Спосіб лиття виливків киплячої та напівспокійної сталі
Номер патенту: 78958
Опубліковано: 25.04.2007
Автори: Солод Володимир Сергійович, Бенецький Олексій Геннадійович, Отто Костянтин Валентинович
Формула / Реферат
1. Спосіб лиття виливків киплячої та напівспокійної сталі, що включає заповнення металом пристрою для лиття виливків й додатковий відвід тепла від головної частини виливка на тепловідвідний елемент, який відрізняється тим, що відвід тепла від головної частини виливка здійснюють на тепловідвідний елемент з температурою плавлення нижче температури плавлення сталі, який розміщують усередині стінок пристрою для лиття виливків у верхній його частині.
2. Спосіб за п. 1, який відрізняється тим, що температура плавлення тепловідвідного елемента на 70 і більше відсотків нижче температури сталі, яку розливають.
3. Спосіб за п. 1, який відрізняється тим, що тепловідвідний елемент виконаний з гідрооксиду натрію безводного і/або гідросульфату натрію, і/або соди, і/або бури безводної, і/або цинку, і/або свинцю, і/або шлаків виплавки кольорових металів.
Текст
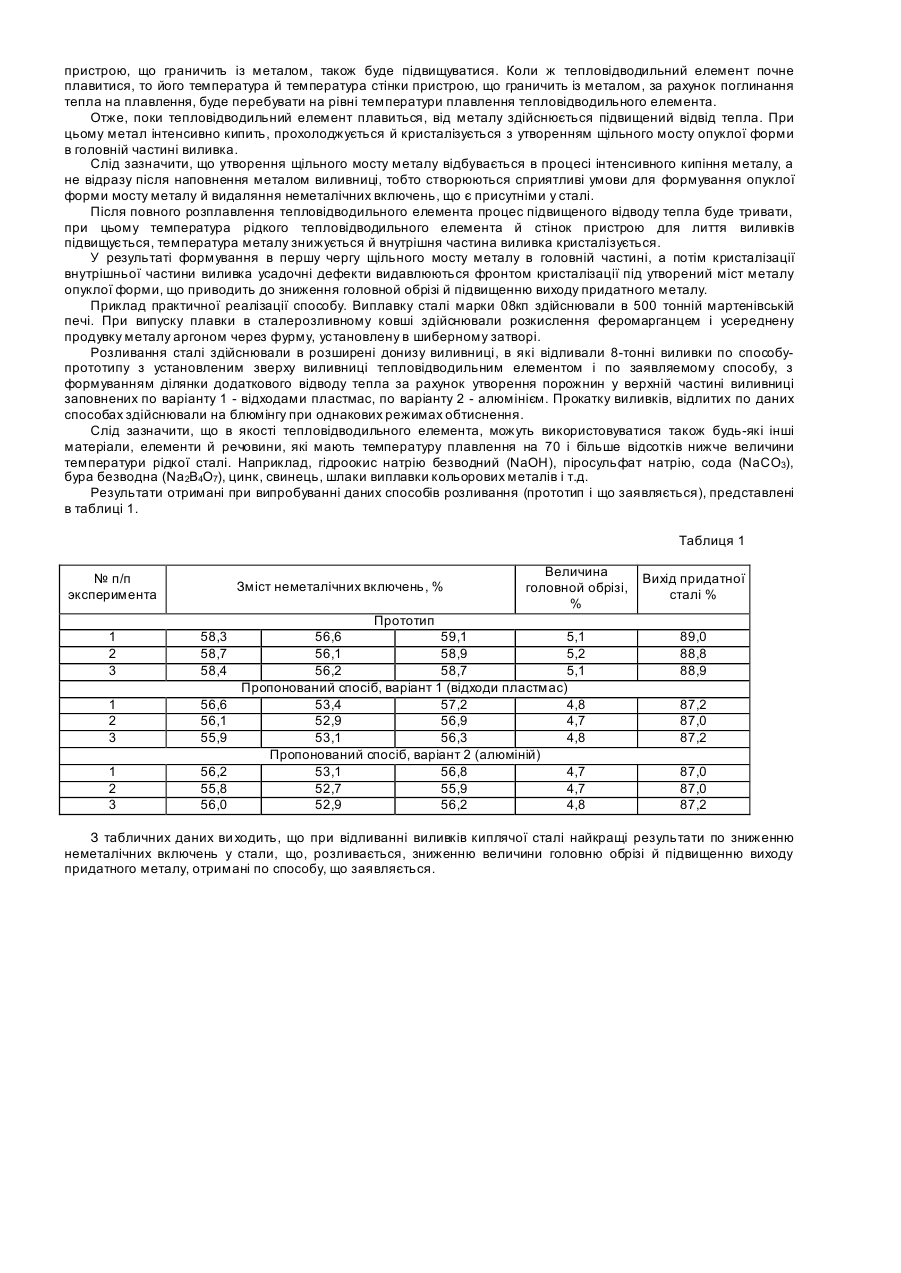
Винахід відноситься до чорної металургії, зокрема, до виробництва виливків киплячих і напівспокійних сталей, що призначені для наступного виробництва з них прокату. Відомий спосіб одержання виливків киплячої сталі, що включає розливання металу в виливницю, його кипіння з утворенням ранта й механічне закупорювання виливка накриванням його кришкою при опусканні «дзеркала» металу на 10÷30мм відносно верху ранта [АС СССР №1569076 МПКІЗ21C7/06 "Способ получения слитков кипящей стали"]. Даний спосіб дозволяє сформувати щільний міст металу в головній частині виливка, знизити кількість виливків з фонтануванням і витіканням металу, а, отже, знизити кількість виливків, які переводять у марки сталі зниженої якості, поліпшити структур у головної частини виливка й знизити головну обрізь. Недоліком даного способу є те, що механічне закупорювання виливка виробляється після значного часу кипіння металу з відкритим «дзеркалом», протягом якого відбувається вторинне його окислювання в результаті взаємодії з киснем повітря й насичення оксидними неметалічними включеннями, які знижують чистоту сталі й, отже, погіршують механічні властивості прокату. Крім того в промислових умовах установлення кришок на кожний виливок по даному способі (при зниженні «дзеркала» металу на 10-30мм відносно верху ранта) є скрутним, особливо коли метал розливається сифонним способом і необхідно одночасно накривати кількох виливків, половина з яких розташовується в дальньому ряду від розливної площадки. Тому, повне виключення виливків з фонтануванням і вибризкуванням металу утр уднено, що спричинює додаткові втрати металу. Відомий також спосіб закупорювання виливків киплячої сталі, що включає заливання розплаву у виливницю й установку, після закінчення заливання, на утворений рант, металу чавунної масивної кришки з опуклою основою й поглибленням на зовнішній стороні, у яке після установки кришки заливають воду [АС СССР №1774895, МПК B22D7/00 "Способ закупоривания слитков кипящей стали"]. Даний спосіб дозволяє за рахунок поліпшення тепловідвіду одержати більш міцний і товстий міст металу в головній частині виливка, що сприяє кристалізації виливків практично без фонтанування й витікання металу з виливниці, а також поліпшенню макроструктури головної частини виливка й зниженню головной обрізі. Недоліком зазначеного способу є довгочасне кипіння металу у виливниці до механічного закупорювання виливка. За час кипіння, в наслідок процесів вторинного окислювання, які тривають, метал значно забруднюється оксидними неметалічними включеннями, чистота його знижується, а механічні властивості погіршуються. Недоліком зазначеного способу також є виникаючі труднощі по установленню на виливок масивних кришок, наповнення в їхнє поглиблення води, і, надалі, зняття цих кришок із закристалізованих виливків . Для цього потрібні додаткові вантажопідйомні пристрої та трудовитрати. Крім того, при наповненні поглиблення кришки водою, виникають складності, пов'язані з її доставкою, тому що при переливі можливе влучення води під кришку на відкритий рідкий метал, що може призвести до вибухів, ударам і вибрискуваннями металу. Найбільш близьким по технічній сутності до способу, який заявляється, спосіб, що включає заповнення металом виливниці й охолодження не перекритої стінками виливниці головной частини виливка тепловідводильним елементом, установленим у верхній частині виливниці до початку заповнення її металом [Патент України №30760 "Спосіб лиття виливків"]. При даному способі лиття ефективність охолодження головной частини виливка поліпшується за рахунок того, що метал приймає форму поверхні тепловідводильного елемента й одночасно охолоджується по всій площі. Відсутність періоду вільної кристалізації обумовлена тим, що створення поверхні охолодження й кристалізація металу починається одночасно. Це зменшує час кристалізації, забезпечує більш швидкий вивіз виливків на прокатку й, отже, знижує витрату теплоносіїв на їхнє нагрівання перед прокаткою. До недоліків даного способу варто віднести те, що не будь-яка форма тепловідводильного елемента, дозволить сформувати необхідну опуклість не перекритої стінками виливниці, поверхні металу. Якщо тепловідводильний елемент, виконаний у вигляді плоскої кришки, і матеріал з якого він виконаний має таку ж теплопередачу, як і весь пристрій для лиття виливків (виливниця), то усадочні дефекти не підтягуються до верху виливка, а навпаки, заглиблюються усередину, погіршуючи при цьому макроструктуру головной частини виливка, що спричинює підвищена головної обрізі. Крім того, у цьому випадку, відсутність періоду вільної кристалізації, тобто періоду кипіння відкритого «дзеркала» металу негативно виявляється на чистоту металу по неметалічних включеннях. Метал не кипить, неметалічні включення залишаються у виливку, метал більше забруднений як ендогенними так і екзогенними металевими включеннями, в основному це оксиди, сульфіди й силікати. В основу винаходу поставлено задачу удосконалення способу лиття виливків киплячої та напівспокійної сталі шляхом формування щільного мосту металу опуклої форми в головній частині виливка в процесі інтенсивного його кипіння, що спричинює чистоти металу по неметалічних включеннях і підвищення виходу придатного металу. Поставлена задача вирішується тим, що в способі лиття виливків киплячої й напівспокійної сталі, що включає заповнення металом пристрою для лиття виливків і додатковий відвід тепла від головной частини виливка на тепловідводильний елемент згідно винаходу, тепловідводильний елемент температура плавлення якого нижче температури плавлення рідкої сталі, поміщають усередині стінок пристрою для лиття виливків, у верхній його частині. Формування щільного мосту металу опуклої форми в процесі інтенсивного кипіння металу здійснюється за рахунок утворення в головній частині виливка ділянки додаткового відводу тепла шляхом розташування у верхній частині пристрою лиття виливків (виливниці або прибуткової надставки) порожнин, які заповнюють тепловідводильним елементом з температурою плавлення на 70 і більше відсотків нижче температури сталі, що розливається. При заповненні пристрою для лиття виливків металом на ділянці додаткового тепловідвіду, тепло металу буде витрачатися не тільки на нагрівання стінок пристрою, але й на нагрівання й плавлення тепловідводильного елемента, який знаходиться в порожнинах стінок пристрою для лиття виливків. Причому, поки тепловідводильний елемент буде нагріватися до температури плавлення, температура стінки пристрою, що граничить із металом, також буде підвищуватися. Коли ж тепловідводильний елемент почне плавитися, то його температура й температура стінки пристрою, що граничить із металом, за рахунок поглинання тепла на плавлення, буде перебувати на рівні температури плавлення тепловідводильного елемента. Отже, поки тепловідводильний елемент плавиться, від металу здійснюється підвищений відвід тепла. При цьому метал інтенсивно кипить, прохолоджується й кристалізується з утворенням щільного мосту опуклої форми в головній частині виливка. Слід зазначити, що утворення щільного мосту металу відбувається в процесі інтенсивного кипіння металу, а не відразу після наповнення металом виливниці, тобто створюються сприятливі умови для формування опуклої форми мосту металу й видаляння неметалічних включень, що є присутніми у сталі. Після повного розплавлення тепловідводильного елемента процес підвищеного відводу тепла буде тривати, при цьому температура рідкого тепловідводильного елемента й стінок пристрою для лиття виливків підвищується, температура металу знижується й внутрішня частина виливка кристалізується. У результаті формування в першу чергу щільного мосту металу в головній частині, а потім кристалізації внутрішньої частини виливка усадочні дефекти видавлюються фронтом кристалізації під утворений міст металу опуклої форми, що приводить до зниження головной обрізі й підвищенню виходу придатного металу. Приклад практичної реалізації способу. Виплавку сталі марки 08кп здійснювали в 500 тонній мартенівській печі. При випуску плавки в сталерозливному ковші здійснювали розкислення феромарганцем і усереднену продувку металу аргоном через фурму, установлену в шиберному затворі. Розливання сталі здійснювали в розширені донизу виливниці, в які відливали 8-тонні виливки по способупрототипу з установленим зверху виливниці тепловідводильним елементом і по заявляемому способу, з формуванням ділянки додаткового відводу тепла за рахунок утворення порожнин у верхній частині виливниці заповнених по варіанту 1 - відходами пластмас, по варіанту 2 - алюмінієм. Прокатку виливків, відлитих по даних способах здійснювали на блюмінгу при однакових режимах обтиснення. Слід зазначити, що в якості тепловідводильного елемента, можуть використовуватися також будь-які інші матеріали, елементи й речовини, які мають температуру плавлення на 70 і більше відсотків нижче величини температури рідкої сталі. Наприклад, гідроокис натрію безводний (NaOH), піросульфат натрію, сода (NаСО3), бура безводна (Na2B4O7), цинк, свинець, шлаки виплавки кольорових металів і т.д. Результати отримані при випробуванні даних способів розливання (прототип і що заявляється), представлені в таблиці 1. Таблиця 1 № п/п эксперимента Зміст неметалічних включень, % 1 2 3 58,3 58,7 58,4 1 2 3 56,6 56,1 55,9 1 2 3 56,2 55,8 56,0 Величина головной обрізі, % Прототип 56,6 59,1 5,1 56,1 58,9 5,2 56,2 58,7 5,1 Пропонований спосіб, варіант 1 (відходи пластмас) 53,4 57,2 4,8 52,9 56,9 4,7 53,1 56,3 4,8 Пропонований спосіб, варіант 2 (алюміній) 53,1 56,8 4,7 52,7 55,9 4,7 52,9 56,2 4,8 Вихід придатної сталі % 89,0 88,8 88,9 87,2 87,0 87,2 87,0 87,0 87,2 З табличних даних ви ходить, що при відливанні виливків киплячої сталі найкращі результати по зниженню неметалічних включень у стали, що, розливається, зниженню величини головню обрізі й підвищенню виходу придатного металу, отримані по способу, що заявляється.
ДивитисяДодаткова інформація
Назва патенту англійськоюProcess for production of castings of unkilled and semikilled steel
Автори англійськоюOtto Kostiantyn Valentynovych, Solod Volodymyr Serhiiovych, Benetskyi Oleksii Hennadiiovych
Назва патенту російськоюСпособ литья отливок кипящей и полуспокойной стали
Автори російськоюОтто Константин Валентинович, Солод Владимир Сергеевич, Бенецкий Алексей Геннадьевич
МПК / Мітки
МПК: B22D 27/04, B22D 7/06
Мітки: киплячої, виливків, лиття, сталі, напівспокійної, спосіб
Код посилання
<a href="https://ua.patents.su/2-78958-sposib-littya-vilivkiv-kiplyacho-ta-napivspokijjno-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб лиття виливків киплячої та напівспокійної сталі</a>
Пристрій для лиття виливків напівспокійної й киплячої сталі
Номер патенту: 47968
Опубліковано: 17.05.2004
Автори: Зосімова Вікторія Григорівна, Корінь Андрій Олександрович, Феофілактов Андрій Вікторович, Маншилін Олександр Гейнійович, Прядко Любов Давидівна
МПК: B22D 7/06
Мітки: пристрій, лиття, киплячої, напівспокійної, виливків, сталі
Формула / Реферат:
Пристрій для лиття виливків напівспокійної й киплячої сталі, що містить звужену донизу виливницю і металеву надставку, яка звужена догори і повторює у своєму нижньому робочому перерізі форму робочого перерізу верхньої частини виливниці, який відрізняється тим, що розміри внутрішніх боків верхнього перерізу виливниці на 1 - 5 % перевищують розміри внутрішніх боків нижнього перерізу надставки.
Пристрій для лиття виливків напівспокійної й киплячої сталі
Номер патенту: 38787
Опубліковано: 17.05.2004
Автори: Прядко Любов Давидівна, Несвіт Володимир Васильович, Солод Володимир Сергійович, Моцний Валерій Васильович, Трухін Микола Олексійович
МПК: B22D 7/06
Мітки: виливків, пристрій, сталі, лиття, напівспокійної, киплячої
Формула / Реферат:
Пристрій для лиття виливків напівспокійної й киплячої сталі, що містить звужену донизу виливницю з установленою на ній металевою надставкою, робочий простір якої звужується догори і повторює у своєму нижньому поперечному перерізі внутрішній переріз верхньої частини виливниці, який відрізняється тим, що висота надставки дорівнює 0,2 - 0,4 робочої висоти виливниці, відношення площ поперечного перерізу верхньої й нижньої робочих основ надставки...
Пристрій для лиття виливків напівспокійної і киплячої сталі
Номер патенту: 39655
Опубліковано: 15.09.2003
Автори: Бембінек Юрій Євгенійович, Кравець Сергій Миколайович, Малий Юрій Георгійович, Резун Віктор Єгорович, Кукуй Давид Пенхусович, Пищіда Валерій Іванович, Юнаков Олександр Михайлович, Тартачний Віктор Сергійович
МПК: B22D 7/06
Мітки: напівспокійної, сталі, виливків, киплячої, пристрій, лиття
Формула / Реферат:
Пристрій для лиття виливків напівспокійної й киплячої сталі, що містить виливницю, який відрізняється тим, що на звужену донизу виливницю встановлена надставка, яка має металевий корпус із товщиною стінок, що дорівнює 0,5-1,0 товщини стінок виливниці, і робочий простір, який звужується догори і повторює у своєму нижньому перерізі внутрішній переріз верхньої частини виливниці, при цьому надставка має ухил стінок по гранях 1-5 % і по кутах...
Спосіб лиття виливків напівспокійної й киплячої сталі
Номер патенту: 76668
Опубліковано: 15.08.2006
Автори: Шенфельд Гліб Глібович, РЯБКІН ЮРІЙ ЮРІЙОВИЧ, Онищенко Сергій Олександрович
МПК: B22D 7/06
Мітки: виливків, спосіб, киплячої, напівспокійної, сталі, лиття
Формула / Реферат:
Спосіб лиття виливків напівспокійної й киплячої сталі, при якому здійснюють заливання сталі в звужену донизу виливницю з установленою на ній металевою надставкою, яка звужена догори і повторює у своєму нижньому робочому перерізі форму робочого перерізу верхньої частини виливниці, а розміри внутрішніх сторін верхнього перерізу виливниці на 1-5 % перевищують розміри внутрішніх сторін нижнього перерізу надставки, який відрізняється тим, що...
Піддон для відливання виливків із напівспокійної та киплячої сталі
Номер патенту: 6334
Опубліковано: 16.05.2005
Автори: Максаков Анатолій Іванович, Феофілактов Андрій Вікторович, Кукуй Давид Пенхусович, Маншилін Олександр Гейнійович, РЯБКІН ЮРІЙ ЮРІЙОВИЧ, ШУЛЬГІНА ІРИНА ПРОКОПІВНА, Корінь Андрій Олександрович
МПК: B22D 7/06, B22D 7/08, B22D 7/00
Мітки: піддон, відливання, киплячої, виливків, сталі, напівспокійної
Формула / Реферат:
Піддон для відливання виливків із напівспокійної та киплячої сталі, що містить з'єднані між собою опорну і робочу частини, який відрізняється тим, що він додатково оснащений надставкою, встановленою в кільцевій канавці в робочій частині піддона й утримуваної в ній силою ваги, причому зовнішня і внутрішня поверхні надставки виконані за формою усічених пірамід, установлених одна в одну так, що менша основа більшої піраміди є більшою основою...
Попередній патент: Спосіб виготовлення газобетонних виробів
Наступний патент: Спосіб одержання фенілсемікарбазонів та проміжна сполука
Випадковий патент: Прилад для вимірювання діаметра стебел рослин льону-довгунця та конопель