Спосіб виготовлення температурочутливого елемента
Номер патенту: 115180
Опубліковано: 25.09.2017
Автори: Кудрявцев Юрій Васильович, Коваль Юрій Миколайович, Бублей Ірина Роальдівна, Неганов Леонід Михайлович

Формула / Реферат
Спосіб виготовлення температурочутливого елемента зі сплавів з ефектом пам'яті форми, що включає гартування елемента з β-області, його деформацію, фіксування елемента в деформованому стані з наступним відпуском, який відрізняється тим, що деформацію елемента здійснюють розтягуванням на 0,5-5,0 % при температурі, нижче точки кінця прямого мартенситного перетворення (Мк) в інтервалі Мк-X, де X=1-60 °C, позначають на елементі «додатні» (N+1, N+2, N+3… N+n) та "від'ємні" (L-1, L-2… L-n) ділянки при температурі Мк, які чергуються по його довжині, де n - порядковий номер «додатної» та «від'ємної» ділянок елемента, піддають циклічному ступінчатому пресуванню ділянки (L-1, L-2… L-n) під тиском 0,5-500 МПа при температурі Мк-X, де X=1-60 °C, починаючи з першої ділянки (L-1), збільшуючи з кожною наступною «від'ємною» ділянкою число циклів і величину навантаження від 0,5 до 50 МПа, фіксують геометричну форму «від'ємних» ділянок елемента, а відпуск елемента здійснюють при температурах 250-300 °C впродовж 20-30 хвилин, після чого знімають фіксацію і здійснюють нагрівання до температури 400 °C з витримкою 10-25 секунд.
Текст
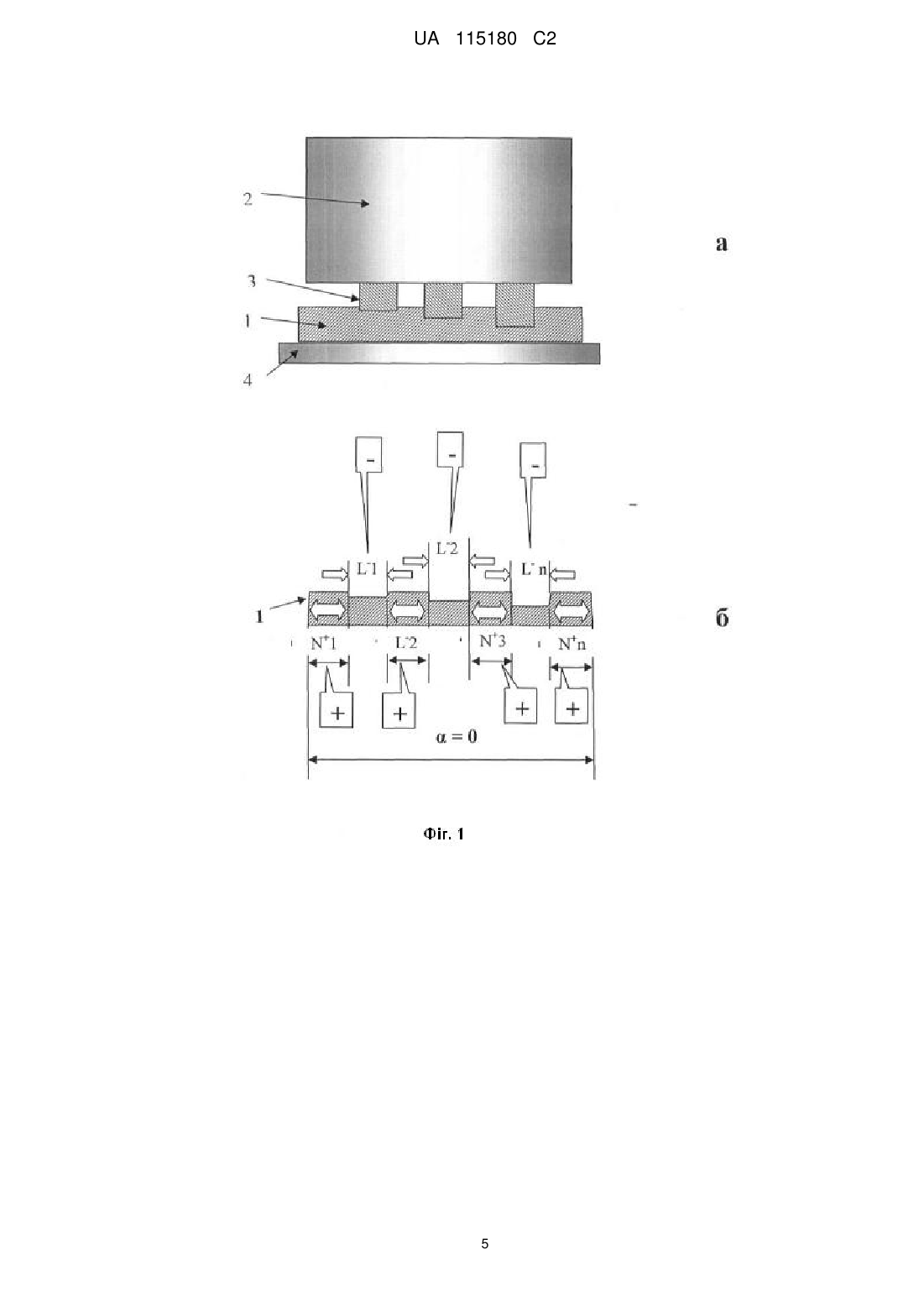
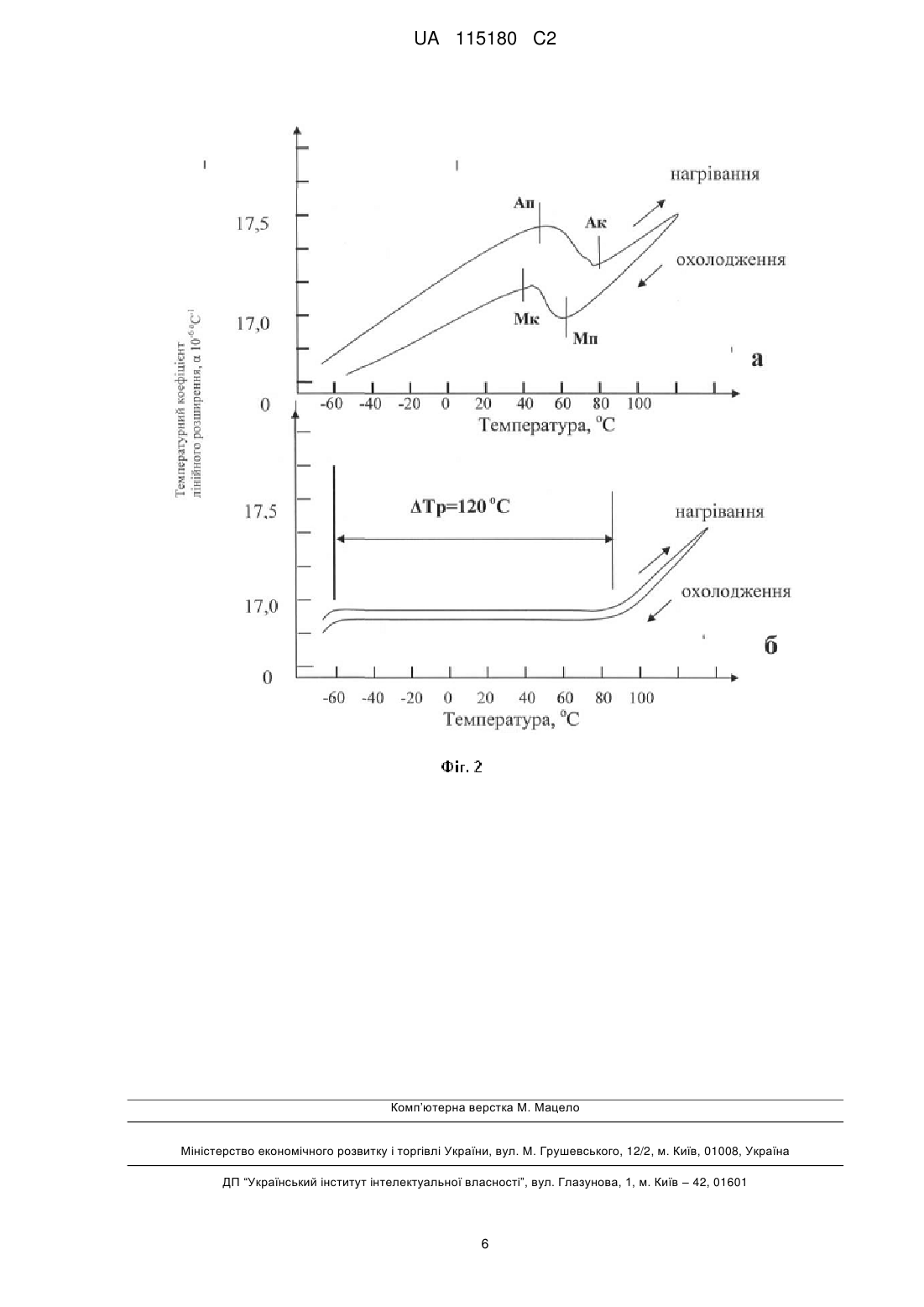
Реферат: Винахід належить до галузі металургії, а саме - до способу виготовлення температурочутливого елемента зі сплавів з ефектом пам'яті форми. Спосіб включає гартування елемента з β-області, його деформацію, фіксування елемента в деформованому стані з наступним відпуском, причому деформацію елемента здійснюють розтягуванням на 0,5-5,0 % при температурі, нижче точки кінця прямого мартенситного перетворення (Мк) в інтервалі Мк-X, де X=1-60 °C, + + + + позначають на елементі "додатні" (N 1, N 2, N 3… N n) та "від'ємні" (L 1, L 2… L n) ділянки, при температурі Мк, які чергуються по його довжині, де n - порядковий номер "додатної" та "від'ємної" ділянок елемента, піддають циклічному ступінчатому пресуванню ділянки (L 1, L 2… L n) під тиском 0,5-500 МПа при температурі Мк-X, де X=1-60 °C, починаючи з першої ділянки (L 1), збільшуючи з кожною наступною "від'ємною" ділянкою число циклів і величину навантаження від 0,5 до 50 МПа, фіксують геометричну форму "від’ємних" ділянок елемента, відпуск здійснюють при температурах 250-300 °C впродовж 20-30 хвилин, після чого знімають фіксацію і здійснюють нагрівання до температури 400 °C з витримкою 10-25 секунд. Винахід забезпечує розширення робочого інтервалу температур температурочутливого елемента до 120 ºС при одночасному зменшенні величини ТКЛР до нульового значення, підвищення надійності роботи оптичної системи приладу з цим температурочутливим елементом та покращення якості зображення такої оптичної системи. UA 115180 C2 (12) UA 115180 C2 UA 115180 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до галузі металургії, зокрема до способів виготовлення температурочутливого елемента (далі - ТЧЕ) зі сплавів з ефектом пам'яті форми, зокрема на основі системи мідь-алюміній, і може бути використаний в системах термокомпенсації теплового розширення вузлів оптичних систем та деталей, а також в оптичних навігаційних приладах з високими показниками розв'язання зображень (мікроскопах, телескопах, оптичних прицілах, далековімірювачах, проекційних та знімальних апаратах, спектрометрах, спектрографах та ін.). Відомий спосіб виготовлення температурочутливого елемента зі сплаву системи мідьалюміній-нікель, що включає деформування для надання заданої форми, з наступним гартуванням від температури 900 С [Авторське свідоцтво СРСР № 330359, МПК G01K 11/00, 1970]. Недоліками відомого способу є: малий робочий інтервал температур (ΔΤp=35-40 °C), обумовлений обмеженою областю температур зворотного мартенситного перетворення (А п-Ак); низька точність компенсації температурного коефіцієнту лінійного розширення α (далі -ТКЛР) оптичних систем, що призводить до дрейфу фокусної відстані в оптичних системах та спричиняє розмиття зображення. Мінімальна величина ТКЛР для вказаного робочого інтервалу -6 -1 температур температурочутливого елемента (ΔΤp) становить α=12,3·10 град. . Окрім цього, недоліком способу є те, що виготовлений температурочутливий елемент не може самостійно змінювати геометричну форму при охолодженні у інтервал температур прямого мартенситного перетворення (Мп-Мк). Для цього потрібно застосовувати зовнішню силу, у зв'язку з чим елемент додатково споряджають вузлом направленого навантаження, що ускладнює конструкцію елемента і знижує надійність його роботи. Під робочим інтервалом температур температурочутливого елемента (ΔТр), слід розуміти різницю температур між температурою кінця зворотного мартенситного перетворення (А к) і температурою кінця прямого мартенситного перетворення (Мк), в якому відбувається відновлення початкової форми при нагріванні до точки Ак і наступне відновлення початкової форми температуро чутливого елемента при охолодженні до точки М к. Найбільш близьким за технічною суттю та результатом, що досягається, до способу, що заявляється, є спосіб виготовлення температурочутливого елемента зі сплавів з ефектом пам’яттю форми, що включає гартування з β-області, деформацію в області пружних напружень при температурі, що перевищує точку кінця зворотного мартенситного перетворення, фіксування елемента в деформованому стані з подальшим відпуском при 150-300 °C впродовж від 5 хвилин до 3 годин (Авторське свідоцтво СРСР № 606894, МПК С22F 1/00, 1978). Недоліками відомого способу є: малий робочий інтервал температур (ΔΤp=40 °C), високий -6 ТКЛР величина якого для вказаного робочого інтервалу температур становить α=16,8·10 -1 град. . В основу винаходу поставлено задачу розробити спосіб виготовлення температурочутливого елемента зі сплавів з пам’яттю форми шляхом деформації ТЧЕ розтягуванням при температурі, нижче точки кінця прямого мартенситного перетворення (М к) в + + + + інтервалі Мк-X, де X=1-60 °C), позначення на ТЧЕ «додатних» (N 1, N 2, N 3… N n,) і «від'ємних» (L 1, L 2… L n) ділянок, при температурі Мк, які чергуються по його довжині, циклічного ступінчатого пресування ділянок (L 1, L 2… L n) та наступної термічної обробки ТЧЕ, внаслідок чого вдається розширити робочий інтервал температур (ΔΤp=120 °C) ТЧЕ при одночасному зменшенні величини ТКЛР до нульового значення (α=0), що підвищує надійність роботи оптичної системи та покращує якість зображення. Поставлена задача вирішується тим, що в способі виготовлення температурочутливого елемента зі сплавів з ефектом пам'яті форми, що включає гартування елемента з β-області, його деформацію, фіксування елемента в деформованому стані з наступним відпуском. згідно з винаходом, деформацію елемента здійснюють розтягуванням на 0,5-5,0 % при температурі, нижче точки кінця прямого мартенситного перетворення (Мк) в інтервалі Мк-X, де X=1-60 °C, + + + + позначають на елементі «додатні» (N 1, N 2, N 3… N n) та «від'ємні» (L 1, L 2… L n) ділянки, при температурі Мк, які чергуються по його довжині, де n - порядковий номер «додатної» та «від'ємної» ділянки елемента, піддають циклічному ступінчатому пресуванню ділянки (L 1, L 2… L n) під тиском 0,5-500 МПа при температурі Мк-X, де X=1-60 °C, починаючи з першої ділянки (L 1), збільшуючи з кожною наступною «від'ємною» ділянкою число циклів і величину навантаження від 0,5 до 50 МПа, фіксують геометричну форму «від’ємних» ділянок елемента, а відпуск здійснюють при температурах 250-300 °C впродовж 20-30 хвилин, після чого знімають фіксацію і здійснюють нагрівання до температури 400 °C з витримкою 10-25 секунд. Суть винаходу ілюструється фігурами 1, 2, на яких наведено: 1 UA 115180 C2 5 10 15 20 25 30 35 40 45 50 55 60 - Фіг. 1а - процес циклічного ступінчастого пресування (1 - температурочутливий елемент, 2 верхня пресувальна головка, 3 - пуансон, 4 - робочий стіл); - Фіг. 1б - схема позначення «додатних» та «від’ємних» ділянок температуро чутливого елемента; - Фіг. 2а - дилатометрична крива для сплаву Сu - 12,2 мас. %, Аl - 3,1 мас. %, Со - до проведення операцій за способом; Фіг. 2б - дилатометрична крива для температурочутливого елемента сплаву Сu - 12,2 мас. %, Аl - 3,1 мас. %, Со - після проведення операцій за способом. Реалізація запропонованого способу виготовлення температурочутливого елемента відбувається за рахунок наступних чинників. Деформацію всього елемента здійснюють розтягуванням на 0,5-5,0 %, при температурі нижче температури кінця прямого мартенситного перетворення (Мк) в інтервалі Мк-X, де X=160 °C, що створює початковий стискуючий стан в матеріалі елементу зі знаком мінус («-») в умовах оптимального рівня напруг при пластичній деформації. Деформація розтягуваням більше 5,0 %, елемента в інтервалі температур вище Мк викликає появу залишкової деформації та мережі тріщин, а також передчасне руйнування матеріалу елемента, оскільки деформація відбувається в умовах протікання кінця прямого мартенситного перетворення (М к) з ослабленими міжатомними зв'язками. Деформація елемента розтягуванням менше 0,5 % в інтервалі температур нижче Мк-X, де X=1-60 °C викликає появу реактивних напруг, які формують специфічний напружений стан в матеріалі елемента і легко усуваються при нагріванні вище температури кінця зворотного мартенситного перетворення (Ак). + + + + Позначання на елементі «додатних» (N 1, N 2, N 3… N n,) та «від'ємних» (L 1, L 2… L n) ділянок, що чергуються по його довжині (див. Фіг. 1б), забезпечує нульове значення теплового розширення температурочутливого елемента (α=0) за рахунок компенсації теплового розширення «додатних» ділянок, які подовжуються при їх нагріванні вище точки (А к) «від'ємними» ділянками, які стискаються при їх нагріванні вище точки (А к). При охолодженні елемента від точки кінця зворотного мартенситного перетворення (Ак) до точки початку зворотного мартенситного перетворення (Ап) знаки на ділянках змінюються на протилежні. Циклічне ступінчате пресування «від'ємних» ділянок елемента під тиском 0,5-500 МПа при температурі Мк-X, де X=1-60 °C (див. Фіг. 1а) забезпечує оптимальне зростання внутрішніх напружень в елементі через регламентоване і поступове навантаження матеріалу елемента при кожному циклі в межах тиску 0,5-50 МПа, що перешкоджає розвитку руйнівних процесів на межах зерен після кожного циклу. Навантаження матеріалу елемента менше тиску 0,5 МПа стримує розвиток генеруючих напруг, що формують зворотну пам'ять форми. Навантаження матеріалу елемента більше тиску 50 МПа викликає появу мережі тріщин по межах зерен. Навантаження під тиском 0,5-500 МПа починаючи з першої ділянки (L 1), і поступове збільшення з кожною наступною ділянкою числа циклів і величини навантаження від тиску 0,5 до тиску 50 МПа, починаючи з першого мінімального навантаження (до тиску 50 МПа ділянки L 1) і закінчуючи максимальною величиною навантаження під тиском 500 МПа останньої ділянки (L n) формує градієнтний напружений внутрішній стан між двома ділянками з протилежними знаками деформації. Навантаження під тиском більше 500 МПа сприяє розвитку руйнівних процесів на межах зерен. Відпуск при температурі 250-300 °C впродовж 20-30 хвилин формує відповідну зворотну деформацію кожної ділянки при генерації пружних напруг в матеріалі елемента. При відпуску за температури менше 250 °C впродовж менше 20 хвилин реактивні напруги незначні і недостатні для розвитку стійкої зворотної деформації, а відпуск при температурі більше 350 °C впродовж більше ніж 30 хвилин призводить до руйнування елемента. Нагрівання до температури 400 °C з витримкою 10-25 секунд стабілізує рівень зворотної деформації виготовленого температурочутливого елемента. Витримка менше 10 секунд не достатня для прогріву елемента, а більше 25 секунд викликає передчасну зміну заданих властивостей елемента. Винахід ілюструється наступними прикладами процесу виготовлення температурочутливого елемента. Приклад 1 1. Зі сплаву, з ефектом пам'яті форми, складу Сu - 12,2 мас. %, Аl - 3,1 мас. %, Со вирізають елемент у вигляді пластини розмірами: 0,8 x 5,0 x 50,0 мм. 2. Гартують елемент від 910 °C у 10 % водний розчин NaCl. 3. Визначають критичні точки мартенситного перетворення методом дилатометрії: Мп - початок прямого мартенситного перетворення … 60 °C; Мк - кінець прямого мартенситного перетворення … 40 °C; Ап - початок зворотного мартенситного перетворення … 50 °C; 2 UA 115180 C2 5 10 15 20 25 30 35 40 45 50 55 60 Ак - кінець зворотного мартенситного перетворення … 80 °C. 4. Деформацію всієї заготовки здійснюють розтягуванням на 0,5 %, при температурі 20 °C. + + + + 5. Позначають на елементі «додатні» (N 1, N 2, N 3… N n,) та «від'ємні» (L 1, L 2… L n) ділянки, що чергуються по його довжині, при температурі 40 °C. 6. На стандартному пресовому обладнанні пресують «від'ємні» ділянки елемента під тиском 200 МПа при температурі 30 °C, починаючи з першої ділянки (L 1), і поступово збільшують з кожною наступною ділянкою число циклів і величину навантаження тиску від 0,5 до тиску 50 МПа, починаючи з першого мінімального навантаження (до тиску 50 МПа) і закінчуючи максимальною величиною навантаження під тиском 500 МПа останньої ділянки (L n) по довжині елемента. 7. Будь-яким способом фіксують геометричну форму «від'ємних» ділянок елемента. 8. Здійснюють відпуск при температурі 250 °C впродовж 20 хвилин. 9. Знімають фіксацію та нагрівають елемент до температури 400 °C з витримкою 10 секунд. Аналіз дилатометричних кривих температурочутливого елемента (Фіг. 2а,б) показує, що при нагріванні вище температури початку зворотного мартенситного перетворення (А п) ТКЛР елемента починає зменшуватись, змінюючи знак з позитивного "+" на від'ємний "-", але після досягнення температури кінця зворотного мартенситного перетворення (Ак) знову змінює знак на позитивний "+". Аналогічно, при охолодженні температурочутливого елемента ТКЛР, досягнувши температури початку мартенситного перетворення (М п) змінює знак з від'ємного "-" на позитивний "+". Μомент зміни знаку характеризується протилежним напрямком деформації та нульовим значенням ТКЛР (α=0). Робочий інтервал температур (ΔΤp) температурочутливого елемента становить 120 °C. Приклад 2 1. Зі сплаву, з ефектом пам'яті форми, складу Сu - 12,8 мас. %, Аl - 2,0 мас. %, Ni вирізають елемент у вигляді пластини розмірами: 0,8 x 5,0 x 50,0 мм. 2. Гартують елемент від 910 °C у 10 % воднодному розчині NaCl. 3. Визначають критичні точки мартенситного перетворення методом дилатометрії: Мп - початок прямого мартенситного перетворення … 70 °C; Мк - кінець прямого мартенситного перетворення … 35 °C; Ап - початок зворотного мартенситного перетворення … 40 °C; Ак - кінець зворотного мартенситного перетворення … 85 °C. 4. Деформацію всієї заготовки здійснюють розтягом на 3,0 %, при температурі 10 °C. + + + + 5. Позначають на елементі «додатні» (N 1, N 2, N 3… N n,) та «від'ємні» (L 1, L 2… L n) ділянки, що чергуються по його довжині, при температурі 35 °C. 6. На стандартному пресовому обладнанні пресують «від'ємні» ділянки елемента під тиском 300 МПа при температурі 25 °C, починаючи з першої ділянки (L 1), і поступово збільшують з кожною наступною ділянкою число циклів і величину навантаження тиску від 0,5 до тиску 50 МПа, починаючи з першого мінімального навантаження (до тиску 50 МПа і закінчуючи максимальною величиною навантаження під тиском 500 МПа останньої ділянки (L n) по довжині елемента. 7. Будь-яким способом фіксують геометричну форму «від'ємних» ділянок елемента. 8. Здійснюють відпуск при температурі 270 °C впродовж 20 хвилин. 9. Знімають фіксацію та нагрівають елемент до температури 400 °C з витримкою 20 секунд. Вигляд дилатометричних кривих температурочутливого елемента є подібним до кривих, наведених у Прикладі 1 (див. Фіг. 2а,б). Приклад 3 1. Зі сплаву, з ефектом пам'яті форми, складу Сu - 13,0 мас. %, Аl - 3,0 мас. %, Μn вирізають елемент у вигляді пластини розмірами: 0,8 x 5,0 x 50,0 мм. 2. Гартують елемент від 910 °C у 10 % водному розчині NaCl. 3. Визначають критичні точки мартенситного перетворення методом дилатометрії: Мп - початок прямого мартенситного перетворення … 50 °C; Мк - кінець прямого мартенситного перетворення … 20 °C; Ап - початок зворотного мартенситного перетворення … 60 °C; Ак - кінець зворотного мартенситного перетворення … 90 °C. 4. Деформацію всієї заготовки здійснюють розтягом на 4,0 %, при температурі -40 °C. + + + + 5. Позначають на елементі «додатні» (N 1, N 2, N 3… N n) та «від'ємні» (L 1, L 2… L n) ділянки, що чергуються по його довжині, при температурі 20 °C. 6. На стандартному пресовому обладнанні пресують «від'ємні» ділянки елемента під тиском 350 МПа при температурі 10 °C, починаючи з першої ділянки (L 1), і поступово збільшують з кожною наступною ділянкою число циклів і величину навантаження тиску від 0,5 до тиску 50 3 UA 115180 C2 5 10 15 20 25 МПа, починаючи з першого мінімального навантаження 0,5 до тиску 50 МПа і закінчуючи максимальною величиною навантаження під тиском 500 МПа останньої ділянки (L n) по довжині елемента. 7. Будь-яким способом фіксують геометричну форму «від'ємних» ділянок елемента. 8. Здійснюють відпуск при температурі 300 °C впродовж 30 хвилин. 9. Знімають фіксацію та нагрівають елемент до температури 400 °C з витримкою 10 секунд. Вигляд дилатометричних кривих температурочутливого елемента є подібним до кривих, наведених у Прикладі 1 (див. Фіг. 2а,б). Запропонований спосіб виготовлення температурочутливого елемента дозволяє розширити робочий інтервал температур температурочутливого елемента (ΔΤp) до 120 °C при одночасному зменшенні величини ТКЛР до нульового значення (α=0), що підвищує надійність роботи оптичної системи та покращує якість зображення. Спосіб може бути реалізовано як у лабораторних, так і у промислових умовах. ФОРМУЛА ВИНАХОДУ Спосіб виготовлення температурочутливого елемента зі сплавів з ефектом пам'яті форми, що включає гартування елемента з β-області, його деформацію, фіксування елемента в деформованому стані з наступним відпуском, який відрізняється тим, що деформацію елемента здійснюють розтягуванням на 0,5-5,0 % при температурі, нижче точки кінця прямого мартенситного перетворення (Мк) в інтервалі Мк-X, де X=1-60 °C, позначають на елементі + + + + "додатні" (N 1, N 2, N 3… N n) та "від'ємні" (L 1, L 2… L n) ділянки при температурі Мк, які чергуються по його довжині, де n - порядковий номер "додатної" та "від'ємної" ділянок елемента, піддають циклічному ступінчатому пресуванню ділянки (L 1, L 2… L n) під тиском 0,5500 МПа при температурі Мк-X, де X=1-60 °C, починаючи з першої ділянки (L 1), збільшуючи з кожною наступною "від'ємною" ділянкою число циклів і величину навантаження від 0,5 до 50 МПа, фіксують геометричну форму "від'ємних" ділянок елемента, а відпуск елемента здійснюють при температурах 250-300 °C впродовж 20-30 хвилин, після чого знімають фіксацію і здійснюють нагрівання до температури 400 °C з витримкою 10-25 секунд. 4 UA 115180 C2 5 UA 115180 C2 Комп’ютерна верстка М. Мацело Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
МПК / Мітки
МПК: G01K 11/00, C22F 1/00, C22F 1/10
Мітки: спосіб, виготовлення, температурочутливого, елемента
Код посилання
<a href="https://ua.patents.su/8-115180-sposib-vigotovlennya-temperaturochutlivogo-elementa.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення температурочутливого елемента</a>
Спосіб виготовлення термочутливого градієнтного елемента зі сплаву з пам’яттю форми на основі міді з аморфною складовою
Номер патенту: 83154
Опубліковано: 10.06.2008
Автори: Шпак Анатолій Петрович, Коломицев Віктор Ілліч, Коваль Юрій Миколайович, Бабанли Мустафа Баба-Огли, Мордюк Богдан Миколайович, Неганов Леонід Михайлович
МПК: C22F 1/00, H01H 85/00, H01H 71/12, G01K 11/00, C22C 9/01, C22F 1/08
Мітки: складовою, аморфною, основі, пам'яттю, градієнтного, сплаву, термочутливого, виготовлення, елемента, міді, форми, спосіб
Формула / Реферат:
Спосіб виготовлення термочутливого градієнтного елемента зі сплаву з пам'яттю форми на основі міді з аморфною складовою, що включає гартування заготовки з -області сплаву, охолодження нижче за температуру кінця прямого (ТМк) мартенситного перетворення, деформацію заготовки у інтервалі температур від точки початку до точки кінця прямого мартенситного перетворення сплаву в...
Спосіб виготовлення елемента, що містить мінеральне волокно, елемент, виготовлений цим способом, та пристрій для виготовлення елемента
Номер патенту: 102327
Опубліковано: 25.06.2013
Автори: Розенберг Горм, Крістенсен Кенн
МПК: D04H 13/00, B27N 3/14, D04H 1/72, D01G 9/00, D04H 1/54
Мітки: пристрій, способом, цим, волокно, елемента, мінеральне, спосіб, елемент, містить, виготовлення, виготовлений
Формула / Реферат:
1. Спосіб виготовлення елемента, що містить мінеральне волокно, який включає етапи, на яких:забезпечують мінеральне волокно в кількості, що становить від 90 мас.% до 99 мас.% від загальної маси вихідних матеріалів у вигляді зібраного волокнистого полотна;забезпечують зв'язуюче в кількості, що становить від 1 мас.% до 10 мас.% від загальної маси вихідних матеріалів;піддають зібране волокнисте полотно процесу...
Елемент безпеки з ефектом зміни кольору для захисту від підробок, матеріал плівки, придатний для виготовлення елемента безпеки, і спосіб виготовлення та перевірки елемента безпеки
Номер патенту: 91012
Опубліковано: 25.06.2010
Автори: Кеплінгер Юрген, Кастнер Фрідріх, Бергсманн Мартін, Вальтер Гаральд, Бауер Георг
МПК: B42D 15/10, B42D 15/00
Мітки: ефектом, елемента, матеріал, перевірки, спосіб, кольору, елемент, захисту, безпеки, виготовлення, підробок, зміни, плівки, придатній
Формула / Реферат:
1. Елемент безпеки для захисту від підробок, який складається принаймні з одного шару, що відбиває електромагнітні хвилі, полімерного проміжного шару і шару, виконаного з металевого кластеру, який відрізняється тим, що один або кілька шарів додатково до їх функції в утворенні ефекту зміни кольору виконують електропровідну та/або магнітну, та/або флуоресцентну, та/або юридичну функцію.2. Елемент безпеки для захисту від підробок за п....
Спосіб виготовлення будівельного елемента
Номер патенту: 40378
Опубліковано: 10.04.2009
Автори: Келох Брунон, Фортунато Сальваторе Магноне
МПК: E04C 1/40
Мітки: будівельного, спосіб, виготовлення, елемента
Формула / Реферат:
1. Спосіб виготовлення будівельного елемента у формі паралелепіпеда, до складу якого входить пінополістирол, який відрізняється тим, що спочатку виготовляють несучу частину, для чого перемішують гідратовану суміш піску, цементу та рідкої поверхнево-активної добавки в співвідношеннях, які необхідні для отримання параметрів несучої здатності будівельного елемента, що знаходиться в межах від 3 до 10 МРа, потім заливають отриману суміш у форму та...
Спосіб виготовлення захисного елемента “латент”
Номер патенту: 22991
Опубліковано: 25.04.2007
Автори: Бейлін Георгій Володимирович, Івановський Андрій Альбертович, Твердохліб Ігор Вікторович, Сидоренко Юрій Григорович, Тимошенко Андрій Миколайович
МПК: D21F 11/00, B42D 15/00, D21H 21/40, B42D 15/10
Мітки: спосіб, елемента, латент, виготовлення, захисного
Формула / Реферат:
1. Спосіб виготовлення захисного елемента, що включає формування на поверхні основи, виготовленої з плівки, потрібного зображення, який відрізняється тим, що як основу застосовують металізовану полімерну плівку, на зовнішній поверхні металізованої плівки з потрібним зображенням формують ізотропний шар поляризаційного полімеру, на якому утворюють контрольне зображення шляхом створення ділянок з оптичними анізотропними властивостями і з...
Попередній патент: Багатофункціональний тренажер
Наступний патент: Пристрій для керування індуктивним навантаженням
Випадковий патент: Вібраційно-ударний грохот з регулюванням обертів двигуна за допомогою зміни струму