Обтискний прес для редукування матеріалу, що прокатують
Формула / Реферат
(57) 1. Обжимной пресс для редуцирования прокатываемого материала, в частности, слябов в линии рольганга стана горячей прокатки широких полос, содержащий станину с окном, держатели инструмента, несущие прессовые штампы и расположенные по обеим сторонам оси транспортирования сляба, привод их возвратно-поступательного перемещения с помощью, по меньшей мере, одного кривошипно-шатунного механизма в направлении редуцирования и привод подачи, причем кривошипно-шатунный механизм и привод подачи находятся в общем корпусе кривошипно-шатунного механизма и указанный корпус установлен в окне станины с возможностью регулированного перемещения посредством нажимного механизма, отличающийся тем, что каждый корпус кривошипно-шатунного механизма совокупно с указанным кривошип-но-шатунным механизмом и приводом подачи, а также с соответствующим держателем инструмента и штампом выполнен в виде единого сменного конструктивного узла, и этот конструктивный узел установлен с возможностью демонтажного перемещения сквозь окно станины параллельно оси транспортирования сляба по рельсам посредством привода.
2. Обжимной пресс по п.1, о т л и ч а ю щ и й с я тем, что держатель инструмента установлен с возможностью соединения посредством несущей консоли с корпусом кри-вошипно-шатунного механизма и одновременно посредством той же консоли с возможностью съема с опорных плит скольжения.
3. Обжимной пресс по пп.1 или 2, о т л и-чающийся тем, что пресс снабженбоковыми ограничителями перемещения корпуса и всего конструктивного узла в направлении его демонтажного перемещения, установленными на станине с возможностью опускания по полой направляющей.
4. Обжимной пресс по пп.1,2 или 3, отличающийся тем, что кривошипно-ша-тунный. механизм соединен со своим приводом через разъемное средство, размещенное в пределах окна станины.
5. Обжимной пресс по пп.1-4, отличающийся тем, что корпус кривошипно-шатунного механизма снабжен балансирными опорами и связан с ними и с нажимным механизмом посредством разъемного соединения.
6. Обжимной пресс по пп. 1-5, отличающийся тем, что рольганг выполнен с расположением привода по разные стороны оси рольганга соответственно для передней и задней стороны пресса, при этом привод на каждой стороне пресса расположен состороны, противоположной размещению рельсов.
Текст
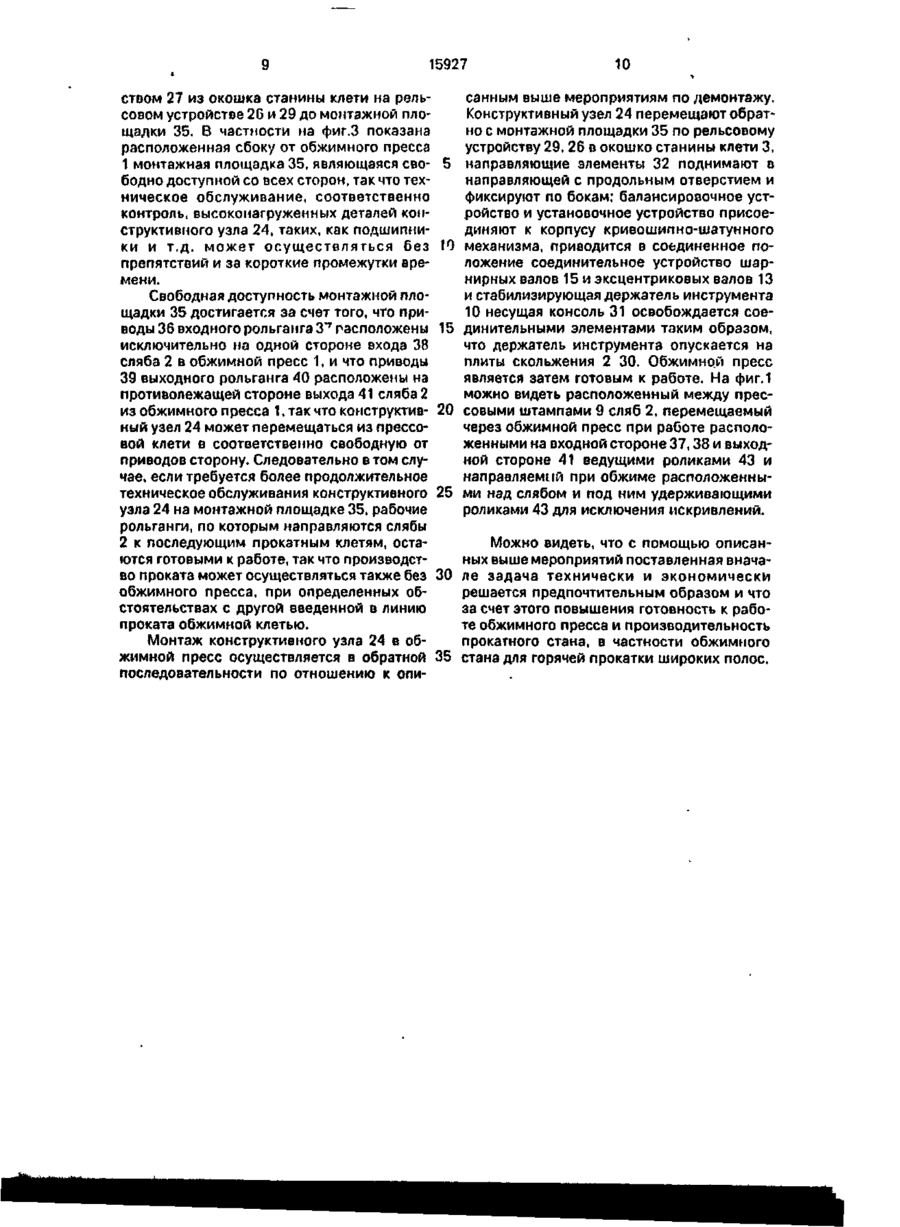
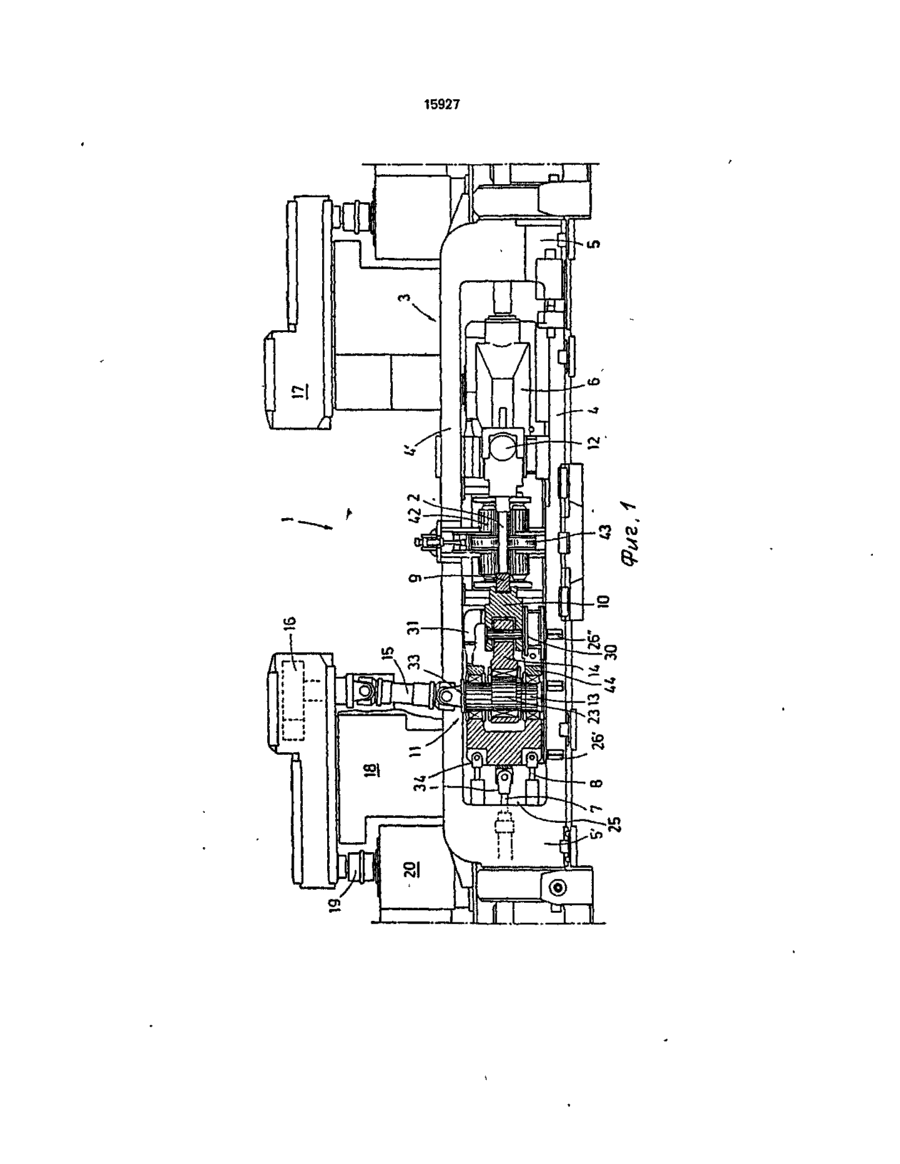
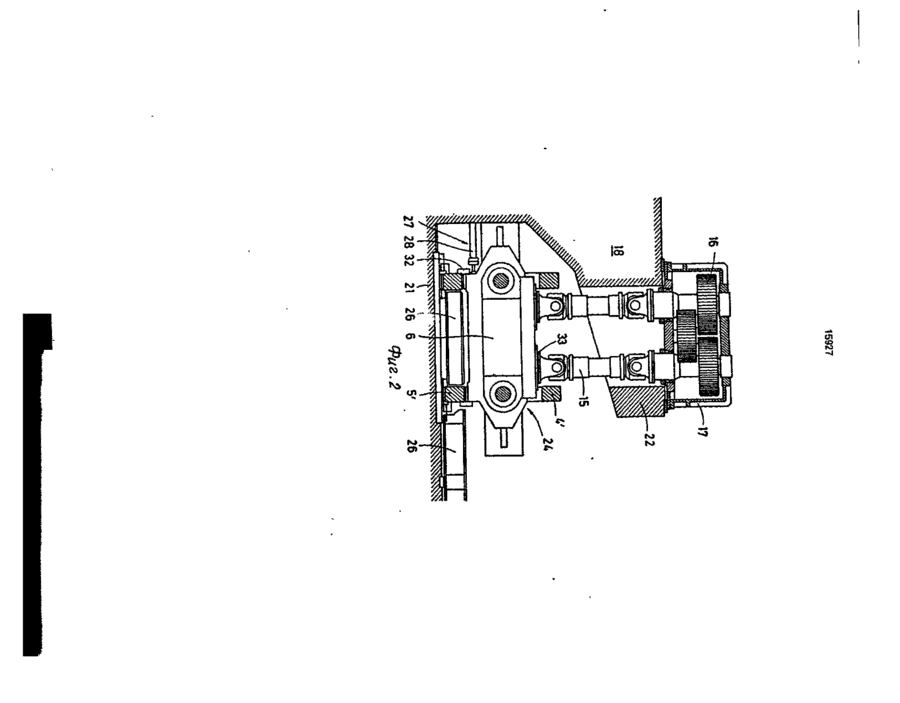
1. Обжимной пресс для редуцирования прокатываемого материала, в частности, слябов в линии рольганга стана горячей прокатки широких полос, содержащий станину с окном, держатели инструмента, несущие прессовые штампы и расположенные по обеим сторонам оси транспортирования сляба, привод их возвратно-поступательного перемещения с помощью, по меньшей мере, одного кривошипно-шатунного механизма в направлении редуцирования и привод подачи, причем кривошипно-шатунный механизм и привод подачи находятся в общем корпусе кривошипно-шатунного механизма и указанный корпус установлен в окне станины с возможностью регулированного перемещения посредством нажимного механизма, о т л и ч а ю щ и й с я тем, что каждый корпус кривошипно-шатунного механизма совокупно с указанным кривошипно-шатунным механизмом и приводом подачи, а также с соответствующим держателем инструмента и штампом выполнен в виде единого сменного конструктивного узла, и этот конструктивный узел установлен с возможностью демонтажного перемещения сквозь окно станины параллельно оси транс портирования сляба по рельсам посредством привода. 2. Обжимной пресс по п.1, о т л и ч а ющ и й с я тем, что держатель инструмента установлен с возможностью соединения посредством несущей консоли с корпусом кривошипно-шатунного механизма и одновременно посредством той же консоли с возможностью съема с опорных плит скольжения. 3. Обжимной пресс по пп.1 или 2, о т л ич а ю щ и й с я тем, что пресс снабжен боковыми ограничителями перемещения корпуса и всего конструктивного узла в направлении его демонтажного перемещения, установленными на станине с возможностью опускания по полой направляющей. 4. Обжимной пресс по пп.1,2 или 3, о т л и ч а ю щ и й с я тем, что кривошипно-шатунный. механизм соединен со своим приводом через разъемное средство, размещенное в пределах окна станины. 5. Обжимной пресс по пп.1-4, о т л и ч а ю щ и й с я тем, что корпус кривошипно-шатунного механизма снабжен балансирными опорами и связан с ними и с нажимным механизмом посредством разъемного соединения. 6. Обжимной пресс по пп. 1-5, о т л и ч аю щ и й с я тем, что рольганг выполнен с расположением привода по разные стороны оси рольганга соответственно для передней и задней стороны пресса, при этом привод на каждой стороне пресса расположен со стороны, противоположной размещению рельсов. ел о ю О 15927 Изобретение относится к обжимному Задачей настоящего изобретения являпрессу для уменьшения ширины (редуцироется дальнейшее усовершенствование опивания) прокатываемого материала, в частносанного выше обжимного пресса, в сти, ширины слябов в обжимных станах для частности сокращение промежутков времегорячей прокатки широких полос, с держате- 5 ни его технического обслуживания и уменьлями инструмента, несущими прессовые шение затрат на его содержание, и тем штампы, расположенные по обеим сторонам самым дальнейшее повышение производиот кромки слябов, перемещаемыми с потельности прокатного стана. мощью, по меньшей мере одного кривошипЭта задача решается с помощью меропно-шатунного механизма в направлении 10 риятий п.1 формулы изобретения. Мероприредуцирования, причем кривошипно-шатунятия согласно пп.2-8 формулы изобретения ный механизм и привод подачи находятся в служат для дальнейшего осуществления корпусе кривошипно-шатунного механизма. изобретения. В известном консольном обжимном В соответствии с п.1 формулы изобретепрессе для уменьшения ширины слябов в 15 ния обжимной пресс относящегося сюда рообжимном стане для горячей прокатки шида характеризуется тем, что каждый корпус роких полос, по обеим сторонам от кромки кривошипно-шатунного механизма совокупсляба расположены прессовые штампы, усно с указанным кривошипно-шатунным метановленные в держателях инструмента. ханизмом и приводом подачи, а также с Для осуществления редуцирования каждый 20 соответствующим держателем инструмента прессовый штамм с относящимся сюда деи штампов выполнен в виде единого сменржателем инструмента с помощью системы ного конструктивного узла, и этот конструкрычагов, приводимой в действие кривошиптивный узел установлен с возможностью но-шатунным механизмом, перемещается в демонтажного перемещения сквозь окно направлении уменьшения ширины слябов, 25 станины параллельно оси транспортировапричем кривошипио-шатунный механизм ния сляба по рельсам посредством привода. расположен в его корпусе. Кривошипно-шаПри техническом обслуживании, напритунный механизм состоит из двух приводимер, при контроле установки эксцентрикомых эксцентриковых валов; на каждом вых валов кривошипно-шатунного эксцентриковом валу установлен шатун; го- 30 механизма весь конструктивный узел выловка этого шатуна находится в соединении двигается из пресса и на хорошо доступной с держателем инструмента для передачи обмонтажной площадке и в стороне от рольжимных усилий. На держатель инструмента гангов, по которым транспортируются горявоздействует привод подачи, действующий чие слябы, осуществляется затем в основном в направлении подачи слябов 35 дальнейший демонтаж, соответственно Благодаря этим мероприятиям процессы монтаж, деталей пресса, подвергающихся движения прессовых штампов для редуциособенно высоким нагрузкам. Если работы рования и для перемещения вперед прессопо техническому обслуживанию должны завых штампов являются управляемыми, и нимать несколько большее время, то за счет отдельно друг от друга. В том случае, если 40 выдвижения конструктивного узла из обпривод подачи выполнен в виде гидроцижимного пресса и тем самым из зоны рольлиндра, движение перемещения гидроциганга в прессовой клети создается столько линдра особенно предпочтительно может места, что слябы без помех в работе могут управляться в форме функции пути от времеподводиться через открытое окно станины к ни таким образом, что для любой произволь- 45 последующим прокатным клетям. Благодаря ной величины подачи может быть этому мероприятию в короткое время в полобеспечена синхронизация перемещения ном объеме может быть возобновлено пропрессового штампа с перемещением подизводство проката в прокатном стане также вергающегося прессованию по сторонам без прессового производства, при опредесляба. Этот обжимной пресс обеспечивает 50 ленных условиях за счет включения обжимвозможность непрерывного уменьшения ной клети. ширимы сляба до заданных по технологии Дальнейшее улучшение технического прокатки величин. обслуживания и контроля высоконагруженных вращающихся деталей кривошипио-шаПредпочтительная конструкция обжим- 55 тунного механизма получается тогда, как наго пресса обеспечивает его высокую мокогда выдвинутый из обжимного пресса конбильность, так что имеется возможность структивный узел может перемещаться присохранения высокой производительности близительно поперек перемещения сляба прокатного стана, в который включен обна следующем рельсовом устройстве. Тем жимной пресс. самым все требующие интенсивного техни 15927 6 более просто и без помех выдви» ать из прессовой клети. В связи с тем, что корпус кривошипно-шатунмого механизма в короткое время должен отделяться от установочного устройства и от опирающегося на поперечину станины балансирного устройства перед выдвижением из клети там предусмотрено разъемное соединение. В соответствии с дальнейшим осуществлением изобретения предусмотрено, что приводы входного рольганга расположены на стороне входа сляба в обжимной пресс и приводы выходного рольганга расположены на противолежащей стороне выхода сляба из обжимного пресса, и что конструктивный узел является перемещаемым из прессовой клети в соответственно свободную от привода сторону. Благодаря этому расположению двигатели рольганга удалось поместить вэтой зоне, где для разборки конструктивного узла не требуется проводить демонтаж двигателей, так что во время технического обслуживания конструктивного узла, например, подшипников или бандажей подшипников, рабочий рольганг остается в режиме работы для производства проката и слябы из методической печи могут направляться через открытое теперь окошко прессовой клети к последующим прокатным клетям для дальнейшей обработки. На фиг.1 показан вид сбоку обжимного пресса частично в разрезе; на фиг.2 - корпус кривошипно-шатунного механизма, если смотреть в продольном направлении станины клети, с проходящим по сторонам рельсовым устройством; н,ч фиг.З - вид сверху на обжимной пресс с перемещенными на монтажную площадку конструктивными узлами. На фиг.1 показан продольный разрез консольным образом работающего обжимного пресса 1 для уменьшения ширины слябов 2 в обжимном стане для горячей прокатки широких полос, причем слябы почти непрерывно подводятся от установленной перед обжимным прессом, но здесь не изображенной более подробно установки для отливки слябов. Обжимной пресс имеет горизонтальную станину клети 3 с верхними и нижними поперечинами станины 4, 4, а также поперечинами 5,Ь.Корпус кривошипно-шатунного механизма 5 направляется в станине клети 3 обжимного пресса 1 опирающимся на поперечину станины 5,5 установочным устройством 7, а также с помощью Далее, соединение кривошипно-шатунного механизма с расположенными между 55 также опирающегося на поперечину станины балансировочного устройства 8. Установпередачей и эксцетриковыми валами карка корпуса кривошипно-шатунного данными приводными валами выполняется механизма осуществляется с помощью мекак можно ближе к корпусу кривошипно-шаханического устройства. Однако также мотунного механизма с тем, чтобы весь констжет использоваться в качестве руктивный узел можно было как можно ческого обслуживания или контроля детали становятся еще более доступными. Эга доступность и перемещение конструктивного узла из обжимной клети улучшается помимо этого за счет того, что фундаментные опоры 5 для цилиндрической зубчатой передачи, расположенной над обжимным прессом в корпусе передачи, имеются лишь магоднои стороне и на стороне клети, обращенной к монтажной площадке, фундаментная опора огсутствует. 10 Для обеспечения жесткости в целом конструктивного узла во время транспортировки из обжимного пресса, или соответственно в обжимной пресс, держатель инструмента соединен с корпусом криво- 15 шипно-шатунного механизма с помощью несущей консоли. В связи с тем, что при работе обжимного пресса держатель инструмента установлен на расположенных в прессовой клети салазках с плитами сколь- 20 жения, держатель инструмента при выдвижении всего конструктивного узла должен сниматься с этих плит скольжения, так как се А ки остаются в прессовой клети. Снятие держателя инструмента осуществляется с 25 помощью расположенных на корпусе кривошипно-шатунного механизма, преимущественно на подшипниковых вкладышах кривошипио-шатунного механизма соединительных элементов несущей консоли, та- 30 ких, например, как клинообразно подложенные резьбовые соединения. Корпус кривошипно-шатунного механизма, направляемый по плитам скольжения в прессовой клети между поперечинами 35 станины, удерживается на нижней поперечине станины на обеих сторонах тяжеловесными направляющими элементами. Эти направляющие элементы должны удаляться по меньшей мере в сторону монтажной пло- 40 щадки для того, чтобы можно было выдвигать конструктивный узел из прессовой клети. Для предупреждения увеличенного объема работы по монтажу, соответственно демонтажу, предлагается, чтобы эти направ- 45 ляющие элементы оставались расположенными на поперечине станины и был испускаемыми в направлении фундамента пресса с помощью полой направляющей, для чего в продольных отверстиях должны 50 освобождаться соответствующие резьбовые соединения. 15927 установочного устройства действующая гидравлическим путем конструкция поршня с цилиндром. По обеим сторонам сляба 2 расположены прессовые штампы 9 на держателе инст- 5 румента 10. Прессовый штамп и держатель инструмента имеют действующий перпендикулярно слябу 2 редуцирующий привод 11 и действующий параллельно движению сляба 2 привод подачи 12. Редуцирующий при- 10 води привод подачи, расположены в корпусе кривошипно-шатунного механизма 6. Редуцирующий привод образован за счет того, что каждый держатель инструмента 10 с помощью приводимой в действие двумя экс- 15 центриковыми валами 13 системы рычагов, содержащей два шатуна 14 может перемещаться в основном в направлении редуцирования сляба 2. Действующий в основном в направлении подачи сляба привод подачи 20 12 воздействует на держатель инструмента 10 и опирается на корпус кривошипно-шатунного механизма 6, в котором установлены два э к с ц е н т р и к о в ы х вала 13. Эксцентриковые валы соединены с установ- 25 ленными \\а карданном подвесе шарнирными валами 15, с о е д и н е н н ы м и с цилиндрической зубчатой передачей 16. Коробка передач 17 удерживается над обжимным прессом на фундаметной опоре 18. 30 Входной вал 19 цилиндрической зубчатой передачи соединен с приводным двигателем 20. Фундаментная опора 18 стоит в стороне от обжимного пресса 1 на фундаменте 21 и выступает сбоку головной частью 22 на 35 обжимной пресс 1. Выступающая головная часть несет на себе коробку передачи с цилиндрической зубчатой передачей. Корпус кривошиппо-шатунного механизма 6 с расположенными в нем и состоящим из эксцентриковых валов 13 и шатунов 14 кривошипно-шатуиным механизмом 23 и с приводом подачи 12,а также с держателем инструмента 8 объединены в один конструктивный узел 24 (фиг.2). Этот конструктивный узел может перемещаться через окошко станины 25 горизонтальной прессовой клети 3 сбоку и приблизительно параллельно перемещению сляба на рельсовом устройстве 26. Этот устройство состоит в настоящем случае из двух покрытых плитами скольжения и проходящих на расстоянии друг от друга участков рельсового пути 26 с соответствующими частями рельсов, расположенными между нижними поперечинами станины 4. Перемещение конструктивного узла 24 осуществляется с помощью перемещающего устройства 27, например блока поршня с цилиндром 28. Следующее рельсовое устройство 29 проходит поперек движения сля 40 45 50 55 8 ба, так что конструктивный узел 24 сначала может выдвигаться на рельсовом устройстве 26 параллельно движению сляба из обж и м н о й клети и вслед за тем может перемещаться на рельсовом устройстве 29 на определенный путь поперек движения сляба до свободного доступной монтажной площадки. Горизонтальный держатель инструмента 10 и шатун 14 опираются со скольжением на салазки 30 с не изображенными более подробно плитами скольжения обычной конструкции. Для обеспечения жесткости конструктивного узла во время перемещения из обжимной клети, держатель инструмента 10 с помощью несущей консоли 31 соединяется с корпусом кривошипно-шатунного механизма 6, а именно преимущественно с подшипниковыми вкладышами кривошипно-шатунного механизма. С помощью специально выполненных соединительных элементов, например резьбового соединения с соответственно выполненными подкладочными клиньями для несущей консоли, держатель инструмента 10 мож.ет сниматься с соединенных с прессовой клетью 2 и являющихся опорой для держателя инструмента при работе салазок, соответственно с их плит скольжения 30, Конструктивный узел 24 подготавливается для выемки из прессовой клети с помощью следующих м е р о п р и я т и й по демонтажу. Расположенные по меньшей мере на нижних поперечинах станины 4 прессовой клети 3 направляющие элементы 32 для корпуса кривошипно-шатунного механизма 6 опускаются в направлении фунда- . мента пресса 21 в н а п р а в л я ю щ е й с продольным отверстием, расположенной в направляющих элементах. Освобождается разъединительное, соответственно соединительное, устройство 33, расположенное между кривошипно-шатунным механизмом 23 и ведущими шарнирными валами 15. Это может осуществляться за счет фланцевого соединения, расположенного в зоне между верхней кромкой корпуса кривошипно-шатунного механизма 6 и нижней кромкой верхних поперечин станины 4 прессовой клети. Далее с помощью разъемного соединения 34 освобождается, от корпуса кривошипношатунного механизма установочное устройство 7, являющееся опорой для корпуса кривошипно-шатунного механизма 6 на поперечине станины 5, а также балансировочное устройство 8, также опирающееся на поперечную станины 5. После того, как от конструктивного узла 24 отсоединены все гидравлические коммуникации этот узел может перемещаться перемещающим устрой 15927 ством 27 из окошка станины клети на рельсовом устройстве 26 и 29 до монтажной площадки 35. В частности на фиг.З показана расположенная сбоку от обжимного пресса 1 монтажная площадка 35, являющаяся сво- 5 бодно доступной со всех сторон, так что техническое обслуживание, соответственно контроль, высоконагруженных деталей конструктивного узла 24, таких, как подшипники и т.д. может осуществляться без tO препятствий и за короткие промежутки времени. Свободная доступность монтажной площадки 35 достигается за счет того, что приводы 36 входного рольганга З"7 расположены 15 исключительно на одной стороне входа 38 сляба 2 в обжимной пресс 1, и что приводы 39 выходного рольганга 40 расположены на противолежащей стороне выхода 41 сляба 2 из обжимного пресса 1, так что конструктив- 20 ный узел 24 может перемещаться из прессовой клети в соответственно свободную от приводов сторону. Следовательно в том случае, если требуется более продолжительное техническое обслуживания конструктивного 25 узла 24 на монтажной площадке 35, рабочие рольганги, по которым направляются слябы 2 к последующим прокатным клетям, остаются готовыми к работе, так что производство проката может осуществляться также без 30 обжимного пресса, при определенных обстоятельствах с другой введенной в линию проката обжимной клетью. Монтаж конструктивного узла 24 в обжимной пресс осуществляется в обратной 35 последовательности по отношению к опи 10 санным выше мероприятиям по демонтажу. Конструктивный узел 24 перемещают обратно с монтажной площадки 35 по рельсовому устройству 29, 26 в окошко станины клети 3, направляющие элементы 32 поднимают в направляющей с продольным отверстием и фиксируют по бокам; балансировочное устройство и установочное устройство присоединяют к корпусу кривошипно-шатунного механизма, приводится в соединенное положение соединительное устройство шарнирных валов 15 и эксцентриковых валов 13 и стабилизирующая держатель инструмента 10 несущая консоль 31 освобождается соединительными элементами таким образом, что держатель инструмента опускается на плиты скольжения 2 30. Обжимно.й пресс является затем готовым к работе. На фиг.1 можно видеть расположенный между прессовыми штампами 9 сляб 2, перемещаемый через обжимной пресс при работе расположенными на входной стороне 37,38 и выходной стороне 41 ведущими роликами 43 и направляемий при обжиме расположенными над слябом и под ним удерживающими роликами 43 для исключения искривлений. Можно видеть, что с помощью описанных выше мероприятий поставленная вначале задача технически и экономически решается предпочтительным образом и что за счет этого повышения готовность к работе обжимного пресса и производительность прокатного стана, в частности обжимного стана для горячей прокатки широких полос. 15927 к» •'/////////////////////Ш/А ел Ю -si 15927 29 35 Упорядник Замовлення 4207 Техред М.Моргентал Коректор Л.Лукач Тираж Підписне Державне патентне відомство України, 254655, ГСП, Київ-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.Гагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюSqueezing press for reduction of rolled material
Назва патенту російськоюОбжимной пресс для редуцирования прокатываемого материала
МПК / Мітки
МПК: B21J 9/00, B21B 15/00
Мітки: редукування, прес, матеріалу, обтискній, прокатують
Код посилання
<a href="https://ua.patents.su/8-15927-obtisknijj-pres-dlya-redukuvannya-materialu-shho-prokatuyut.html" target="_blank" rel="follow" title="База патентів України">Обтискний прес для редукування матеріалу, що прокатують</a>
Обжимний прес для редукування матеріалу, що прокатують
Номер патенту: 13483
Опубліковано: 25.04.1997
Автор: Герхард Хайтце
МПК: B21J 9/00, B21B 15/00
Мітки: редукування, матеріалу, прес, обжимний, прокатують
Формула / Реферат:
1. Обжимной пресс для редуцирования прокатываемого материала, в частности, сляба в черновых группах клетей листовых широкополосных станов горячей прокатки, содержащий станину, в окне которой расположены по обе стороны по отношению к оси транспортировки сляба держатели, несущие прессовые инструменты, установленные с возможностью перемещения от установленного в корпусе кривошипно-шатунного механизма в направлении редуцирования сляба,...
Шнековий прес
Номер патенту: 3682
Опубліковано: 27.12.1994
Автор: Левченко Володимир Васильович
МПК: B30B 9/14
Формула / Реферат:
Шнековый пресс, содержащий установленный на станине корпус, расположенные в нем перфорированный цилиндр, шнек, связанный с приводным валом, приводную заслонку, установленную с возможностью возвратно-поступательного перемещения вдоль оси шнека, и запорный конус, отличающийся тем, что он снабжен механизмам прямого и обратного поворота шнека на 180° и приводом вертикального перемещения заслонки, указанный механизм выполнен в виде установленного...
Прес для пресування порошків
Номер патенту: 14686
Опубліковано: 20.01.1997
Автор: Пріхна Олексій Йосипович
МПК: B30B 11/00
Мітки: порошків, пресування, прес
Формула / Реферат:
Пресс для прессования порошков, включающий станину и два силовых элемента, установленные на ней в одной плоскости во взаимно перпендикулярных направлениях, отличающийся тем, что по крайней мере один из элементов закреплен с возможностью его вращения вокруг оси, перпендикулярной плоскости расположения элементов.
Прес

Номер патенту: 4736
Опубліковано: 28.12.1994
Автор: Боєвець Микола Олексійович
МПК: B30B 11/02
Мітки: прес
Формула / Реферат:
Пресс, содержащий многопозиционный барабан с пресс-формами и фиксирующими элементами по каждой рабочей позиции, механизм его периодического вращения, ползун с инструментом и направляющими колонками, взаимодействующими с фиксирующими элементами барабана, механизм возвратно-поступательного перемещения ползуна, толкатель и приводной вал, отличающийся тем, что барабан установлен на приводном валу соосно с ним, пресс-формы размещены радиально по...
Прес безперервної дії
Номер патенту: 2020
Опубліковано: 20.12.1994
Автор: Мішин Володимир Васильович
МПК: B30B 11/00
Мітки: дії, прес, безперервної
Формула / Реферат:
Пресс непрерывного действия, содержащий камеру для подачи прессуемого материала, в которой размещен шнековый механизм создания давления, примыкающий к ней корпус с каналом, имеющим участок переменного сечения и формующую полость, отличающийся тем, что шнековый механизм для создания давления выполнен в виде, по меньшей мере, двух шнеков, установленных в плоскости, параллельной оси прессования, а корпус выполнен в виде основания коробчатого...
Попередній патент: Спосіб одержання 1,6-гексенових дикислот
Наступний патент: Спосіб одержання похідних тієнопірану
Випадковий патент: Інгібітори реплікації вірусів грипу