Спосіб лиття
Номер патенту: 113232
Опубліковано: 25.01.2017
Автори: Дука Віталій Михайлович, Шейгам Валерій Юрійович, Семенченко Анатолій Іванович, Хвостенко Ігор В'ячеславович, Борисов Андрій Георгійович, Шеневідько Леонід Костянтинович
Формула / Реферат
Спосіб лиття, що включає занурення форми з чашею в ванну з металом, витримування до твердіння в ній металу, піднімання форми з чашею до рівня контакту дна з дзеркалом розплаву та видалення виливка, який відрізняється тим, що форму з чашею при зануренні та твердінні в ній металу обертають в одну сторону або періодично в різні сторони.
Текст
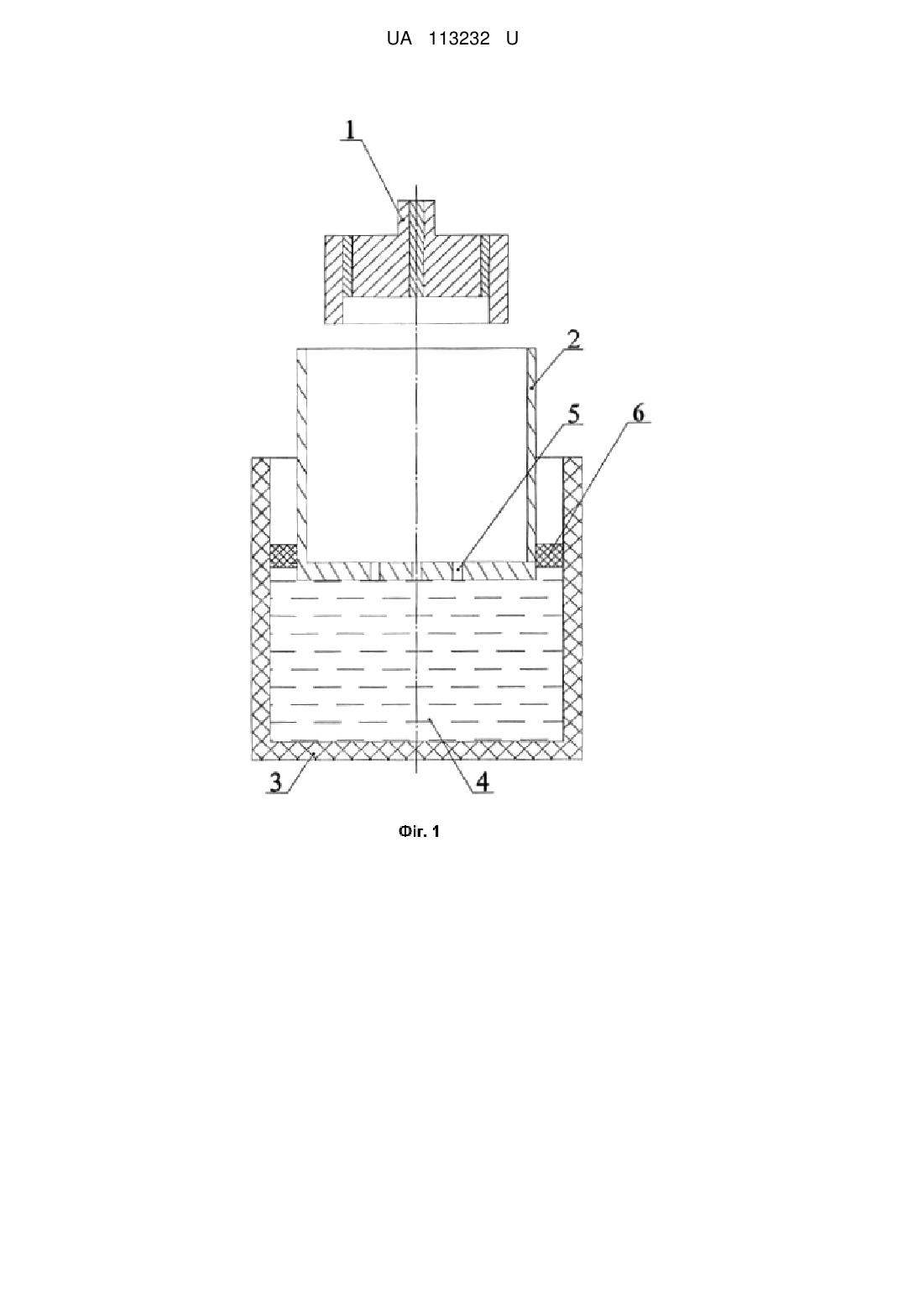
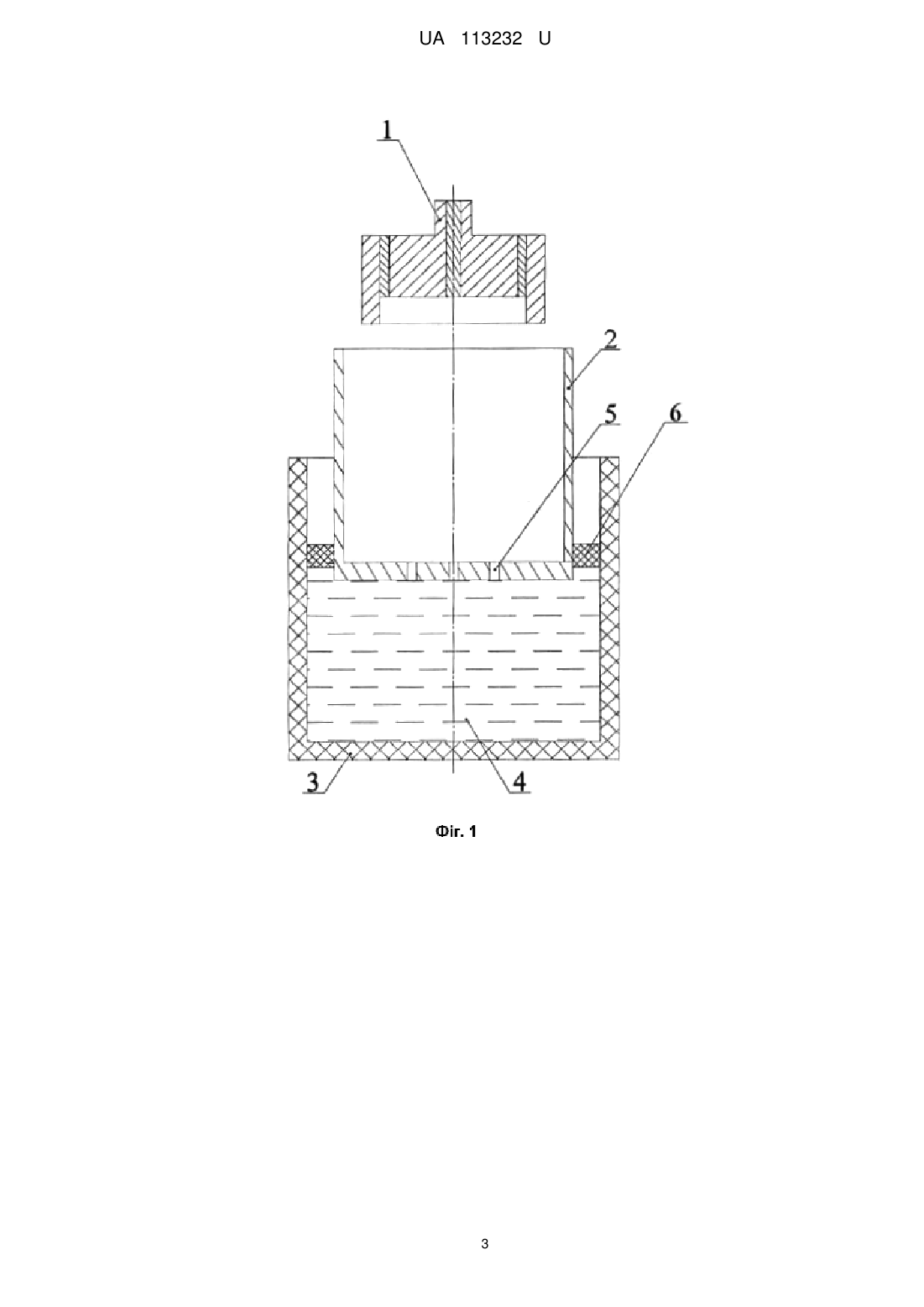
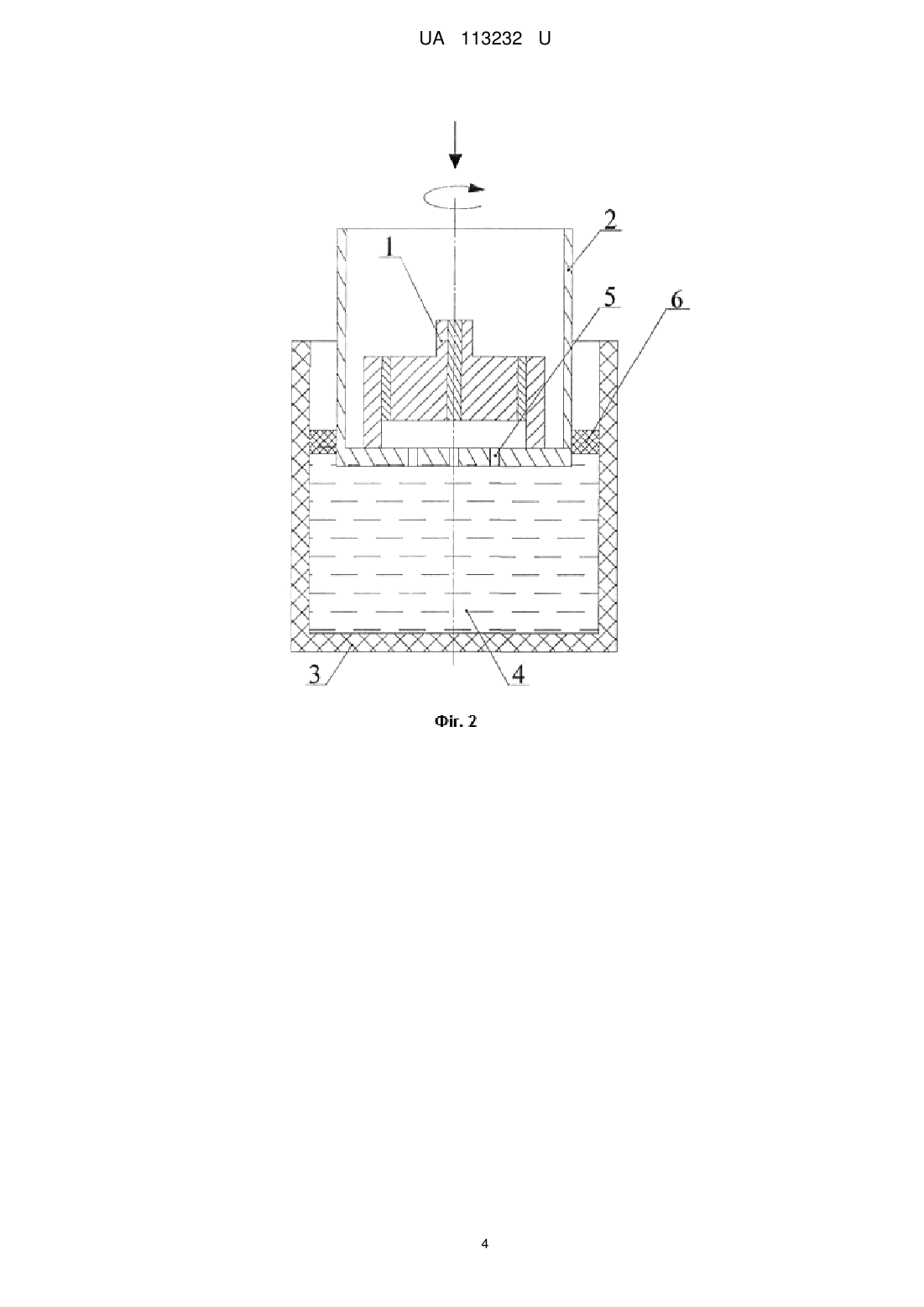
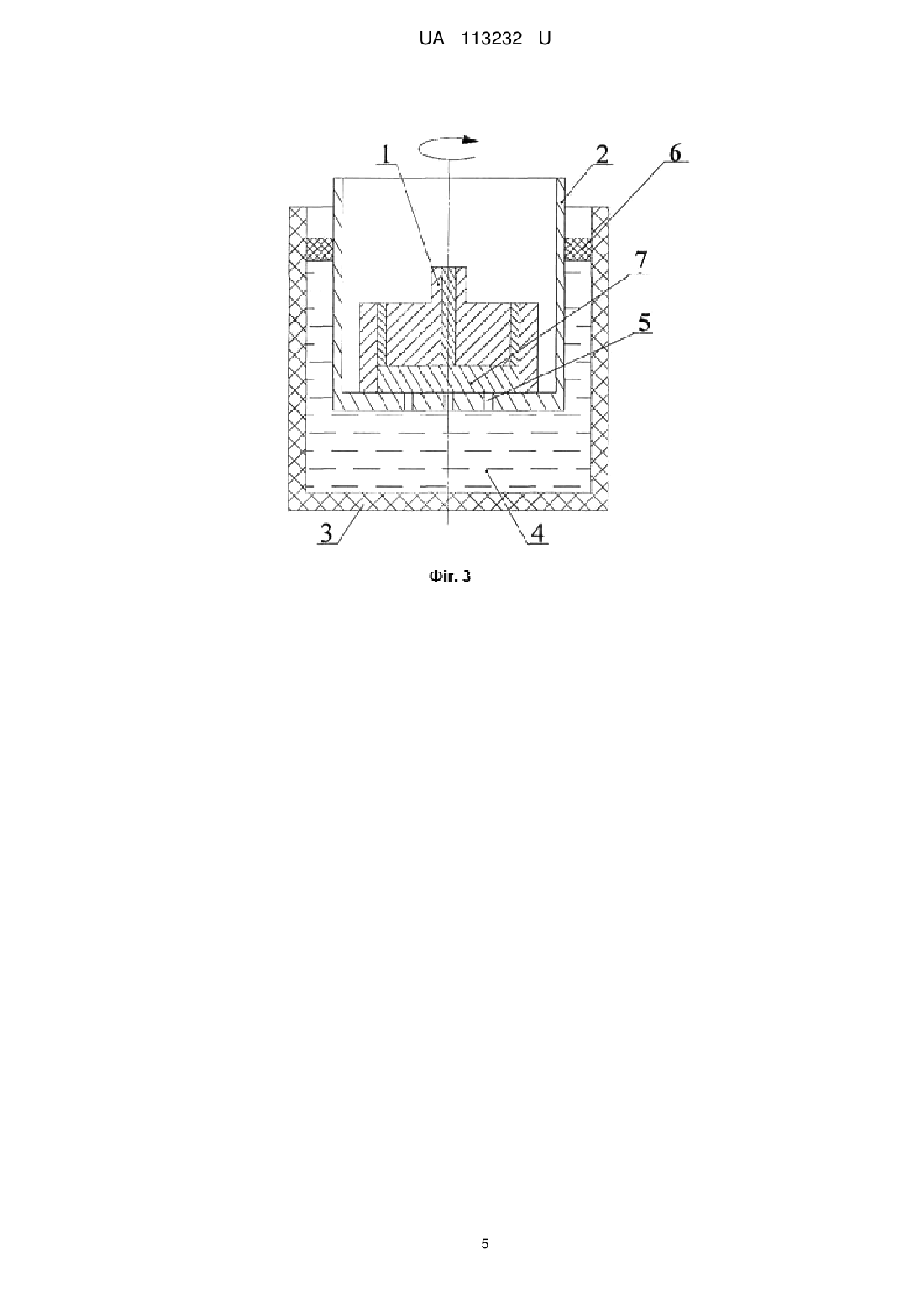
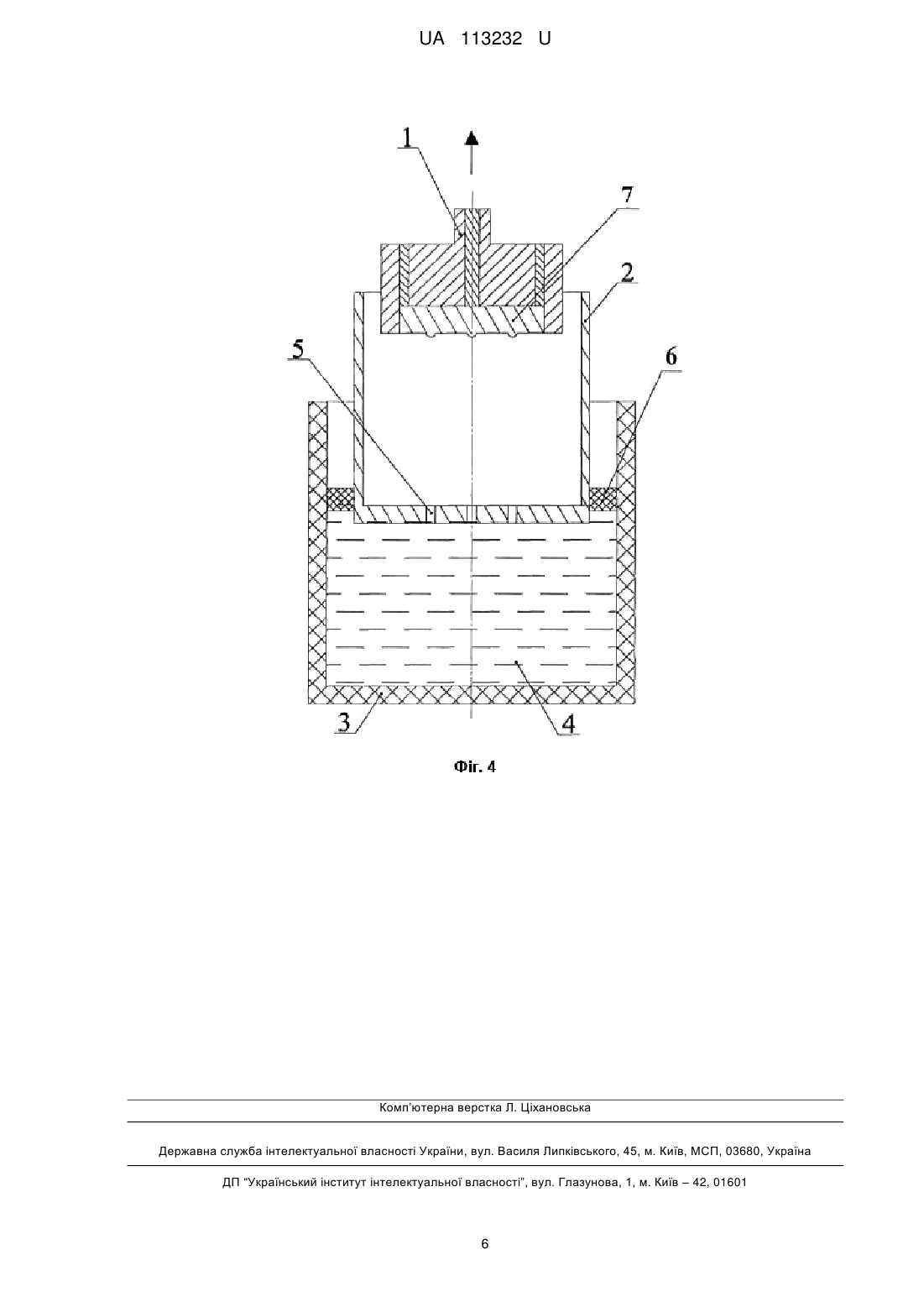
Реферат: Спосіб лиття включає занурення форми з чашею в ванну з металом, витримування до твердіння в ній металу, піднімання форми з чашею до рівня контакту дна з дзеркалом розплаву та видалення виливка. Форму з чашею при зануренні та твердінні в ній металу обертають в одну сторону або періодично в різні сторони. UA 113232 U (12) UA 113232 U UA 113232 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до ливарного виробництва та може бути використана для виготовлення заготівок із металів та сплавів, які можуть бути використані в галузях промисловості для створення надійних виробів за рахунок більшої міцності та пластичності. Відомий спосіб лиття в металеву форму (Колобнев И.Ф., Крымов В.В., Мельников А.В. Справочник литейщика (Цветное литье из легких сплавов. - Изд. 2-е переработ. и доп. - М.: Машиностроение, 1974. - 416 с.), в якому підготовлений для заливки метал заливають в металеву форму. В результаті кристалізації металу в формі виливок біля стінок форми має дрібнокристалічну структуру, до якої прилягає зона стовпчастих кристалів, за якою всередині виливка розташована зона рівновісних кристалів. Змінюючи у відомих межах теплофізичні характеристики форми, можна змінювати товщину зон кристалів, механічні та експлуатаційні властивості виливків. Недоліком такого способу лиття є те, що одержані виливки, маючи кристали різної форми та розмірів, розміщені пошарово в окремих зонах виливка, а це є причиною анізотропії цих зон та зниження механічних та експлуатаційних властивостей готових виробів, що змушує конструкторів орієнтуватись на найнижчі їх значення. Крім того, лиття в металеву форму характеризується великими витратами на ливниково-живильну систему. Відомий також спосіб одержання виливків (Патент Японії № 52-96934, МПК кл 11, B09G05D1/02. Опубл. 09.02.76 p.), який передбачає занурення форми з кожухом в ванну з металом, витримку до твердіння в ній металу, підйом форми з кожухом та видалення виливка. Недоліком способу є те, що кристалічна структура виливка формується по схемі лиття в металеву форму, а також і те, що спосіб не вирішує проблеми забруднення сплаву окисними плівками. Найбільш близьким до запропонованого способу одержання виливків є спосіб одержання виливків (Авторское свидетельство СССР № 931289, МПК B22D 23/04), Опубл. 30.05.1982 р. Бюл. № 20, який передбачає занурення форми з горизонтальним роз'ємом в ванну з металом, витримку до затвердіння в ній металу, підйом форми з кожухом до рівня контакту дна кожуха з дзеркалом розплаву та видалення виливка. Недоліком такого способу є структурна неоднорідність виливка, яка пов'язана з тим, що після заповнення металом форми тверднення проходить згідно зі способом лиття в металеву форму, що є причиною структурної неоднорідності виливка, яка притаманна литтю в металеву форму. В основу корисної моделі поставлена задача створення такого способу лиття, в якому шляхом перемішування розплаву в процесі заповнення форми та його тверднення складаються передумови для значного підвищення однорідності структури та її подрібнення. Поставлена задача вирішується тим, що в способі лиття, який включає занурення форми з кожухом в ванну з металом, витримку до твердіння в ній металу, підйом форми з кожухом до рівня контакту дна кожуха із дзеркалом розплаву та видалення виливка згідно з корисною моделлю, форму з кожухом при зануренні та твердінні в ній металу обертають в одну сторону або періодично в різні сторони. Обертання рідкого металу в одну сторону або періодично в різні сторони в процесі його тверднення не дозволяє розвиватися зоні стовпчастих кристалів. Сформовані зародки кристалів в області дрібнокристалічної зони розносяться циркуляційними потоками по всьому об'єму розплаву в формі і, таким чином, в зоні стовпчастих кристалів формується зона рівновісних кристалів. Моделювання процесу на органічній речовині кампфені, температура ліквідус якого складає 45 °C і в розплавленому вигляді він являє собою прозору рідину, показало, що при зануренні форми, що обертається в одному або періодично в різних напрямках, на витічні струмені кампфену, що надходить із ливникових отворів у форму, накладаються періодичні однонаправлені або реверсні збурення, які стимулюють турбулізацію об'єму кампфену. Допоміжна турбулізація обумовлюється обтіканням виступів шорстких бокових поверхонь, які утворюються при кристалізації рідкого кампфену при першому ж його контакті з формою. Утворені при цьому турбулентні неоднорідності у вигляді дрібномасштабних вихорів розподіляються у всьому об'ємі та вирівнюють температурні та структурні неоднорідності аж до тверднення моделюючої речовини у напрямку живлення. Суть корисної моделі пояснюють креслення. На фіг. 1 - вихідне положення, на фіг. 2 - змикання форми та занурення форми, що обертається, в розплав, на фіг. 3 - твердіння виливка у формі, на фіг. 4 - підняття форми, нижньої частини - до контакту з дзеркалом розплаву, а верхньої - до зони видалення виливка. З початку процесу в тигель 3 з перегрітим розплавом 4 занурюють зібрану форму, що обертається, яка складається з верхньої півформи 1 та чаші 2, яка нагріта до температури металу. Діаметр ливникових каналів в дні чаші - 4 мм. У вихідному положенні нижня частина 1 UA 113232 U 5 10 15 20 форми у вигляді чаші 2 (фіг. 1) опущена до торкання з ванною розплаву 4 так, щоб його дзеркало не виступало за межі ливниково-живильних каналів 5. Для виконання процесу заливки верхня частина форми 1 опускається до змикання з нижньою (фіг. 2). Після цього чаша з формою обертається та одночасно занурюється в розплав (фіг. 3) на глибину, яка перевищує максимальний вертикальний розмір порожнини форми. В цьому положенні дається витримка до закінчення процесу тверднення виливка. Після цього обертання припиняється і форма піднімається вгору. Чаша до вихідного положення, а верхня частина форми - до зони видалення виливка (фіг. 4). Довжина ливникових залишків знаходиться в межах 5-8 мм. Випробування пропонованого способу лиття проводилось на широкоінтервальному алюмінієвому сплаві АК7. Для даного складу елементів сплаву температура ліквідус, яка встановлена методом термічного аналізу, складає 616 °C. Для проведення випробування сплав перегрівали до 720 °C. Для унеможливлення окислення металу проміжок між чашею та тиглем засипають флюсом Арсал 25. Одержані зразки виливків в розрізах мали рівномірну структуру і забезпечили щільність при зрізі ливарних кірочок. Таким чином, обертання форми з кожухом в процесі заповнення її металом та кристалізація в ній металу гарантовано утворює більшу кількість як зародків, так і мікрокристалів, що надійно забезпечує отримання виливків з переважно рівновісною структурою. залежно від геометрії виливка зона стовпчастих кристалів зменшується до 6 разів, а середній розмір зерна зменшується в 2-3 рази. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 Спосіб лиття, що включає занурення форми з чашею в ванну з металом, витримування до твердіння в ній металу, піднімання форми з чашею до рівня контакту дна з дзеркалом розплаву та видалення виливка, який відрізняється тим, що форму з чашею при зануренні та твердінні в ній металу обертають в одну сторону або періодично в різні сторони. 2 UA 113232 U 3 UA 113232 U 4 UA 113232 U 5 UA 113232 U Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B22D 23/04
Код посилання
<a href="https://ua.patents.su/8-113232-sposib-littya.html" target="_blank" rel="follow" title="База патентів України">Спосіб лиття</a>
Спосіб лиття виливків
Номер патенту: 77367
Опубліковано: 15.11.2006
Автори: Северенчук Андрій Станіславович, Шенфельд Гліб Глібович, Трухін Микола Олексійович, Теряєв Олександр Митрофанович
МПК: B22D 7/00
Мітки: лиття, спосіб, виливків
Формула / Реферат:
Спосіб лиття виливків, що включає заливання сталі у виливницю з установкою кристалізатора під рівень рідкого металу на відстані, рівній 0,0025-0,0099 висоти виливка, який відрізняється тим, що попередньо до заливання металу встановлюють кристалізатор, який являє собою об'ємну конструкцію з товщиною елементів 5-16 мм, висотою, рівною 0,02-0,06 висоти виливка, і загальною масою, рівною 0,0015-0,004 маси виливка.
Спосіб лиття заготівок
Номер патенту: 94861
Опубліковано: 10.06.2011
Автори: Головаченко Віктор Петрович, Дука Віталій Михайлович, Вернидуб Анатолій Григорович, Борисов Георгій Павлович
МПК: B22D 27/04, B22D 7/00
Мітки: заготівок, лиття, спосіб
Формула / Реферат:
1. Спосіб лиття заготівок, що включає заповнення порожнини ливарної форми порцією розплаву та його кристалізацію, який відрізняється тим, що порцію розплаву під час перебування в передкристалізаційному стані обробляють віброгідроімпульсами, після чого його заливають в форму-капсулу, яку поетапно охолоджують шляхом занурення у воду, при цьому на першому етапі швидкість занурення становить 2-5 см/с на глибину 0,1-0,2 висоти рівня розплаву в...
Спосіб одержання тонкостінного виливка методом лиття в кокіль із кристалізацією під тиском
Номер патенту: 72212
Опубліковано: 10.08.2012
Автор: Стойчев Вадим Анатолійович
МПК: B22D 15/00
Мітки: методом, кокіль, одержання, спосіб, тиском, виливка, лиття, кристалізацією, тонкостінного
Формула / Реферат:
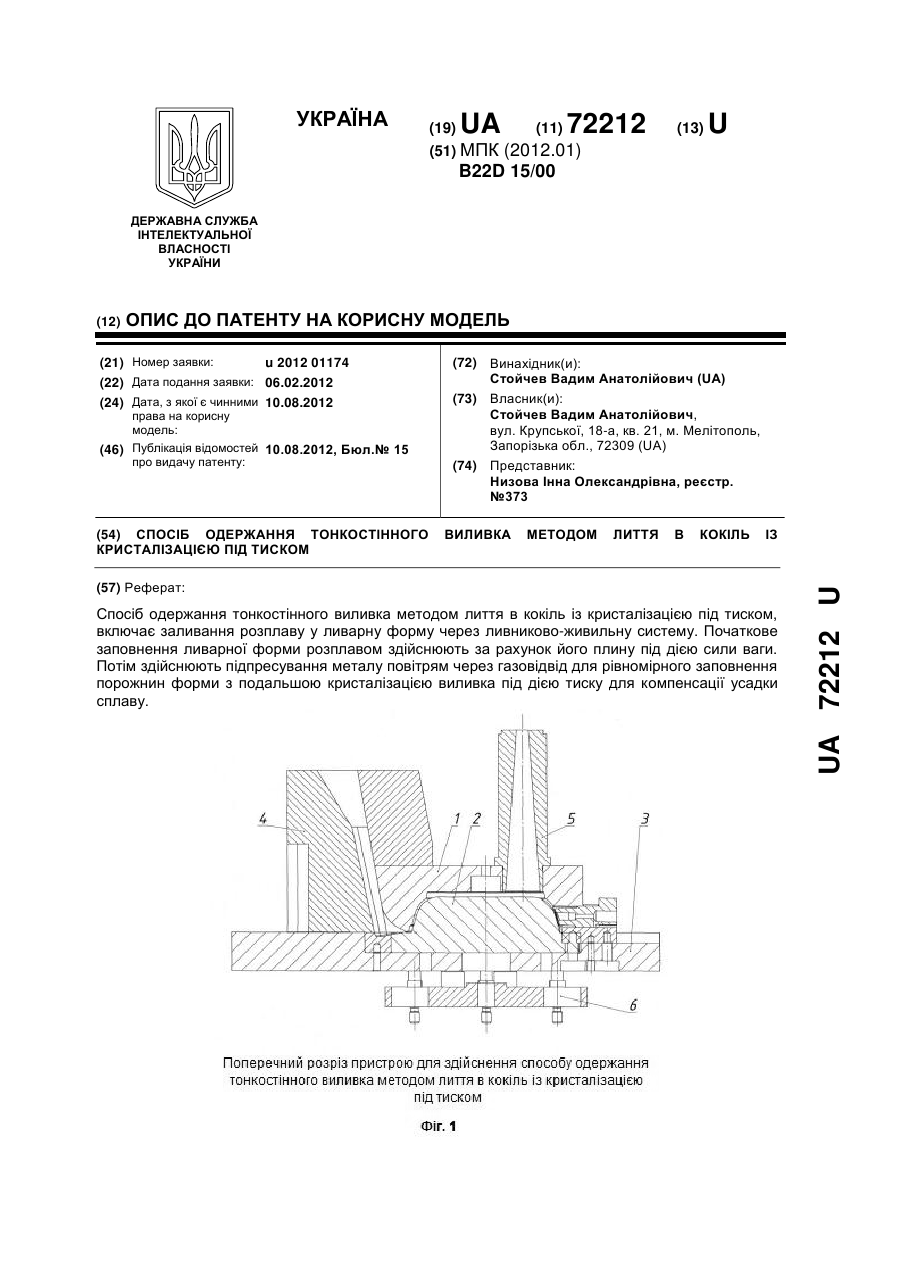
1. Спосіб одержання тонкостінного виливка методом лиття в кокіль із кристалізацією під тиском, що включає заливання розплаву у ливарну форму через ливниково-живильну систему, який відрізняється тим, що початкове заповнення ливарної форми розплавом здійснюють за рахунок його плину під дією сили ваги, потім здійснюють підпресування металу повітрям через газовідвід для рівномірного заповнення порожнин форми з подальшою кристалізацією виливка...
Спосіб капсульного лиття під тиском
Номер патенту: 72130
Опубліковано: 17.01.2005
Автори: Борисов Георгій Павлович, Головаченко Віктор Петрович, Зайцев Микола Олександрович, Жовтий Олександр Миколайович, Вернидуб Анатолій Григорович
МПК: B22D 17/00
Мітки: спосіб, капсульного, тиском, лиття
Формула / Реферат:
Спосіб капсульного лиття під тиском, що включає виготовлення брикетів із гранул, їх нагрівання, заповнення під дією тиску порожнини ливарної форми металом та кристалізацію виливка, який відрізняється тим, що гранули матричного матеріалу брикетів нагрівають до температури двофазного або рідкого стану, який утримується в них завдяки наявності поверхневої окисної плівки (капсули).
Спосіб лиття виливків киплячої та напівспокійної сталі
Номер патенту: 78958
Опубліковано: 25.04.2007
Автори: Бенецький Олексій Геннадійович, Отто Костянтин Валентинович, Солод Володимир Сергійович
МПК: B22D 7/06, B22D 27/04
Мітки: киплячої, лиття, сталі, виливків, напівспокійної, спосіб
Формула / Реферат:
1. Спосіб лиття виливків киплячої та напівспокійної сталі, що включає заповнення металом пристрою для лиття виливків й додатковий відвід тепла від головної частини виливка на тепловідвідний елемент, який відрізняється тим, що відвід тепла від головної частини виливка здійснюють на тепловідвідний елемент з температурою плавлення нижче температури плавлення сталі, який розміщують усередині стінок пристрою для лиття виливків у верхній його...
Попередній патент: Ультразвуковий рівнемір
Наступний патент: Пероральна фіксована комбінація теноксикаму і снодійного або заспокійливого компонента