Спосіб регулювання розмірів сортового прокату
Номер патенту: 114014
Опубліковано: 10.04.2017
Автори: Потап Олег Юхимович, Куваєв Володимир Миколайович, Зінченко Михайло Дмитрович, Бурчак Андрій Анатолійович, Бойко Олег Олександрович, Бешта Олександр Степанович, Єгоров Олександр Петрович

Формула / Реферат
Спосіб регулювання розмірів сортового прокату, який включає завдання мірної довжини стрижнів товарного прокату, встановлення розхилу валків клітей та прогнозування під час прокатки довжини готового прокату, що буде прокатаний з вихідної заготовки, який відрізняється тим, що при прогнозуванні довжини готового прокату контролюють розміри поперечного перерізу прокату за останньою чистовою кліттю, визначають об'єм прокату, що містить заготовка, з урахуванням якого визначають площу поперечного перерізу на виході чистової групи клітей, при якій довжина готового прокату, що прогнозується, буде кратна мірній довжині, та корегують відповідним чином розхили валків в останній і передостанній чистових клітях.
Текст
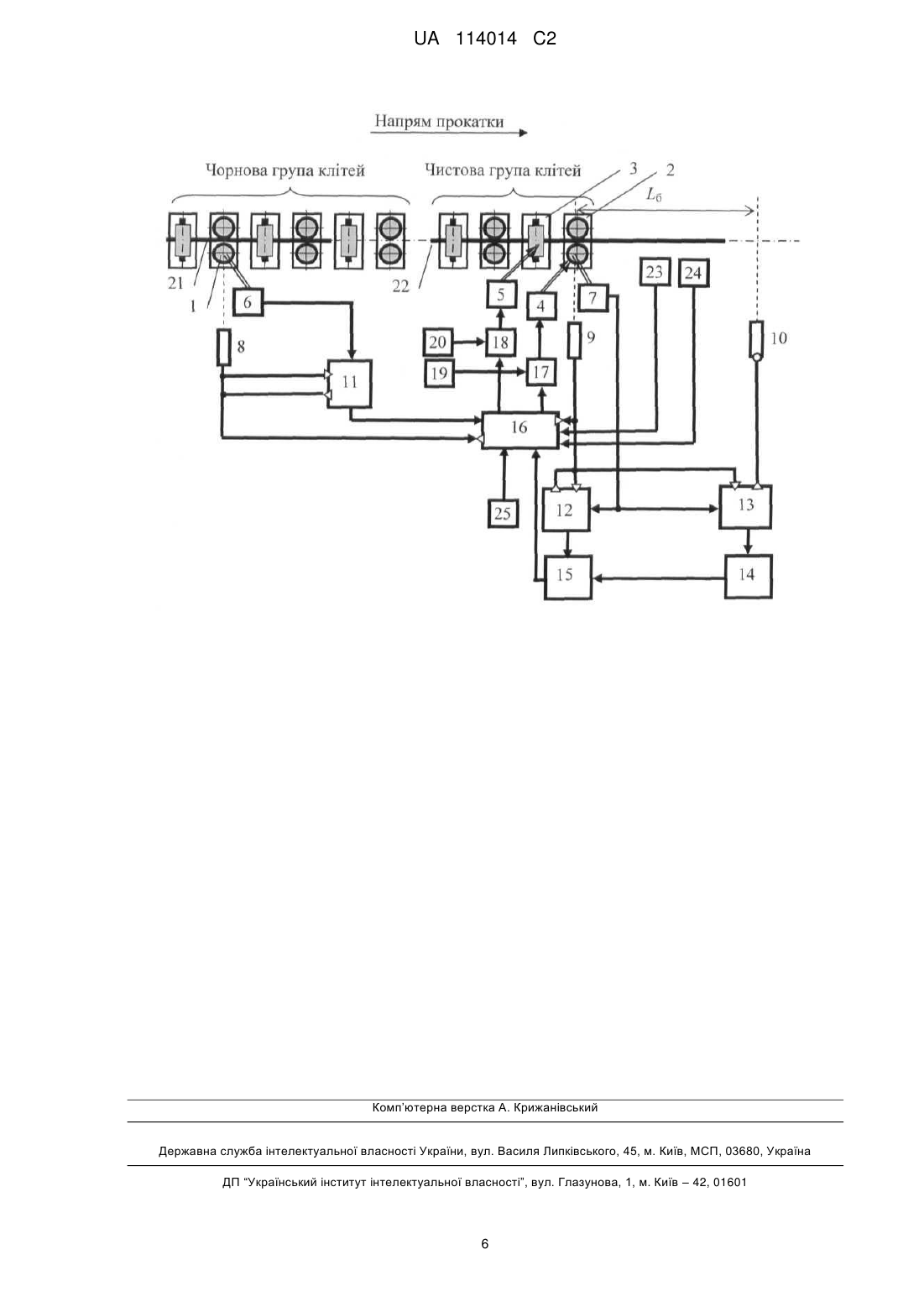
Реферат: Винахід належить до прокатного виробництва і може бути використаний на дрібносортних станах при виробництві прокату у стрижнях. Спосіб регулювання розмірів сортового прокату включає завдання мірної довжини стрижнів товарного прокату, встановлення розхилу валків клітей та прогнозування під час прокатки довжини готового прокату, що буде прокатаний з вихідної заготовки. При прогнозуванні довжини готового прокату контролюють розміри поперечного перерізу прокату за останньою чистовою кліттю, визначають об'єм прокату, що містить заготовка, з урахуванням якого визначають площу поперечного перерізу на виході чистової групи клітей, при якій довжина готового прокату, що прогнозується, буде кратна мірній довжині, та корегують відповідним чином розхили валків в останній і передостанній чистових клітях. Винаходом досягається можливість уникнути втрат металу на обрізь і немірні стрижні, що пов'язані з некратністю довжини прокату, що прокатується з однієї заготовки, мірної довжині. За рахунок цього знижується собівартість товарного прокату і запобігаються додаткові енерговитрати на повторне переплавлення металу обрізі. UA 114014 C2 (12) UA 114014 C2 UA 114014 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до прокатного виробництва і може бути використаний на безперервних сортових прокатних при реалізації розкрою прокату. Розміри товарної продукції, що виробляється на безперервних дрібносортних станах, регламентуються діючими стандартами та умовами замовлення. Обов'язково нормуються горизонтальний та вертикальний розміри перерізу прокату та довжина стрижнів товарного прокату. Для кожного нормованого розміру задають його мінімальне і максимальне значення (поле допусків). На безперервних сортових станах прокатку ведуть у клітях, які об'єднані у дві безперервні групи: чорнову та чистову. Іноді кількість груп клітей може бути і більшою. Розміри перерізу сортового прокату остаточно визначаються у двох останніх клітях чистової групи через встановлення потрібного зазору між валками клітей, а довжина товарних стрижнів - за результатами розкрою прокатаного металу. Розкрій прокатаного металу відбувається у дві стадії. Прокат, що виходить з останньої чистової кліті, розрізається летючими ножицями на відрізки (прутки) довжиною значно більше товарної довжини стрижнів (перша стадія розкрою). Відрізані від прокату прутки транспортуються до холодильника, де вони охолоджуються і транспортуються до стаціонарних ножиць для розкрою на мірні, тобто з довжиною згідно з замовленням, стрижні. Якщо в кінці розкрою прутка виникає стрижень немірної довжини, то він реалізується за зменшеною ціною, а короткі стрижні - за ціною металобрухту. З оглядом на забезпечення максимального виходу товарної мірної продукції у стрижнях необхідно забезпечити розміри перерізу прокату на виході з останньої кліті чистової групи у полі допусків, а ідеальний результат першої стадії розкрою повинен полягати у тому, щоб довжина усіх прутків на холодильнику була кратна мірній довжини стрижня. Такий результат першої стадії розкрою може бути досягнено тільки за умов того, що довжина прокату, який утворюється з заготовки, теж кратна мірній довжини стрижня. Відомим є спосіб регулювання розмірів перерізу на виході з останньої кліті безперервного сортового стана, який полягає у встановленні потрібного (заданого) розхилу валків в останній і передостанній чистових клітях з урахуванням обмежень на допуски на ці розміри та корекцію розхилу валків в останній і предостанній чистових клітях для регулювання розмірів перерізу готового прокату [Выдрин В.Н., Федосиенко А.С. Автоматизация прокатного производства. Учебник для вузов - М.: Металлургия, 1984. - 472 с.]. Недоліком цього способу є те, що він не забезпечує кратності довжини прокату, що утворюється з заготовки, мірній довжини стрижня. Найбільш близьким по технічній суті є спосіб управління розкроєм прокату на безперервному дрібносортному стані, що полягає у розрізанні прокату на виході з чистової групи клітей летючими ножицями на відрізки (прутки) такої довжини, що є кратною довжині мірного стрижня, у якому під час перебування заднього кінця заготовки у чорновій групі клітей здійснюють прогнозування довжини готового прокату, що буде прокатаний з даної заготовки, обчислюють довжину кінцевого немірного відрізку (прутка) та аварійними ножицями, які розміщені між чорновою та чистовою групами клітей, відрізають від заднього кінця заготовки цей кінцевий відрізок [Пат. 107908 Україна, МКИ В21В 37/70, В21В 37/72, В21В 1/18, B23D 25/00. Спосіб управління розкроєм прокату на безперервному дрібносортному стані / О.Ю. Потап, О.П. Єгоров, М.Ю. Кузьменко, О.С. Бешта, В.М. Куваєв, О.О. Бойко - № а201406350, Заявлено 10.06.2014; Опубл. 25.02.2015, Бюл. № 4, 2015 р.]. Недоліком цього способу є те, що він не запобігає непродуктивних втрат металу на обрізь, а лише змінює місце у технологічному процесі виробництва сортового прокату, де таки втрати виникають. В основу винаходу поставлена задача удосконалення способу регулювання розмірів сортового прокату, у якому введенням нових технологічних операцій досягається можливість уникнути втрат металу на обрізь і немірні стрижні, що пов'язані з некратністю довжини прокату, що прокатується з однієї заготовки, мірній довжині. За рахунок цього знижається собівартість товарного прокату і запобігаються додаткові енерговитрати на повторне переплавлення металу обрізі. Поставлена задача вирішується тим, що в способі регулювання розмірів прокату, який включає завдання мірної довжини стрижнів товарного прокату, встановлення розхилу валків клітей, прогнозування довжини готового прокату, що буде прокатаний з даної заготовки, який відрізняється тим, контролюють розміри перерізу прокату за останньою чистовою кліттю при прогнозуванні довжини прокату, визначають об'єм прокату, що містить заготовка, з урахуванням якого визначають площу перерізу на виході чистової групи клітей, при якій довжина готового прокату, що прогнозується, буде кратна мірній довжині, та корегують відповідним чином розхили валків в останній і предостанній чистових клітях. 1 UA 114014 C2 5 10 15 20 25 30 35 40 45 50 На кресленні наведена одна з можливих схем реалізації запропонованого способу. На кресленні представлені: чорнова група клітей з кліттю 1, чистова группа клітей з останньою кліттю 2 і передостанньою кліттю 3, системи пересування валків 4, 5, датчики обертів валків клітей 6, 7, датчики наявності прокату 8, 9, 10, лічильники обертів клітей з буферною пам'яттю 11, 12, 13, зворотно пропорційний блок 14, блок множення 15, обчислювальний блок 16, суматори 17, 18, задатчики розхилу валків 19, 20, прокат, що знаходиться у чорновій групі клітей 21, прокат, що знаходиться у чистовій групі клей 22, вимірювач вертикального розміру прокату 23, вимірювач горизонтального розміру прокату 24, задатчик мірної довжини 25. Прокат 21 послідовно проходить чорнову групу клітей, включаючи кліть 1, яка оздоблена датчиком обертів валків кліті 6, вихід якого підключено до лічильного входу лічильника обертів клітей з буферною пам'яттю 11, динамічні входи скиду і запису буферної пам'яті якого паралельно підключені до виходу датчика наявності прокату 8, який фіксує наявність/відсутність прокату 21 в кліті 1. Прокат 22 прокатується у клітях чистової групи клітей, включаючи останню кліть 2 і передостанню кліть 3 чистової групи клітей, які оздоблені системами пересування валків 4 і 5, відповідно, а кліть 2 ще й датчиком частоти обертів 7, вихід якого підключено до лічильних входів лічильників обертів клітей з буферною пам'яттю 12 і 13, динамічні входи скиду лічильників 12 і 13 і вхід запису до буферної пам'яті блока 12 підключено до виходу датчика наявносі прокату 9, який фіксує наявність/відсутність прокату 22 в кліті 2, а вхід запису до буферної пам'яті лічильника обертів клітей з буферною пам'яттю 13 підключено до інверсного виходу датчика наявносі прокату 10, який фіксує наявність/відсутність прокату 22 на базовій відстані L б за кліттю 2. Вихід лічильника обертів клітей з буферною пам'яттю 13 через зворотно пропорційний блок 14 з'єднано з входом блока множення, інший вхід якого з'єднаний з виходом лічильника обертів клітей з буферною пам'яттю 13, а вихід блока множення підключено до одного з входів обчислювального блока 16, інші статичні входи якого підключені до виходу лічильника обертів клітей з буферною пам'яттю 11, виходам блоків вимірювача вертикального розміру прокату 23 та вимірювача горизонтального розміру прокату 24 і задатчика мірної довжини 25, динамічні входи - до виходів датчиків наявності прокату 8 9, а виходи - роздільно до входів суматорів 17, 18, причому інший вхід суматора 17 підключено до виходу задатчики розхилу валків 19 кліті 2, а суматор 18 підключено до виходу задатчика розхилу валків 20 кліті 4. Вихід суматора 17 підключено до входу системи пересування валків 4 кліті 2, а вихід суматора 18 підключено до входу системи пересування валків 5 кліті 3. Спосіб регулювання розмірів сортового прокату здійснюється таким чином. Перед початком прокатки задають задатчиком розхилу валків 19, який забезпечує отримання потрібного номінального вертикального розміру прокату на виході з останньої кліті 2, а задатчиком розхилу валків 20 - номінального горизонтального розміру прокату на виході з останньої кліті 2. Система пересування валків 4 встановлює розхил валків кліті 2 відповідно до виходу задатчика розхилу валків 19, а система пересування валків 5 встановлює розхил валків кліті 3 відповідно до виходу задатчика розхилу валків 20. При появі прокату 21 у кліті 1 чорнової групи на виході датчика наявності прокату 8 з'являється сигнал наявності прокату, по передньому фронту якого лічильник блока 11 встановлюється у нуль, а вихід цього блока, що визначається вмістом буферної пам'яті, залишається незмінним доки прокат 21 знаходиться в кліті 1. Протягом цього часу вміст лічильника блока 11 накопичується завдяки імпульсам, які надходять на лічильний вхід даного блока з виходу датчика 6 частота яких пропорційно частоті обертів кліті 1. Чим довший прокат 21, тим більший час буде він проходити перетин кліті 1, і тим більше число обертів зробить за цей час кліть 1. Вихід прокату 21 з кліті 1 супроводжується спаданням сигналу на виході датчика наявності прокату 8 в нуль, і цей спад приводить до збереження вмісту лічильника блока 11 в його буферній пам'яті. Таким чином, вміст буферної пам'яті блока 11 – K11 , буде пропорційнім довжині прокату 21 у перерізі кліті 1: K 11 k 1 lп _ 1 , 55 (1) де: lп _ 1 довжина прокату 21 у перерізі кліті 1, k 1 - коефіцієнт пропорційності числа обертів довжині прокату для кліті 1. Спадання сигналу на виході датчика наявності прокату 8 при прокатці першої заготовки реєструється також і обчислювальним блоком 16, але не приводить до ініціації 2 UA 114014 C2 5 10 обчислювального процесу оскільки виходи лічильника обертів клітей з буферною пам'яттю 12 і, відповідно, блока множення 15 до завершення прокатки першої заготовки дорівнюють нулю. Потім прокат надходить у чистову групу клітей - прокат 22. При появі прокату у перерізі останньої кліті 2 на виході датчика наявності прокату 9 з'являється сигнал наявності прокату, по передньому фронту якого лічильники блоків 12 і 13 встановлюються у нуль, а виходи цих блоків, що визначаються вмістом буферної пам'яті, залишаються незмінним. Після цього вміст лічильників 12 і 13 накопичується, і він буде пропорційним поточній довжині прокату 22 між його переднім торцем і перетином кліті 2. При досягненні переднім торцем прокату 22 перетину датчика наявності прокату 10 на його інверсному виході сигнал наявності прокату спадає у нуль, і цей спад призводить до збереження вмісту лічильника блока 13 в його буферній пам'яті. Таким чином, вміст буферної пам'яті блока 13 - K13 , буде пропорційнім довжині прокату 22 між перетином кліті 1 і перетином датчика наявності прокату 10, тобто базовій довжині L6: K13 k 2 L б , (2) 15 де k 2 - коефіцієнт пропорційності числа обертів довжині прокату для кліті 2. Вміст буферної пам'яті блока 13 поступає на вхід зворотно пропорційного блока 14, де обчислюється відношення постійного числа, що дорівнює базовій довжині L б , до коду на виході блока 13. Тобто, на виході блока 14 маємо код K14 , що дорівнює: 20 K 14 25 Lб 1 , K 13 k 2 буде зворотний коефіцієнту пропорційності числа обертів довжині прокату для кліті 2. Вихід прокату 22 з кліті 2 супроводжується спаданням сигналу на виході датчика наявності прокату 9 в нуль, і цей спад приводить до збереження вмісту лічильника блока 12 в його буферній пам'яті. Таким чином, вміст буферної пам'яті блока 12 - K12 , буде пропорційним довжині прокату 22 у перерізі кліті 2, тобто кінцевій довжині прокату, що буде отримана з заготовки - L п : K12 k 2 Lп , 30 45 (5) тобто рівним довжині прокату. Крім того, спаданням сигналу на виході датчики наявності прокату 9 реєтрується обчислювальним блоком 16 і ініціює розрахунок коефіцієнта прогнозування довжини проката при поточних розхилах валків клітей 2 і 3 - K прг : K прг 40 (4) при цьому на виході блока множення 15 з'являється сигнал K15 , що є результатом множення вихідних сигналів блоків 12 і 14: K15 K12 K14 Lп 35 (3) Lп , K 11 (6) та обчислення площі прокату на виході кліті 2 - S п , за вертикальним - Hв , і горизонтальним - Н г , розмірами прокату, що вимірюються блоками 23 і 24 відповідно, виходи яких підключено до входів обчислювального блока 16. Обчислення площі здійснюється в залежності від профілю, що прокатується. Так, при прокатці круглого профілю обчислення здійснюється за формулою площі еліпсу з осями, рівними вертикальному і горизонтальному розмірам, що вимірюється, а при прокатці квадратного профілю чи смуги - за формулою площі прямокутника. Як правило, площа перерізу сортового профілю пропорційна добутку цих величин: Sп k прф Нв Нг , (7) 3 UA 114014 C2 5 де k прф - коефіцієнт пропорційності для профілю, що прокатується. При появі нового прокату 21 у кліті 1 чорнової групи на виході датчика наявності прокату 8 з'являється сигнал наявності прокату, по передньому фронту якого лічильник блока 11 встановлюється у нуль, а вихід цього блока, що визначається вмістом буферної пам'яті, залишається незмінним доки прокат 21 знаходиться в кліті 1. Вихід прокату 21 з кліті 1 супроводжується спаданням сигналу на виході датчики наявності прокату 8 в нуль і цей спад приводить до збереження вмісту лічильника блока 11 в його буферній пам'яті, який буде пропорційнім довжини прокату 21 у перерізі кліті 1 (див. (1)): 10 K 11 k 1 lп _ 1 . (8) Спадання сигналу на виході датчика наявності прокату 8 реєструється також і обчислювальним блоком 16 і ініціює прогнозування довжини прокату 1 після його прокатки у чистовій групі клітей: 15 L прг K 11 K прг , (9) та зіставляють цю довжину з мірною довжиною, що надходить у обчислювальний блок 16 з задатчика мірної довжини 25, прогнозуючи кратність довжини, що була спрогнозована, мірній довжині - K м , та немірний залишок в прокаті - Lнм : 20 L прг Kм , lм L нм L прг K м lм , 25 35 (11) де lм - мірна довжина, що задається задатчиком мірної довжини 25, - операція округлення до меньшого цілого. Якщо Lнм не дорівнює нулю, то це означає, що при подальшому розкроюванні прокату будуть втрати металу на обрізь. Тому в пристрої, відповідно до винаходу, в обчислювальному блоці 16, визначають об'єм металу, що містить прокат 21 - Qп : Qп L прг Sп 30 (10) (12) і визначається площа перерізу на виході чистової групи клітей, при якій довжина готового прокату, що прогнозується, буде кратна мірній довжині - Sп _ м . Після цього корегують розчини валків останньої кліті 2 і передостанньої кліті 3 з урахуванням поточних значень корекцій розхилу валків клітей 2 та 3 таким чином. Коли корекція розхилу валків клітей 2 та 3, що формує обчислювальний блок 16 на виходах, які підключені до суматорів 17 та 18 відповідно - h 2 , h 3 дорівнюють нулю (при прокатці першої заготовки вони дорівнюють нулю), то, якщо немірний залишок L нм від'ємні значення корекцій розхилу валків так, щоб: Sп _ м k прф Hв h 2 Hг h3 40 Qп , K м 1 lм та виконувалася пропорція: Hв h2 Hв , Hг h3 Hг (14) 4 lм , встановлюють 2 (13) UA 114014 C2 а якщо L нм lм , то встановлюють позитивні значення корекцій розхилу валків так, щоб: 2 Sп _ м k прф Hв h 2 Hг h3 5 Qп , K м lм (15) та виконувалася пропорція (14). Коли корекції розхилу валків кліті 2 та 3, що сформував обчислювальний блок 16 після закінчення прокатки прокату 22 - h 2 _ 0 , h3 _ 0 , позитивні, то встановлюють значення корекцій розхилу валків так, щоб: K Qп l , м 1 м (16) (18) Sп _ м k прф Hв h2 h2 _ 0 Hг h3 h3 _ 0 10 та виконувалася пропорція: Hв h 2 h 2 _ 0 Hг h3 h3 _ 0 Hв Hг (17) а коли негативні, то: Sп _ м k прф Hв h2 h2 _ 0 Hг h3 h3 _ 0 Qп , K м lм 15 та виконувалася пропорція (18). Такий розрахунок корекцій розхилу валків кліті 2 та 3 забезпечує площу перерізу Sп _ м найбільш близьку до площини перерізу S п при нульових значеннях корекцій розхилу валків (при 20 25 30 35 40 h2 0 , h3 0 ). Ці корекції сумуються в суматорах 17 та 18 з завданням на розхил валків, що надходять з задатчиків розхилу валків 19 та 20, та через системи пересування валків 4 та 5 клітей 2 та 3 змінюють розхил валків цих клітей таким чином, щоб довжина прокату 21 після прокатки його у чистовій групі клітей була кратна мірній довжині. Сукупність істотних ознак дозволяє одержати технічний результат завдяки іншому способу регулювання розмірів прокату, а саме через встановлення таких розхилів валків в останній і передостанній чистових клітях, при яких довжина прокату, що прокатується з заготовки, буде кратна мірній довжині. Таким чином виключаються втрати металу на обрізь, що виникають внаслідок некратності довжини прокату мірній довжині. ФОРМУЛА ВИНАХОДУ Спосіб регулювання розмірів сортового прокату, який включає завдання мірної довжини стрижнів товарного прокату, встановлення розхилу валків клітей та прогнозування під час прокатки довжини готового прокату, що буде прокатаний з вихідної заготовки, який відрізняється тим, що при прогнозуванні довжини готового прокату контролюють розміри поперечного перерізу прокату за останньою чистовою кліттю, визначають об'єм прокату, що містить заготовка, з урахуванням якого визначають площу поперечного перерізу на виході чистової групи клітей, при якій довжина готового прокату, що прогнозується, буде кратна мірній довжині, та корегують відповідним чином розхили валків в останній і передостанній чистових клітях. 5 UA 114014 C2 Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21B 37/70, B21B 37/58
Мітки: регулювання, розмірів, спосіб, сортового, прокату
Код посилання
<a href="https://ua.patents.su/8-114014-sposib-regulyuvannya-rozmiriv-sortovogo-prokatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб регулювання розмірів сортового прокату</a>
Спосіб регулювання розмірів сортового прокату
Номер патенту: 106273
Опубліковано: 25.04.2016
Автори: Бурчак Андрій Анатолійович, Потап Олег Юхимович, Бойко Олег Олександрович, Куваєв Володимир Миколайович, Зінченко Михайло Дмитрович, Бешта Олександр Степанович, Єгоров Олександр Петрович
МПК: B21B 37/72, B21B 37/70
Мітки: сортового, розмірів, регулювання, прокату, спосіб
Формула / Реферат:
Спосіб регулювання розмірів сортового прокату, який включає завдання мірної довжини стрижнів товарного прокату, встановлення розхилу валків клітей, прогнозування довжини готового прокату, що буде прокатаний з даної заготовки, який відрізняється тим, що контролюють розміри перерізу прокату за останньою чистовою кліттю при прогнозуванні довжини прокату, визначають об'єм прокату, що містить заготовка, з урахуванням якого визначають площу...
Спосіб виробництва сортового прокату
Номер патенту: 103577
Опубліковано: 25.10.2013
Автори: Горбаньов Аркадій Олексійович, Лещенко Олександр Іванович, Лохматов Олександр Павлович, Воробей Сергій Олександрович, Токмаков Павло Вадимович, Раздобрєєв Валерій Гурійович
МПК: B21B 37/46, B21B 1/26
Мітки: виробництва, сортового, прокату, спосіб
Формула / Реферат:
Спосіб виробництва сортового прокату, що включає нагрівання заготовки до температури початку прокатки, послідовну деформацію розкату в привідній-непривідній-привідній клітях, який відрізняється тим, що в непривідній кліті розкат деформують в чотиривалковому замкнутому калібрі, при цьому співвідношення частот обертання валків привідних клітей визначають із залежності:
Спосіб виробництва сортового прокату і катанки
Номер патенту: 87573
Опубліковано: 27.07.2009
Автори: Кекух Анатолій Володимирович, Спіняков Віктор Костянтинович, Лисенко Віктор Володимирович, Токмаков Павло Вадимович, Шеремет Володимир Олександрович, Лясов Володимир Григорович, Жучков Сергій Михайлович, Вакуленко Сергій Миколайович, Щур Віталій Андрійович, Лєщенко Олександр Іванович, Полуновський Ісаак Євсійович
МПК: B21B 1/16
Мітки: катанки, спосіб, прокату, сортового, виробництва
Формула / Реферат:
1. Спосіб виробництва сортового прокату і катанки, що включає прокатку вихідної заготовки в клітях чорнової, проміжної і чистової груп, а також у дротовому блоці із заданими ступенями деформації і коефіцієнтами витяжки металу в кожній кліті стана, коефіцієнтами загальної витяжки металу в групах клітей стана і дротовому блоці, загальним коефіцієнтом витяжки металу на стані до одержання готового прокату, який відрізняється тим, що прокатку в...
Спосіб одержання сортового прокату
Номер патенту: 81209
Опубліковано: 10.12.2007
Автори: Туник Олег Анатолійович, Северенчук Андрій Станіславович, Трухін Микола Олексійович, Шенфельд Гліб Глібович
МПК: B21B 1/00
Мітки: спосіб, одержання, сортового, прокату
Формула / Реферат:
1. Спосіб одержання сортового прокату, що включає одержання готового профілю шляхом пластичної деформації металу у системах калібрів при температурі не нижче температури нижньої критичної точки фазових перетворень, причому хоча б один раз у парі калібрів один із яких є пластовим, а наступний за ним - ребровим, у вказаному пластовому калібрі одержують прямокутний або близький до прямокутного переріз, із частковою або сумарною відносною...
Спосіб одержання сортового прокату
Номер патенту: 80084
Опубліковано: 10.08.2007
Автор: Нечепоренко Володимир Андрійович
Мітки: одержання, спосіб, сортового, прокату
Формула / Реферат:
Спосіб одержання сортового прокату, що включає пластичну деформацію металу при температурі не нижче температури нижньої критичної точки фазових перетворень, в якому деформацію металу здійснюють не менше двох разів у калібрах, один із яких є пластовим, при цьому в пластових калібрах отримують прямокутний або близький до прямокутного переріз, зі стрілою прогину по описаному прямокутнику, яка не перевищує 0,25 розміру по меншій осі та 0,15...
Попередній патент: Цілевказівник для протипожежних та рятувальних засобів
Наступний патент: Пептид
Випадковий патент: Вогнезахисний склад для деревини