Спосіб виробництва мартенситної сталі, що має високу міцність, та лист або деталь, одержані за таким способом

Формула / Реферат
1. Спосіб виготовлення листа з мартенситної сталі з межею пружності, більшою 1300 МПа, що містить послідовні стадії, здійснювані в нижченаведеному порядку, на яких:
- створюють напівфабрикат зі сталі, що має наступний склад, мас. %:
0,15 £ С £ 0,40,
1,5 £ Мn £ 3,
0,005 £ Si £ 2,
0,005 £ Al £ 0,1,
S £ 0,05,
Р £ 0,1,
0,025 £ Nb £ 0,1
і, необов'язково:
0,01 £ Ті £ 0, 1,
0 £ Сr £ 4,
0 £ Мо £ 2,
0,0005 £ В £ 0,005,
0,0005 £ Са £ 0,005,
решта - залізо й неминучі домішки;
- напівфабрикат нагрівають до температури Т1, що становить від 1050° до 1250 °C; потім
- проводять чорнову прокатку нагрітого напівфабрикату при температурі Т2, що становить від 1050 до 1150 °C, із загальним коефіцієнтом обтиснення eа більше 100 %, щоб одержати лист із не повністю рекристалізованою аустенітною структурою із середнім розміром зерна менше 40 мікрометрів, потім:
- зазначений лист не повністю охолоджують до температури Тз, що становить від 970 до Аr3 + 30 °C, зі швидкістю VR1, що перевищує 2 °C/с, потім:
- проводять гарячу чистову прокатку зазначеного не повністю охолодженого листа при зазначеній температурі Т3 із загальним коефіцієнтом обтиснення eb більше 50 %, щоб одержати лист, потім:
- лист охолоджують зі швидкістю VR2, що перевищує критичну швидкість загартування на мартенсит.
2. Спосіб за п. 1, який відрізняється тим, що зазначений середній розмір аустенітних зерен менше 5 мікрометрів.
3. Спосіб за будь-яким з пп. 1 або 2, який відрізняється тим, що зазначений лист піддають подальшому відпусканню при температурі T4, що становить від 150 до 600 °C, протягом часу від 5 до 30 хвилин.
4. Сталевий лист із межею пружності більше 1300 МПа, отриманий способом за пп. 1 або 2, що має повністю мартенситну структуру із середнім розміром рейок менше 1,2 мікрометра, при цьому середній коефіцієнт подовження рейок становить від 2 до 5.
5. Сталевий лист, отриманий способом за п. 3, що має повністю мартенситну структуру із середнім розміром рейок менше 1,2 мікрометра, при цьому середній коефіцієнт подовження рейок становить від 2 до 5.
Текст
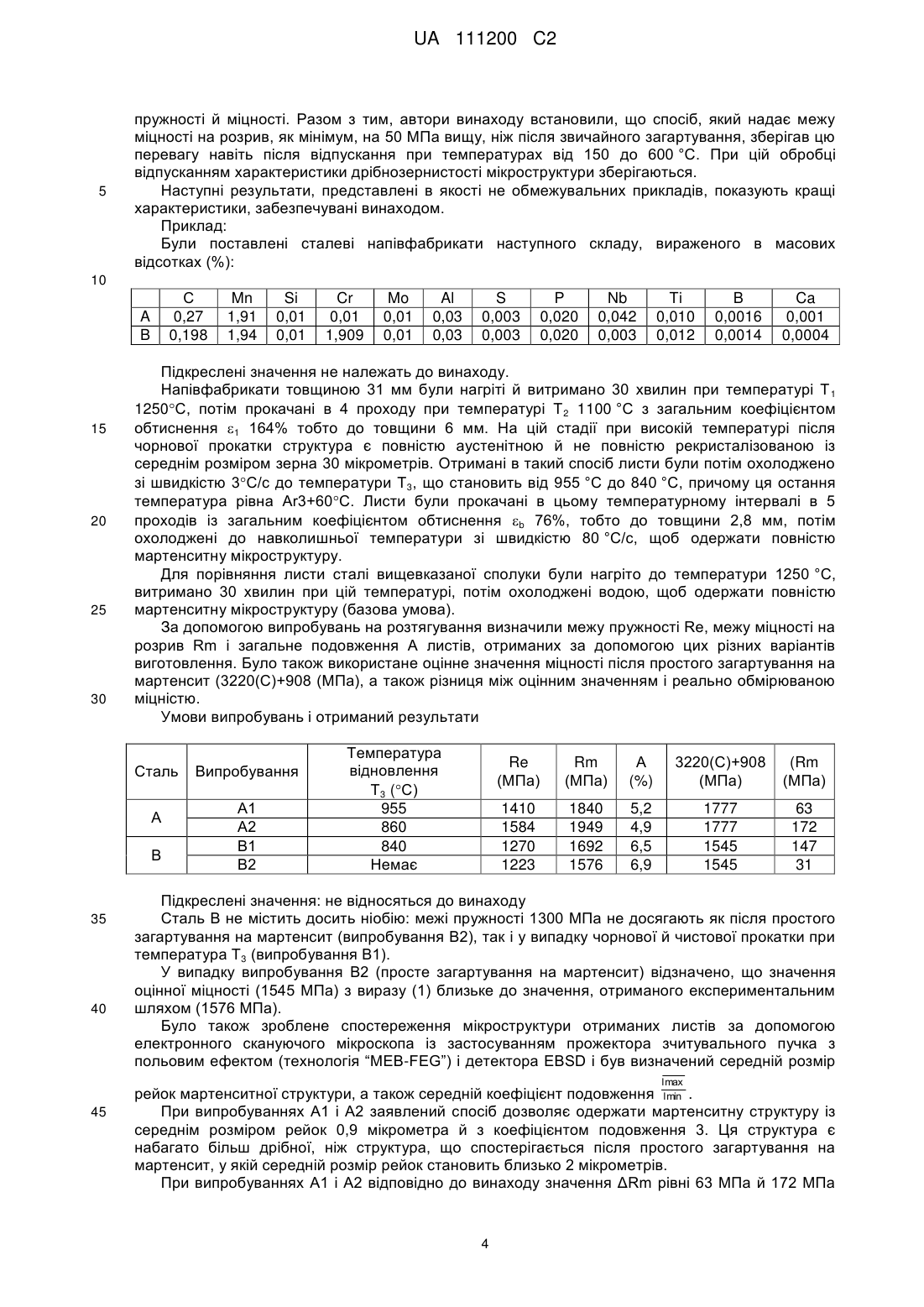
Реферат: Об'єктом винаходу є спосіб виготовлення листа з мартенситної сталі з межею пружності більше 1300 МПа, що містить послідовні стадії, здійснювані в нижченаведеному порядку, під час яких поставляють напівфабрикат зі сталі, до складу якої входять, у мас. %: 0,15 С 0,40, 1,5 Мn 3, 0,005 Si 2, 0,005 Аl 0,1, S 0,05, Р 0,1, 0,025 Nb 0,1 і необов'язково: 0,01 Ті 0,1, 0 Сr 4, 0 Мо 2, 0,0005 В 0,005, 0,0005 Са 0,005, решта становлять залізо й неминучі при варінні сталі домішки. Напівфабрикат нагрівають до температури Т 1, що становить від 1050 до 1250 °C. Потім здійснюють чорнову прокатку нагрітого напівфабрикату при температурі Т2, що становить від 1050 до 1150 °C, із загальним коефіцієнтом обтиснення a, більш 100 %. Щоб одержати лист із неповністю рекристалізованою аустенітною структурою із середнім розміром зерна менш 40 мікрометрів. Лист прохолоджують таким чином, щоб уникнути перетворення аустеніту, до температури Т 3, що становить від 970 до Аr3+30 °C, зі швидкістю VR1, що перевищує 2 °C/с. Потім здійснюють гарячу чистову прокатку зазначеного UA 111200 C2 (12) UA 111200 C2 охолодженого листа при температурі Т 3 із загальним коефіцієнтом обтиснення b більш 50 %, щоб одержати лист, потім лист прохолоджують зі швидкістю VR2, що перевищує критичну швидкість загартування на мартенсит. UA 111200 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до способу виготовлення листів зі сталі з мартенситною структурою, що мають більш високу механічну міцність, ніж можна було б одержати при простій обробці швидким охолодженням із загартуванням на мартенсит, і властивості механічної міцності й подовження, що дозволяють застосовувати їх для виготовлення деталей, що поглинають енергію та використовуються в автотранспортних засобах. У деяких випадках застосування лежить завдання виконання деталей з листа сталі, що має надвисоку механічну міцність. Цей тип сталі становить особливий інтерес в автомобільній промисловості, де мають на меті полегшення транспортних засобів. Цього можна досягти, зокрема, завдяки використанню деталей зі сталей з дуже високими механічними характеристиками, що мають мартенситну мікроструктуру. Деталі для запобігання зламу, конструктивні деталі або деталі, що беруть участь у забезпеченні безпеки автотранспортних засобів, наприклад, такі як поперечні балки бамперів, посилення дверей або середньої підніжки, важелі коліс, повинні мати такі характеристики. Переважно їх товщина менше 3 міліметрів. Ставиться також завдання одержання листів із ще більш високою механічною міцністю. Відомо, що механічну міцність сталі з мартенситною структурою можна підвищити за допомогою додавання вуглецю. Однак такий більш високий вміст вуглецю знижує здатність до зварювання листів або деталей, виготовлених з таких листів, і збільшує ризик утворення тріщин, пов'язаний із присутністю водню. У зв'язку із цим необхідно розробити спосіб виготовлення сталевих листів, що не мають вищезгаданих недоліків листів, які мали б межу міцності на розрив, більш ніж на 50 МПа перевищуючу межу міцності, яку можна було б одержати за допомогою аустенізації з наступним простим загартуванням сталі на мартенсит. Автори винаходу встановили, що при значеннях вмісту вуглецю від 0,15 до 0,40 ваг.% межа міцності при розтягуванні Rm сталевих листів, виготовлених за допомогою повної аустенізації з наступним простим загартуванням на мартенсит, практично залежить тільки від вмісту вуглецю й пов'язаний із цим вмістом з дуже високим ступенем точності вираженням (1): Rm (мегапаскалі) = 3220(С) + 908. У цьому вираженні (З) позначено вміст вуглецю в сталі, виражений в масових відсотках. Таким чином, при даному вмісті вуглецю С у сталі необхідно створити спосіб виготовлення, що забезпечує досягнення межі міцності, що перевищує на 50 МПа значення вираження (1), тобто межу міцності, що перевищує 3220(З) + 958 МПа, для цієї сталі. При цьому лежить завдання створення способу виготовлення листів, що використовуються прямо, тобто не потребуючих обов'язкової обробки відпусканням після загартування. Ці листі можна зварювати за допомогою звичайних способів, і вони можуть не містити дорогих добавок з легуючих елементів. Заявлений винахід покликаний розв'язати вищезгадані проблеми. Зокрема, його метою є одержання листів з межею пружності більш 1300 МПа, з межею міцності, вираженою у мегапаскалях, що перевищує (3220(З)+958) МПа, і переважно із загальним подовженням більш 3%. У зв'язку із цим об'єктом винаходу є спосіб виготовлення листа з мартенситної сталі з межею пружності більш 1300 МПа, що містить послідовні стадії, здійснювані в нижченаведеному порядку, під час яких: - поставляють напівфабрикат зі сталі, до складу якої входять, у ваг.% : 0,15% С 0,40%, 1,5% Mn 3%, 0,005% Si 2%, 0,005% Al 0,1%, S 0,05%, P 0,1%, 0,025% Nb 0,1% і необов'язково: 0,01% Ti 0,1%, 0% Cr 4%, 0% Mo 2%, 0,0005% B 0,005%, 0,0005% Ca 0,005%, решту становлять залізо й неминучі домішки; - напівфабрикат нагрівають до температури Т 1, що становить від 1050 до 1250С, потім - роблять чорнову прокатку нагрітого напівфабрикату при температурі Т 2, що становить від 1050 до 1150 °C, із загальним коефіцієнтом обтиснення εа більш 100%, щоб одержати лист із не повністю рекристалізованою аустенітною структурою із середнім розміром зерна менш 40 мікрометрів, потім, - лист не повністю прохолоджують до температури Т 3, що становить від 970 до Ar3+30 °C, щоб уникнути перетворення аустеніту, зі швидкістю VR1, що перевищує 2С/с, потім - роблять гарячу чистову прокатку зазначеного не повністю охолодженого листа при зазначеній температурі Т3 із загальним коефіцієнтом обтиснення b більш 50%, щоб одержати лист, потім - лист прохолоджують зі швидкістю VR2, що перевищує критичну швидкість загартування на мартенсит. Згідно із кращим варіантом, середній розмір аустенітних зерен становить менше 5 мікрометрів. Переважно лист піддають подальшому відпусканню при температурі Т 4, що становить від 1 UA 111200 C2 5 10 15 20 25 30 35 40 45 50 55 60 150 до 600 °C, протягом часу від 5 до 30 хвилин. Об'єктом винаходу є також лист із не відпущеної сталі з межею пружності більш 1300 МПа, отриманий способом відповідно до одного з вищезгаданих варіантів, що має повністю мартенситну структуру із середнім розміром рейок менш 1,2 мікрометра, при цьому середній коефіцієнт подовження рейок становить від 2 до 5. Об'єктом винаходу є також сталевий лист, отриманий за допомогою способу з вищезазначеним відпусканням, при цьому сталь має повністю мартенситну структуру із середнім розміром рейок менш 1,2 мікрометра, і середній коефіцієнт подовження рейок становить від 2 до 5. Далі випливає більш докладне пояснення сполуки сталей, застосовуваних у рамках способу по винаходу. Якщо вміст вуглецю в сталі нижче 0,15 ваг.%, прожарюваність сталі є недостатньою й неможливо одержати повністю мартенситну структуру застосовуваним способом. Якщо цей вміст перевищує 0,40%, зварені шви, виконані на цих листах або цих деталях, мають недостатню в'язкість. Оптимальний вміст вуглецю для застосування заявленого способу становить від 0,16 до 0,28%. Марганець знижує температуру початку утворення мартенситу й сповільнює розпад аустеніту. Для досягнення достатнього ефекту вміст марганцю не повинний бути нижче 1,5%. Крім того, якщо вміст марганцю перевищує 3%, зони сегрегації з'являються в надмірній кількості, що негативно позначається на реалізації винаходу. Кращий інтервал становить від 1,8 до 2,5% Mn. Вміст кремнію повинний перевищувати 0,005%, щоб він брав участь у розкисленні сталі в рідкій фазі. Вміст кремнію не повинний перевищувати 2 ваг.% через утворення поверхневих окислів, які суттєво знижують можливість нанесення покриття у випадку, якщо необхідно нанести покриття на лист шляхом пропускання через металеву ванну покриття, зокрема, при безперервному цинкуванні. Вміст алюмінію в сталі відповідно до винаходу не повинний бути нижче 0,005%, щоб забезпечити достатнє розкислення сталі в рідкому стані. Якщо вміст алюмінію перевищує 0,1 ваг.%, можуть виникнути проблеми лиття. Може також відбуватися утворення включень оксиду алюмінію в занадто великій кількості й занадто великого розміру, що негативно впливає на в'язкість. Вміст сірки й фосфору в сталі обмежено значеннями 0,05% і 0,1% відповідно, щоб уникнути зниження пластичності або в'язкості деталей або листів, що виготовляються в рамках винаходу. Сталь містить також ніобій у кількості від 0,025 до 0,1% і необов'язково титан у кількості від 0,01 до 0,1%. Ці добавки ніобію й, можливо, титану дозволяють застосовувати спосіб відповідно до винаходу за рахунок затримки рекристалізації аустеніту при високій температурі й дозволяють одержати досить малий розмір зерна при високій температурі. Хром і молібден є дуже ефективними елементами для затримки перетворення аустеніту й можуть бути використані при необхідності для реалізації винаходу. У результаті застосування цих елементів відбувається поділ областей феритно-перлітного й бейнітного перетворення, при цьому феритно-перлітне перетворення відбувається при температурах, що перевищують температуру бейнітного перетворення. Ці області перетворення мають при цьому вигляд двох «язиків», добре помітних на діаграмі ізотермічного перетворення (перетворення-температурачас). Вміст хрому повинний бути нижче або рівно 4%. Понад цю межу його вплив на прожарюваність є практично насиченим: при цьому додаткова добавка є дорогою й не призводить до відповідного позитивного ефекту. Разом з тим, вміст молібдену не повинний перевищувати 2% через його високу вартість. Сталь може також необов'язково містити бор. Дійсно, значна деформація аустеніту може прискорити перетворення у ферит при охолодженні, чого слід уникати. Додавання бору в кількості від 0,0005 до 0,005 ваг.% дозволяє застрахуватися від передчасного феритного перетворення. Сталь може також необов'язково містити кальцій у кількості від 0,0005 до 0,005%. У комбінації з киснем і сіркою кальцій дозволяє уникнути утворення включень великого розміру, які негативно позначаються на пластичності листів, що виготовляються, або деталей. Решту в складі сталі становить залізо й неминучі при її варінні домішки. Сталеві листі відповідно до винаходу характеризуються повністю мартенситною структурою з дуже дрібними рейками. Враховуючи спеціальні термомеханічний цикл і склад, середній розмір мартенситних рейок не досягає 1,2 мікрометра, а їх середній коефіцієнт подовження 2 UA 111200 C2 5 10 становить від 2 до 5. Ці мікроструктурні характеристики визначають, наприклад, шляхом спостереження мікроструктури за допомогою електронного скануючого мікроскопа, у якому використовують прожектор скануючого пучка з польовим ефектом (технологія “MEB-FEG”), при збільшенні більш 1200х, і який поєднують із детектором EBSD (“Electron Backscatter Diffraction”). Уважається, що дві суміжні рейки є помітними, якщо їх розорієнтування за кутом перевищує 5 градусів. Середній розмір рейок визначають відомим методом січних: середній розмір пересічних рейок оцінюють за допомогою ліній, випадково розташовуваних відносно мікроструктури. Вимір здійснюють, щонайменше, на 1000 рейках, щоб одержати репрезентативне середнє значення. Потім шляхом аналізу зображень за допомогою відомих програмних засобів визначають морфологію окремих рейок: визначають максимальний Lmax і l max мінімальний Lmin розмір кожної мартенситної рейки й коефіцієнт її подовження l min . Щоб одержати статистичну репрезентативність, це спостереження роблять, щонайменше, на 1000 мартенситних рейках. Потім для всіх цих спостережуваних рейок визначають середній l max 15 20 25 коефіцієнт подовження l min . Спосіб виготовлення гарячекатаних листів відповідно до винаходу містить наступні стадії: Спочатку створюють напівфабрикат зі сталі, що має вищевказану сполуку. Цей напівфабрикат може перебувати у вигляді сляба, отриманого в результаті безперервного лиття, тонкого сляба або злитка. Наприклад, безперервнолитий сляб має товщину близько 200 мм, тонкий сляб має товщину порядку 50-80 мм. Цей напівфабрикат нагрівають до температури Т 1, що становить від 1050С до 1250С. Температура Т1 перевищує Ас3, температуру повного перетворення в аустеніт при нагріванні. Таким чином, це нагрівання дозволяє здійснити повну аустенізацію сталі, а також розчинення можливих карбонітридів ніобію, присутніх у напівфабрикаті. Ця стадія нагрівання дозволяє також здійснювати різні наступні операції гарячої прокатки. Здійснюють так звану чорнову прокатку. Цю чорнову прокатку проводять при температурі Т2, що становить від 1050 °C до 1150 °C. Загальний коефіцієнт обтиснення на різних етапах чорнової прокатки позначений εа. Якщо еia позначає товщину напівфабрикату перед гарячою чорновою прокаткою, а еfa - товщину листа після прокатки, то загальний eia 30 35 40 коефіцієнт обтиснення визначають як а = Ln ef a . Згідно з винаходом, коефіцієнт обтиснення а повинен бути більше 100%, тобто більше 1. У цих умовах прокатки присутність ніобію й необов'язково титану затримує рекристалізацію й дозволяє одержати не повністю рекристалізований аустеніт при високій температурі. Середній розмір отриманого аустенітного зерна менше 40 мікрометрів і навіть менше 5 мікрометрів, коли вміст ніобію становить від 0,030 до 0,050%. Цей розмір зерна можна виміряти, наприклад, за допомогою випробувань, при яких загартування роблять відразу після прокатки листа. Після цього досліджують полірований і протравлений зріз цього листа, при цьому травлення роблять за допомогою відомого реактиву, наприклад, такого як реактив Беше-Божара, який проявляє старі границі аустенітних зерен. Потім роблять не повне охолодження, тобто охолодження до проміжної температури Т 3, листа зі швидкістю VR1, що перевищує 2С/с, щоб уникнути перетворення й можливу рекристалізацію аустеніту, потім роблять гарячу чистову прокатку листа із загальним коефіцієнтом обтиснення b, що перевищують 50%. Якщо позначити ei2 товщину листа перед чистовою прокаткою й ef2 - товщину листа після цієї прокатки, то загальний коефіцієнт eib ef b . Ln 45 50 55 обтиснення визначають як b = Цю чистову прокатку здійснюють при температурі Т 3, що становить від 970 до Ar3+30C, при цьому Ar3 позначає температуру початку перетворення аустеніту при охолодженні. Це дозволяє одержати в результаті чистової прокатки деформований грубозернистий аустеніт, який не проявляє тенденції до рекристалізації. Потім цей лист прохолоджують зі швидкістю VR2, що перевищує критичну швидкість загартування на мартенсит, і одержують лист, що характеризується дуже дрібною мартенситною структурою, механічні властивості якого вищі, ніж ті, які можна одержувати за допомогою простої термічної обробки загартування. Незважаючи на те, що вищевказаний спосіб був описаний для листового прокату, тобто для плоских виробів зі слябів, винахід не обмежується цією геометрією й цим типом виробів і може бути також адаптований для виготовлення довгих виробів, прутків, профілів за допомогою послідовних стадій гарячої деформації. Сталеві листі можна використовувати як такі або можна піддати відпусканню, здійснюваному при температурі Т4, що становить від 150З до 600 °C протягом часу від 5 до 30 хвилин. Це відпрацьовування відпусканням дозволяє підвищити пластичність за рахунок зниження межі 3 UA 111200 C2 5 пружності й міцності. Разом з тим, автори винаходу встановили, що спосіб, який надає межу міцності на розрив, як мінімум, на 50 МПа вищу, ніж після звичайного загартування, зберігав цю перевагу навіть після відпускання при температурах від 150 до 600 °C. При цій обробці відпусканням характеристики дрібнозернистості мікроструктури зберігаються. Наступні результати, представлені в якості не обмежувальних прикладів, показують кращі характеристики, забезпечувані винаходом. Приклад: Були поставлені сталеві напівфабрикати наступного складу, вираженого в масових відсотках (%): 10 С 0,27 0,198 A B 15 20 25 30 А В 40 Si 0,01 0,01 Cr 0,01 1,909 Mo 0,01 0,01 Al 0,03 0,03 S 0,003 0,003 P 0,020 0,020 Nb 0,042 0,003 Ti 0,010 0,012 Випробування А1 А2 В1 В2 Температура відновлення Т3 (С) 955 860 840 Немає Ca 0,001 0,0004 Re (МПа) Rm (МПа) А (%) 3220(С)+908 (МПа) (Rm (МПа) 1410 1584 1270 1223 1840 1949 1692 1576 5,2 4,9 6,5 6,9 1777 1777 1545 1545 63 172 147 31 Підкреслені значення: не відносяться до винаходу Сталь В не містить досить ніобію: межі пружності 1300 МПа не досягають як після простого загартування на мартенсит (випробування В2), так і у випадку чорнової й чистової прокатки при температура Т3 (випробування В1). У випадку випробування В2 (просте загартування на мартенсит) відзначено, що значення оцінної міцності (1545 МПа) з виразу (1) близьке до значення, отриманого експериментальним шляхом (1576 МПа). Було також зроблене спостереження мікроструктури отриманих листів за допомогою електронного скануючого мікроскопа із застосуванням прожектора зчитувального пучка з польовим ефектом (технологія “MEB-FEG”) і детектора EBSD і був визначений середній розмір l max 45 B 0,0016 0,0014 Підкреслені значення не належать до винаходу. Напівфабрикати товщиною 31 мм були нагріті й витримано 30 хвилин при температурі Т 1 1250С, потім прокачані в 4 проходу при температурі Т 2 1100 °C з загальним коефіцієнтом обтиснення 1 164% тобто до товщини 6 мм. На цій стадії при високій температурі після чорнової прокатки структура є повністю аустенітною й не повністю рекристалізованою із середнім розміром зерна 30 мікрометрів. Отримані в такий спосіб листи були потім охолоджено зі швидкістю 3С/с до температури Т3, що становить від 955 °C до 840 °C, причому ця остання температура рівна Ar3+60С. Листи були прокачані в цьому температурному інтервалі в 5 проходів із загальним коефіцієнтом обтиснення b 76%, тобто до товщини 2,8 мм, потім охолоджені до навколишньої температури зі швидкістю 80 °C/с, щоб одержати повністю мартенситну мікроструктуру. Для порівняння листи сталі вищевказаної сполуки були нагріто до температури 1250 °C, витримано 30 хвилин при цій температурі, потім охолоджені водою, щоб одержати повністю мартенситну мікроструктуру (базова умова). За допомогою випробувань на розтягування визначили межу пружності Re, межу міцності на розрив Rm і загальне подовження А листів, отриманих за допомогою цих різних варіантів виготовлення. Було також використане оцінне значення міцності після простого загартування на мартенсит (3220(С)+908 (МПа), а також різниця між оцінним значенням і реально обмірюваною міцністю. Умови випробувань і отриманий результати Сталь 35 Mn 1,91 1,94 рейок мартенситної структури, а також середній коефіцієнт подовження l min . При випробуваннях А1 і А2 заявлений спосіб дозволяє одержати мартенситну структуру із середнім розміром рейок 0,9 мікрометра й з коефіцієнтом подовження 3. Ця структура є набагато більш дрібної, ніж структура, що спостерігається після простого загартування на мартенсит, у якій середній розмір рейок становить близько 2 мікрометрів. При випробуваннях А1 і А2 відповідно до винаходу значення ΔRm рівні 63 МПа й 172 МПа 4 UA 111200 C2 5 10 відповідно. Таким чином, спосіб відповідно до винаходу дозволяє одержувати значення механічної міцності значно вище значень, одержуваних при простому загартуванні на мартенсит. У випадку випробування А2, наприклад, це збільшення міцності (172 МПа) еквівалентно збільшенню, яке можна було б одержати згідно з відношенням (1) за допомогою простого загартування на мартенсит, застосовуваного для сталей, у які була введена додаткова добавка вуглецю в кількості приблизно 0,05%. Однак таке збільшення вмісту вуглецю могло б мати негативні наслідки з погляду здатності до зварювання й в'язкості, тоді як заявлений спосіб дозволяє підвищити механічну міцність без цих недоліків. Листи, виготовлені відповідно до винаходу, враховуючи низький вміст вуглецю, мають гарну здатність до крапкового контактного зварювання. Вони показують також гарну здатність до нанесення покриттів, наприклад, за допомогою цинкування або алюмініювання безперервним заглибним методом. Таким чином, винахід забезпечує виготовлення листів з покриттям або без нього з високими механічними характеристиками при дуже задовільних економічних умовах. 15 ФОРМУЛА ВИНАХОДУ 20 25 30 35 40 45 50 55 1. Спосіб виготовлення листа з мартенситної сталі з межею пружності, більшою 1300 МПа, що містить послідовні стадії, здійснювані в нижченаведеному порядку, на яких: - створюють напівфабрикат зі сталі, що має наступний склад, мас. %: 0,15 С 0,40, 1,5 Мn 3, 0,005 Si 2, 0,005 Al 0,1, S 0,05, Р 0,1, 0,025 Nb 0,1 і, необов'язково: 0,01 Ті 0, 1, 0 Сr 4, 0 Мо 2, 0,0005 В 0,005, 0,0005 Са 0,005, решта - залізо й неминучі домішки; - напівфабрикат нагрівають до температури Т 1, що становить від 1050 ° до 1250 °C; потім - проводять чорнову прокатку нагрітого напівфабрикату при температурі Т 2, що становить від 1050 до 1150 °C, із загальним коефіцієнтом обтиснення а більше 100 %, щоб одержати лист із не повністю рекристалізованою аустенітною структурою із середнім розміром зерна менше 40 мікрометрів, потім: - зазначений лист не повністю охолоджують до температури Тз, що становить від 970 до Аr3 + 30 °C, зі швидкістю VR1, що перевищує 2 °C/с, потім: - проводять гарячу чистову прокатку зазначеного не повністю охолодженого листа при зазначеній температурі Т3 із загальним коефіцієнтом обтиснення b більше 50 %, щоб одержати лист, потім: - лист охолоджують зі швидкістю VR2, що перевищує критичну швидкість загартування на мартенсит. 2. Спосіб за п. 1, який відрізняється тим, що зазначений середній розмір аустенітних зерен менше 5 мікрометрів. 3. Спосіб за будь-яким з пп. 1 або 2, який відрізняється тим, що зазначений лист піддають подальшому відпусканню при температурі T 4, що становить від 150 до 600 °C, протягом часу від 5 до 30 хвилин. 4. Сталевий лист із межею пружності більше 1300 МПа, отриманий способом за пп. 1 або 2, що має повністю мартенситну структуру із середнім розміром рейок менше 1,2 мікрометра, при цьому середній коефіцієнт подовження рейок становить від 2 до 5. 5. Сталевий лист, отриманий способом за п. 3, що має повністю мартенситну структуру із середнім розміром рейок менше 1,2 мікрометра, при цьому середній коефіцієнт подовження рейок становить від 2 до 5. 5 UA 111200 C2 Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for the production of a martensitic steel having high strength, and sheet or detail produced by this method
Автори англійськоюZhu, Kangying, Bouaziz, Olivier
Назва патенту російськоюСпособ производства мартенситной стали, обладает высокой прочностью, и лист или деталь, полученные таким способом
Автори російськоюЖу Канйин, Буазиз Оливье
МПК / Мітки
МПК: C21D 8/02, C22C 38/38, C22C 38/02, C21D 9/46, B62D 29/00, C22C 38/04, C21D 6/00
Мітки: мартенситної, деталь, спосіб, способом, виробництва, міцність, сталі, лист, таким, високу, має, одержані
Код посилання
<a href="https://ua.patents.su/8-111200-sposib-virobnictva-martensitno-stali-shho-maeh-visoku-micnist-ta-list-abo-detal-oderzhani-za-takim-sposobom.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва мартенситної сталі, що має високу міцність, та лист або деталь, одержані за таким способом</a>
Спосіб виробництва холоднокатаного та відпаленого листа з двофазної сталі, отриманий таким способом лист, спосіб виробництва холоднокатаного, відпаленого та оцинкованого листа з двофазної сталі (варіанти) та з
Номер патенту: 100056
Опубліковано: 12.11.2012
Автори: Гун Мохамед, Рестрепо Гарсес Глорія, Сардой Веронік, Ватерсот Том, Мулен Антуан, Вінчі Катрін
МПК: C23C 2/02, C22C 38/04, C22C 38/54, C23C 2/06, C22C 38/44, C21D 8/02, C22C 38/48
Мітки: оцинкованого, відпаленого, отриманий, способом, сталі, таким, двофазної, виробництва, варіанти, лист, спосіб, листа, холоднокатаного
Формула / Реферат:
1. Холоднокатаний і відпалений лист з двофазної сталі, що має міцність від 980 до 1100 МПа і, який характеризується подовженням при розриві більше 9 %, причому композиція сталі включає, мас. %:0,055≤С≤0,095,2≤Мn≤2,6,0,005≤Si≤0,35,S≤0,005,Р≤0,050,0,1≤Аl≤0,3,0,05≤Мо≤0,25,0,2≤Сr≤0,5за умови, що...
Спосіб виготовлення листової сталі, що має абразивну стійкість, і одержаний цим способом лист
Номер патенту: 80308
Опубліковано: 10.09.2007
Автори: Бріссон Жан-Жорж, Бегіно Жан
МПК: C21D 1/18, C22C 38/00, C21D 8/02
Мітки: стійкість, лист, способом, цим, виготовлення, спосіб, має, абразивну, листової, одержаний, сталі
Формула / Реферат:
1. Спосіб виготовлення деталі, зокрема листа зі сталі, що має абразивну стійкість, при цьому до хімічного складу такої сталі входять, мас. %:С більше або дорівнює 0,35 і менше або дорівнює 0,8,Si не більше 2,Al не більше 2, причомуSi + Al більше або дорівнює 0,35 і менше або дорівнює 2,Mn не більше 2,5,Ni не більше 5,Cr не більше 5,Mo не більше 0,50,W не більше 1,00,...
Спосіб одержання виливка, зокрема листа зі зносостійкої сталі та отриманий цим способом сталевий виливок, зокрема лист
Номер патенту: 78624
Опубліковано: 10.04.2007
Автори: Бріссон Жан-Жорж, Бегіно Жан
МПК: C22C 38/00, C21D 1/18
Мітки: виливок, спосіб, одержання, листа, отриманий, виливка, способом, сталевий, зокрема, цим, лист, сталі, зносостійкої
Формула / Реферат:
1. Спосіб одержання виливка, зокрема листа зі зносостійкої сталі, що має такий хімічний склад, у мас. %:0,24 ≤ С < 0,35 Si не більше 2Al не більше 20,5 ≤ Si + Al ≤ 2Mn не більше 5Ni не більше 5Cr не більше 5Mo не більше 1W не більше 20,1 ≤ Mo + W/2 ≤ 1В не більше 0,02Ті не більше 1,1 Zr не більше 2,2 0,35 < Ti...
Спосіб виготовлення штампованих деталей з покриттям (варіанти) і деталь, одержана таким способом
Номер патенту: 97934
Опубліковано: 26.03.2012
Автори: Дрійє Паскаль, Тіріон Ізабелль, Грігор'єва Раіса, Пар Уве, Альсманн Міхаель, Бадер Карл Міхаель, Шаллер Людвіг, Фіторіс Томас
МПК: C21D 1/70, B32B 15/01
Мітки: штампованих, одержана, таким, способом, деталь, спосіб, деталей, варіанти, покриттям, виготовлення
Формула / Реферат:
1. Спосіб виготовлення гарячим штампуванням деталі з покриттям, що включає наступні послідовні стадії, які здійснюються у вказаному порядку:- одержання гарячекатаного або холоднокатаного сталевого листа, що включає в себе сталеву підкладку і попередньо нанесене покриття з алюмінієво-кремнієвого сплаву, що містить більше 50 % вільного алюмінію і має товщину, вибрану таким чином, щоб забезпечити легування із сталевою підкладкою, при...
Нанокристалічний матеріал з структурою аустенітної сталі, що має високу твердість, міцність і корозійну стійкість, і спосіб його виготовлення (варіанти)
Номер патенту: 77107
Опубліковано: 16.10.2006
Автори: Мізутані Масару, Ода Казуо, Кацумура Мунехіде, Огава Хіденорі, Міяо Нобуакі, Міура Харумацу
МПК: C21D 6/00, B22F 1/00, C22C 33/02, B22F 3/24
Мітки: аустенітної, нанокристалічний, стійкість, спосіб, високу, сталі, структурою, міцність, має, твердість, матеріал, варіанти, виготовлення, корозійну
Формула / Реферат:
1. Нанокристалічний матеріал з структурою аустенітної сталі, що має високу твердість, міцність і корозійну стійкість, який виконаний у вигляді агрегату з аустенітних нанокристалічних зерен, що містить 0,1-2,0 мас. % твердого розчину азоту.2. Нанокристалічний матеріал за п. 1, який містить до 50 % нанокристалічних зерен фериту.3. Нанокристалічний матеріал за п. 1 або 2, який містить 0,1-5,0 мас. %...