варіанти та модифікації описаних прикладів, які не відхиляються від суті цього опису винаходу, можуть стати зрозумілими для фахівців у цій галузі. Обсяг законного захисту, наданого цьому винаходу, можна визначити тільки завдяки вивченню наступної формули винаходу. 3 UA 106346 C2 ФОРМУЛА ВИНАХОДУ 5 10 15 20 25 30 35 40 45 50 55 60 1. Спосіб виготовлення деталі з захисним покриттям, при якому здійснюють: нагрівання деталі за допомогою графітових нагрівальних елементів в атмосфері, що є вільною від кисню, до температури окиснення у межах заздалегідь визначеного температурного діапазону, при цьому деталь містить субстрат та зв'язувальне покриття, нанесене на субстрат, встановлення парціального тиску кисню в атмосфері після нагрівання до температури окиснення, окиснення принаймні частини зв'язувального покриття протягом 15 хвилин або менше при цьому парціальному тиску кисню при температурі окиснення, щоб утворити бажаний тип оксиду і виключити утворення інших типів небажаних оксидів, та нанесення керамічного покриття на цей оксид. 2. Спосіб за п. 1, який відрізняється тим, що заздалегідь визначений діапазон температури становить 982-1121 °С. 3. Спосіб за п. 1, який відрізняється тим, що зв'язувальне покриття містить сплав MCrAlY, де М вибраний з групи, що складається з кобальту, нікелю, заліза та їх комбінацій, Сг - це хром, Аl це алюміній, a Y - це ітрій. 4. Спосіб за п. 1, який відрізняється тим, що встановлення парціального тиску кисню здійснюють так, що атмосфера знаходиться при тиску, який не перебільшує 13,3 Па. 5. Спосіб за п. 1, який відрізняється тим, що керамічне покриття наносять з використанням процесу електронно-променевого нанесення покриття осадженням з парової фази. 6. Спосіб за п. 1, який відрізняється тим, що на принаймні частині зв′язувального покриття утворюють альфа-оксид алюмінію як бажаний тип оксиду. 7. Спосіб виготовлення деталі з захисним покриттям, при якому здійснюють: нагрівання деталі за допомогою графітових нагрівальних елементів в атмосфері низького тиску, яка є вільною від кисню, до температури окиснення, яка перебільшує приблизно 982 °С, при цьому деталь містить субстрат та зв'язувальне покриття, яке нанесене на субстрат та містить сплав MCrAlY, де М вибраний з групи, що складається з кобальту, нікелю, заліза та їх комбінацій, Сr - це хром, Аl - це алюміній, a Y - це ітрій, встановлення парціального тиску кисню після нагрівання до температури окиснення, так що атмосфера низького тиску знаходиться при тиску, що не перебільшує 13,3 Па, окиснення принаймні частини зв'язувального покриття протягом 15 хвилин або менше при цьому парціальному тиску кисню при температурі окиснення, щоб утворити альфа-оксид алюмінію і виключити утворення інших типів оксидів алюмінію та нанесення керамічного покриття на цей оксид. 8. Спосіб за п. 7, який відрізняється тим, що атмосферу низького тиску під час нагрівання деталі до температури окиснення підтримують при тиску 0,013-1,33 Па. 9. Спосіб за п. 7, який відрізняється тим, що керамічне покриття наносять з використанням процесу електронно-променевого нанесення покриття осадженням з парової фази. 10. Спосіб за п. 7, який відрізняється тим, що його здійснюють у пристрої для нанесення покриття, який містить нагрівальну камеру, у якій деталь нагрівають до температури окиснення, та камеру для нанесення покриття, у якій наносять керамічне покриття, та герметичну засувку між нагрівальною камерою та камерою для нанесення покриття, причому для встановлення парціального тиску кисню здійснюють відкриття герметичної засувки між нагрівальною камерою та камерою для нанесення покриття, щоб дозволити кисню надійти з камери для нанесення покриття до нагрівальної камери. 11. Спосіб за п. 7, який відрізняється тим, що його здійснюють у пристрої для нанесення покриття, який містить нагрівальну камеру, у якій деталь нагрівають до температури окиснення, та камеру для нанесення покриття, у якій наносять керамічне покриття, причому етап встановлення парціального тиску кисню здійснюють шляхом пересування деталі з нагрівальної камери, у якій деталь нагрівають до температури окиснення, до камери для нанесення покриття, яка містить кисень. 12. Спосіб за п. 7, який відрізняється тим, що його здійснюють у пристрої для нанесення покриття, який включає нагрівальну камеру, у якій деталь нагрівають до температури окиснення, та джерело газоподібного кисню, сполучене з цією камерою, причому етап встановлення парціального тиску кисню здійснюють шляхом подачі газоподібного кисню з джерела газоподібного кисню до нагрівальної камери. 13. Деталь з захисним покриттям для газотурбінного двигуна, виготовлена за способом за будьяким з пп. 1-12, яка містить: 4 UA 106346 C2 5 10 субстрат, зв'язувальне покриття, нанесене на субстрат, при цьому зв'язувальне покриття містить сплав MCrAlY, де М вибраний з групи, що складається з кобальту, нікелю, заліза та їх комбінацій, Сr це хром, Аl - це алюміній, a Y - це ітрій та принаймні частина Аl - це альфа-оксид алюмінію, та керамічне покриття, нанесене на зв'язувальне покриття. 14. Деталь за п. 13, яка відрізняється тим, що субстрат вибраний з групи, що складається зі сплаву на основі нікелю, сплаву на основі кобальту та їх комбінацій. 15. Деталь за п. 13, яка відрізняється тим, що керамічне покриття вибране з групи, що складається з стабілізованого оксидом гадолінію діоксиду цирконію, стабілізованого оксидом ітрію діоксиду цирконію та їх комбінацій. 5 UA 106346 C2 Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Автори російськоюLatour Robert F, Neal James W.
МПК / Мітки
МПК: C23C 14/02, C23C 28/00, C23C 14/08, C23C 14/56, C23C 8/02, C23C 8/12
Мітки: захисним, цим, деталі, покриттям, виготовлення, варіанти, способом, деталь, спосіб, виготовлена
Код посилання
<a href="https://ua.patents.su/8-106346-sposib-vigotovlennya-detali-z-zakhisnim-pokrittyam-varianti-ta-detal-vigotovlena-za-cim-sposobom.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення деталі з захисним покриттям (варіанти) та деталь, виготовлена за цим способом</a>
Спосіб виготовлення керамічної деталі з покриттям та керамічна деталь, виготовлена цим способом
Номер патенту: 74783
Опубліковано: 15.02.2006
Автори: Боскен, Уільям, Е., (молодший), Міллікен, Дейл, К.
МПК: C23C 4/06, C23C 4/10, C03B 7/00, C03B 5/00, C04B 41/87, C04B 41/45, C04B 41/89
Мітки: деталі, покриттям, цим, деталь, керамічної, спосіб, виготовлена, способом, керамічна, виготовлення
Формула / Реферат:
1. Спосіб виготовлення керамічної деталі з покриттям, призначеної для використання в контакті з розплавленим склом, який відрізняється тим, що включає:нанесення на поверхню керамічної деталі, яка контактує з розплавленою скломасою, тонкого базового покриття з порошку нікель-хром-алюміній-кобальт-ітрієвого композита,нанесення на тонке базове покриття більш товстого покриття із заздалегідь сплавленого оксиду цирконію,...
Спосіб виготовлення штампованих деталей з покриттям (варіанти) і деталь, одержана таким способом
Номер патенту: 97934
Опубліковано: 26.03.2012
Автори: Дрійє Паскаль, Грігор'єва Раіса, Пар Уве, Бадер Карл Міхаель, Фіторіс Томас, Альсманн Міхаель, Шаллер Людвіг, Тіріон Ізабелль
МПК: B32B 15/01, C21D 1/70
Мітки: деталь, штампованих, виготовлення, деталей, варіанти, способом, таким, одержана, спосіб, покриттям
Формула / Реферат:
1. Спосіб виготовлення гарячим штампуванням деталі з покриттям, що включає наступні послідовні стадії, які здійснюються у вказаному порядку:- одержання гарячекатаного або холоднокатаного сталевого листа, що включає в себе сталеву підкладку і попередньо нанесене покриття з алюмінієво-кремнієвого сплаву, що містить більше 50 % вільного алюмінію і має товщину, вибрану таким чином, щоб забезпечити легування із сталевою підкладкою, при...
Спосіб виготовлення деталей з підвищеною межею утомної міцності, деталь, яка виготовлена даним способом (варіанти), та її застосування
Номер патенту: 85245
Опубліковано: 12.01.2009
Автори: Канно Кокі, Бергмарк Андерс
МПК: C22C 33/02, B22F 3/00, B22F 3/16, B22F 3/24, B22F 3/12
Мітки: способом, утомної, варіанти, деталь, спосіб, даним, застосування, міцності, деталей, виготовлення, яка, виготовлена, межею, підвищеною
Формула / Реферат:
1. Спосіб виготовлення деталей з підвищеною межею утомної міцності за допомогою порошкової металургії, який включає наступні стадії:- забезпечення попередньо легованого металевого порошку на основі заліза, який містить щонайменше 1,3-3,5 мас. % хрому, 0,15-0,7 мас. % молібдену,- змішування вказаного порошку з 0,1-1,0 мас. % графіту,- пресування одержаної суміші порошків під тиском щонайменше 600 МПа,- спікання...
Спосіб виготовлення деталі з алюмінію або алюмінієвого сплаву з покриттям (варіанти), деталі з алюмінію або алюмінієвого сплаву, отримані з його використанням, спосіб їх з’єднання та суміш для покриття деталей

Номер патенту: 71969
Опубліковано: 17.01.2005
Автори: Бекер Андреас, Фрехсе Йоахім, Сесеке-Коуро Ульріх
МПК: C23C 20/00, B23K 35/362
Мітки: виготовлення, з'єднання, отримані, покриттям, покриття, суміш, деталей, алюмінієвого, сплаву, спосіб, використанням, деталі, алюмінію, варіанти
Формула / Реферат:
1. Спосіб виготовлення деталі з алюмінію або алюмінієвого сплаву з покриттям, яке містить гексафторсилікат лужного металу або складається з нього, при цьому використовують чистий гексафторсилікат лужного металу або суміш гексафторсилікату лужного металу з фторалюмінатом лужного металу у кількості максимально 5 мас. % у перерахунку на використовуваний гексафторсилікат лужного металу, і на деталь методом сухого або мокрого нанесення флюсу...
Спосіб виготовлення деталі та деталь, виготовлена зі сталі, яка має абразивну стійкість
Номер патенту: 81134
Опубліковано: 10.12.2007
Автори: Бріссон Жан-Жорж, Бегіно Жан
МПК: C22C 38/14, C21D 1/18
Мітки: виготовлення, деталь, абразивну, деталі, сталі, має, спосіб, стійкість, виготовлена, яка
Формула / Реферат:
1. Спосіб виготовлення деталі, зокрема листа зі сталі, яка має абразивну стійкість, при цьому до хімічного складу такої сталі входять, мас. %:С не менше 0,1 і менше ніж 0,23Si не більше 2Аl не більше 2Si + Аl не менше 0,5 і не більше 2Мn не більше 2,5Ni не більше 5Сr не більше 5Мо не більше 1W не більше 2Мо + W/2 не менше 0,05 і не більше 1В не більше 0,02Ті...
Попередній патент: Гени та способи забезпечення стійкості до фітофторозу пасльонових
Наступний патент: Запірна планка для замків з пружинною защіпкою
Випадковий патент: Швидкодіючий автоматичний вимикач постійного струму високої напруги