Верстат для безцентрового обкатування зовнішніх циліндричних поверхонь деталів
Формула / Реферат
1. Станок для бесцентрового обкатывания наружных цилиндрических поверхностей деталей, содержащий станину с основанием и боковыми стенками, шпиндельный узел опорного ролика, привод его перемещения с выходным валом и связью между ними, механизм нагружения, выполненный в виде съемного силового гидроцилиндра, на штоке которого закреплена накатная головка с деформирующими элементами, отличающийся тем, что с целью расширения его технологических возможностей за счет изменения диапазона обрабатываемых деталей, станина выполнена сборной, состоящей из прикрепленной к ее основанию горизонтальной выступающей части с планкой для установки накопителя и поворотной плиты с горизонтальной осью, установленной на передней части станины с возможностью углового перемещения и фиксации, причем на одной из боковых стенок станины выполнены вертикальные пазы под загрузочное устройство, а на другой -вертикальные пазы для установки с возможностью перемещения гидроцилиндра накатной головки, при этом на поворотной плите выполнены горизонтальные пазы, сквозной проем и центрирующие отверстия на равном расстоянии между собой и от оси упомянутого сквозного проема, шпиндельный узел опорных роликов закреплен на поворотной плите и выполнен с центрирующими отверстиями на его боковых сторонах и промежуточным валом, связь шпиндельного узла с приводом выполнена в виде пустотелой гильзы под выходной вал привода и пары конических шестерен, причем одна из них закреплена на промежуточном валу, а другая - на выходном валу привода, а свободный конец гильзы расположен в одном из центрирующих отверстий шпиндельного узла.
2. Станок по п. 1, отличающийся тем, что он снабжен опорой, установленной в горизонтальной выступающей части.
Текст
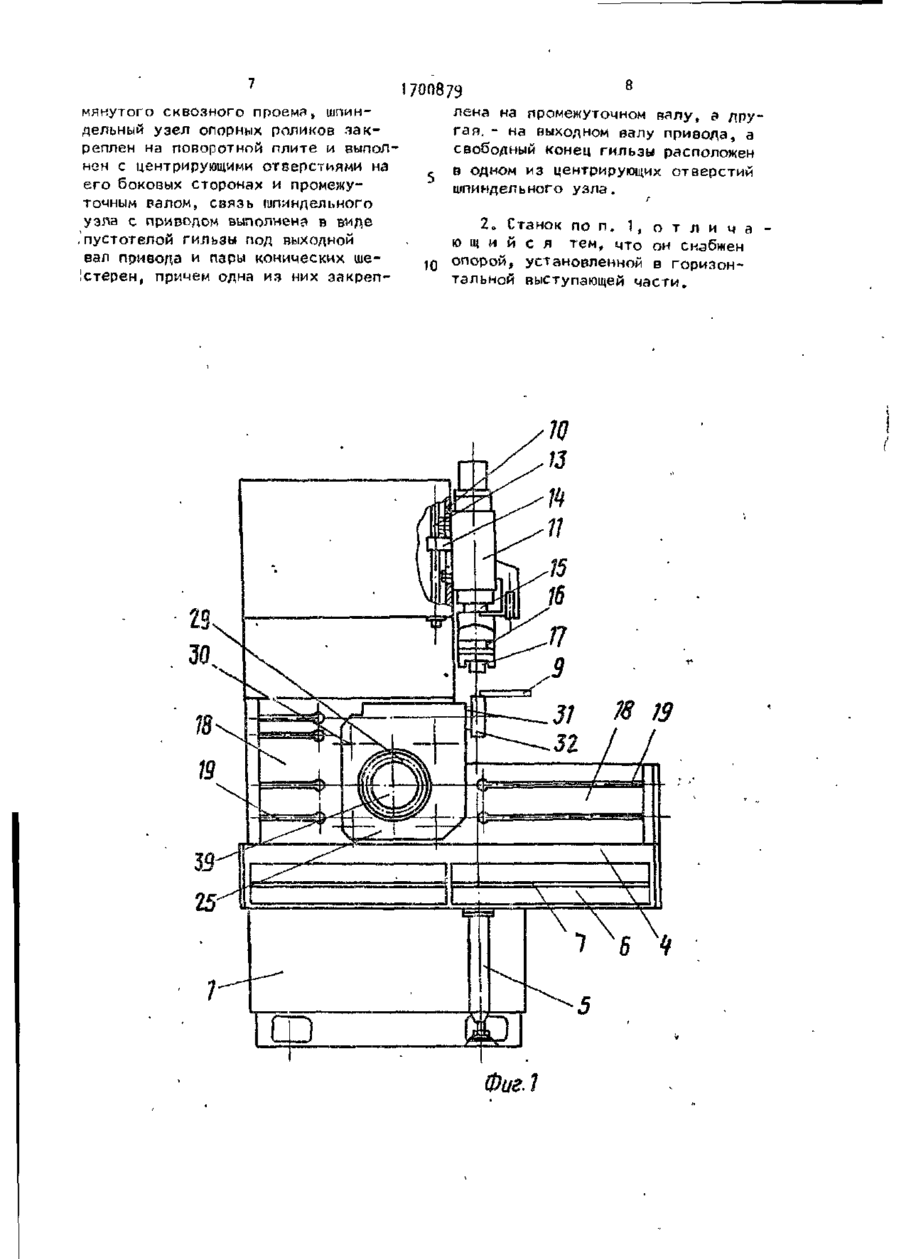
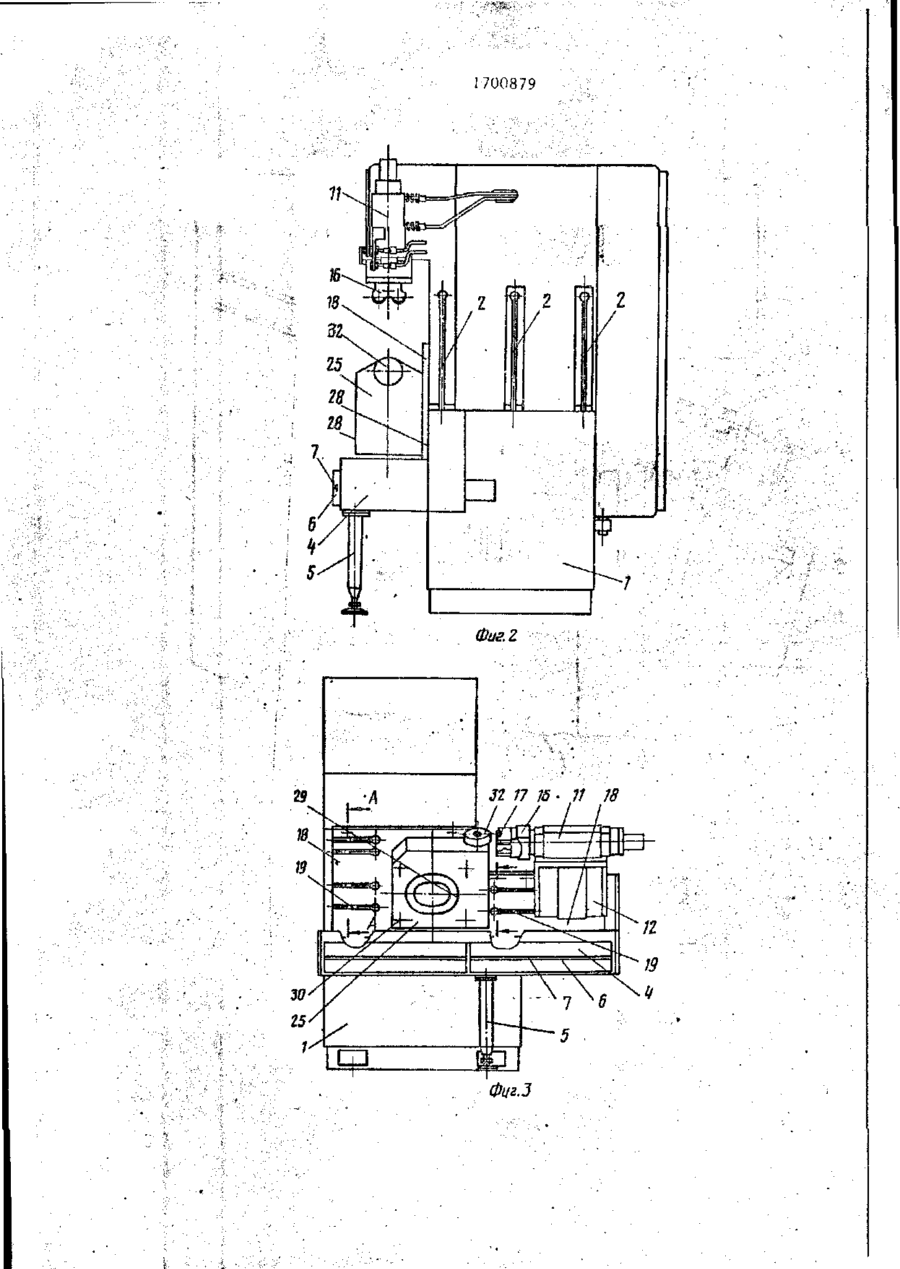
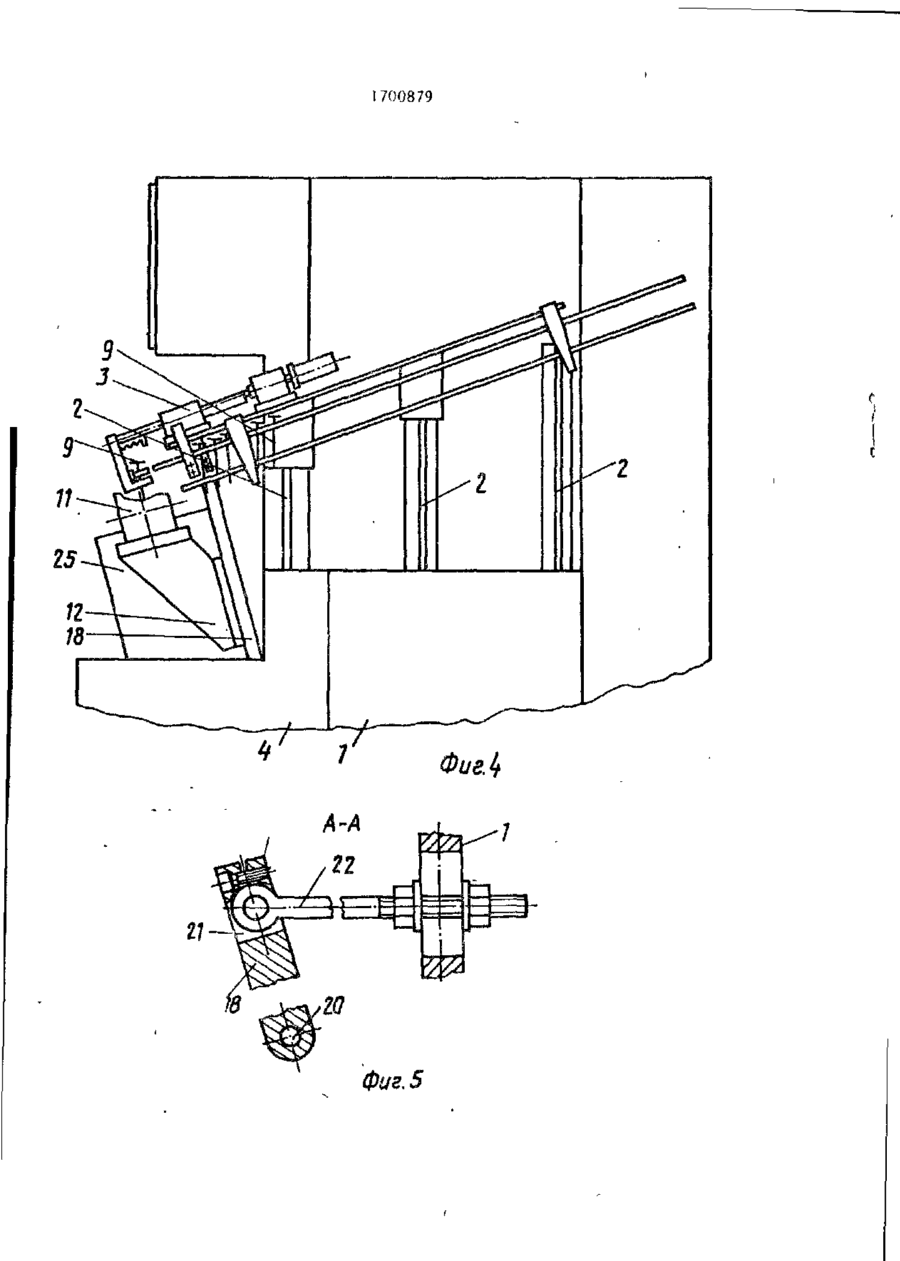
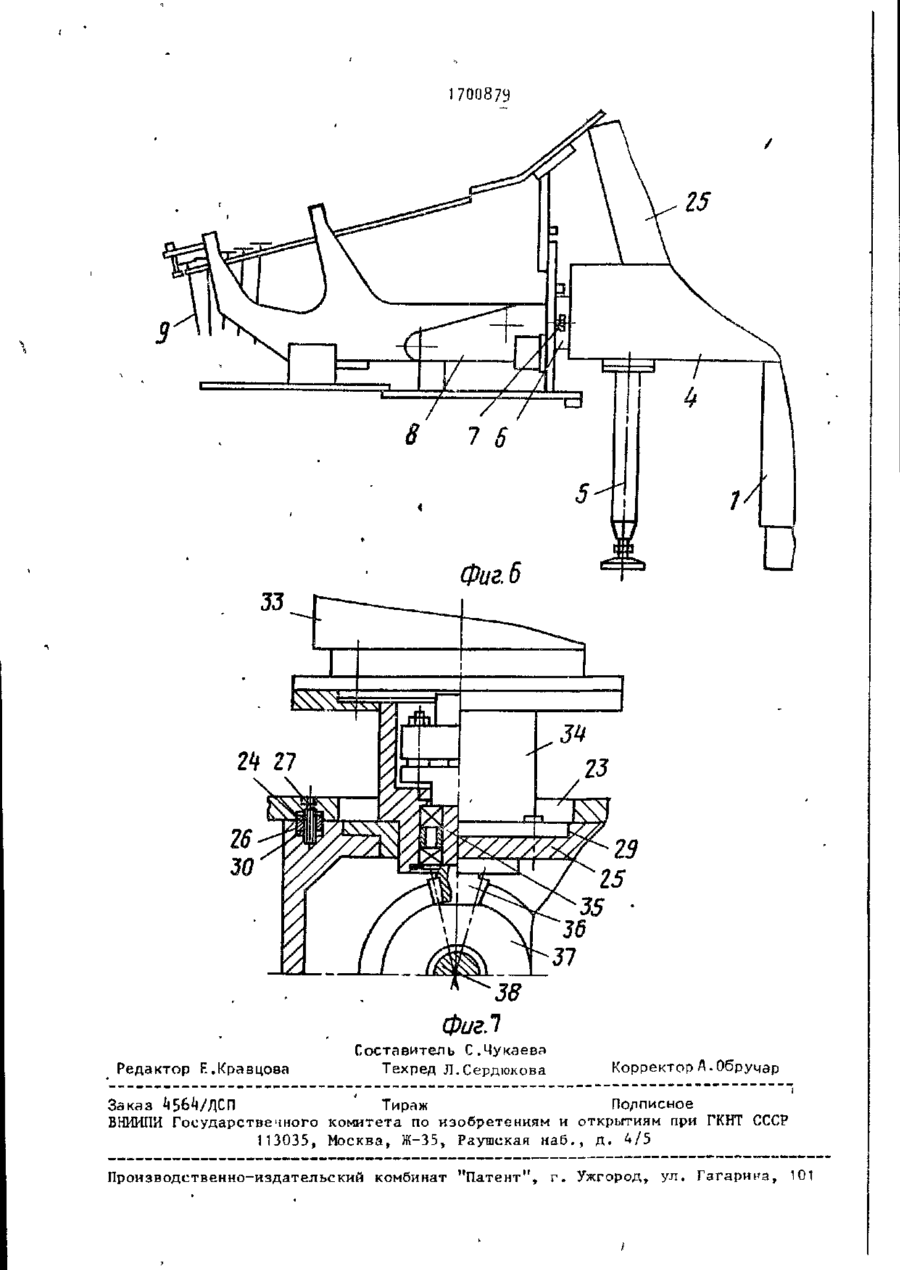
ДЛЯ ГЛУЖЇБНОГО ПОЛЬЗОВАНИЯ ЭКЭ N» 000066 СОЮЗ СОВЕТСНИХ СОЦИАЛИСТИЧЕСКИХ РЕСПУБЛИК (51)5 В 7Л В 39/Q0 ГОСУДАРСТВЕННЫЙ КОМИТЕТ ПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМ ПРИ ГННТ СССР 1 (21) Й716580/27 (22) 11.07,89 (75) В.Н.Криворучко (53) 621.923.77(088.8) (56) Авторское свидетельство СССР № 6838.90, кл. В 24 В 39/0^, 1977. (5і*) СТАНОК ЛЛЯ БЕСЦЕНТРОВОГО ОБКАТЫВАНИЯ НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ (57) Изобретение относится к области машиностроения, а именно к обработке деталей пластическим деформированием. Цель изобретения - расширение технологических воамонностей станка. Это /юстигвется путем выполнения части передней стенки станины в виде поворотной плиты, к которой крепится быстросменный шпиндельный узел. Станок содержит станину с основанием и боковыми стенками переднюю горизонтальную выступающую часть станины, шпиндельный узел с приводом, на консольном конце шпиндельного вала прикреплен ведущий ролик, съемный силовой цилиндр,-на штоке которого закреплены сменные рабочие головки с деформирующими роликами. Часть передней стенки станины выполнена в виде поворотной плиты с пазами, к которой крепится сменный шпиндельный узел с приводом. Механизм нйгружения выполнен с возможностью перемещения и фиксации в необходимом осевом направлении. Станок имеет опору, прикрепленную к передней части станины. Это обеспечивает возможность переком- • поновки узлов станка, регулирование исходного положения накатной головки в зависимости от диаметра обрабатываемой детали. 1 з.п,й-лы, , 7 ил. Изобретение относится к области машиностроения, а именно к обработке деталей пластическим деформированием, и может быть использовано для бесцентрового обкатывания наружных цилиндрических поверхностей деталей. Целью изобретения является расширение технологических возможностей станка за счет изменения диапазона обрабатываемых деталей. На фиг. 1 изображен предложенный станок (ось ведущего ролика расположена горизонтально), общий вид; на фиг.2 - то же, вид сбоку,' на фиг.2 •'. положение, при котором ось ведущего ролика выполнена наклонной; на фиг. k - загрузочное устройство, установленное на с т а нине; на фиг. 5 ~ крепление и Фиксация поворотной плиты в нужном положении; на Л и г , 6 - соединение выступающей части станины с накопителем изделий^, на фиг, 7 - соединение привода со шпиндельным узлом. Станок содержит станину 1 , одня из боковых стенок которой выполнена с вертикальными пазами 2, для установки загрузочных устройств 3 . Станина 1 выполнена сборной и состоит из прикрепленной к основанию передней горизонтальной высту І47-91 1 /ООН/Ч лающей части 4 с опорой 5 длл обеспечения устойчивости станка и поворотной плиты. Передняя торцовая поверхность г о ризонтальной выступающем части h с опорой 5 снабжена планкой 6 , в которой выполнен продольный паз 7» в котором устанавливают накопитель 8 готовых изделий 9 . В боковой ,Q плоскости станины 1 выполнены вертикальные пазы 10, в которых устанавливается съемный силовгй цилиндр 11 (в горизонтальном положении он крепится н£ кронштейне 12) с воз(5 мощностью перемещения и фиксации в необходимом положении н осевом направлении при помощи пары винт 13 ' гайка \h. На штоке 15 силового цилиндра 11 закреплена съемная на20 катная головка 16 с деформирующими роликами 17. Часть передней стекки станины 1 выполнена в виде поворотной плиты 18 с пазами 19, установленной на горизонтальной оси 20, с 25 вогможностью углового перемещения и фиксации в необходимом положении. В верхней части поворотная плита і 1S снабжена пазами 2 1 , в к вторых креІпятся откидные болты 22, соединяю3Q щие станину 1 с поворотной плитой 18. Поворотная плита 18 снабжена сквозным проемом 23 и центрирующими отверстиями 2k, выполненными на равном расстоянии между собой и от оси сквозного проема 23. Шпиндельный узел 7-5 выполнен с возможностью переустановки таким образом, чтобы ось ведущего ролика была оасположенд горизонтально или вертикально (под углом) к основанию станины 1 (см.фиг.1 и 3) и закреплен жестко на поворотной плите 18. Шпиндельный учел 25 соединен с поворотной плитой 18 полыми штифтами 26 и винтами 27. На противоположных относительно оси шпинделя сторонах 28 выполнены сквозные центрирующие отверстия 29. На этих же сторонах 28 выполнены на равном расстоянии 50 между собой и от оси шпинделя цен-рирующие отверстия 30. На консольном конце шпиндельного вала 31 закреплен ведущий ролик 32, Привод 33 шпиндельного узла 25 взаимосвязан с последним посредством густотёлой гильзы 3 і *. Свободный конец пустотелой гильзы 3і* сопряжен с одним из сквозных центри рующих отверстий 25). Внутри пустотелой гильзы 3^ помещен выходной вал 35 привода 33. На свободном конце выходного вала 35 жестко закреп лена коническая шестерня 36, входящая в зацепление с конической шестерней 37, которая жестко закреплена на конце промежуточного вала 38 шпиндельного узла 25, а крышка 39 закреплена на одном из сквозных центрирующих отверстий 29, Предлагаемый станок для бесцентрового обкатывания наружных цилиндрических поверхностей деталей собирают следующим образом. Часть передней стенки станины 1 выполняют в виде поворотной плиты 18, которую устанавливают и закрепляют на горизонтальной оси 20, с возможностью углового перемещения и фиксации в необходимом положении. Положение поворотной плиты 18 регулируют при помощи откидных болтов 22. Затем устанавливают в вертикальных пазах 2, выполненных на одной из боковых стенок станины 1, загрузочное устройство 3, а к передней торцовой поверхности г о ризонтальной выступающей части k с опорой 5, снабженной планкой 6 с пазом 7, крепят накопитель 8 г о товых изделий 9. На боковой плоскости станины 1 в вертикальные пазы 10 устанавливают съемный силовой цилиндр 11 (механизм нагружения). На конце штока 15 силового цилиндра 11 жестко закрепляют съем-^ ную накатную головку 16 с деформирующими роликами 17. После этого шпиндепьный узел 25 крепится в поворотной плите 18 посредством полых штифтов 26 и винтов 27, входящих в центрирующие отверстия 2h на поворотной плите 18 и центрирующие отверстия 30 на шпиндельном узле 25, таким образом, чтобы центрирующие отверстия ?.h на поворотной плите 18, совместились с цент- * рируюшими отверстиями 30, выполненными на боковых противоположных сторонах 38 шпиндельного узла 25. Привод 33 соединяют со шпиндельным узлом 25 ппи помощи пустотелой 35 гильзы 23. Вначале крепят к одному из концов пустотелой гильзы 3і* привод 33, а затем выходной вал 35 при- і вода 33 устанавливают внутри пустотелой гильзы 3^ таким образом, что 6 700879 воротной плите 18 описанным способы закрепленная на его свободном бом. Силовой цилиндр її вынимается конце коническая шестерня 36 вошла из пазов 10, выполненных на станине в зацепление с конической шестерней 37, закрепленной на конце промежуточ- , 1, устанавливается на кронштейне ного вала 3^ шпиндельного узла 25. 12, который крепится на поворотной Причем свободный конец пустотелой плите 18 в пазах 19 (сн.фиг.З). гильзы З * совмещают с одним из * Выполнение станины и поворотной сквозных центрирующих отверстий 29. плиты с пазами обеспечивает возможВ этом случае ось штока 15 силово10 ность перекомпоновки узлов станка. го цилиндра 11 перпендикулярна обраВыполнение нагружающего механизма с зующей ведущего ролика 32. возможностью перемещения и фиксации в осевом направлении позволяет реСтанок работает в полуавтоматигулировать исходное положение наческом и автоматическом режимах. В 15 катной головки в зависимостм от процессе обкатки смазка подается в диаметра обрабатываемой детали. Конзону обкатывания. струкция шпинделя упла и его взаимо* Станок работает следующим обрасвязь с приводом позволяет выполнять зом. перемонтаж шпиндельного узла а елеДеталь подается в зону обработки 20 дующие положения: ось ведущего загрузочным устройством 3 и фиксируролика - горизонтальна, ось ведущего ется при невращающемся ведущем роролика - вертикальна (или под углом), лике 32 в положении между ведущим , в зависимости от конфигурации изделия роликом 32 и накатной головкой 16. іДля регулировки необходимого рас25 ф о р м у л а и з о б р е т е н и я стояния деформирующих роликов 16 до обрабатываемой детали 9 используют Станок для бесцентрового обкатыпару винт 13 - гайка 1 1 После это*. вания наружных цилиндрических поверхго создается рабочее давление в синостей деталей, содержащий станину с ловом цилиндре 11, его шток 15 30 основанием и боковыми стенками, шпинначинает перемещаться к ведущему дельный узел опорного ролика, привод ролику 32 и поджимает деформируюего перемещения с выходным валом и щие ролики 17 к обкатываемой по"связью между ними, механизм нагружеверхности детали 9# которая подния, выполненный в виде съемного жимается к ведущему ролику 32. По•э5 силового гидроцилиндра, на штоке сле поджима детали 9 вращение от ,которого закреплена накатная головприводного вала и ведущего ролика ка с деформирующими элементами, о т32 передается на деталь 9- Если л и ч а ю щ и й с я тем, что, с це-, деформирующие ролики 17 развернуты лью расширения его технологических на некоторый угол к оси шпиндельно40 возможностей за счет изменения го вала 31, то происходит самоподадиапазона обрабатываемых деталей, ча детали 9 с одновременной ее обстанина выполнена сборной, состояработкой, если же оси деформирующей из прикрепленной к ее основанию щих ооликов 17 параллельны, прогоризонтальной выступающей части с исходит обкатка детали 9 врезным 45 планкой для установки накопителя и методом (на обжим). Обработанное поворотной плиты с горизонтальной изделие Э попадает в накопитель 8. осью, установленной на передней ча! В случае необходимости обработки сти станины с возможностью углового деталей 9 другой конфигурации проперемещения и фиксации, причем на изводится демонтаж шпиндельного 50 одной из боковых стенок станины выузла 25 с приводом 33 и меняют меполнены вертикальные пазы под загрустами привод 33 шпиндельного узла зочное устройство, а на другой 25 и крышку 39, которой закрывают вертикальные пазы для установки с противоположное сквозное центрируювозможностью перемещения гидроцищее отверстие 28. После этого шпин-• линдра накатной головки, при этлм дельный узел 25 устанавливают таким на поворотной плите выполнены гообразом, чтобы ось ведущего ролика і ризонтальные пазы, сквозной проем и 32 располагалась вертикально. Затем центрирующие отверстия на равном шпиндельный узел 25 крепится к порасстоянии между собой и от оси упо 8 1700879 мянутого сквозного проема, шпиндельный узел опорных роликов закреплен на поворотной плите и выполнен с центрирующими отверстиями на его боковых сторонах и промежуточным валом, связь шпиндельного узла с приводом выполнена в виде 'пустотелой гильзы под выходной вал привода и пары конических шеІстерен, причем одна из них закреп ^ лена на промежуточном валу, а лругая, - на выходном валу привода, а свободный конец гильзы расположен в одном из центрирующих отверстий шпиндельного узла. 2а Станок по п. 1, о т л и ч а ю щ и й с я тем, что он снабжен 10 опорой, установленной в горизонтальной выступающей части. 31 J8 19 3 1 / / .7 1700879 Фиг Z 32 17 15 • 71 W LA Фиг. З 1700879 1700879 15 38 ФигЛ Редактор F..Кравцова Составитель С.Чукаева Техред Л.Сердюкова Корректор А. Обручар Заказ Й56^/ДСП ' Тираж Подписное ВНИИІІИ Государствечного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул. Гагарина, 101 -.« *•-"
ДивитисяДодаткова інформація
Назва патенту англійськоюLathe for centerless rolling external cylindrical surfaces of components
Автори англійськоюKryvoruchko Volodymyr Nesterovych
Назва патенту російськоюСтанок для бесцентровой обкатки внешних цилиндрических поверхностей деталей
Автори російськоюКриворучко Владимир Нестерович
МПК / Мітки
МПК: B24B 39/00
Мітки: безцентрового, циліндричних, обкатування, зовнішніх, поверхонь, верстат, деталів
Код посилання
<a href="https://ua.patents.su/8-14082-verstat-dlya-bezcentrovogo-obkatuvannya-zovnishnikh-cilindrichnikh-poverkhon-detaliv.html" target="_blank" rel="follow" title="База патентів України">Верстат для безцентрового обкатування зовнішніх циліндричних поверхонь деталів</a>
Пристрій для зміцнення зовнішніх циліндричних поверхонь деталей
Номер патенту: 11416
Опубліковано: 25.12.1996
Автори: Бабей Юлій Іванович, Кирилів Володимир Іванович, Калічак Теодор Миколайович
МПК: B24B 39/00
Мітки: зовнішніх, зміцнення, поверхонь, циліндричних, пристрій, деталей
Формула / Реферат:
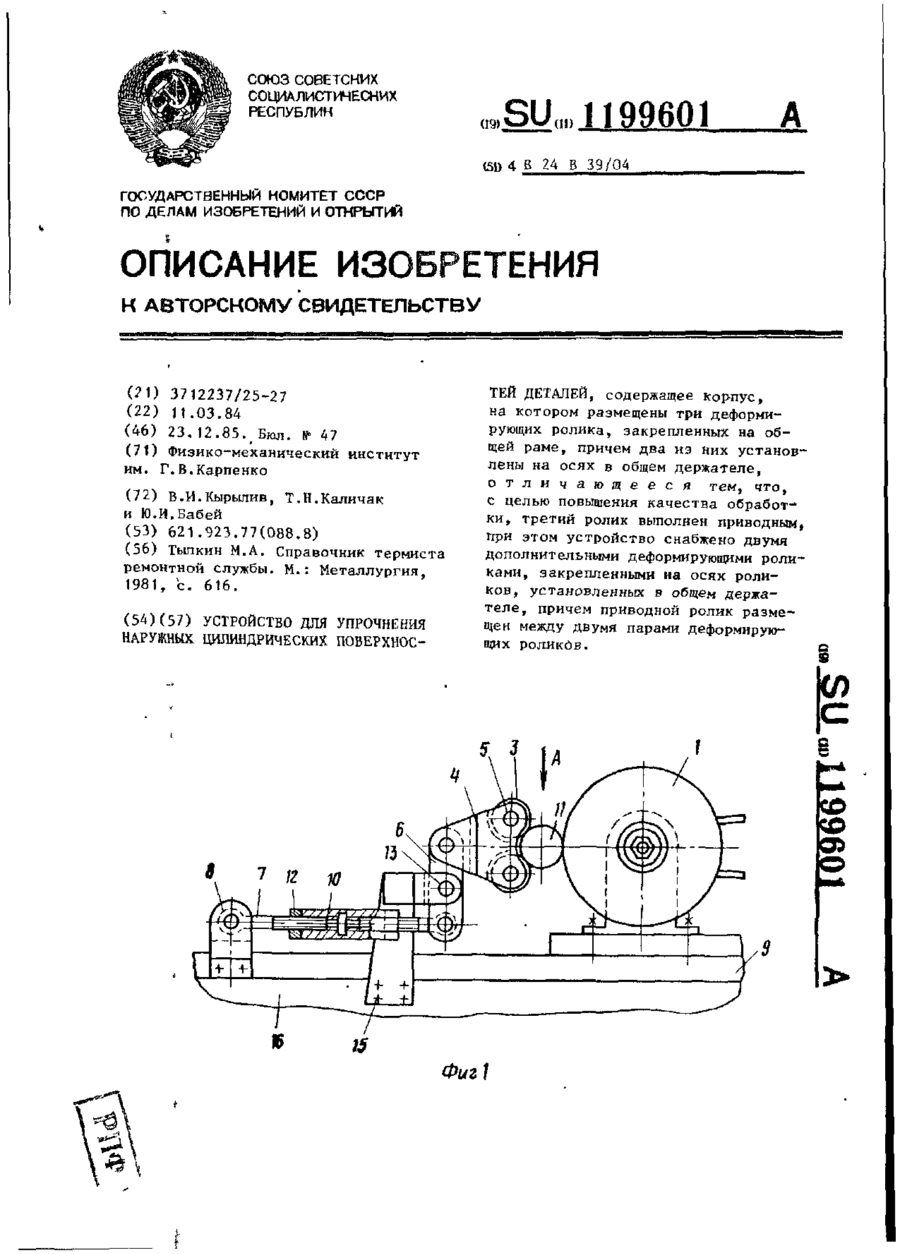
Устройство для упрочнения наружных цилиндрических поверхностей деталей, содержащее корпус, на котором размещены три деформирующих ролика, закрепленных на общей раме, причем два из них установлены на осях в общем держателе, отличающееся тем, что, с целью повышения качества обработки, третий ролик выполнен приводным, при этом устройство снабжено двумя дополнительными деформирующими роликами, закрепленными на осях роликов, установленных в...
Верстат для обробки виробів у вигляді тіл обертання
Номер патенту: 392
Опубліковано: 30.04.1993
Автори: Титаренко Руслан Вікторович, Білоконь Віктор Юр'євич
МПК: B27C 7/00
Мітки: верстат, вигляді, обертання, тіл, обробки, виробів
Формула / Реферат:
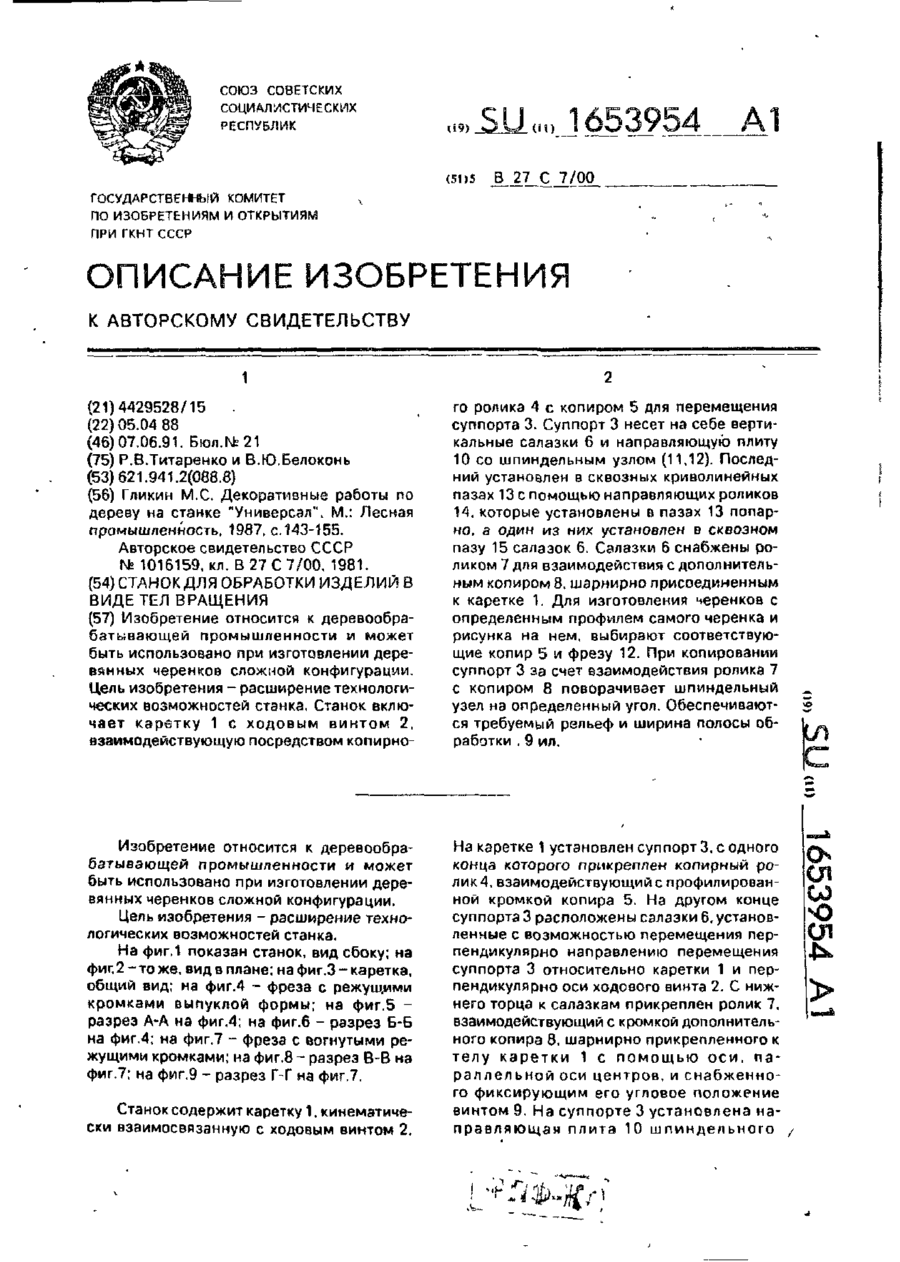
Ф о р м у л а и з о б р е т е н и я Станок для обработки изделий в виде тел вращения, включающий основание, центр для зажима и вращения изделий, копир, каретку, на которой смонтирован с возможностью перемещения к оси центров суппорт, несущий с одного конца копирный ролик, взаимодействующий с копиром, а с другого - шпиндельный узел, о т л и ч а ю щ и й с я тем, что, с целью расширения технологических возможностей, каретка со стороны...
Верстат для шліфування шийок колінчатих валів
Номер патенту: 4729
Опубліковано: 28.12.1994
Автори: Мартюк Микола Іванович, Снісаренко Іван Миколайович, Захарченко Юрій Петрович, Дятел Микола Микитович, Пінчук Микола Дмитрович
МПК: B24B 5/00
Мітки: верстат, шийок, валів, колінчатих, шліфування
Формула / Реферат:
1. Станок для шлифования шеек коленчатых валов, содержащий основание, установленные на нем шпиндельный узел инструмента и переднюю и заднюю бабки с соответствующими шпинделями, размещенные на шпинделях бабок узлы крепления коленчатого вала с центросместителями, закрепленный на передней бабке механизм угловой фиксации коленчатого вала и расположенное на задней бабке средство осевого перемещения шпинделя последней, отличающийся тем, что...
Обробно-розточувальний верстат
Номер патенту: 6230
Опубліковано: 29.12.1994
Автори: Хомутов Семен Михайлович, Капітельман Леонід Вільямович, Ельцин Віктор Ілліч, Хомченко Едуард Миколайович
МПК: B23B 41/00
Мітки: верстат, обробно-розточувальний
Формула / Реферат:
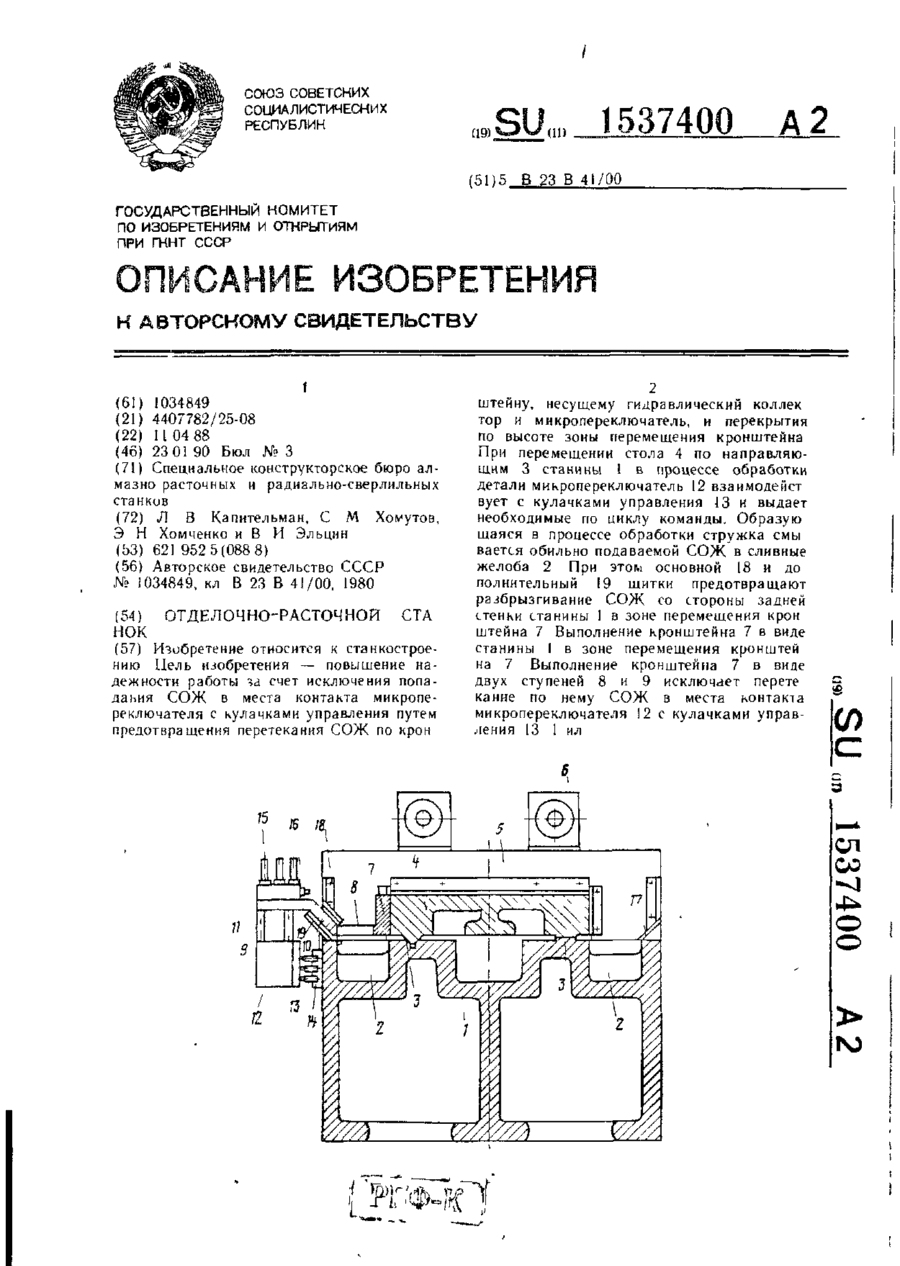
Отдйдочно-расточной станок по авт. св.№ 1034849, отличающийся тем, что, с целью повышения надежности работы, станок снабжен дополнительным щитком, закрепленным на станине, кронштейн выполнен в виде двух соединенных перемычкой ступеней, верхняя из которых несет гидравлический кодлектор и микропереключатель, а один из основных и дополнительный щитки установлены по обе стороны перемычки с перекрытием друг друга по высоте.
Верстат для обробки асферичних поверхонь
Номер патенту: 14350
Опубліковано: 25.04.1997
Автори: Бабін Олег Фавієвич, Ковальов Віктор Дмитрович
МПК: B24B 13/00
Мітки: асферичних, обробки, верстат, поверхонь
Формула / Реферат:
Станок для обработки асферичсгких поверхностей, содержащий устройство для задания усилия прижима инструмента и привод перемещения инструмента в двух взаимно перпендикулярных направлениях, отличающийся тем, что, с целью повышения точности обработки и расширения технологических возможностей за счет управления усилием прижима инструмента в каждой точке обрабатываемой поверхности, привод перемещения инструмента выполнен в виде системы питания...
Попередній патент: Спосіб здобуття ізольованих гепатоцитів
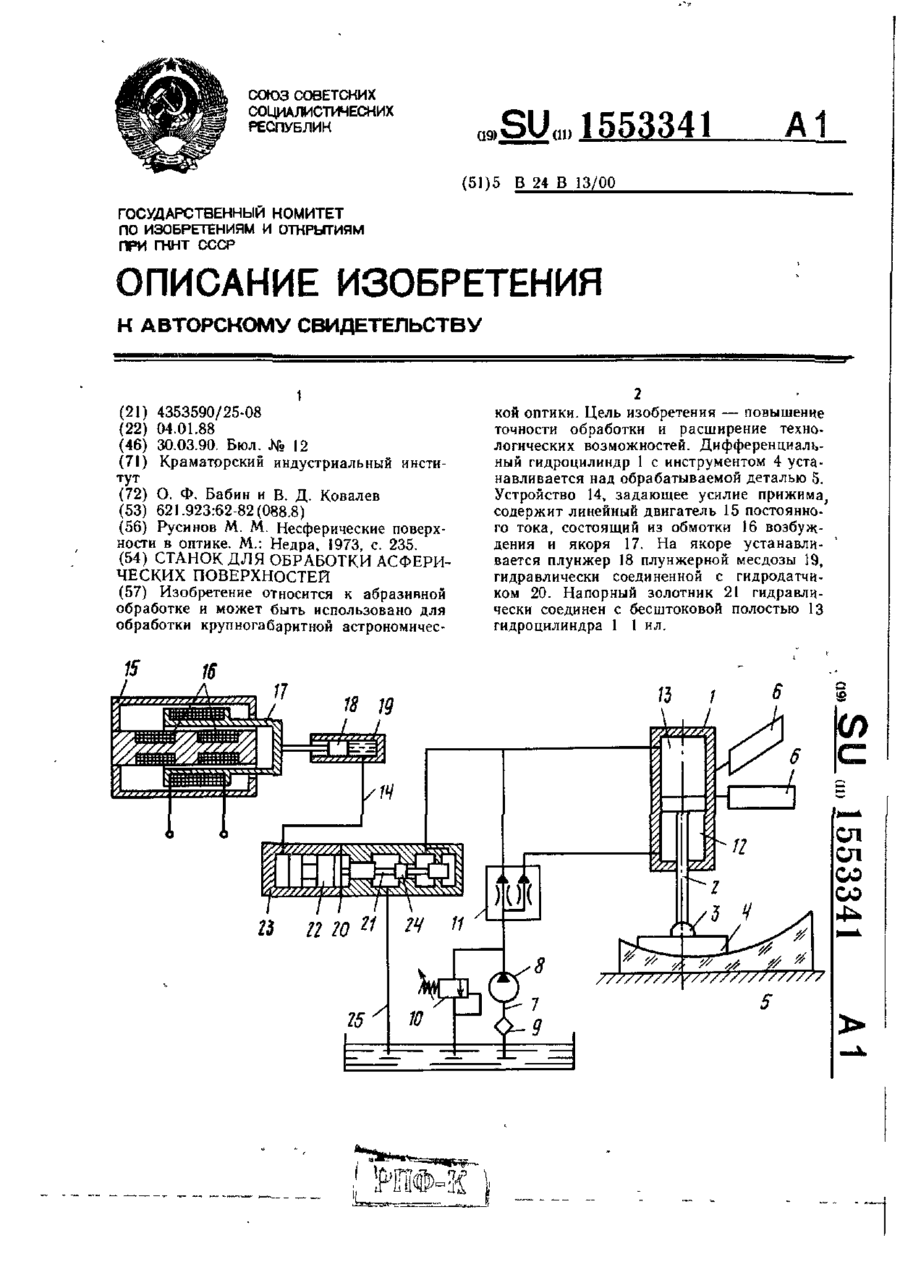
Наступний патент: Установка для загартування виробів складної форми
Випадковий патент: Спосіб одержання ферментного препарату каталази штаму pleurotus ostreatus p-208