Штангенциркуль з великими губками

Формула / Реферат
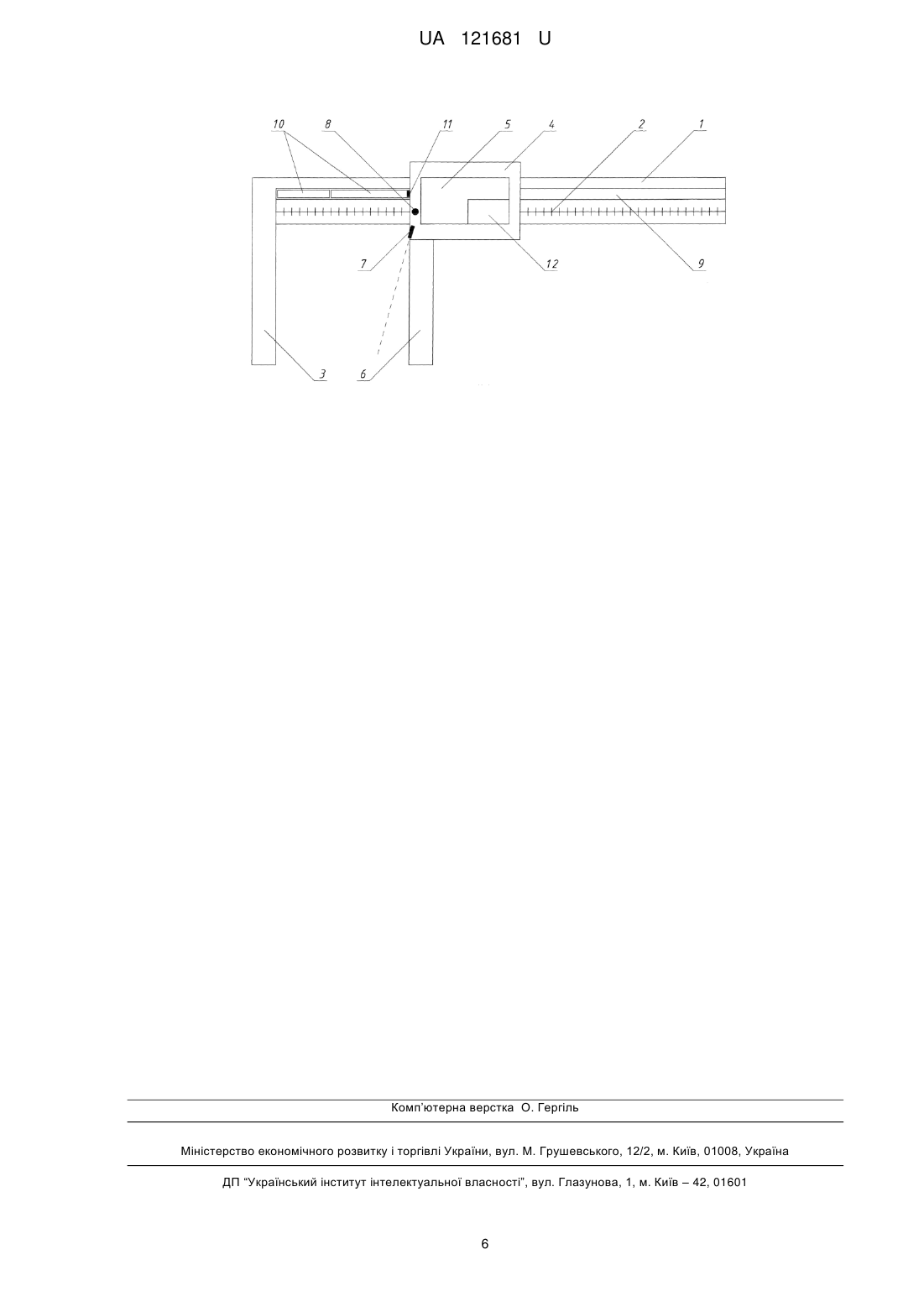
"Штангенциркуль з великими губками", що складається з вимірювальної шкали, підсилювача з нерухомою губкою разом двома рейковими направляючими, по яким катаються каретки у складі єдиної рухомої рамки разом з відліково-комп'ютерним блоком та рухомою губкою, який відрізняється тим, що на рейковій направляючій катається натискна каретка разом натискним гвинтом та фіксатором, також на єдиній рухомій рамці встановлено тарований пристрій разом з індикатором зусилля, з можливістю приєднання до відліково-комп'ютерного блока.
Текст
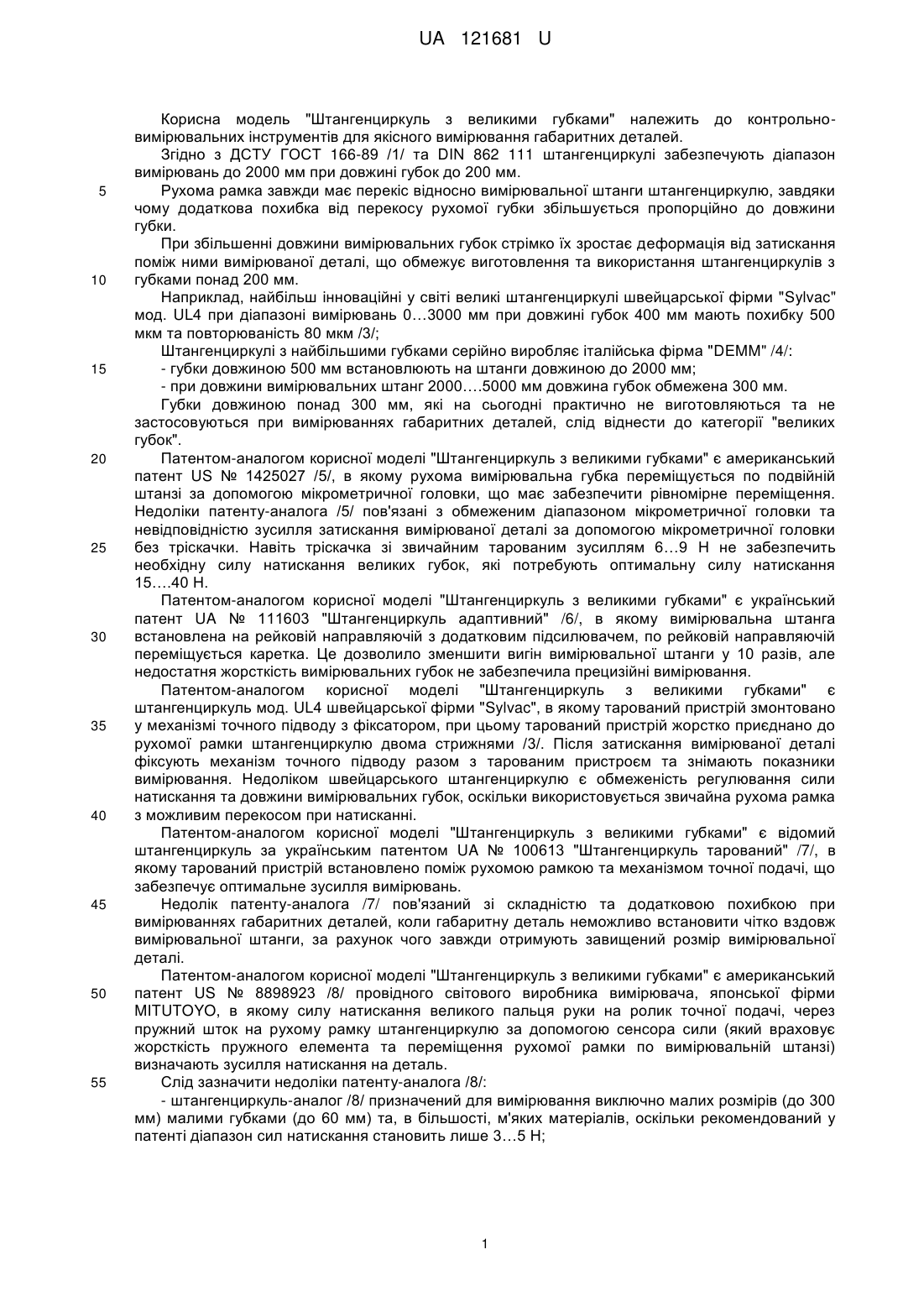
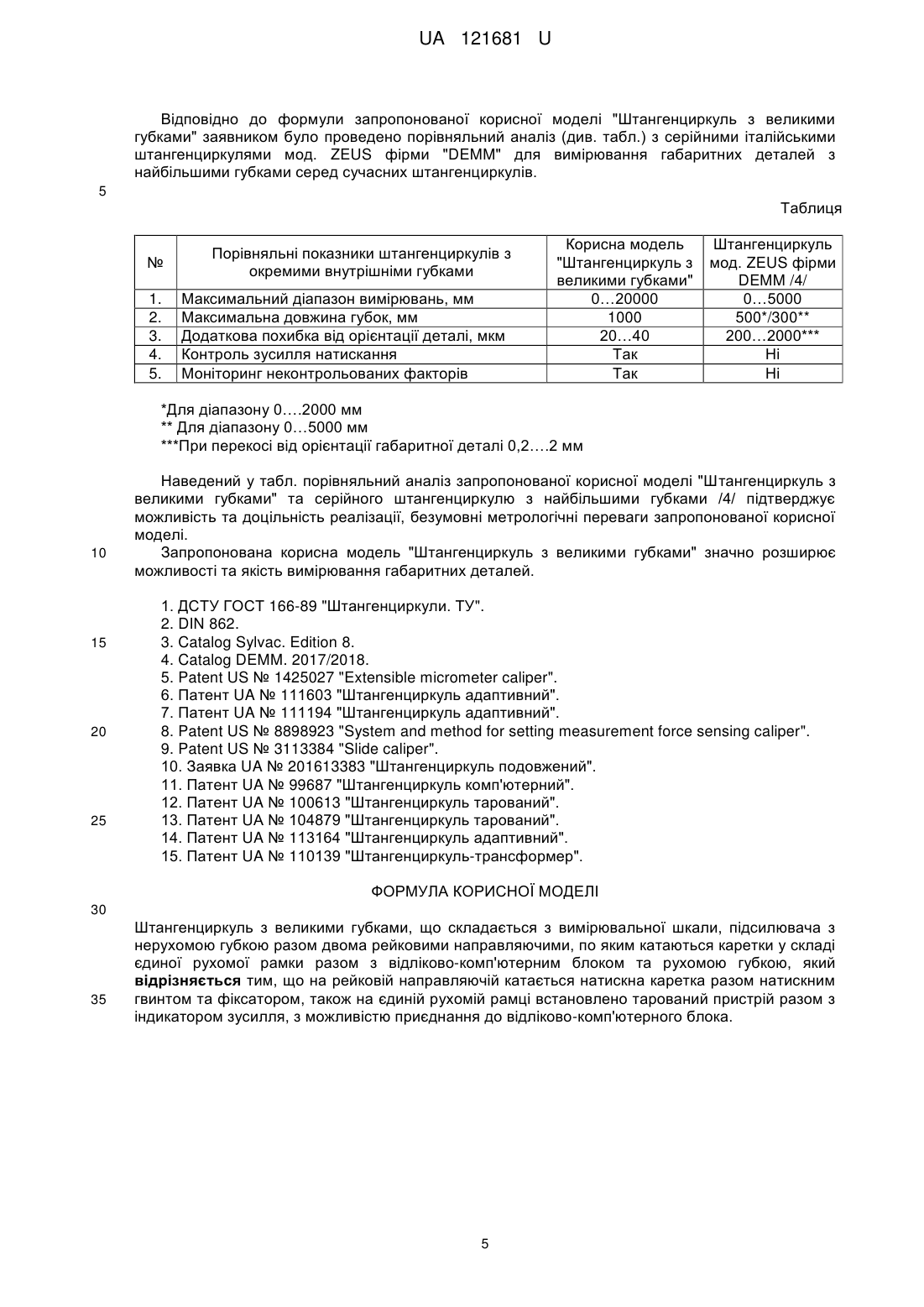
Реферат: UA 121681 U UA 121681 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель "Штангенциркуль з великими губками" належить до контрольновимірювальних інструментів для якісного вимірювання габаритних деталей. Згідно з ДСТУ ГОСТ 166-89 /1/ та DIN 862 111 штангенциркулі забезпечують діапазон вимірювань до 2000 мм при довжині губок до 200 мм. Рухома рамка завжди має перекіс відносно вимірювальної штанги штангенциркулю, завдяки чому додаткова похибка від перекосу рухомої губки збільшується пропорційно до довжини губки. При збільшенні довжини вимірювальних губок стрімко їх зростає деформація від затискання поміж ними вимірюваної деталі, що обмежує виготовлення та використання штангенциркулів з губками понад 200 мм. Наприклад, найбільш інноваційні у світі великі штангенциркулі швейцарської фірми "Sylvac" мод. UL4 при діапазоні вимірювань 0…3000 мм при довжині губок 400 мм мають похибку 500 мкм та повторюваність 80 мкм /3/; Штангенциркулі з найбільшими губками серійно виробляє італійська фірма "DEMM" /4/: - губки довжиною 500 мм встановлюють на штанги довжиною до 2000 мм; - при довжини вимірювальних штанг 2000….5000 мм довжина губок обмежена 300 мм. Губки довжиною понад 300 мм, які на сьогодні практично не виготовляються та не застосовуються при вимірюваннях габаритних деталей, слід віднести до категорії "великих губок". Патентом-аналогом корисної моделі "Штангенциркуль з великими губками" є американський патент US № 1425027 /5/, в якому рухома вимірювальна губка переміщується по подвійній штанзі за допомогою мікрометричної головки, що має забезпечити рівномірне переміщення. Недоліки патенту-аналога /5/ пов'язані з обмеженим діапазоном мікрометричної головки та невідповідністю зусилля затискання вимірюваної деталі за допомогою мікрометричної головки без тріскачки. Навіть тріскачка зі звичайним тарованим зусиллям 6…9 Η не забезпечить необхідну силу натискання великих губок, які потребують оптимальну силу натискання 15….40 Н. Патентом-аналогом корисної моделі "Штангенциркуль з великими губками" є український патент UA № 111603 "Штангенциркуль адаптивний" /6/, в якому вимірювальна штанга встановлена на рейковій направляючій з додатковим підсилювачем, по рейковій направляючій переміщується каретка. Це дозволило зменшити вигін вимірювальної штанги у 10 разів, але недостатня жорсткість вимірювальних губок не забезпечила прецизійні вимірювання. Патентом-аналогом корисної моделі "Штангенциркуль з великими губками" є штангенциркуль мод. UL4 швейцарської фірми "Sylvac", в якому тарований пристрій змонтовано у механізмі точного підводу з фіксатором, при цьому тарований пристрій жорстко приєднано до рухомої рамки штангенциркулю двома стрижнями /3/. Після затискання вимірюваної деталі фіксують механізм точного підводу разом з тарованим пристроєм та знімають показники вимірювання. Недоліком швейцарського штангенциркулю є обмеженість регулювання сили натискання та довжини вимірювальних губок, оскільки використовується звичайна рухома рамка з можливим перекосом при натисканні. Патентом-аналогом корисної моделі "Штангенциркуль з великими губками" є відомий штангенциркуль за українським патентом UA № 100613 "Штангенциркуль тарований" /7/, в якому тарований пристрій встановлено поміж рухомою рамкою та механізмом точної подачі, що забезпечує оптимальне зусилля вимірювань. Недолік патенту-аналога /7/ пов'язаний зі складністю та додатковою похибкою при вимірюваннях габаритних деталей, коли габаритну деталь неможливо встановити чітко вздовж вимірювальної штанги, за рахунок чого завжди отримують завищений розмір вимірювальної деталі. Патентом-аналогом корисної моделі "Штангенциркуль з великими губками" є американський патент US № 8898923 /8/ провідного світового виробника вимірювача, японської фірми MITUTOYO, в якому силу натискання великого пальця руки на ролик точної подачі, через пружний шток на рухому рамку штангенциркулю за допомогою сенсора сили (який враховує жорсткість пружного елемента та переміщення рухомої рамки по вимірювальній штанзі) визначають зусилля натискання на деталь. Слід зазначити недоліки патенту-аналога /8/: - штангенциркуль-аналог /8/ призначений для вимірювання виключно малих розмірів (до 300 мм) малими губками (до 60 мм) та, в більшості, м'яких матеріалів, оскільки рекомендований у патенті діапазон сил натискання становить лише 3…5 Н; 1 UA 121681 U 5 10 15 20 25 30 35 40 45 50 55 60 - вибір оптимальної сили натискання у патенті /8/ обмежений тільки деформацією м'якого матеріалу, при цьому ніяким чином не враховується можливий перекіс габаритних деталей при навантаженні великих губок або недостатня сила затискання деталі. Патентом-аналогом корисної моделі "Штангенциркуль з великими губками" є американський патент US № 3113384 /9/, в якому механізм точного підводу "гвинт-гайка" плавно натискає штоком з виступом на дві пружини, розміщені у середині рухомої рамки, при цьому щілинний індикатор відображає положення штоку відносно двох пружин. За задумом автора /9/ натискання пружним штоком виключає жорсткий контакт вимірювальних губок з деталлю. Патент-аналог /9/ має наступні вади: - контроль зусилля натискання виключно якісний, без будь-якої шкали сили, при цьому у патенті /9/ відсутні показники рекомендованих сил натискання; - не вирішене питання вимірювання великими губками габаритних деталей, коли деталь завжди перекошена відносно вимірювальних поверхонь великих губок, що треба враховувати при використанні великих штангенциркулів. Патентом-прототипом корисної моделі "Штангенциркуль подовжений" є українська заявка UA № 201613383 /10/, в якій вимірювальна шкала розміщена на єдиному підсилювачі з двома рейковими направляючими, по кожній з яких переміщується одна або кілька кареток, поєднаних поміж собою у єдину рухому рамку, завдяки чому забезпечується можливість використання великих губок довжиною 1000 мм. Недоліками патенту-прототипу /10/ є: - складність вимірювання габаритних деталей, які потребують додаткового базування на вимірювальних губках, що веде до корегування вимірюваного розміру у межах 0,1…10 мм; - можливість спотворення оптимального зусилля затискання вимірювальними губками габаритної деталі при орієнтації, що викликає додаткову похибку 30…100 мкм; Задачею розробки корисної моделі "Штангенциркуль з великими губками" було зменшення на 90….98 % додаткової похибки від орієнтації габаритних деталей при вимірюваннях. Корисна модель "Штангенциркуль з великими губками" складається з вимірювальної шкали 1, підсилювача 2 з нерухомою губкою 3 разом з двома рейковими направляючими 4, по яким катаються каретки 5 у складі єдиної рухомої рамки 6 разом з відліково-комп'ютерним блоком 7 та рухомою губкою 8, при цьому відрізняється від відомого прототипу штангенциркулю тим, що на рейковій направляючій 4 катається натискна каретка 9 разом з натискним гвинтом 10 та фіксатором 11, також на єдиній рухомій рамці 6 встановлено тарований пристрій 12 разом з індикатором зусилля 13 з можливістю приєднання до відліково-комп'ютерного блока 6. Підсилювачі 2 доцільно виготовляти, відповідно до рекомендацій патенту-прототипу /10/, з металевих трубних балок. Рейкові направляючі 4 доцільно вибирати розміром перетину 15…25 мм, в залежності від особливостей використання. Каретки 5 необхідно підбирати, відповідно до розміру рейкових направляючих 4 (15…25 мм), бажано з натягом для зменшення люфтів. Рухому єдину рамку 6 слід виготовити, відповідно до рекомендацій патенту-прототипу /10/. Відліково-комп'ютерний блок 7 доцільно виготовляти у відповідності до відомого українського патенту UA № 99687 /11/, в якому пропонується вбудований у штангенциркуль спеціальний мікрокомп'ютер. На одній з двох рейкових направляючих 4, зазвичай на ближчій до вимірювальної деталі, встановлена та катається натискна каретка 9, на якій, паралельно рейковим направляючим 4, встановлений та повертається натискний гвинт 10. Натискний гвинт 9 виконано у вигляді різьбової шпильки діаметром 6…12 мм з рекомендованим шагом різьби 1 мм (або з іншим шагом за вибором замовника): - Вільним кінцем, ближчим до єдиної рухомої рамки 6, натискний гвинт 9 натискає на тарований пристрій 12; - на протилежному кінці натискного гвинта 9 встановлено маховичок або поворотну ручку 14, за допомогою якої користувач переміщує натискний гвинт 9. За необхідності, маховичок або поворотна ручка 14 можуть мати стопор від провертання у вигляді контргайки або інший. Тарований пристрій 12 доцільно виконати у вигляді стаціонарного або змінного пружного елемента (металевого або еластичного, у вигляді спіральної, пласкої або стрижневої пружини або іншим чином). Варіанти виконання пружного елемента можуть буди використані з відомих українських патентах UA № 100613 /12/ тa UA № 104879 /13/. Індикатор зусилля 13 має відображати зусилля натискання натискного гвинта 9 на тарований пристрій 12 та може бути у наступних виконаннях: 2 UA 121681 U 5 10 15 20 25 30 35 40 45 50 55 - з використанням плівкових сенсорів сили (наприклад американської фірми "Tekscan" або азіатських та європейських аналогів з розрахунку на оптимальні діапазони вимірювань 0…44Н або 0…,111Н з похибкою 2…5 %), які були використані у відомому патенті UA № 113164 /14/ з транслюванням показників поточної сили натискання (дротовим або бездротовим способом) до відліково-комп'ютерного блока 7; - з використанням цифрових індикаторів, наприклад серійного виробництва харківського МІКРОТЕХ, для визначення лінійних деформацій пружного елемента тарованого пристрою 12 та передачею цих показників (дротовим або бездротовим способом) до відліково-комп'ютерного блока 7; - з використанням аналогового індикатора зусилля 13 з подвійною шкалою для індикації, як лінійної деформації так й зусилля натискання на тарований пристрій 12, при цьому користувач власноруч працює з відліково-комп'ютерним блоком 7. - іншим можливим способом визначення сили натискання на тарований пристрій 12 з відображенням та з передачею значення сили натискання до відліково-комп'ютерного блока 7. Для запобігання вигину штанги у корисній моделі "Штангенциркуль з великими губками" використовують підсилювач 2 з двома рейковими направляючими 4 та вимірювальною шкалою 1 відповідно до патенту-прототипу /10/. Підсилювач 2 доцільно виготовляти з профільного прокату (прямокутних труб, двотавру, швелеру а бо інших) з металу (сталі, алюмінію, титану або іншого) та неметалу (карбону, скловолокна або іншого). Загальний переріз профілю підсилювача має становити 50…150 мм та 20…60 мм поперек. Великі губки, для виключення деформацій при натисканні, доцільно виготовляти відповідно до відомого українського патенту UA № 110139 /15/ у вигляді 3D пірамід: - великі 3D губки конструктивно мають форму пірамід (з 3….7 боковими гранями), на вершинах яких встановлені вимірювальні поверхні (пласкі або сферичні) /15/; - бокові грані, які забезпечують жорсткість великих 3D губок доцільно виготовляти з профільного прокату (металевих та неметалевих труб) з перерізом до 50 мм; - основа великих 3D губок може бути пласкою або у вигляді 3…7 кутника з профільного прокату відповідного перетину до бокових граней. Індикатор зусилля 13 може бути виготовлений у 3 можливих варіантах з відповідними особливостями використання корисної моделі "Штангенциркуль з великими губками". 1) Мануальний варіант, з використанням у складі індикатора зусилля 13 українського або іншого аналогового індикатора відповідного діапазону (0…10 мм, 0…30 мм, 0…50 мм, 0…100 мм або іншого) з подвійною шкалою для лінійних вимірювань (в мм.) та для динамометричних вимірювань (у Н.), без зв'язку з відліково-комп'ютерним блоком 7, при цьому включає наступний порядок застосування: 1.1. Включають відліково-комп'ютерний блок 7 корисної моделі; 1.2. Переміщують натискну каретку 9 з натискним гвинтом 10 з відключеним фіксатором 11 по рейковій направляючій разом з єдиною рухомою рамкою 6 у напрямку нерухомої губки 3; 1.3. Зводять губки 3 та 8 до торкання з вимірюваною деталлю, при цьому габаритна деталь може бути розміщена з перекосом по відношенню до губок 3 та 8; 1.4. Натискають на натискну каретку 9 доти, поки натискний гвинт 10 не забезпечить необхідне зусилля Fo на тарованому пристрої 12, що відображає на динамометричній шкалі індикатор зусилля 13; 1.5. Стопорять натискну каретку 9 за допомогою фіксатора 12, при цьому розмір не орієнтованої деталі становить L1 (який не є номінальним, оскільки деталь не орієнтована) при зусиллі натискання Fo (на динамометричній шкалі аналогового індикатора); 1.6. Орієнтують вимірювану деталь, повертаючи штангенциркуль (або деталь) таким чином, щоб отримати на відліково-комп'ютерному пристрої 7 найменший розмір зорієнтованої деталі L2 (який ще не є номінальним, оскільки сила натискання зменшується до F1 завдяки зменшенню деформації пружного елемента); 1.7. Повертають натискний гвинт 10 доти, поки через тарований пристрій 12 не затисне орієнтовану деталь поміж губками 3 та 8 до регламентованого зусилля Fo, при цьому на відліково-комп'ютерному блоці 7 отримують та зчитують номінальний розмір деталі Lo (при цьому на динамометричній шкалі індикатора зусилля 13 має бути регламентоване зусилля натискання Fo). Мануальний варіант виконання індикатора зусилля 13 обмежує можливості, але дозволяє суттєво спростити відліково-комп'ютерний блок 7 та замінити його на звичайний відліковий блок, без програмування та надлишкових обчислень. 3 UA 121681 U 5 10 15 20 25 30 35 40 45 50 55 2) Автоматично-індикаторний варіант, з використанням у складі індикатора зусилля 13 індикатора українського (або аналогічних діапазонів 0…13 мм, 0…25 мм, 0…50 мм, 0…100 мм, 0…150 мм та інших) з наявним дротовим або бездротовим зв'язком з відліково-комп'ютерним блоком 7 з перерахунком лінійної деформації пружного елемента (з урахуванням коефіцієнта жорсткості пружного елемента) в зусилля натискання тарованого пристрою 12, при цьому включає наступний порядок застосування: 2.1. Включають відліково-комп'ютерний блок 7 корисної моделі та встановлюють регламентоване зусилля натискання на деталь Fo; 2.2. Повторюють переходи 1.2., 1.З., 1.4. попереднього варіанта; 2.3. Стопорять натискну каретку 9 за допомогою фіксатора 12, при цьому розмір не орієнтованої деталі становить L1 при зусиллі натискання Fo (обидва показники відображені у відповідних строках на екрані відліково-комп'ютерного блока 7); 2.4. Орієнтують вимірювану деталь, повертаючи деталь або корисну модель "Штангенциркуль з великими губками" таким чином, щоб отримати найменший розмір зорієнтованої деталі L2, але при цьому завдяки зменшенню деформації пружного елемента тарованого пристрою 12 зменшується зусилля натискання до F1. Показник зусилля F1 постійно відображається на екрані відліково-комп'ютерного блока 7: звичайним чином при відповідності до регламентованого значення зусилля Fo; - особливим чином, - з попереджувальним кольором або попереджувальним мерехтінням, або зменшеним розміром цифр, або попереджувальним написом на третій строчці екрана (або іншим попереджувальним чином) у випадках зусилля, відмінного від нормованого Fo. 2.5. Порівнюють (автоматично у відліково-комп'ютерному блоці 7) розмір зорієнтованої деталі L2 (перехід 2.4.), який не має перевищувати розмір неорієнтованої деталі L1 (перехід 2.3.). Невідповідність зазначених розмірів свідчить про наявність неконтрольованого фактору (про це сигналізує напис на екрані відліково-комп'ютерного блока 7, тому необхідно повторити переходи 2.2., 2.3. та 2.4., попередньо відключивши стопор 11 на натискній каретці 9. 2.6. Повертають натискний гвинт 10 доти, поки через тарований пристрій 12 не затисне зорієнтовану деталь поміж губками (3 та 8) до регламентованого зусилля Fo, при цьому у відповідних строках на екрані відліково-комп'ютерного блока 7 автоматично відображають наступні показники: - номінальний розмір вимірюваної деталі Lo; - зусилля натискання Fo на вимірювану деталь. 2.7. Контролюють автоматично у відліково-комп'ютерному блоці 7 не перевищення номінального розміру вимірюваної деталі Lo по відношенню до попередніх розмірів L1 та L2. Перевищення розміру Lo над попередніми показниками свідчить про додаткову неконтрольовану похибку та вимагає повторення переходів 2.2., 2.3., 2.4., 2.5., 2.6. (з попереднім відключенням фіксатора 11 на натискній каретці 9). У разі відмінності зусилля натискання від регламентованого показника Fo повторюють перехід 2.6. 2.8. По закінченні вимірювання деталі відключають фіксатор 11 натискної каретки 9, також автоматично відключається відліково-комп'ютерний блок 7. 2.9. Повторюють переходи 2.1. … 2.8. при повторних вимірюваннях габаритних деталей. 3) Автоматично-сенсорний варіант з використанням у складі індикатора зусилля 13 серійного плівкового сенсора сили (діапазонів 0…44Н та 0…110Н або інших) зі спеціальним інтерфейсом зв'язку з відліково-комп'ютерним блоком 7. Використання автоматично-сенсорного варіанту не відрізняється від попереднього автоматично-індикаторного варіанта та передбачає виконання вище зазначених переходів 2.1…. 2.9. Перший, мануальний варіант індикатора натискання 13 може бути реалізований з використанням найпростішого індикатора у складі індикатора зусилля 13, при цьому достатньо найпростішого відлікового пристрою (навіть з ноніусною шкалою). Другий, автоматично-індикаторний варіант індикатора натискання 13 може бути реалізований з використанням серійних поширених українських індикаторів у складі індикатора зусилля 13 та наявних відліково-комп'ютерних блоків 7 за українським патентом /11/. Третій, автоматично-сенсорний варіант індикатора натискання 13 може бути реалізований з використанням спеціалізованого серійного сенсора сили у складі індикатора натискання 13 та наявних відліково-комп'ютерних блоків за українським патентом /11/. Використання запропонованої корисної моделі "Штангенциркуль з великими губками" не потребує спеціальних знань та навичок користувача. 4 UA 121681 U Відповідно до формули запропонованої корисної моделі "Штангенциркуль з великими губками" заявником було проведено порівняльний аналіз (див. табл.) з серійними італійськими штангенциркулями мод. ZEUS фірми "DEMM" для вимірювання габаритних деталей з найбільшими губками серед сучасних штангенциркулів. 5 Таблиця № 1. 2. 3. 4. 5. Порівняльні показники штангенциркулів з окремими внутрішніми губками Максимальний діапазон вимірювань, мм Максимальна довжина губок, мм Додаткова похибка від орієнтації деталі, мкм Контроль зусилля натискання Моніторинг неконтрольованих факторів Корисна модель "Штангенциркуль з великими губками" 0…20000 1000 20…40 Так Так Штангенциркуль мод. ZEUS фірми DEMM /4/ 0…5000 500*/300** 200…2000*** Ні Ні *Для діапазону 0….2000 мм ** Для діапазону 0…5000 мм ***При перекосі від орієнтації габаритної деталі 0,2….2 мм 10 15 20 25 Наведений у табл. порівняльний аналіз запропонованої корисної моделі "Штангенциркуль з великими губками" та серійного штангенциркулю з найбільшими губками /4/ підтверджує можливість та доцільність реалізації, безумовні метрологічні переваги запропонованої корисної моделі. Запропонована корисна модель "Штангенциркуль з великими губками" значно розширює можливості та якість вимірювання габаритних деталей. 1. ДСТУ ГОСТ 166-89 "Штангенциркули. ТУ". 2. DIN 862. 3. Catalog Sylvac. Edition 8. 4. Catalog DEMM. 2017/2018. 5. Patent US № 1425027 "Extensible micrometer caliper". 6. Патент UA № 111603 "Штангенциркуль адаптивний". 7. Патент UA № 111194 "Штангенциркуль адаптивний". 8. Patent US № 8898923 "System and method for setting measurement force sensing caliper". 9. Patent US № 3113384 "Slide caliper". 10. Заявка UA № 201613383 "Штангенциркуль подовжений". 11. Патент UA № 99687 "Штангенциркуль комп'ютерний". 12. Патент UA № 100613 "Штангенциркуль тарований". 13. Патент UА № 104879 "Штангенциркуль тарований". 14. Патент UA № 113164 "Штангенциркуль адаптивний". 15. Патент UA № 110139 "Штангенциркуль-трансформер". ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 35 Штангенциркуль з великими губками, що складається з вимірювальної шкали, підсилювача з нерухомою губкою разом двома рейковими направляючими, по яким катаються каретки у складі єдиної рухомої рамки разом з відліково-комп'ютерним блоком та рухомою губкою, який відрізняється тим, що на рейковій направляючій катається натискна каретка разом натискним гвинтом та фіксатором, також на єдиній рухомій рамці встановлено тарований пристрій разом з індикатором зусилля, з можливістю приєднання до відліково-комп'ютерного блока. 5 UA 121681 U Комп’ютерна верстка О. Гергіль Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
МПК / Мітки
МПК: G01B 3/20
Мітки: губками, штангенциркуль, великими
Код посилання
<a href="https://ua.patents.su/8-121681-shtangencirkul-z-velikimi-gubkami.html" target="_blank" rel="follow" title="База патентів України">Штангенциркуль з великими губками</a>
Штангенциркуль з великими губками
Номер патенту: 111603
Опубліковано: 10.11.2016
Автор: Крамаренко Сергій Борисович
МПК: G01B 3/20
Мітки: штангенциркуль, великими, губками
Формула / Реферат:
Штангенциркуль з великими губками, що складається з вимірювальної рейкової направляючої, до якої приєднані через фланці подовжувачі та переставна губка, також по якій катається каретка з приєднаними відліковим пристроєм та рухомою губкою, який відрізняється тим, що на обох губках встановлені таровані натискачі, а переставна губка встановлена на додаткову каретку з додатковим відліковим пристроєм, які катаються по додатковій вимірювальній...
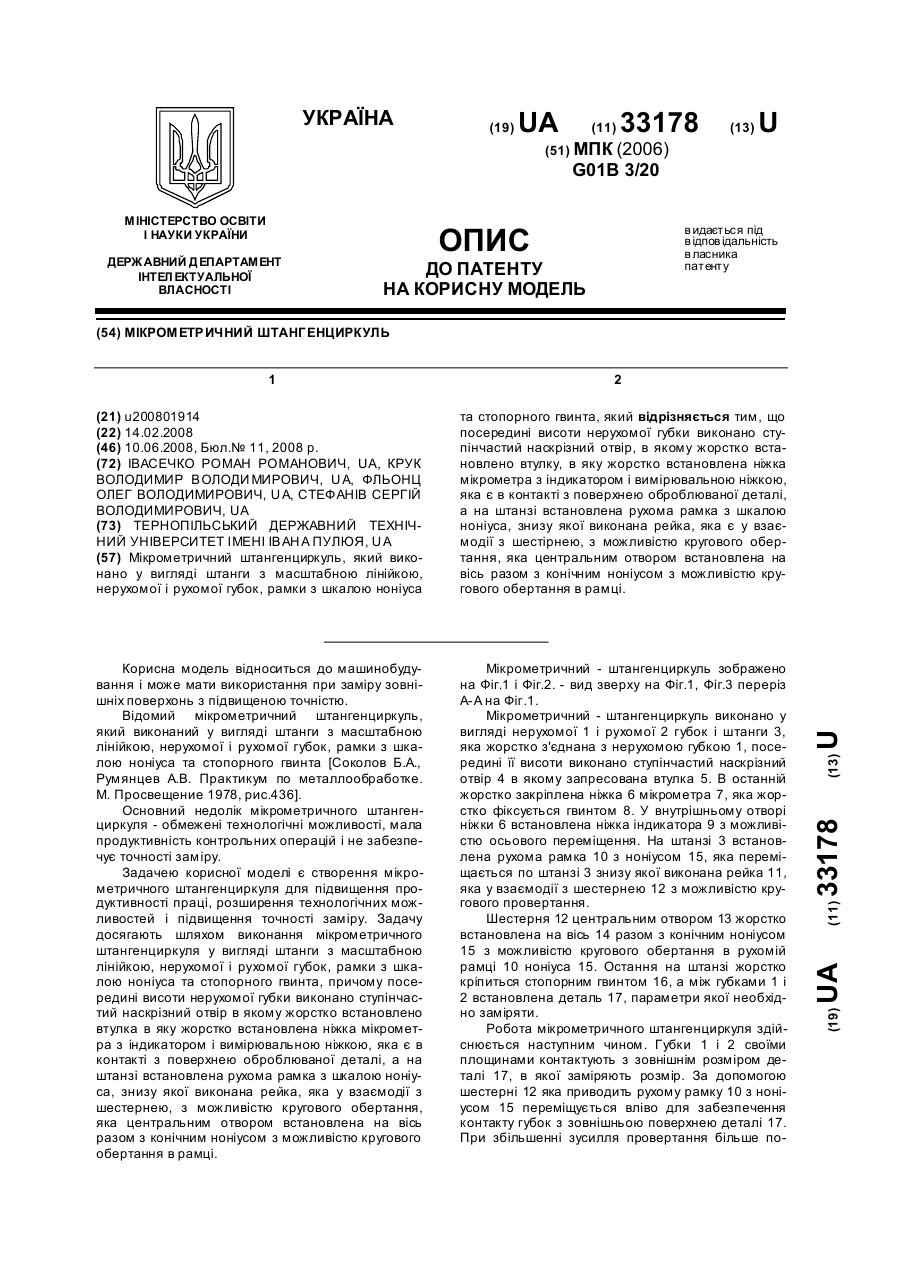
Мікрометричний штангенциркуль
Номер патенту: 33178
Опубліковано: 10.06.2008
Автори: Стефанів Сергій Володимирович, Івасечко Роман Романович, Крук Володимир Володимирович, Фльонц Олег Володимирович
МПК: G01B 3/20
Мітки: мікрометричний, штангенциркуль
Формула / Реферат:
Мікрометричний штангенциркуль, який виконано у вигляді штанги з масштабною лінійкою, нерухомої і рухомої губок, рамки з шкалою ноніуса та стопорного гвинта, який відрізняється тим, що посередині висоти нерухомої губки виконано ступінчастий наскрізний отвір, в якому жорстко встановлено втулку, в яку жорстко встановлена ніжка мікрометра з індикатором і вимірювальною ніжкою, яка є в контакті з поверхнею оброблюваної деталі, а на штанзі...
Штангенциркуль адаптивний
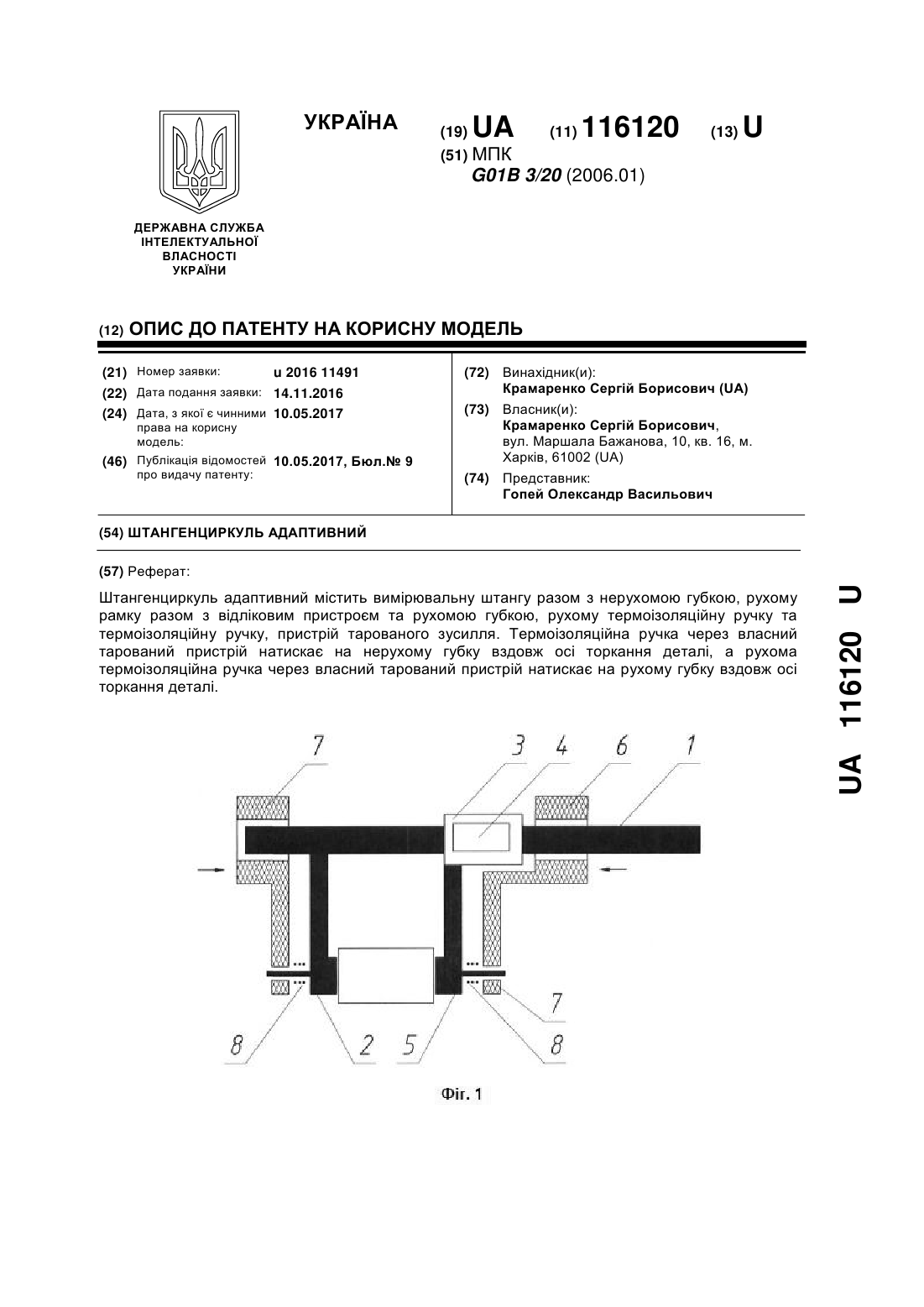
Номер патенту: 116120
Опубліковано: 10.05.2017
Автор: Крамаренко Сергій Борисович
МПК: G01B 3/20
Мітки: адаптивний, штангенциркуль
Формула / Реферат:
Штангенциркуль адаптивний, що складається з вимірювальної штанги разом з нерухомою губкою, з рухомої рамки разом з відліковим пристроєм та рухомою губкою, з рухомої термоізоляційної ручки та термоізоляційної ручки, також пристрою тарованого зусилля, який відрізняється тим, що термоізоляційна ручка через власний тарований пристрій натискає на нерухому губку вздовж осі торкання деталі, також рухома термоізоляційна ручка через власний тарований...
Штангенциркуль-трансформер
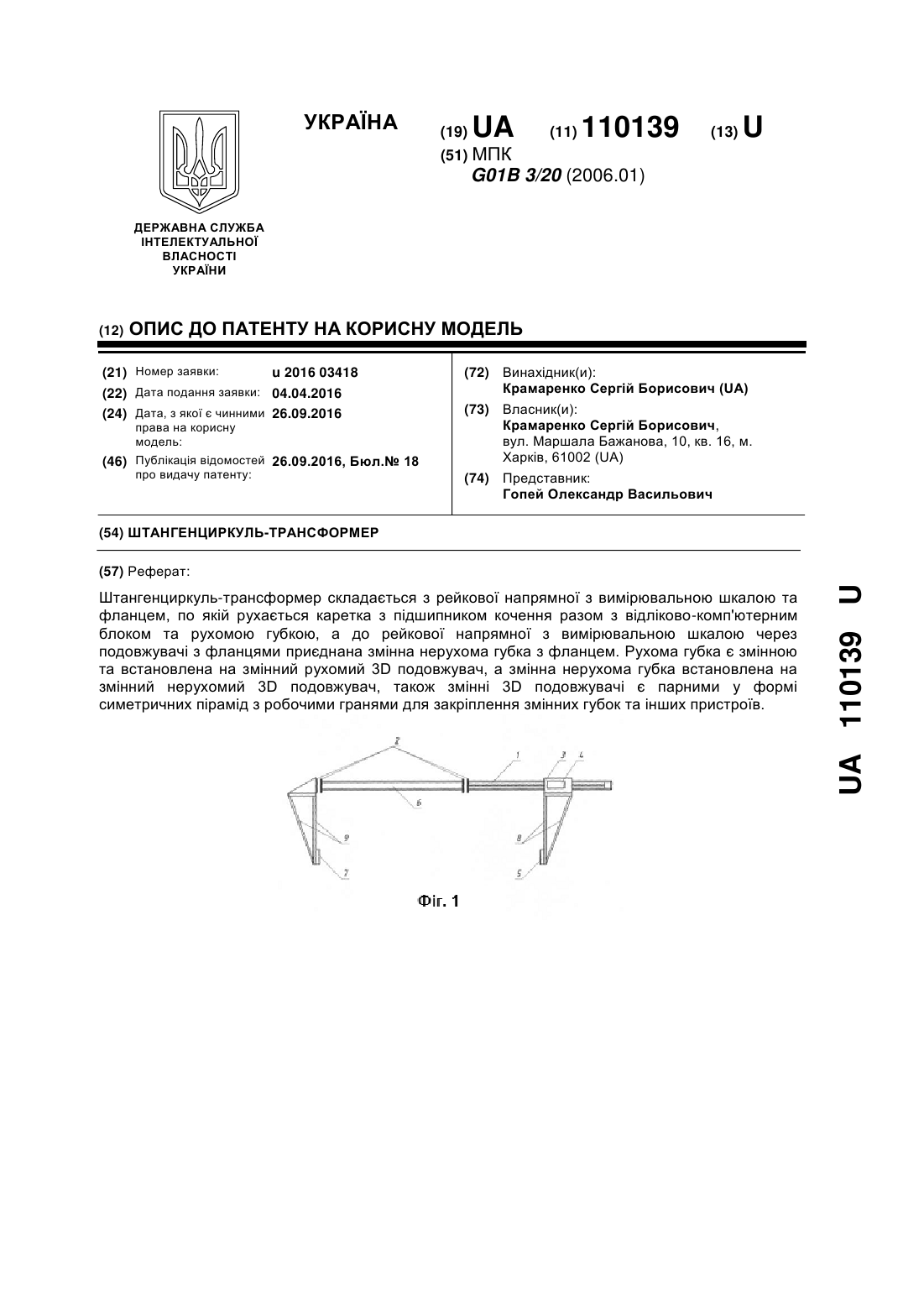
Номер патенту: 110139
Опубліковано: 26.09.2016
Автор: Крамаренко Сергій Борисович
МПК: G01B 3/20
Мітки: штангенциркуль-трансформер
Формула / Реферат:
Штангенциркуль-трансформер, що складається з рейкової напрямної з вимірювальною шкалою та фланцем, по якій рухається каретка з підшипником кочення разом з відліково-комп'ютерним блоком та рухомою губкою, а до рейкової напрямної з вимірювальною шкалою через подовжувачі з фланцями приєднана змінна нерухома губка з фланцем, який відрізняється тим, що рухома губка є змінною та встановлена на змінний рухомий 3D подовжувач, а змінна нерухома губка...
Штангенциркуль
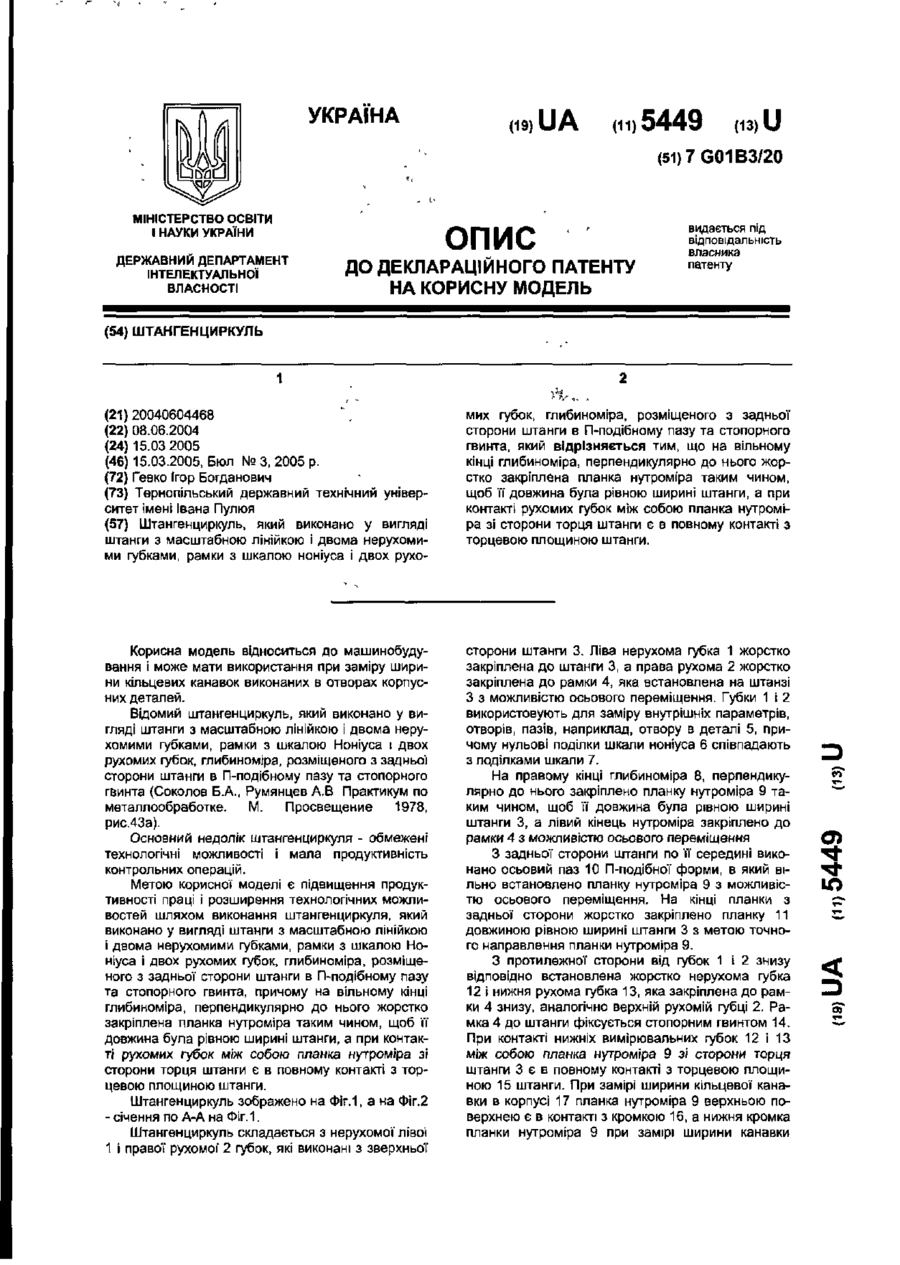
Номер патенту: 5449
Опубліковано: 15.03.2005
Автор: Гевко Ігор Богданович
МПК: G01B 3/20
Мітки: штангенциркуль
Формула / Реферат:
Штангенциркуль, який виконано у вигляді штанги з масштабною лінійкою і двома нерухомими губками, рамки з шкалою ноніуса і двох рухомих губок, глибиноміра, розміщеного з задньої сторони штанги в П-подібному пазу та стопорного гвинта, який відрізняється тим, що на вільному кінці глибиноміра, перпендикулярно до нього жорстко закріплена планка нутроміра таким чином, щоб її довжина була рівною ширині штанги, а при контакті рухомих губок між собою...
Попередній патент: Спосіб корекції бампер-синдрому, використовуючи жорсткий провідник
Наступний патент: Спосіб діагностики розвитку атеросклерозу
Випадковий патент: Пристрій для контролю положення стопи при виконанні артродезу гомілковостопного суглоба