Вертикально-протяжний верстат
Формула / Реферат
1. Вертикально-протяжной станок, содержащий основание, несущее плиту, на которой закреплена опорная втулка, шпоночную протяжку с механизмом ее перемещения и приводом, направляющую втулку с прижимом для ограничения поперечного смещения шпоночной протяжки, отличающийся тем, что он снабжен двумя дополнительными шпоночными протяжками, двумя дополнительными опорными втулками, закрепленными на плите, фиксирующими втулками, установленными на дополнительных опорных втулках и опорной втулке, двумя дополнительными направляющими втулками с прижимами для ограничения поперечного смещения шпоночных протяжек, при этом направляющая втулка и дополнительные направляющие втулки установлены в фиксирующих втулках, а механизм перемещения шпоночных протяжек выполнен в виде трех ходовых винтов, на каждом из которых закреплена тяга со стопором для фиксации протяжки в тяге и установлена гайка-шестерня, связанная с приводом, выполненным в виде электродвигателя, причем опорная втулка и каждая из дополнительных опорных втулок выполнены с пазом, в котором расположен стопор, а ходовые винты размещены в опорной и дополнительных опорных втулках.
2. Вертикально-протяжной станок по п. 1,отли чающийся тем, что он снабжен сборниками стружки, установленными на тягах посредством резьбового соединения.
Текст
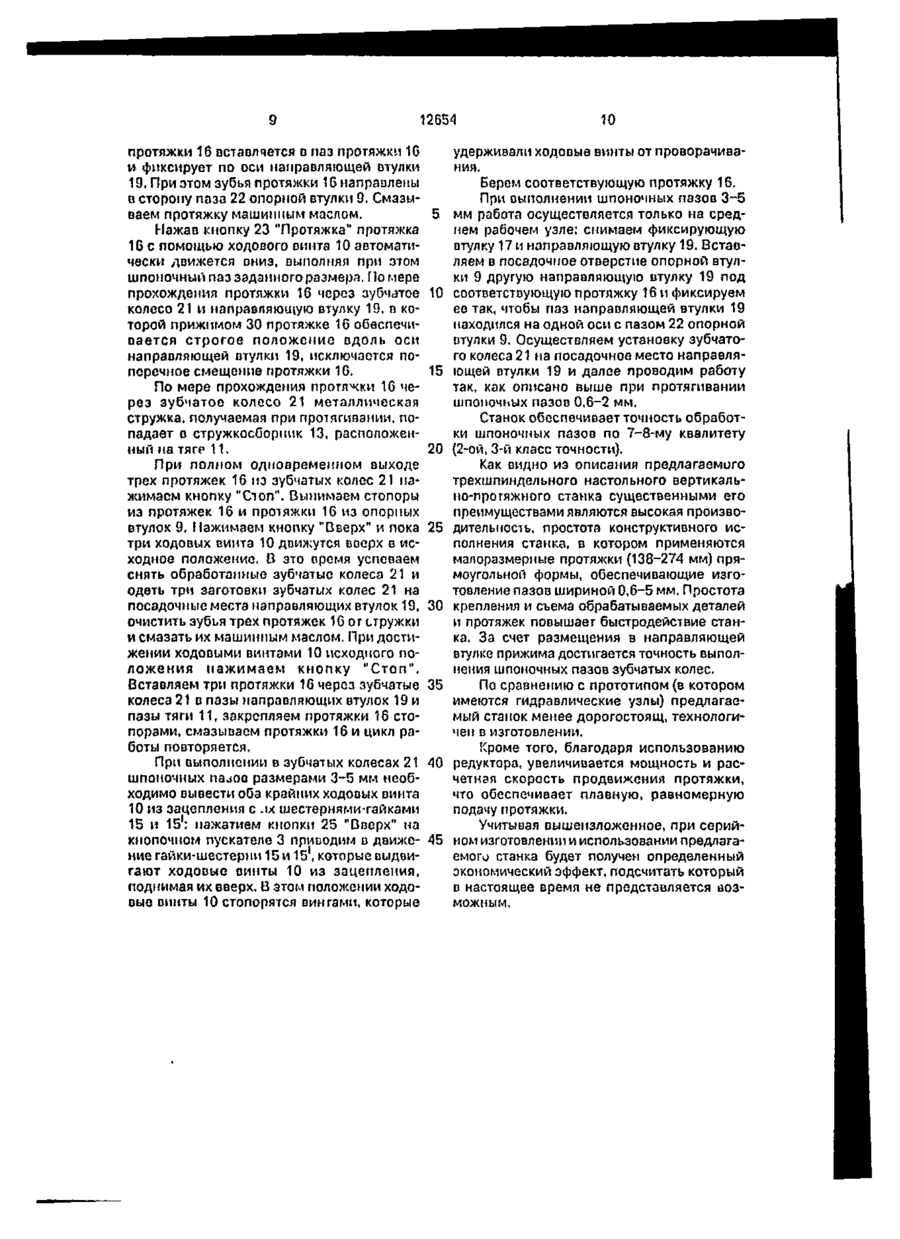
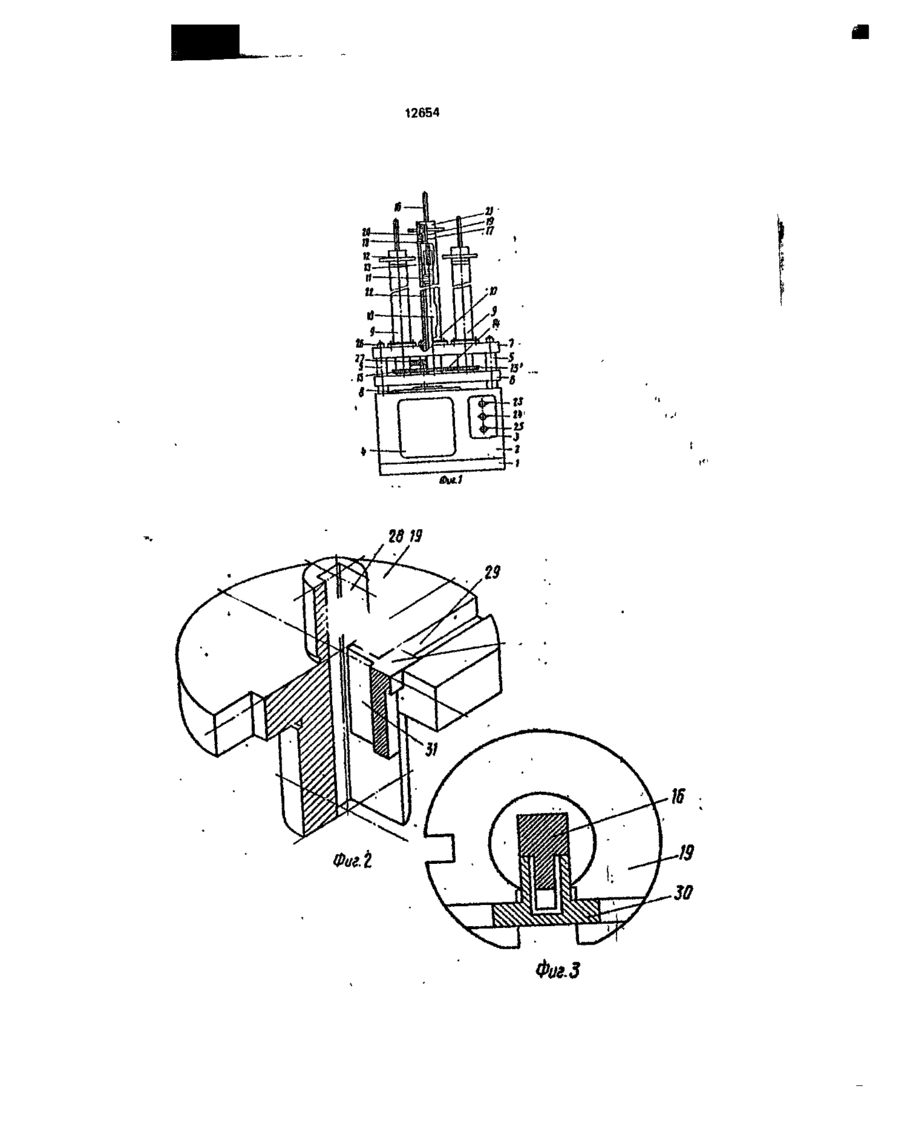
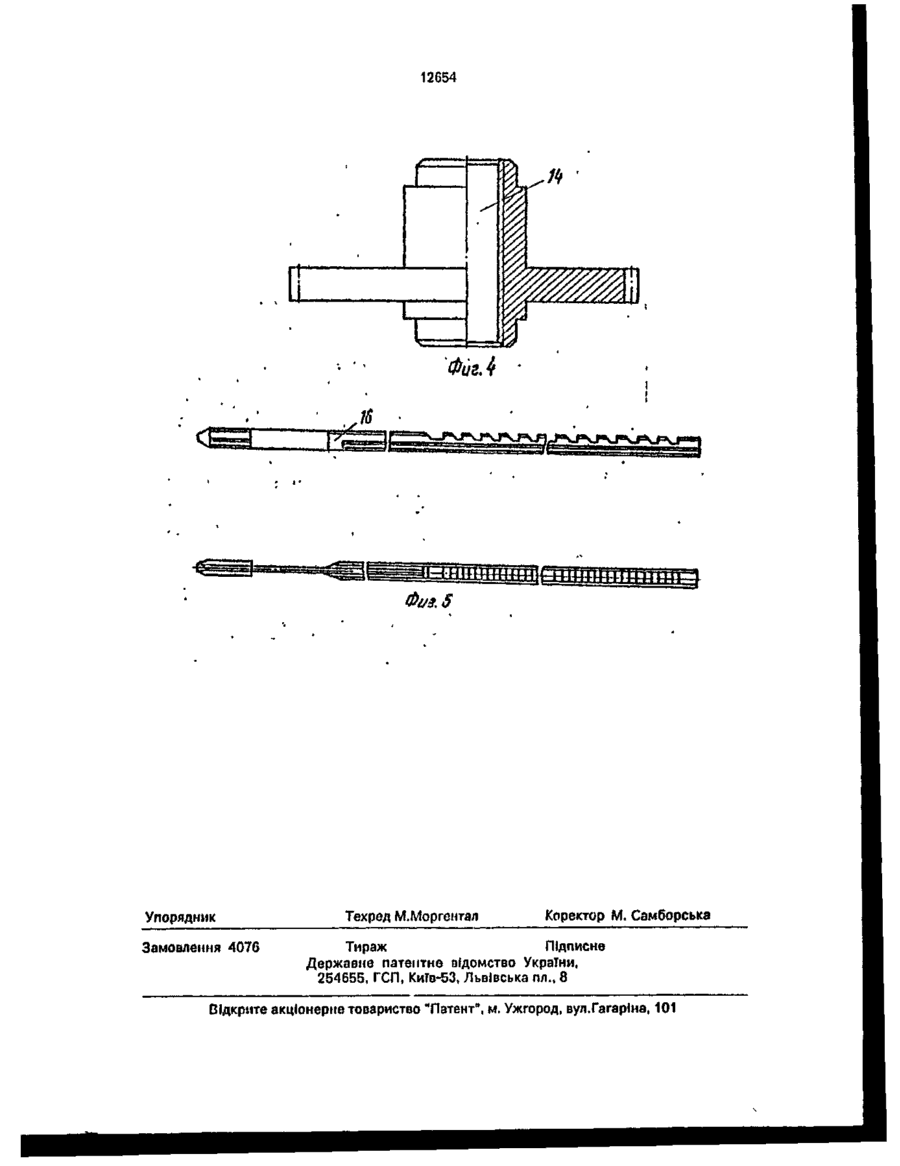
1. Вертикально-протяжной станок, содержащий основание, несущее плиту, на кот о р о й з а к р е п л е н а о п о р н а я втулка, шпоночную протяжку с механизмом ее перемещения и приводом, направляющую втулку с прижимом для ограничения поперечного смещения шпоночной протяжки, о т л и ч а ю щ и й с я тем, что он снабжен двумя дополнительными шпоночными протяжками, двумя дополнительными опорными втулками, закрепленными на плите, фиксирующими втулками, установленными на дополнительных опорных втулках и опор ной втулке, двумя дополнительными направляющими втулками с прижимами для ограничения поперечного смещения шпоночных протяжек, при этом направляющая втулка и дополнительные направляющие втулки установлены в фиксирующих втулках, а механизм перемещения шпоночных протяжек выполнен в виде трех ходовых винтов, на каждом из которых закреплена тяга со стопором для фиксации протяжки в тяге и установлена гайка-шестерня, связанная с приводом, выполненным в виде электродвигателя, причем опорная втулка и каждая из дополнительных опорных втулок выполнены с пазом, в котором расположен стопор, а ходовые винты размещены в опорной и дополнительных опорных втулках. 2. Вертикально-протяжной станок по п. 1 , о т л и ч а ю щ и й с я тем, что он снабжен сборниками стружки, установленными на тягах посредством резьбового соединения. С > го ON сл Изобретение относится к обработке металла^протягиванием и может быть использовано в протяжных станках или устройствах для протягивания, в частности для протягивания плоских шпоночных пазов в зубчатых колесах. Целью изобретения является повышение быстродействия И ТОЧНОС; И ИЗГОТОВЛЄ" иия шпоночных пазов посредством строгого центрирования шпоночной протяжки в процессе резания. Поставленная цель достигается тем, что трехшпиндельный настольный вертикально-протяжной станок, содержащий основа ние с запрессованными на •;£?-: стойками, на которых закреплены плиты, ходовой винт, приводимый в движение от электродвигателя через гайку-шестерню с возможностью взаимодействия с тягой, несущей шпоночную протяжку, имеет установленные на основании три опорные втулки, в верхней части каждой посредством крепежного винта закреплена фиксирующая втулка, внутри которой вставлена переходная направляющая втулка, фиксируемая штифтом и в пазу которой расположен прижим, предназначенный для ограничения поперечного смещения шпоночной протяжки, приводимой в о 12654 движение с помощью проходящего через гайку-шестерню и опорную втулку ходового винта, в верхней части которого на наружной резьбе закреплена тяга, снабженная пазом для прохождения шпоночной протяжки и окном для прохождения стопора протяжки, предназначенного для фиксированного осевого перемещения протяжки и проходящего через паз опорной втулки, при этом на наружной резьбе тяги навинчен сборник стружки. Как видно из вышеизложенного, предлагаемое техническое решение обладает существенными признаками, отличными от прототипа, что позволяет сделать вывод о соответствии данного технического решения критерию "новизна". Проведенный поиск и последующий сопоставительный анализ не обнаружил в известных технических решениях признаков во всей их совокупности, отличающих предлагаемое решение от прототипа, что позволяет сделать вывод о соответствии технического решения критерию "существенные отличия". Следует указать, что в данном станке возможно применение протяжекмалых размеров (например, с шириной паза 0,6-5 мм и длиной, например, 138-274 мм), предназначенных для получения плоских шпоночных пазов в заготовках, например, зубчатых колесах. За счет поддерживания шпоночной протяжки прижимом, расположенным в пазу переходной направляющей втулки и огран и ч и в а ю щ и м п о п е р е ч н о е смещение протяжки, направляя ее, таким образом, строго по оси переходной направляющей втулки, а также за счет фиксирования осевого перемещения протяжки стопором, проходящим через окно тяги, закрепленной внутренней резьбой на наружной резьбо ходового вин га в верхней его части и через паз опорной втулки, обеспечивается строгое центрирование протяжки в пазу переходной направляющей втулки станка, а следовательно, и повышенная точность изготовления шпоночных пазов. Простота крепления и снятия протяжки, простота управления и наладки, рациональное расположение аппаратуры и механизмов значительно повышают быстродействие станка. Кроме того, сбор металлической стружки в стружкосборнике во время процесса резания исключав і возможность попадания ее на ходовой винт. Трехшпиидельный настольный вертикально-протяжной станок позволяет при одном электродвигателе и наличии редуктора выполнять сразу три шпоночных паза в~.рех зубчатых колесах, повышая производительность труда без увеличения энергозатрат. На фиг. 1 изображен трехшпиндельный настольный вертикально-протяжной станок, общий вид; на фиг. 2 - расположение прижима в переходной направляющей втулке; на 5 фиг. 3 - кинематическое взаимодействие протяжки с прижимом; на фиг. 4 - гайка-шестерня в разрезе; на фиг, 5 - протяжка. Трехшпиндельный настольный вертикально-протяжной станок имеет основание 10 1, панель 1 с кнопочным включателем 3, пускатель 4 реверсивный, стойки 5, нижнюю плиту 6, верхнюю плиту 7, электродвигатель 8, опорные втулки 9, ходовой винт 10, тягу 11, окно 12, стружкосборник 13, гайки-шес15 терни 14, 15, 15і, протяжку 16, фиксирующую втулку 17, винт 18 к р е п е ж н ы й , направляющую втулку 19, штифт 20, колесо зубчатое 21, паз 22 опорной втулки 9. На кнопочном включаУёле 3 расположе20 ны кнопка-"протяжка" 23, кнопка - "стог»" 24, кнопка - "вверх" 25. Основание 1 выполнено из листа ст. 20, панель 2 выполнена из листа ст. 10. Кнопочный включатель 3 выбран, на25 пример, ПКЄ222-ЗУ2, а пускатель 4 магнитный реверсивный - модели ПБ-123. Две стойки 5 имеюгг цилиндрическую форму, выполнены из с^али 45. В нижней части стойки 5 выполнено'посадочное мес30 то, которое запрессовывается в основание 1. В верхней части стойки 5 имеется посадочное место, на которое кгзпятся нижняя плита 6 и верхняя плита 7, прижимаемая двумя гайками 26 (например М 16x1,5). 35 Третья стойка (не показана) имеет цили ідрическую форму, выполнена из стали 45. В нижней части выполнено посадочное место, которое запрессовывается в основание 1. 40 В верхней части имеется посадочное „ место, на которое крепятся нижняя - 6 и верхняя - 7 плита. На стойке посредине имеется посадочное место, на которое одета втулка с прива45 ренным к ней к р о н ш т е й н о м , а на кронштейне имеется 4 отверстия, через которые проходят болты, например М10х1,5, на которых крепится электродвигатель 8 модели 4А71В6УЗ ГОСТ 19523-74 мощностью 50 0,55 кВт. Во втулке имеется 2 отверстия с резьбой, например М8х1,25, через которые проходят болты, например, М8х1,25 для крепления втулки к стойко при соединении шестерни, находящейся на электродвигате55 ле, с шестерней редуктора, предохраняя от разъединения шестерни на электродвигателе от шестерни редуктора. Нижняя плита 6 и верхняя плита 7 выполнены из листа Д16Т, имеют прямоугольную форму. 12654 На верхней плите 7 установлены и закреплены опорные втулки 9 (материал сталь 45), которые представляют собой трубу цилиндрической формы, в нижней части имеется фланец, в котором выполнены три 5 сквозных отверстия, находящиеся на одинаковом расстоянии друг от друга и предназначенные для закрепления опорной втулки 9 на верхней плите 7. Причем фланец посадочным местом входит в отверстие верхней 10 плиты 7 и крепится тремя болтами. В опорной втулке 9 имеется паз 22 для прохождения стопора (не показал), входящего в окно 12, и протяжки 16 при работе, а также для их крепления и снятия. В верхней 15 части опорной втулки 9 имеется посадочное отверстие для крепления фиксирующей втулки 17. В опорных втулках находятся ходовые винты 10, которые проходят через гайку-ше- 20 стерню 14 и гайки-шестерни 15 и 15 соответственно. Ходовой винт 10 представляет собой стальной винт, имеющий резьбу, например, М20х2 и шпоночный паз, предохраняющий 25 от проворачивания, в который входит винт Мб (не показан). На верхней части ходового винта 10 имеется резьба Ml0x1 для крепления тяги 11. Два ходовых боковых винта (не показа- 30 ны) представляют собой стальные винты, имеющие резьбу, например М20х1 левую и шпоночные пазы, в которые входят винты Мб, предохраняющие от проворачивания. На верхней части ходовых винтов име- 35 ется резьба М10х1 для крепления тяги 11. * Тяга 11 имеет цилиндрическую форму, выполнена из стали 45. В нижней части тяги 11 на внутренней ее части выполнена резьба М10х1 для креп- 40 ления ее на ходовом винте 10. Тяга снабжена пазом для прохождения протяжки 16. Между верхней и нижней частью тяги 11 на нижнюю ее часть навинчен стружкосборник 13 чашеобразной формы, прилегающий 45 к стенкам опорной втулки 9 и перемещающийся вместе с тягой 11. Стопор, фиксирующий протяжку 16 (не показан), выполнен цилиндрической формы, на его наружной поверхности с двух 50 сторон выполнены пазы прямоугольной формы разного размера, предназначенные для крепления пазов протяжки 16 в окне 12. Гайка-шестерня 14 представляет собой стальную шестерню (материал, например 55 сталь 45), имеющую зубья, например, т = 1 , z-ЮО, выполненные на ее наружной поверхности. На внутренней поверхности гайкишестерни 14 выполнена метрическая резьба, например М20х2. Гайки-шестерни 15, 15 представляют собой стальные шестерни (материал, например, сталь 45), имеющие зубья, например, пт=1, z=50 выполненные на их наружной поверхности. На внутренней поверхности гайки-шестерни 15, 151 выполнена левая резьба, например, М20х1. Шпоночная протяжка 16 (см. фиг. 5) выполнена в виде стержня прямоугольной формы, имеющего хвостовую часть с пазом, предназначенным для фиксации протяжки 16 стопором (не показан) и рабочую часть, выполненную с зубьями, величина которых последовательно увеличивается на 0,020,05 мм через шаг в различных протяжках. Фиксирующая втулка 17 имеет цилиндрическую форму с посадочным местом, которое входит в отверстие опорной втулки 9 и фиксируется винтом 18 (ГОСТ 1478-75), а также имеет отверстие для посадки направляющей втулки 19, предохраняя ее от проворачивания. Фиксирующая втулка 17 выполнена, например, из стали 45. Направляющая втулка 19 имеет цилиндрическую форму с посадочным местом внизу, которое входит в фиксирующую втулку 17, и посадочным местом вверху для установки на него зубчатого колеса 21. Во втулке строго по оси выполнен паз 28 прямоугольной формы для прохождения и направления протяжки 16. На буртике направляющей втулки 19 имеется паз, который фиксирует направляющую втулку 19 штифтом 20, запрессованным в фиксирующей втулке 17. На торце буртика направляющей втулки 19 выполнен паз 29 прямоугольной формы для установки прижима 30, удерживающего протяжку 16 от радиального смещения. Направляющая втулка 19 - сменная. Имеется набор направляющих втулок с различными размерами внутреннего направляющего паза 28 для протяжки шпоночных пазов 0,6-2 мм и 3-5 мм. Прижим 30 представляет собой вилку, которая своими выступами входит в паз 29 прямоугольной формы, выполненный по оси направляющей втулки 19, а основанием входит в паз 29, выполненный на торце буртика направляющей втулки 19. В паз 31, находящийся по оси вилки прижима 30, входят с зазором "Ь" зубья протяжки 16, а торцом вилка упирается в два выступа протяжки 16, исключая поперечный прогиб протяжки 16 до полного выхода ее из паза 31 прижима 30. Редуктор настольного вертикальнопротяжного станка размещен между нижней - 6 и верхней - 7 плитами. Все шестерни редуктора установлены на шарикоподшипники (не показаны), за 12654 8 крепленные в нижней - 6 и верхней - 7 рующая втулка 17 имеет сквозное посадочплитах. ное отверстие, в которое входит посадочНа оси электродвигателя закреплена ным местом направляющая втулка 19 и шестерня m » 1, 2 - 20, которая входит в фиксируется штифтом, запрессованным в зацепление с шестерней, находящейся в ре- 5 фиксирующей втулке 17 и входящим в отвердукторе m « 1, z - 80, где на одной оси стие, выполненное на буртике направляюустановлена шестерня m - 1, z ~ 25, которая щей втулки (см. фиг. 1). входит в зацепление с гайкой-шестерней 14 На верхней части направляющих втулок m = 1, z = 100. Эта в свою очередь, входит в 19 имеется посадочное место, на которое зацепление с гайками-шестернями 15,151, с 10 устанавливается зубчатое 21 колесо, на коm = 1, 2 « 50, через которые проходят три тором протягивается шпоночный паз. ходовых винта 10, несущие на себе тягу 11, В опорных втулках 9 установлены с возв которой крепится стопором протяжка 16 можностью вертикального перемещения хо(два ходовых винта и стопор не показаны). довые винты 10, на верхней части которых За счет простоты конструкции редуктора 15 выполнена резьба, на которой крепится тяга и расчета зацепления шестерен, находящих11, имеющая окно 12 и паз, в который входят ся в редукторе, при маломощном электродвипротяжки, фиксирующиеся стопором, вхогателе 0,55 кВт на выходе увеличивается дящим в окно 12. На тяге 11 расположен мощность тяговой силы, передающаяся на стружкосборник 13. ходовые винты, что позволяет плавно пере- 20 Протяжки 16 проходят через отверстие мещаться одновременно трем протяжкам 3v64aToro колеса 21 в паз направляющей при выполнении шпоночных пазов. втулки 19 и входят в паз тяги \\. На основании 1 прямоугольной формы Одновременно могут обрабатываться запрессованы три стойки 5 (третья стойка не три зубчатых колеса с одинаковыми или разпоказана, на ней крепится электродвига- 25 личными шпоночными пазами с шириной тель 8). На стойках 5 жестко закреплены шпоночного паза 0,6-2 мм, которые протянижняя плита 6, а верхняя плита 7 прижата гиваются за один проход. двумя гайками. На стойках 5 крепится паВ случае протягивания шпоночных панель 2, на которой крепится пускатель 4 зов 3-5 мм работа выполняется только на реверсивный и кнопочный включатель 3 тре- ЗО средней опорной втулке 9 в связи с тем, что мя кнопками 23, 24, 25. внутренняя резьба на гайке-шестерне и на Между нижней плитой $ и верхней плиходовом винте имеет шаг резьбы в 2 раза той 7 расположен редуктор, состоящий via больше (усиленная резьба), чем на крайних трех гаек-шестерен 14, 15, 151, которые надвух винтах и гайках-шестернях. К тому же ходятся на осях, закрепленных в нижней б 35 средняя опорная втулка 9, ее ходовой пинт и верхней 7 плитах, и двух шестерен, одна 10 и ее протяжки 16 выполнены длиннее из которых закреплена на электродвигателе крайних, что позволяет работать данными 8 (не показана), которая соединена с шеспротяжками, имеющими ширину паза 0,6-2 терней 27, закрепленной на оси, установмм и 3-5 мм. ленной в нижней 6 и верхней 7 плитах. 40 Рассмотрим работу станка при протягиНа оси, на которой закреплена шестер, вании шпоночных пазов 0,6-2 мм. ня 27, также закреплена шестерня, но покаВставляем в посадочное отверстие кажзанная на чертеже, которая передает дой из трех опорных втулок 9 фиксирующие движение на гайку-шестерню 14. втулки 17 и крепим их крепежным оинтом На нижней 6 и верхней 7 плитах выпол- 45 18. Направляющую сменную втулку 19 нены по три сквозных отверстия, находявставляет в фиксирующую втулку 17 (втулка щихся на одной линии (проходящей через 19 устанавливается в зависимости от размесередину плиты), в которых закреплены три ра протягиваемого шпоночного паза), фикгайки-шестерни 14, 15, 15е и через которые сируемую штифтом 20. После этого на проходят три ходовых винта 10. Эти три 50 верхнюю посадочную часть направляющей сквозных отверстия верхней плиты 7 привтулки 19 насаживаем заготовку, например, мерно на 1/5 толщины плиты 7 сверху расзубчатое колесо 21 и через него вставляет точены под посадочные места для трех протяжку 16 по пазу сменной направляюопорных отулокЭ, закрепленных, например, щей втулки 19 с прижимом 30, который подтремя винтами (на фиг. 1 обозначены оси 55 держивает протяжку 16 внутри этого паза и винтов). предотвращает ее от поперечного смещеНа верхнем торце опорной втулки 9 усния. Далее протягиваем ее через паз тяги 11 тановлены фиксирующая втулка 17, прии окно 12. Во время прохождения протяжки крепленная к ней винтом 18 крепежным, 16 через тягу 11 паз протяжки 16 должен крепящим нижнюю часть втулки 17. Фиксипопасть в окно 12 тяги 11, после чего стопор 12654 протяжки 16 вставляется о паз протяжки 16 и фиксирует по оси направляющей втулки 19. При этом зубья протяжки 16 направлены в сторону паза 22 опорной втулки 9. Смазываем протяжку машинным маслом. Нажав кнопку 23 "Протяжка" протяжка 16 с помощью ходового винта 10 автоматически движется вниз, выполняя при этом шпоночный паз заданного размера. По мере прохождения протяжки 16 через зубчатое колесо 21 и направляющую втулку 19, в которой прижимом 30 протяжке 16 обеспечивается строгое положение вдоль оси направляющей втулки 19, исключается поперечное смещение протяжки 16. По мере прохождения прогячки 16 через зубчатое колесо 21 металлическая стружка, получаемая при протягивании, попадает в стружкосборпик 13, расположенный на тяге 11. При полном одновременном выходе трех протяжек 16 из зубчатых колес 21 нажимаем кнопку "Стоп". Вынимаем стопоры из протяжек 16 и протяжки 16 из опорных втулок 9. Нажимаем кнопку "Сверх" и пока три ходовых винта 10 движутся вверх в исходное положение. В это время успеваем снять обработанные зубчатые колеса 21 и одеть три заготовки зубчатых колес 21 на посадочные места направляющих втулок 19, очистить зубья трех протяжек 16 ог стружки и смазать их машинным маслом. При достижении ходовыми винтами 10 исходного положения нажимаем кнопку "Стоп". Вставляем три протяжки 16 через зубчатые колеса 21 в пазы направляющих втулок 19 и пазы тяги 11, закрепляем протяжки 16 стопорами, смазываем протяжки 16 и цикл работы повторяется. При выполнении в зубчатых колесах 21 шпоночных najoa размерами 3-5 мм необходимо вывести оба крайних ходооых винта 10 из зацепления с их шестернями-гайками 15 и 151: нажатием кнопки 25 "Вверх" на кнопочном пускателе 3 приводим в движение гайки-шестерии 15 и 15і, которые выдвигают ходовые винты 10 из зацепления, поднимая их вверх. В этом положении ходовые винты 10 стопорятся винтами, которые 5 10 15 20 25 30 35 40 45 10 удерживали ходовые винты от проворачивания. Берем соответствующую протяжку 16. При выполнении шпоночных пазов 3-5 мм работа осуществляется только на среднем рабочем узле: снимаем фиксирующую втулку 17 и направляющую втулку 19. Вставляем в посадочное отверстие опорной втулки 9 другую направляющую втулку 19 под соответствующую протяжку 16 и фиксируем ее так, чтобы паз направляющей втулки 19 находился на одной оси с пазом 22 опорной втулки 9. Осуществляем установку зубчатого колеса 21 на посадочное место направляющей втулки 19 и далее проводим работу так, как описано выше при протягивании шпоночных пазов 0,6-2 мм. Станок обеспечивает точность обработки шпоночных пазов по 7-8-му квалитету (2-ой, 3-й класс точности). Как видно из описания предлагаемого трехшпиндельного настольного вертикально-прогяжного станка существенными его преимуществами являются высокая производительность, простота конструктивного исполнения станка, в котором применяются малоразмерные протяжки (138-274 мм) прямоугольной формы, обеспечивающие изготовление пазов шириной 0,6-5 мм. Простота крепления и съема обрабатываемых деталей и протяжек повышает быстродействие станка. За счет размещения в направляющей втулке прижима достигается точность выполнения шпоночных пазов зубчатых колес. По сравнению с прототипом (в котором имеются гидравлические узлы) предлагаемый станок менее дорогостоящ, технологичен в изготовлении. Кроме того, благодаря использованию редуктора, увеличивается мощность и расчетная скорость продвижения протяжки, что обеспечивает плавную, равномерную подачу протяжки. Учитывая вышеизложенное, при серийном изготовлении и использовании предлагаемого станка будет получен определенный экономический эффект, подсчитать который в настоящее время не представляется возможным. 12654 Фиі.1 2619 29 W 12654 Фиг. 4 шшшшшшшшш Упорядник Замовлення 4076 Техред М.Моргентал Коректор М. Самборська Тираж Підписне Державне патентне відомство України, 254655, ГСП, Київ-53, Львівська пл м 8 Відкрите акціонерно товариство "Патент", м. Ужгород, вул.ГагарІна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюVertical broaching machine
Автори англійськоюHolovko Hryhorii Andriiovych
Назва патенту російськоюВертикально-протяжной cтанок
Автори російськоюГоловко Григорий Андреевич
МПК / Мітки
МПК: B23D 41/00
Мітки: верстат, вертикально-протяжний
Код посилання
<a href="https://ua.patents.su/8-12654-vertikalno-protyazhnijj-verstat.html" target="_blank" rel="follow" title="База патентів України">Вертикально-протяжний верстат</a>
Фугувальний верстат
Номер патенту: 6670
Опубліковано: 29.12.1994
Автори: Мазур Вадим Федорович, Шелест Анатолій Кузьмич
МПК: B27G 21/00, B27C 1/00
Мітки: верстат, фугувальний
Формула / Реферат:
(57) Фуговальный станок, содержащий станину с передним и задним столами, на которых расположены накладки, направляющую линейку, ножевой вал и привод, отличающийся тем, что накладки выполнены секционными, каждая секция снабжена базирующими элементами и имеет паз, причем смежная с направляющей линейкой секция заднего стола соединена с направляющей линейкой жестко, а секция переднего стола с возможностью перемещения относительно направляющей...
Підп’ятник для машин з вертикально-обертовим валом
Номер патенту: 1993
Опубліковано: 20.12.1994
Автори: Малеваний Володимир Олексійович, Ісаков Станіслав Васильович, Манерцев Віктор Олександрович, Толмачова Тетяна Іванівна, Курилов Генадій Васильович
МПК: F16C 17/04
Мітки: підп'ятник, машин, валом, вертикально-обертовим
Формула / Реферат:
1. Подпятник для машин с вертикально вращающимся валом, содержащий пяту, основание и равномерно расположенные по окружности опорные элементы с выполненными на них со стороны входной кромки выемками, отличающийся тем, что, с целью повышения надежности, опорные элементы выполнены в виде сегментов, выемка выполнена в форме части поверхности второго порядка, при этом концы участков криволинейной поверхности второго порядка, ограничивающей...
Розточувальний верстат
Номер патенту: 6235
Опубліковано: 29.12.1994
Автори: Гольдрайх Генріх Максович, Хомченко Едуард Миколайович, Хомутов Семен Михайлович, Капітельман Леонід Вільямович
МПК: B23B 41/00
Мітки: розточувальний, верстат
Формула / Реферат:
1. Расточной станок, содержащий станину, выполненную с боковыми сливными желобами в рабочей зоне и каналами отвода смазывающе-охлаждающей жидкости и стружки, расположенный на станине продольный стол и установленные неподвижно на станине мосты со шпиндельными головками по обе стороны от рабочей зоны в продольном направлении, отличающийся тем, что, с целью повышения производительности обработки за счет интенсификации подачи и слива...
Універсальний свердлувально-присаджувальний верстат
Номер патенту: 5237
Опубліковано: 28.12.1994
Автори: Нікітін Валентин Леонідович, Павловський Георгій Володимирович, Єрохов Володимир Григорович
МПК: B27C 3/00
Мітки: свердлувально-присаджувальний, універсальний, верстат
Формула / Реферат:
1. Универсальный сверлильно-присадочный станок, включающий станину, стол с базовым элементом, поворотный суппорт с многошпиндельным сверлильным агрегатом, выполненным в виде установленной на балке сверлильной головки и приводы вращения шпинделей и подачи сверлильной головки, отличающийся тем, что сверлильный агрегат смонтирован на поворотном суппорте посредством призматической направляющей, сверлильная головка установлена на балке посредством...
Вібраційний верстат

Номер патенту: 9936
Опубліковано: 30.09.1996
Автори: Боровець Володимир Михайлович, Урбан Андрій Володимирович, Щігель Віктор Абрамович, Стрельбіцький Святослав Прокопович
МПК: B24B 31/067
Мітки: верстат, вібраційний
Текст:
...оправок дает возможность использовать для установки деталей максимум поверхности барабана, т.е. увеличивать производительность обработки. Выполнение первой оправки в виде многоступенчатого пальца, а второй- в виде подпружиненного в направлении первой оправки пальца, шариирнр установленного на кронштейне, позволяет обеспечить быструю и надежную установку деталей, а также быстрый съем при доступе обрабатывающей среды ко всем частям подлежащей...
Попередній патент: Родентицидна композиція
Наступний патент: Hасос з мускульhим приводом
Випадковий патент: Спосіб експрес-діагностики психоемоційних порушень у спортсменів, які займаються екстремальними видами спорту