Установка для загартування виробів складної форми
Номер патенту: 14083
Опубліковано: 25.04.1997
Автори: Жуков Петро Олександрович, Криворучко Володимир Нестерович
Формула / Реферат
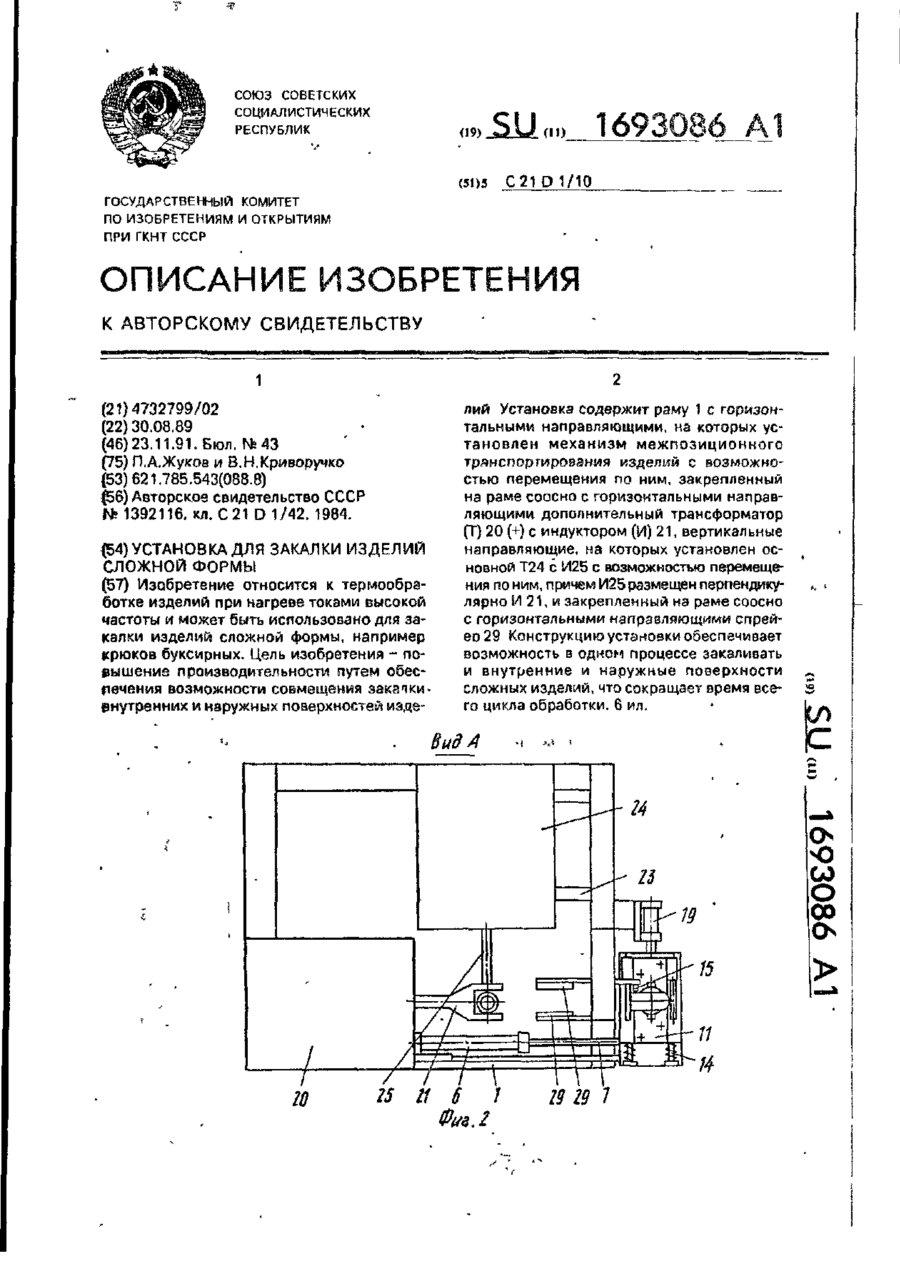
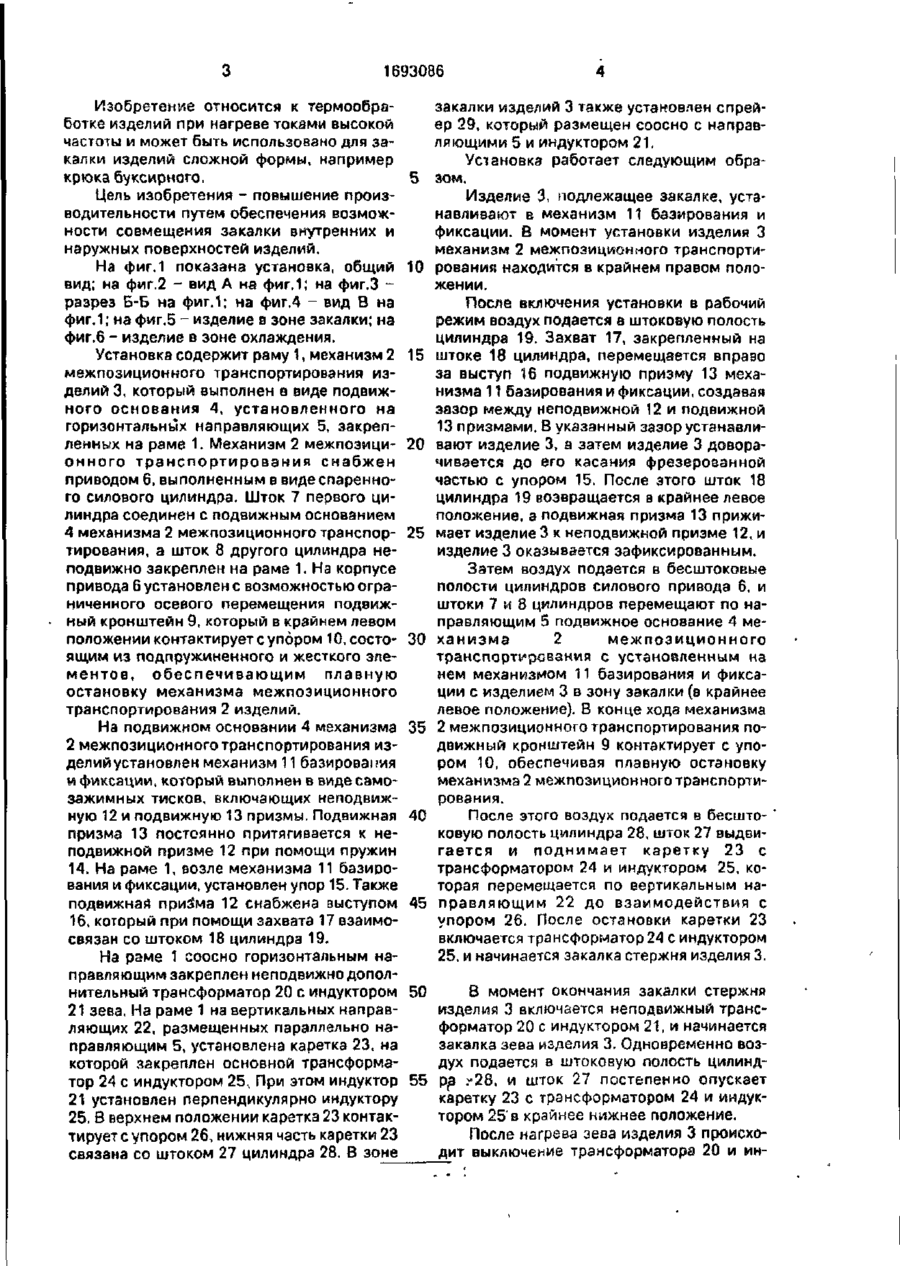
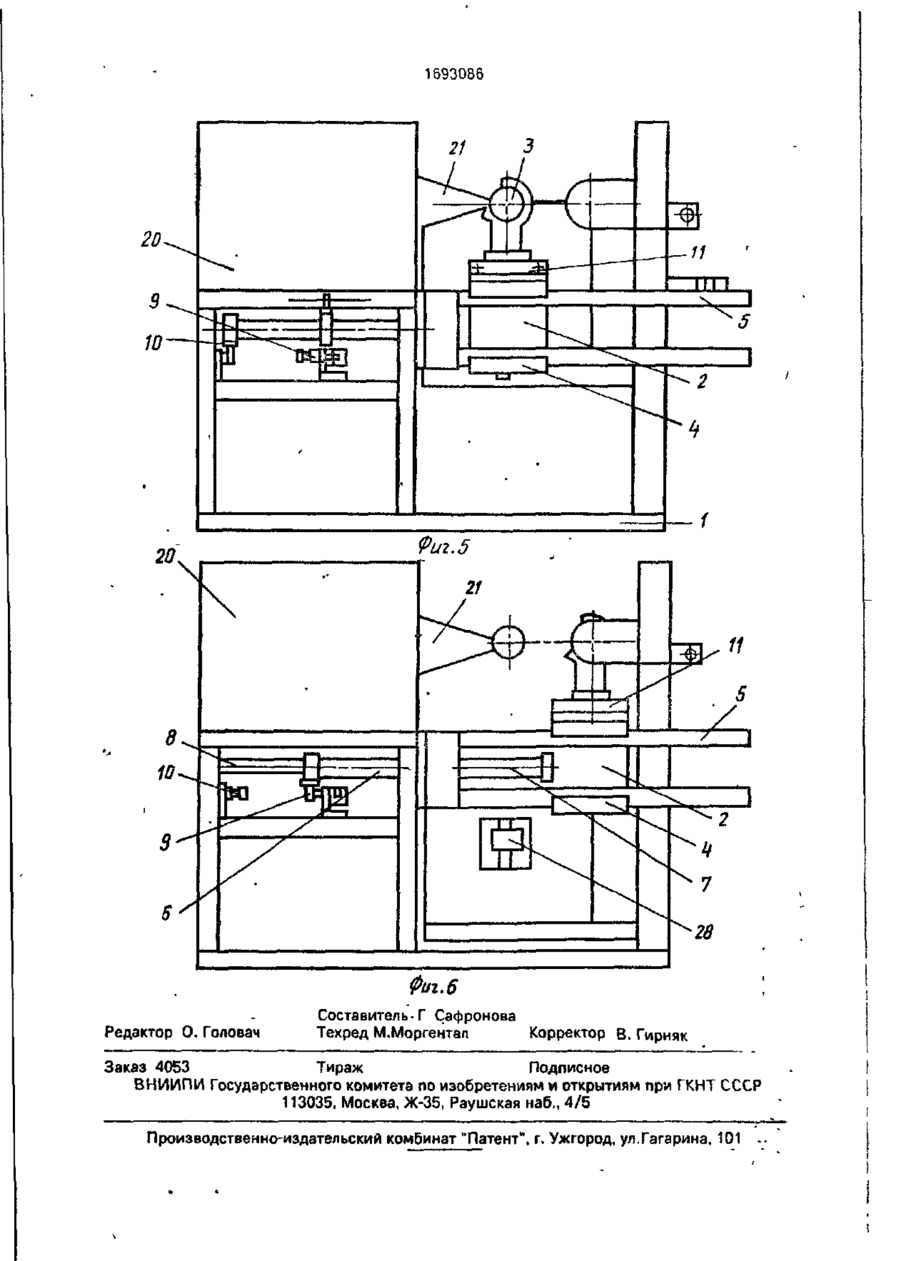
Установка для закалки изделий сложной формы, содержащая раму с горизонтальными направляющими, на которых установлен с возможностью перемещения по ним механизм межпозиционного транспортирования изделий с зажимным приспособлением, вертикальными направляющими, на которых установлен с возможностью перемещения по ним индуктор с трансформатором и закрепленный на рамеспрейер, отличающаяся тем, что, с целью повышения производительности путем обеспечения возможности совмещения закалки внутренних и наружных поверхностей изделий, установка снабжена дополнительным индуктором с трансформатором, закрепленным на раме соосно с горизонтальными направляющими и перпендикулярно основному индуктору, при этом основной индуктор размещен параллельно, а спрейер соосно с горизонтальными направляющими.
Текст
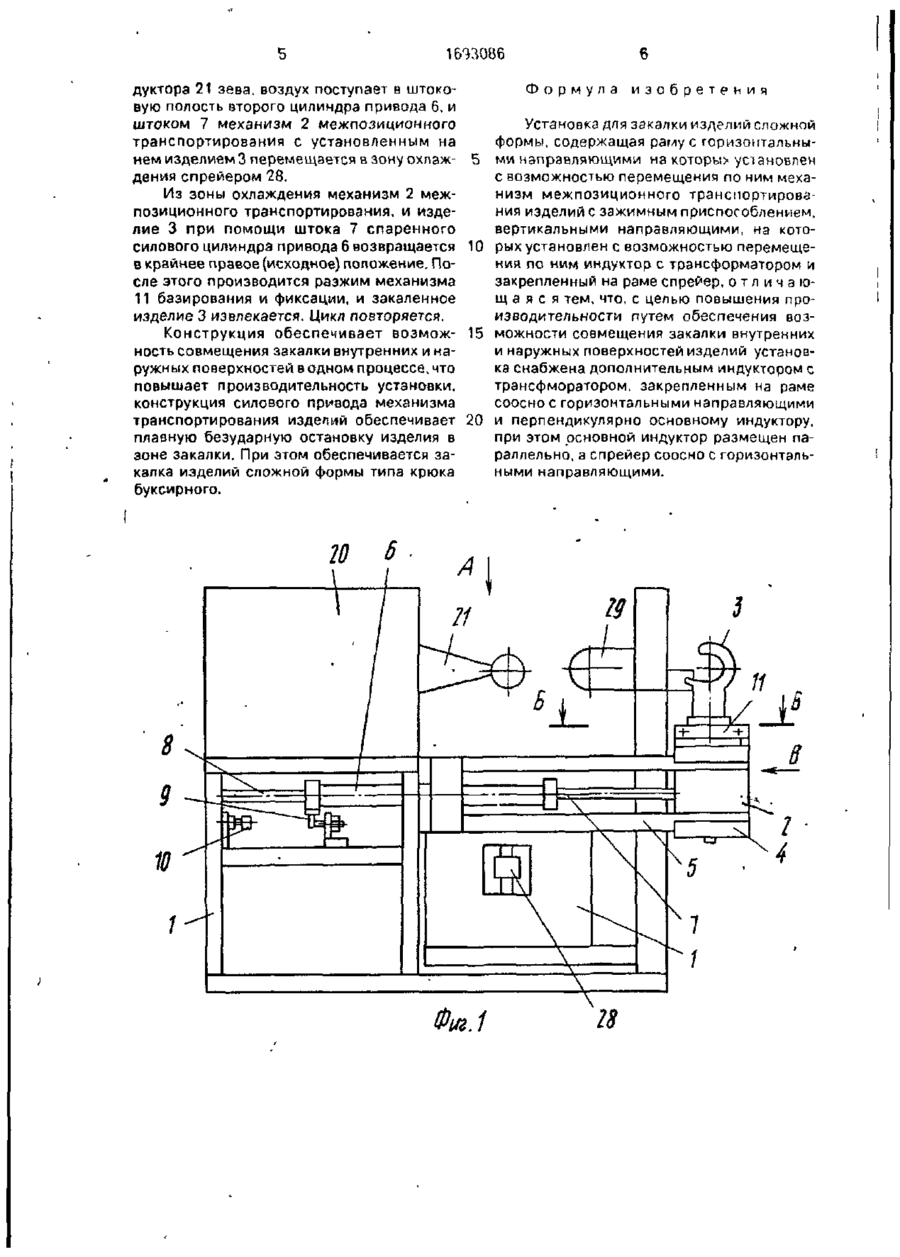
Изобретение относится к термообработке изделий при нагреве токами высокой частоты и может быть использовано для закалки изделий сложной формы, например крюков буксирных. Цель изобретения - порышениз производительности путем обеспечения возможности совмещения закачкивнутренних и наружных поверхностей изде лий Установка содержит раму 1 с горизонтальными направляющими, на которых установлен механизм межпозиционного транспортирования изделий с возможностью перемещения по ним, закрепленный на раме соосно с горизонтальными направляющими дополнительный трансформатор (Т) 20 (+) с индуктором (И) 21, вертикальные направляющие, на которых установлен основной Т24 с И25 с возможностью перемещения по ним, причем И25 размещен перпендикулярно И 21, и закрепленный на раме соосно с горизонтальными направляющими спрейeD 29 Конструкцию установки обеспечивает возможность в одном процессе закаливать и внутренние и наружные поверхности сложных изделий, что сокращает время всего цикла обработки. 6 ил. Вид А Сл> О 00 W 1693086 Изобретение относится к термообработке изделий при нагреве токами высокой частоты и может быть использовано для закалки изделий сложной формы, например крюка буксирного. 5 Цель изобретения - повышение производительности путем обеспечения возможности совмещения закалки внутренних и наружных поверхностей изделий. На фиг.1 показана установка, общий 10 вид; на фиг.2 - вид А на фиг.1; на фиг.З разрез Б-Б на фиг.1; на фиг.4 - вид В на фиг.1; на фиг.5 - изделие в зоне закалки; на фиг.6 - изделие в зоне охлаждения. Установка содержит раму 1, механизм 2 15 межпозиционного транспортирования изделий 3, который выполнен а виде подвижного основания 4, установленного на горизонтальных направляющих 5, закрепленных на раме 1. Механизм 2 межпозици- 20 онного транспортирования снабжен приводом 6, выполненным в виде спаренного силового цилиндра. Шток 7 первого цилиндра соединен с подвижным основанием 4 механизма 2 межпозиционного транспор- 25 тирования, а шток 8 другого цилиндра неподвижно закреплен на раме 1. На корпусе привода 6 установлен с возможностью ограниченного осевого перемещения подвижный кронштейн 9, который в крайнем левом положении контактирует с упором 10, состо- 30 ящим из подпружиненного и жесткого злементов, обеспечивающим плавную остановку механизма межпозиционного транспортирования 2 изделий. закалки изделий 3 также установлен спрейер 29, который размещен соосно с направляющими 5 и индуктором 21. Установка работает следующим образом. Изделие 3, подлежащее закалке, устанавливают в механизм 11 базирования и фиксации. В момент установки изделия 3 механизм 2 межпозиционного транспорта рования находится в крайнем правом положении. После включения установки в рабочий режим воздух подается в штоковую полость цилиндра 19. Захват 17, закрепленный на штоке 18 цилиндра, перемещается вправо за выступ 16 подвижную призму 13 механизма 11 базирования и фиксации, создавая зазор между неподвижной 12 и подвижной 13 призмами. В указанный зазорустанавливают изделие 3, а затем изделие 3 доворачивается до его касания фрезерованной частью с упором 15. После этого шток 18 цилиндра 19 возвращается в крайнее левое положение, а подвижная призма 13 прижимает изделие 3 к неподвижной призме 12, и изделие 3 оказывается зафиксированным. Затем воздух подается в бесштоковые полости цилиндров силового привода 6, и штоки 7 и 8 цилиндров перемещают по направляющим 5 подвижное основание 4 механизма 2 межпозиционного транспортирования с установленным на нем механизмом 11 базирования и фиксации с изделием 3 в зону закалки (в крайнее левое положение). В конце хода механизма На подвижном основании 4 механизма 35 2 межпозиционного транспортирования по2 межпозиционного транспортирования издвижный кронштейн 9 контактирует с уподелий установлен механизм 11 базирования ром 10, обеспечивая плавную остановку м фиксации, который выполнен в виде самомеханизма 2 межпозиционного транспортизажимных тисков, включающих неподвижрования. ную 12 и подвижную 13 призмы. Подвижная 40 После этого воздух подается в бесштопризма 13 постоянно притягивается к нековую полость цилиндра 28, шток 27 выдвиподвижной призме 12 при помощи пружин гается и поднимает каретку 23 с 14, На раме 1, возле механизма 11 базиротрансформатором 24 и индуктором 25, кования и фиксации, установлен упор 15. Также торая перемещается по вертикальным наподвижная приема 12 снабжена выступом 45 правляющим 22 до взаимодействия с 16, который при помощи захвата 17 взаимоупором 26. После остановки каретки 23 связан со штоком 18 цилиндра 19. включается трансформатор 24 с индуктором 25, и начинается закалка стержня изделия 3. На раме 1 соосно горизонтальным направляющим закреплен неподвижно дополнительный трансформатор 20 с индуктором 50 В момент окончания закалки стержня 21 зева. На раме 1 на вертикальных направизделия 3 включается неподвижный трансляющих 22, размещенных параллельно наформатор 20 с индуктором 21, и начинается правляющим 5, установлена каретка 23, на закалка зева изделия 3. Одновременно возкоторой закреплен основной трансформадух подается в штоковую полость цилиндтор 24 с индуктором 25, При этом индуктор 55 ра -28, и шток 27 постепенно опускает 21 установлен перпендикулярно индуктору каретку 23 с трансформатором 24 и индук25. В верхнем положении каретка 23 контактором 25'в крайнее нижнее положение. тирует с упором 26, нижняя часть каретки 23 После нагрева зева изделия 3 происхосвязана со штоком 27 цилиндра 28. В зоне дит выключение трансформатора 20 и ин 1693086 дуктора 21 зева, воздух поступает в штоковую полость второго цилиндра привода 6, и штоком 7 механизм 2 межпозиционного транспортирования с установленным на нем изделием 3 перемещается в зону охлаждения спрейером 28. Из зоны охлаждения механизм 2 межпозиционного транспортирования, и изделие 3 при помощи штока 7 спаренного силового цилиндра привода 6 возвращается в крайнее правое (исходное) положение. После этого производится разжим механизма 11 базирования и фиксации, и закаленное изделие 3 извлекается. Цикл повторяется. Конструкция обеспечивает возможность совмещения закалки внутренних и наружных поверхностей в одном процессе, что повышает производительность установки, конструкция силового привода механизма транспортирования изделий обеспечивает плавную безударную остановку изделия в зоне закалки. При этом обеспечивается закалка изделий сложной формы типа крюка буксирного. Формула 5 10 15 20 изобретения Установка для закалки изделий сложной формы, содержащая раму с горизоптальными направляющими на которы> установлен с возможностью перемещения по ним механизм межпозиционного транспортирования изделий с зажимным приспособлением, вертикальными направляющими, на которых установлен с возможностью перемещения по ним индуктор с трансформатором и закрепленный на раме спрейер, о т л и ч а ю щ а я с я тем, что, с целью повышения производительности Путем Обеспечения 603можности совмещения закалки внутренних и наружных поверхностей изделий установка снабжена дополнительным индуктором с трансфморатором, закрепленным на раме соосно с горизонтальными направляющими и перпендикулярно основному индуктору, при этом основной индуктор размещен параллельно, а спрейер соосно с горизонтальными направляющими. 3 Фиг.1 1693086 Б-6 З Фиг 3 16 Вид В Фиг.4 26 1693086 Фиг.6 Редактор О. Головач Составитель-Г Сафронова Техред М.Моргентал Корректор В. Гирняк Заказ 4053 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035. Москва, Ж-35, Раушская наб„ 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 101 ..
ДивитисяДодаткова інформація
Назва патенту англійськоюUnit for quenching articles of complex shape
Автори англійськоюZhukov Petro Oleksandrovych, Kryvoruchko Volodymyr Nesterovych
Назва патенту російськоюУстановка для закалки изделий сложной формы
Автори російськоюЖуков Петр Александрович, Криворучко Владимир Нестерович
МПК / Мітки
МПК: C21D 1/09
Мітки: загартування, установка, складної, форми, виробів
Код посилання
<a href="https://ua.patents.su/6-14083-ustanovka-dlya-zagartuvannya-virobiv-skladno-formi.html" target="_blank" rel="follow" title="База патентів України">Установка для загартування виробів складної форми</a>
Устаткування для повітрянострумневого загартування скляних виробів
Номер патенту: 11533
Опубліковано: 25.12.1996
Автори: Злаказов Олександр Борисович, Ганпанцурова Світлана Юріївна, Сторчевий Володимир Степанович, Притула Василь Іванович, Мухін Віктор Павлович
МПК: C03B 27/00
Мітки: повітрянострумневого, устаткування, виробів, загартування, скляних
Формула / Реферат:
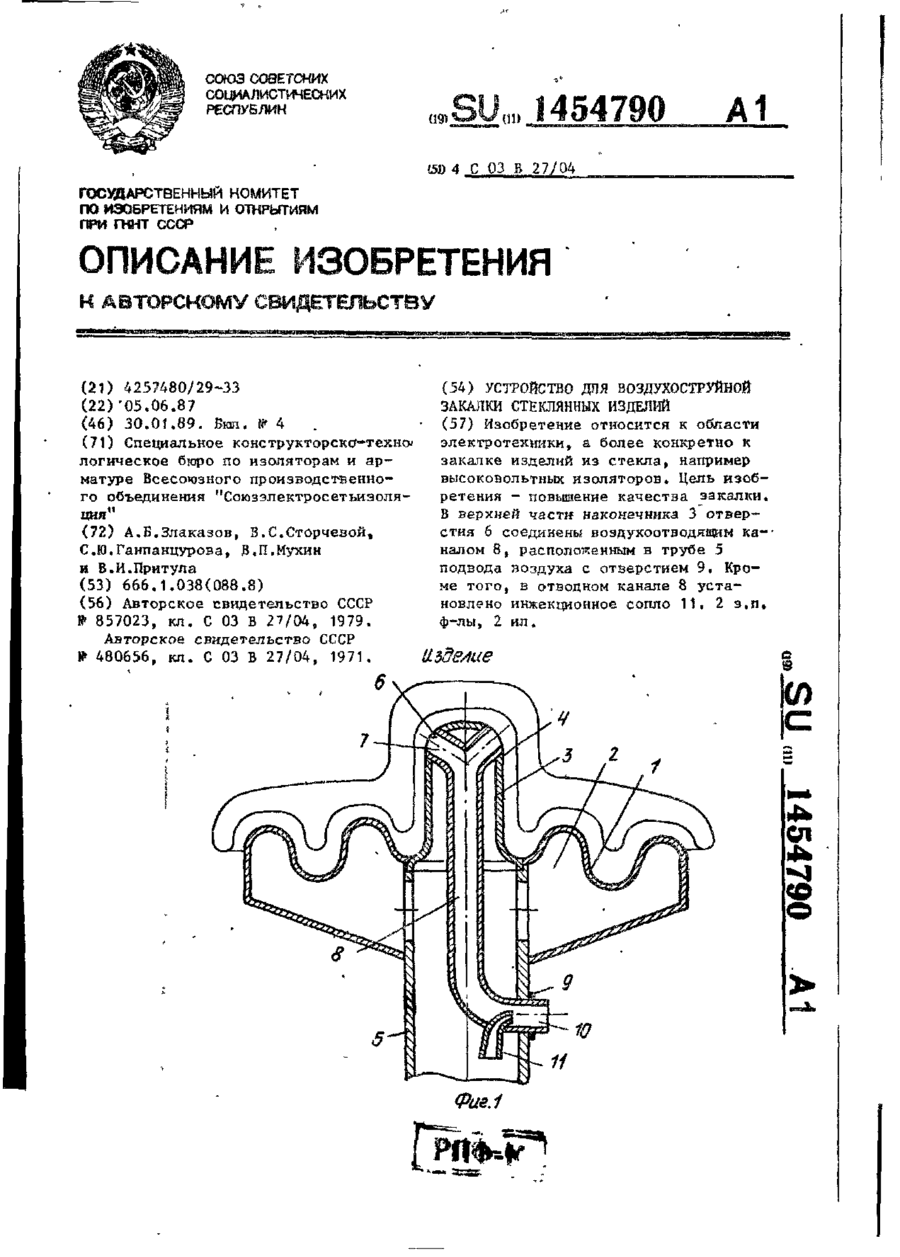
1. Устройство для воздухоструйной закалки стеклянных изделий, преимущественно высоковольтных изоляторов, включающее выполненную по форме изделия нижнюю обдувочную решетку с полостью, наконечником с отверстиями и трубу подвода воздуха, отличающееся тем, что, с целью повышения качества закалки, оно выполнено по крайней мере с одним воздухоотводящим каналом, расположенным в наконечнике и трубе подвода воздуха.2. Устройство по п. 1,...
Установка для індукційного нагрівання смуги
Номер патенту: 2429
Опубліковано: 26.12.1994
Автори: Литвин Олександр Миколайович, Шепеляковський Костянтин Захарович, Вишневецький Микола Іванович
Мітки: індукційного, установка, смуги, нагрівання
Формула / Реферат:
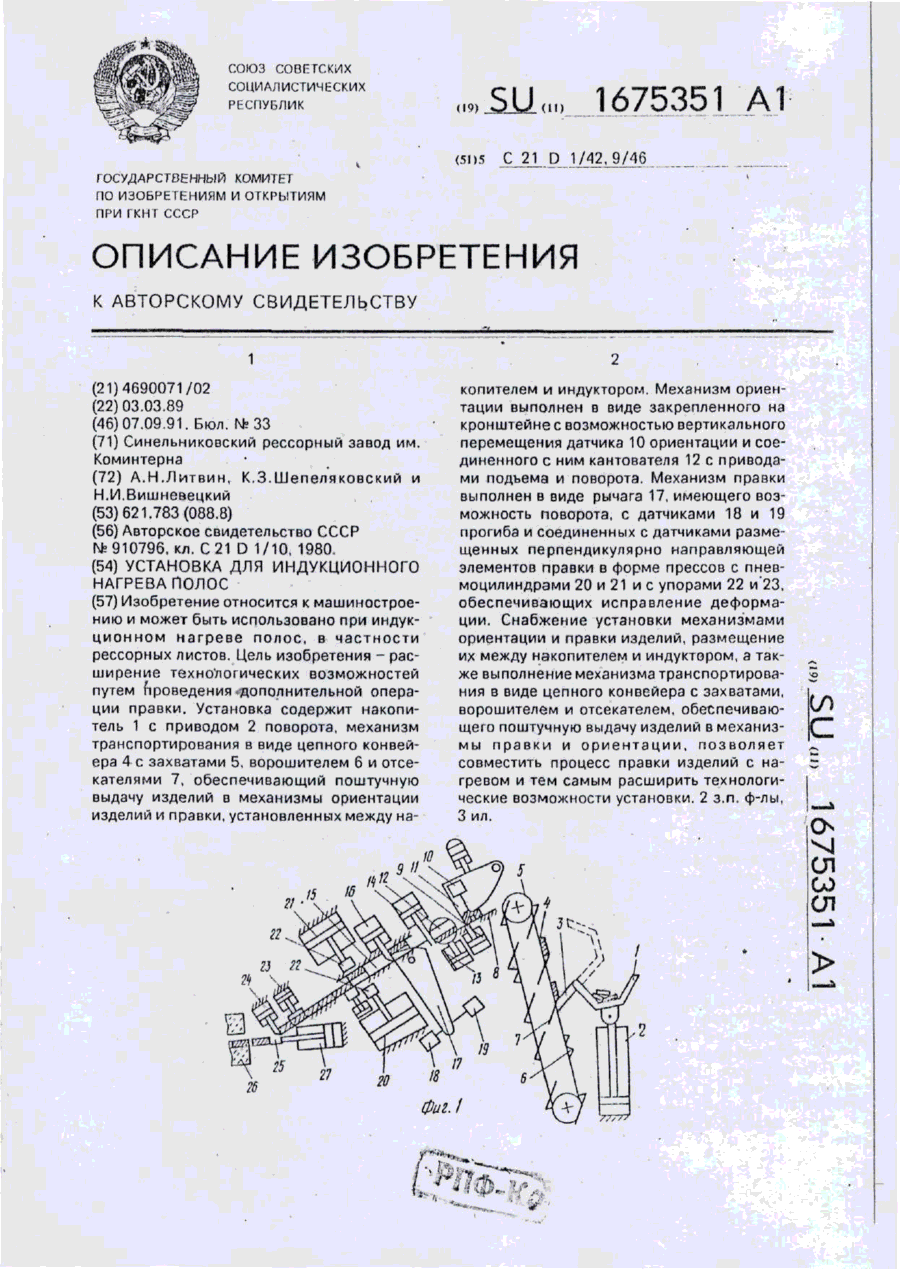
1. Установка для индукционного нагрева полос, содержащая накопитель, механизм поштучной подачи заготовок, индуктор с направляющей для перемещения заготовок и механизм загрузки заготовок в индуктор, отличающаяся тем, что, с целью расширения технологических возможностей путем проведения дополнительной операции правки, она снабжена установленными последовательно между механизмом поштучной подачи заготовок и индуктором механизмами ориентации...
Установка для лиття виробів
Номер патенту: 10845
Опубліковано: 25.12.1996
Автори: Ладохін Сергій Васильович, Кочегура Наталія Михайлівна, Марковський Євген Адамович, Аникін Юрій Пилипович, Шевцов Віктор Левкович, Таранов Михайло Іванович
МПК: C21C 5/52
Мітки: установка, лиття, виробів
Формула / Реферат:
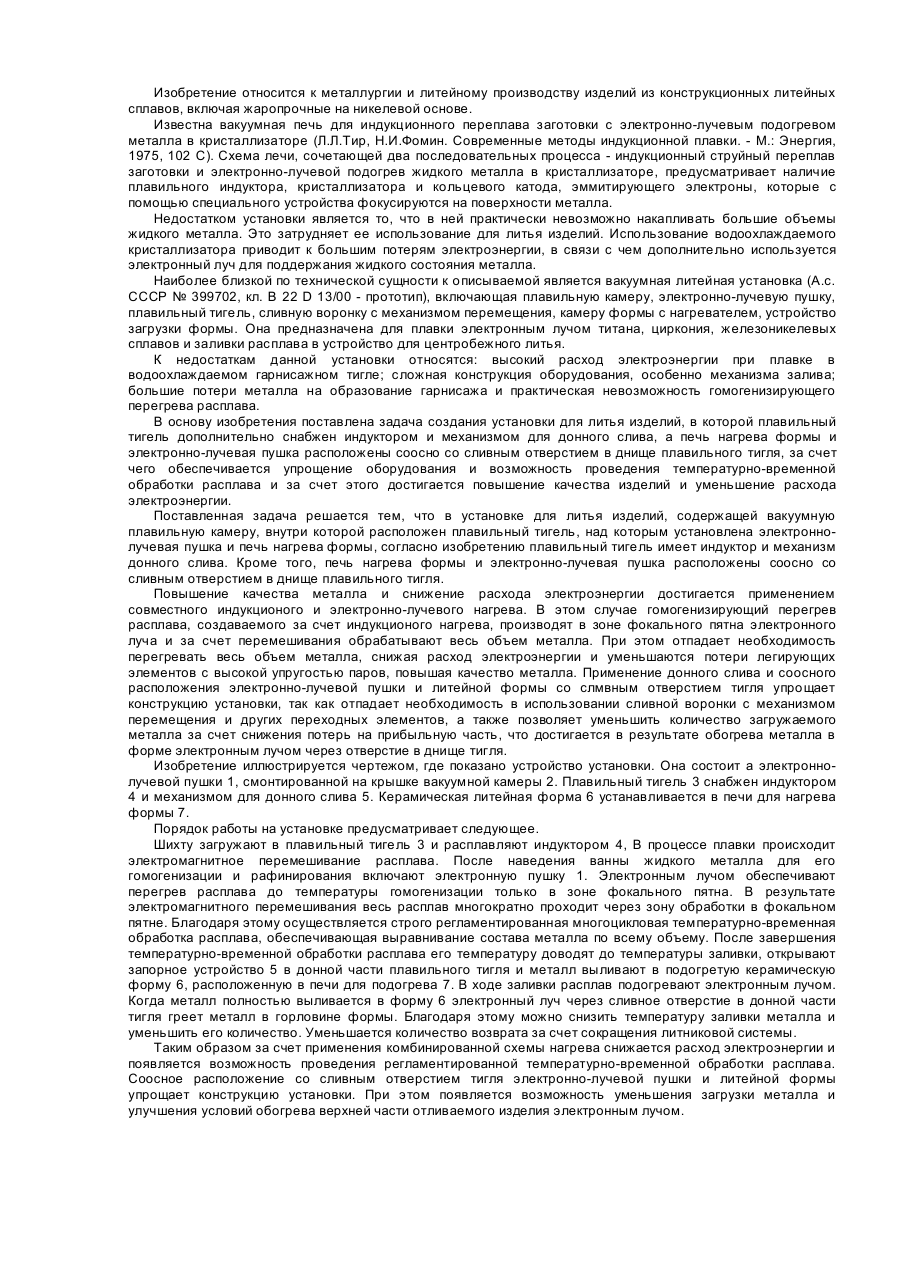
1. Установка для литья изделий из жаропрочных никелевых сплавов, включающая вакуумную плавильную камеру, внутри которой расположен плавильный тигель, над которым установлена электронно-лучевая пушка, и печь нагрева формы, отличающаяся тем, что плавильный тигель дополнительно снабжен индуктором и механизмом для донного слива.2. Установка по п. 1, отличающаяся тем, что печь нагрева формы и электронно-лучевая пушка расположены соосно...
Пристрій для виготовлення кондитерських виробів конусоподібної форми
Номер патенту: 4379
Опубліковано: 27.12.1994
Автори: Давиденко Юрій Олексійович, Сімон Броніслав Йосипович, Поплавський Людвіг Йосипович
МПК: A23G 3/20, A23G 3/02, A23G 3/16, A23G 7/00, A23G 3/00
Мітки: кондитерських, конусоподібної, виробів, форми, пристрій, виготовлення
Формула / Реферат:
Устройство для изготовления кондитерских изделий конусообразной формы, включающее корпус, расположенную в нем цепь с установленными на ней планками с ячейками для размещения заготовок, механизм опрокидывания и возврата заготовок в исходное положение, шкафы для охлаждения, дозаторы для глазури и начинки, направляющую, установленную перед дозатором для глазури, и сборники для излишков глазури, отличающееся тем, что, с целью увеличения...
Спосіб загартування склоровироб
Номер патенту: 8199
Опубліковано: 29.03.1996
Автори: Янтовський Леонід Якович, Гусак Микола Якович, Шерлаімов Микола Миколайович
МПК: C03B 27/00
Мітки: спосіб, склоровироб, загартування
Формула / Реферат:
Способ закалки стеклоизделий, преимущественно изоляторов путем нагрева их до температуры закалки с последующим резким охлаждением, отличающийся тем, что, с целью повышения качества закалки, нагрев изделий осуществляют в расплаве солей, содержащем 95-98 мас.% К2Сr2О7 и 2-5 вес.% КМnO4 в течение 3-5 мин с последующей выдержкой в газовоздушной среде при температуре расплава в течение 1-3 мин.
Попередній патент: Верстат для безцентрового обкатування зовнішніх циліндричних поверхонь деталів
Наступний патент: Пристрій для нанесення покриття у вакуумі на дріт
Випадковий патент: Стенд для нахилу чавуновізного ковша