Спосіб з’єднання полімерних труб
Номер патенту: 26736
Опубліковано: 12.11.1999
Автори: Шелудченко Володимир Ілліч, Білошенко Віктор Олександрович, Строганов Віктор Федорович
Формула / Реферат
1. Способ соединения полимерных труб, включающий размещение на концах. соединяемых труб термоусаживающейся муфты, выполненной из эпоксидной композиции с температурой стеклования 50 - 80°C, обладающей эффектом термоусадки, нанесение на соединяемые поверхности эпоксидного клея, время жизнеспособности которого при температуре термоусадки муфты больше времени, необходимого для полной термоусадки муфты, нагрев места соединения в два этапа, причем на первом этапе осуществляют полную термоусадку муфты, а на втором - повышают температуру и выдерживают ее до полного отвердения эпоксидного клея, отличающийся тем, что одновременно с размещением муфты формируют клеевое соединение со стороны внутренней поверхности соединяемых труб путем нанесения указанного эпоксидного клея для фиксации расширяющейся в радиальном направлении кольцевой втулки с длиной, равной 0,5 - 1,5 длины муфты, а перед вторым этапом нагрева дополнительно бандажируют место соединения снаружи на длине не менее двух длин муфты путем навивки нескольких слоев ленты из прочного материала с нанесенным на нее указанным эпоксидным клеем.
2. Способ по п.1, отличающийся тем, что в качестве расширяющейся в радиальном направлении кольцевой втулки используют пружинную разрезную втулку из стали толщиной 0,5мм.
3. Способ по п.1, отличающийся тем, что термоусаживающуюся муфту выполняют с плавным уменьшением толщины стенки к ее торцам.
4. Способ по п.1, отличающийся тем, что в качестве ленты для намотки бандажа используют ленту из стеклоткани.
5. Способ по п.1, отличающийся тем, что намотку бандажа из ленты осуществляют на продольные шины из упругого материала, равномерно размещенные вдоль наружной поверхности муфты.
Текст
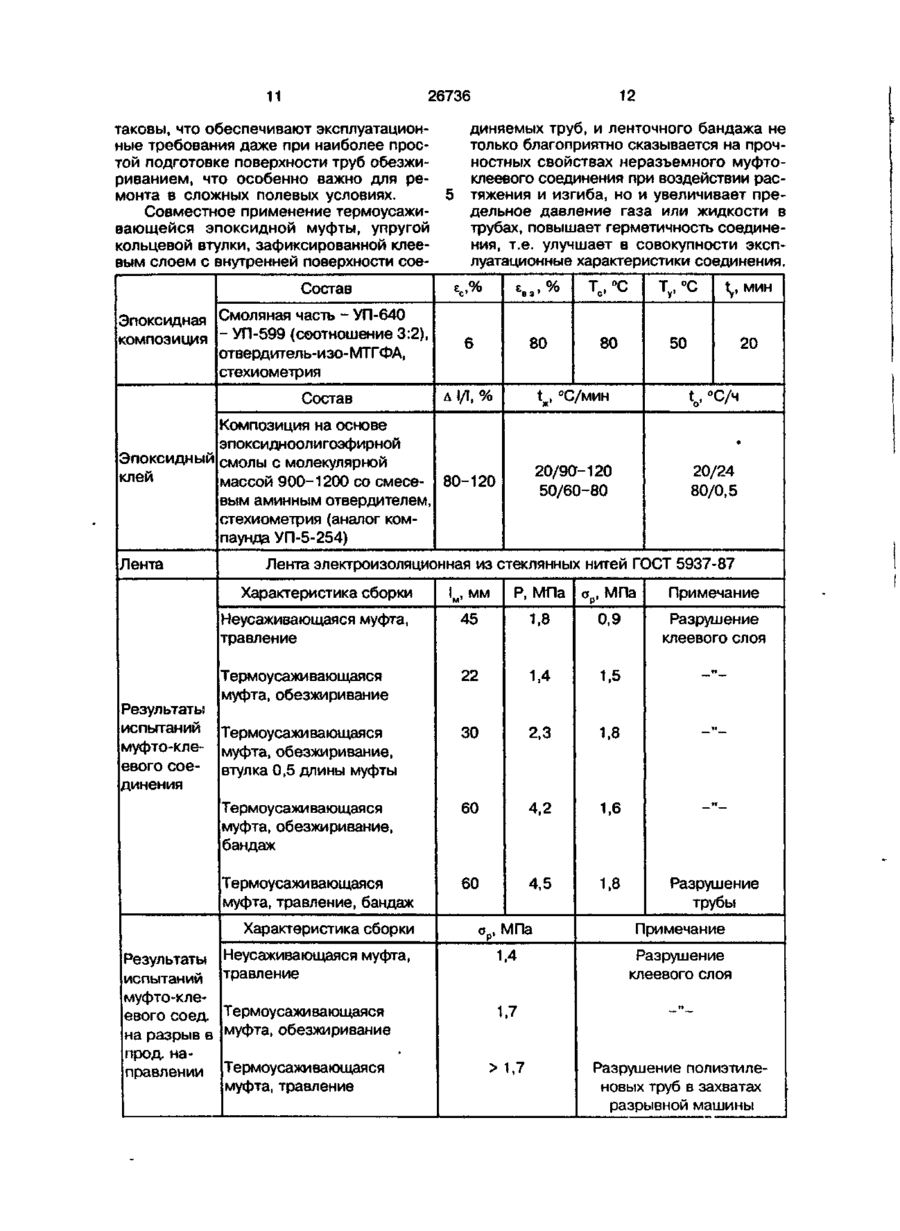
1 Способ соединения полимерных труб, включающий размещение на концах соединяемых труб термоусаживающейся муфты, выполненной из эпоксидной композиции с температурой стеклования 5080'С, обладающей эффектом термоусадки, нанесение на соединяемые поверхности эпоксидного клея, время жизнеспособности которого при температуре термоусадки муфты больше времени, необходимого для полной термоусадки муфты, нагрев места соединения в два этапа, причем на первом этапе осуществляют полную термоусадку муфты, а на втором - повышают температуру и выдерживают ее до полного отверждения эпоксидного клея, о т л и ч а ю щ и й с я тем, что одновременно с размещением муфты формируют клеевое соединение со стороны внутренней поверхности соединяе мых труб путем нанесения указанного эпоксидного клея для фиксации расширяющейся в радиальном направлении кольцевой втулки с длиной, равной 0,51,5 длины муфты, а перед вторым этапом нагрева дополнительно бандажируют место соединения снаружи на длине не менее двух длин муфты путем навивки нескольких слоев ленты из прочного материала с нанесенным на нее указанным эпоксидным клеем 2 Способ п о п 1, о т л и ч а ю щ и й с я тем, что в качестве расширяющейся в радиальном направлении кольцевой втулки используют пружинную разрезную втулку из стали толщиной 0,5 мм 3 Способ п о п 1, о т л и ч а ю щ и й с я тем, что термоусаживающуюся муфту выполняют с плавным уменьшением толщины стенки к ее торцам 4 Способ п о п 1 , о т л и ч а ю щ и й с я тем, что в качестве ленты для намотки бандажа используют ленту из стеклоткани 5 Способ п о п 1, о т л и ч а ю щ и й с я тем, что намотку бандажа из ленты осуществляют на продольные шины из упругого материала, равномерно размещенные вдоль наружной поверхности муфты С > О О Изобретение относится к области сооружения и ремонта полимерных трубопроводов, в частности, к технологии создания неразъемных муфто-клеевых соединений труб, изготовленных из плохо склеивающихся полимерных материалов, например, полиолефинов, а также может найти применение и в других отраслях промышленности, включая химию, машиностроение и др 26736 Известно, что для обеспечения надежности работы трубопровода в условиях длительной эксплуатации желательно обеспечить его равнопрочность по всей длине. Прежде всего это относится к местам соединения труб. Применение прочных, но сложных разъемных (фланцевых) соединений труб значительно удорожает стоимость сооружения трубопровода по сравнению с использованием неразъемных соединений, из которых наиболее широко применяются сварные и муфто-клеевые соединения. Статистический анализ повреждений большого числа действующих трубопроводов показывает, что больший процент аварий происходит вследствие воздействия значительных изгибных напряжений, особенно проявляющихся при прокладке трубопроводов в земле. Поэтому для повышения эксплуатационной надежности трубопроводов необходимо стремиться обеспечить высокую прочность соединения труб на изгиб и растяжение в продольном направлении, и близкую к прочности самой трубы. Известны неразъемные муфто-клеевые соединения полимерных труб с использованием подвижных гладких муфт и полимерного клея (Агапчев В.И. Полимерные клеи для склеивания и ремонта трубопроводов. Томск, 1985, с. 39). Однако прочность таких соединений в значительной мере зависит от точности центровки труб и обеспечения равномерного зазора между трубой и муфтой. В последнее десятилетие во всем мире широкое применение для строительства газораспределительных систем находят полиэтиленовые трубы, которые по сравнению с трубами из других полимерных материалов обладают большей прочностью. Полиэтиленовые трубы для транспортирования газа применяются до давлений 0,6 МПа (ТУ 6-19-352-87), а для транспортировки жидких сред до 1 МПа (ГОСТ 18599-83). Однако вследствие плохой склеиваемости полиолефинов создание надежных муфто-клеевых соединений труб весьма затруднительно. Тем не менее, для создания неразъемных соединений труб из полиэтилена применяются термоусаживающиеся муфты из этого же материала в комбинации со сваркой или специальными реакционноспособными клеями,преимущественно эпоксидными клеями горячего и холодного отверждения (см. например, а.с. СССР №№ 828558, 828559, В 29 С 65/30; патент Великобритании № 2235740, F 16 L 13/00 (РЖ ВИ 5 10 15 20 25 30 35 40 45 50 55 НИТИ, 45, Трубопроводный транспорт, № 1, 1992, реф. 1.45.122П); патент Великобритании № 2255041, В 29 С 65/66 и др.). Известен аналог, совпадающий с предлагаемым решением по выполняемой функции, описанной в статье. Ю.С.Васильев, В.И.Мышко. Ремонт трубопроводов из полимерных материалов многослойными термоусаживающимися муфтами. - В кн.: Сварка и склеивание изделий из полимерных материалов, Киев, Ин-т электросварки им. Патона, 1987, с. 53-57. В данном случае для создания неразъемного муфтоклеевого соединения труб применяют специальную термоусаживающуюся пленку. (ДТП). Она представляет собой композиционный материал, получаемый методом экструзии композиций на основе полиэтилена высокого давления и сополимера этилена с винилацетатом, а необходимые адгезионные свойства второй компоненты обеспечиваются адгезионными добавками. Адгезионный слой ДТП обеспечивает качественное формирование клеевого соединения в диапазоне температур 400-420 К. Для ДТП наиболее важной характеристикой яляется способность к свободной усадке, при реализации которой происходит стягивание слоев многослойной муфты (устранение монтажных зазоров) и плотное прижатие внутреннего слоя ее к поверхности трубы. Создание давления в момент расправления клеевого слоя ДТП необходимо осуществлять с помощью различных технологических приемов (прикатка роликом, склеивание в "мешке" и т.п.). В связи с этим актуальной является задача обеспечения надежной адгезионной связи с поверхностью такого инертного материала, как полиэтилен. Наиболее приемлемым оказался метод направленного изменения свойств поверхности полиэтилена при использовании композиций силанов, прививка которых к поверхностям ДТП происходит за счет термического разложения введенных в них перекисей. В процессе распада перекисей на поверхностях образуются микрорадикалы, взаимодействующие с силанами. Полученный промежуточный слой обеспечивает высокий уровень адгезии сополимера с винилацетатом к полиэтилену. Технология ремонта трубопроводов из полимерных материалов с помощью многослойных муфт состоит из следующих операций: 1 Механическая обработка (зачистка наждачной шкуркой зернистостью 220) поверхностей труб, подлежащих соединению. 26736 Очистка и обезжиривание обработанных поверхностей бензином 2 Нанесение на поверхности труб и на клеевой слой ленты ДТП раствора композиций силанов и перекиси в бензине. 3 Навивка на соединяемые трубы требуемого количества слоев ленты ДТП (суммарная толщина обычно должна быть не меньше толщины стенки трубы) и закрепление наружного слоя с образованием многослойной муфты. 4 Нагрев соединения до температуры 420 К и охлаждение на воздухе. Испытания при осевом нагружении клеевых соединений труб из ПЭВД (ГОСТ 18599-83) 0 63 мм четырехслойными муфтами из ДТП показали, что разрушение происходит по многослойной муфте. Испытания на давление показали, что при далении воздуха 0,6 МПа течи в соединениях не обнаружено. К недостаткам аналога следует отнести сравнительно невысокую прочность на растяжение, а также повышенную трудоемкость обеспечения надежной адгезионной связи с поверхностью полиэтилена, когда в дополнение к механической обработке поверхностей труб, подлежащих соединению, операциям по очистке и обезжириванию обработанных поверхностей, используются композиции силанов, прививка которых к поверхности ДТП происходит за счет термического разложения введенных в них перекисей при температуре порядка 150'С. Достигнутая прочность соединения на продольное растяжение не является максимально достижимой. Кроме того, применяющийся материал ДТП не оптимизирован в части совмещения в один температурный интервал максимальных напряжений усадки в пленке и расплавления адгезионного слоя. В качестве прототипа нами выбран способ соединения полимерных труб по заявке на изобретение № 95062842 с приоритетом от 19.06.95 г., заявителем которой также является ОАО "Донецкоблгаз", и по которой экспертизой Госпатента Украины принято положительное решение о выдаче патента от 14.06.1996 г. Способ соединения полимерных труб, согласно прототипу, включает следующие операции: размещение на концах соединяемых труб термоусаживающейся муфты, выполненной из эпоксидной композиции, обладающей эффектом памяти формы (эффектом термоусадки), с температурой стеклования в температурном диапазоне 50-80'С, удобном для практичес 5 10 15 20 25 30 35 40 кого использования; нанесение на соединяемые поверхности в качестве адгезива эластичного эпоксидного клея, время жизнеспособности которого в диапазоне температур термоусадки муфты в 2-3 раза больше времени, необходимого для термоусадки муфты; нагрев места контакта соединяемых поверхностей до температуры термоусадки муфты, в.ыдержка при этой температуре в течение определенного времени до полной термоусадки муфты, дальнейшее повышение температуры с выдержкой до полного отверждения эпоксидного клея. После охлаждения места соединения до температуры окружающего воздуха трубопровод готов к эксплуатации. Для повышения адгезии эпоксидного клея к поверхности полиэтиленовой трубы может производиться дополнительная механическая и/или химическая активация поверхности концов соединения труб. В частности, на концы соединяемых труб наносятся по окружности насечки (канавки) глубиной 0,3-0,5 мм с шагом 5-7 мм и/ /или проводят операцию протравливания их жидкими составами с содержанием хромовых соединений. Предварительно осуществляется общепринятая подготовка концов труб путем их зачистки и обезжиривания. Однако, применение термоусаживающейся муфты из более прочного эпоксидного материала для соединения концов полиэтиленовых труб приводит к возникновению мест повышенных концентраций напряжений в трубах вблизи торцев муфты, что в условиях длительной эксплуатации при наличии изгибных деформаций может привести к преждевременному разрушению трубопровода. В основу изобретения поставлена задача усовершенствования известного по прототипу способа соединения полимерных труб, в котором за счет применения дополнительного силового воздействия на 45 место соединения комбинацией растягивающих и сжимающих усилий обеспечивается повышение его прочности и уменьшение уровня концентрации напряжений и за счет этого повышаются ремонтопри50 годность, эксплуатационная надежность и герметичность соединения. Поставленная задача решается тем, что предложен способ соединения полимерных труб, заключающийся в размеще55 нии на концах соединяемых труб термоусаживающейся муфты, выполненной из эпоксидной композиции с температурой стеклования 50-80'С, обладающей эффектом термоусадки, нанесении на соединяемые поверхности эпоксидного клея, 26736 время жизнеспособности которого при температуре термоусадки муфты больше времени, необходимого для полной термоусадки муфты, нагреве места соединения в два этапа, причем на первом этапе осуществляют полную термоусадку муфты, а на втором повышают температуру и выдерживают ее до полного отверждения эпоксидного клея, в котором согласно изобретению, одновременно с размещением муфты формируют клеевое соединение со стороны внутренней поверхности соединяемых труб путем нанесения указанного эпоксидного клея для фиксации расширяющейся в радиальном направлении кольцевой втулки на длине, равной 0,5-1,5 длины муфты, а перед вторым этапом нагрева дополнительно бандажируют место соединения снаружи на длине не менее двух длин муфты навивкой нескольких слоев ленты из прочного материала с нанесенным на нее указанным эпоксидным клеем. В конкретной форме выполнения соединения в качестве расширяющейся в радиальном направлении кольцевой втулки применяют разрезную втулку из стали толщиной 0,5 мм. Другое конкретное отличие состоит в том, что термоусаживающуюся муфту выполняют с плавным уменьшением толщины стенки к ее торцам. Еще одно отличие состоит в том, что в качестве ленты для намотки бандажа используют ленту из стеклоткани. Возможный вариант изготовления бандажа осуществляют намоткой ленты на продольные шины из упругого материала, равномерно размещенные вдоль наружной поверхности места соединения. Уровень техники по предлагаемой заявке практически полностью был отражен в справке о поиске информации по прототипу - заявке на изобретение № 95062842, проведенном в июле 1995 г., зарегистрированным поисковым органом. Копия указанной справки прилагается. Причинно-следственная связь между совокупностью существенных признаков предлагаемого изобретения и достигаємым техническим результатам заключается в следующем. При переходе к более жестким эпоксидным термоусаживающимся муфтам (по сравнению с аналогичными полиэтиленовыми муфтами) в соединяемых полиэтиленовых трубах могут появиться повышенные кольцевые сжимающие напряжения и меридинальные изгибные напряжения. Аналогичным образом в материале эпоксидной муфты также имеют 5 10 15 20 25 30 35 40 45 50 55 8 место повышенные кольцевые растягивающие напряжения, которые могут вызывать растрескивание и даже разрушение муфты. Кроме того, в соединяемых трубах около мест расположения торцев муфты возникают повышенные концентрации напряжений, которые в сочетании с напряжениями изгиба трубопровода в условиях эксплуатации могут приводить к преждевременному разрушению последнего. Изгиб трубы круглого сечения приводит к тому, что сечение приобретает форму овала и стенки трубы стремятся оторваться от стенок муфты, что ведет к возникновению растягивающих напряжений в клеевом слое. Известно также, что максимальная прочность клеевого соединения достигается при минимальной толщине слоя клея. Применительно к размещению каждой соединяемой трубы в муфте касательные напряжения в клеевом слое, подвергаемом растягивающей нагрузке, имеют минимум в средней части сопряжения муфты с трубой. Поэтому особое внимание должно уделяться качеству склейки на границах соединения: на концах труб и у торцев муфты. На этих участках следует специально создавать условия для повышенной адгезии клея к поверхности полиэтиленовых труб, например, механическим путем за счет повышения шероховатости или за счет химической активации поверхности полиэтиленовых труб. Для приближения прочности неразъемного муфто-клеевого соединения к прочности полиэтиленовой трубы нужны технические решения по обеспечению равнопрочности соединения и устранению мест концентраций повышенных напряжений. Повысить равнопрочность соединения поможет дополнительная кольцевая пружинная втулка необходимой длины, установленная внутри трубы в месте стыка, которая за счет упругих сил будет с усилием прижиматься к внутренней поверхности труб и формировать слой эпоксидного клея минимальной толщины. За счет подбора характеристик кольцевой втулки (толщина полосы пружинной стали, длина втулки в диапазоне 0,5-1,5 длин муфты) можно регулировать уровень напряжений в трубах в месте их контакта с торцами муфты. Этот же технический результат также обеспечивается за счет увеличения площади контакта и снижения его жесткости в зоне размещения термоусаживающейся муфты. Для этого снаружи навивают бандаж из прочной ленты с нанесенным на нее эпоксидным клеем, отверждаемый одновременно с клеевым слоем, ранее сфор 26736 мированным со стороны внутренней поверхности труб. Применение одного и того же эластичного эпоксидного клея позволяет облегчить ремонт трубопроводов в заданном температурном диапазоне: от 50*С и не более 100'С. Такое решение позволяет обеспечить также повышенную герметичность соединения. Наружное покрытие в виде бандажа одновременно служит в качеств защиты от возможных повреждений эпоксидной муфты. Достижению цели снижения концентрации изгибных напряжений в соединяемых трубах служит и плавное уменьшение толщины стенки муфты к ее торцам, а также намотка бандажа из ленты на размещенные по окружности муфты шины из упругого материала. Таким образом, совместное использование для соединения полиэтиленовых труб известных термоусаживающейся муфты из эпоксидной композиции и эластичного эпоксидного клея в комбинации с установкой внутри труб в месте стыка кольцевой втулки с длиной 0,5-1,5 длины муфты, расширяющейся в радиальном направлении и формирующей дополнительный клеевой слой минимальной толщины, а также с перераспределением сжимающих напряжений на большую площадь за счет нанесения ленточного бандажа с использованием этого же эпоксидного КЛРЯ позволяют обеспечить сформированному таким образом неразъемному муфто-клеевому соединению улучшенные свойства: повышение прочности на изгиб и растяжение, а также снижение концентрации напряжений. Пример осуществления способа. В таблице приведены состав и наиболее характерные свойства эпоксидной композиции, использованной для изготовления эпоксидных муфт, характеристики эпоксидного клея, применяемой ленты и результаты гидравлических испытаний и испытаний на разрыв муфто-клеевого соединения. Здесь єс, е в э - соответственно деформация разрушения материала муфты в стеклообразном и высокоэластичном состояниях при испытаниях на растяжение; Тс - температура стеклования; Т , t y - температура и время усадки муфты; 5 10 15 20 25 30 35 40 45 50 t0 —- - удлинение при растяжении; 55 время жизнеспособности и отверждения эпоксидного клея, Ім - длина муфты; Р, а - соответственно предельное давление и напряжение разрушения муфто-клеевого соединения. 10 Испытания проводили на трубах из ПЭНП с наружным диаметром 63 мм (ТУ 6-19-352-87). Длина муфты составляла 60 мм за исключением трех первых экспериментов, указанных в таблице. Толщина стенки всех муфт составляла 4,8 мм, степень усадки - 6%, т.е. диаметральный зазор между трубой и муфтой составлял -0,4 мм. При экспериментах с неусаживающейся эпоксидной муфтой диаметральный зазор между муфтой и трубой также был минимальный и составлял - 0,4 мм (по 0,2 мм радиальный зазор). Для улучшения адгезии клея на концы соединяемых труб наносили по окружности насечки глубиной 0,3 тим и шагом 7 мм. Подготовку поверхности труб осуществляли удалением заусенцев и обезжириванием ацетоном, или травлением смесью следующего состава (мас.ч.): серная кислота - 100, бихромат калия - 5, вода - 5. В качестве упругой разрезной втулки использовали ленту из пружинной стали толщиной 0,5 мм и длиной, равной длине внутренней окружности соединяемых труб. Ширина упругой втулки в эксперименте составляла 0,5 длины эпоксидной муфты. После подготовки поверхности трубы,, муфты и упругой разрезной втулки, на них наносили эпоксидный клей, размещали эпоксидную муфту и упругую разрезную втулку в месте стыка труб. Затем эпоксидную муфту нагревали до 50'С и выдерживали при этой температуре в течение 20 мин. Осуществляли бандажирование места соединения путем обмотки лентой из стеклоткани с нанесенным на нее эпоксидным клеем того же состава на длине, равной двум длинам муфты (120 мм). После термоусадки муфты и бандажирования температуру места соединения повышали до 80'С и выдерживали в течение 30 мин. Указанные температур но-временные режимы позволили обеспечить минимальную толщину клеевых соединений и исключить непроклеи, а также провести полное отверждение клеевой композиции. Из данных таблицы видно, что прочностные показатели при гидравлических испытаниях соединений возрастают при применении внутренней упругой втулки и ленточного бандажа. Предельные значения давления внутри труб достигают 4-5 МПа, что существенно превышает эксплуатационное давление в газопроводах 0,6 МПа. Приведенные в таблице данные о предельных напряжениях при осевом растяжении труб также потверждают их эксплуатационную надежность. Абсолютные значения предельных значений 12 26736 11 таковы, что обеспечивают эксплуатационные требования даже при наиболее простой подготовке поверхности труб обезжириванием, что особенно важно для ремонта в сложных полевых условиях. Совместное применение термоусаживающейся эпоксидной муфты, упругой кольцевой втулки, зафиксированной клеевым слоем с внутренней поверхности соеСостав Эпоксидная Смоляная часть - УП-640 композиция - УП-599 (соотношение 3:2), отвердител ь-изо- МТГФА, стехиометрия Состав диняемых труб, и ленточного бандажа не только благоприятно сказывается на прочностных свойствах неразъемного муфтоклеевого соединения при воздействии растяжения и изгиба, но и увеличивает предельное давление газа или жидкости в трубах, повышает герметичность соединения, т.е. улучшает в совокупности эксплуатационные характеристики соединения. Т °Р •с и Ес,% 80 6 ty, мин 80 50 20 t x , °С/мин Л I/I, % Композиция на основе эпоксидноолигоэфирной Эпоксидный смолы с молекулярной клей массой 900-1200 со смесе- 80-120 вым аминным отвердителем, стехиометрия (аналог компаунда УП-5-254) Лента ту,°с to, °С/ч • 20/24 80/0,5 20/90-120 50/60-80 Лента электроизоляционная из стеклянных нитей ГОСТ 5937-87 Ім, мм Р, МПа ор, МПа Примечание Неусаживающаяся муфта, травление 45 1,8 0,9 Разрушение клеевого слоя Термоусаживающаяся муфта, обезжиривание 22 1.4 1,5 30 2,3 1,8 Термоусаживающаяся муфта, обезжиривание, бандаж 60 4,2 1,6 Термоусаживающаяся муфта, травление, бандаж 60 4,5 1,8 Характеристика сборки Результаты испытаний Термоусаживающаяся муфто-кле- муфта, обезжиривание, евого сое- втулка 0,5 длины муфты динения Характеристика сборки Результаты испытаний муфто-клеевого соед. на разрыв в прод. направлении Разрушение трубы ор, МПа Примечание Неусаживающаяся муфта, травление 1.4 Разрушение клеевого слоя Термоусаживающаяся муфта, обезжиривание 1,7 Термоу сажи вающаяся муфта, травление >1,7 Разрушение полиэтиленовых труб в захватах разрывной машины 26736 Упорядник Техред М. Келемеш Коректор М. Самборська Замовлення 527 Тираж Підписне Державне патентне відомство України, 254655, ГСП, Киів-53, Львівська пл., 8 Вщкрите акціонерне товариство "Патент", м. Ужгород, вул. Гагаріна, 101 д 4t3 h % »
ДивитисяДодаткова інформація
Автори англійськоюBiloshenko Viktor Oleksandrovych, Strohanov Viktor Fedorovych, Sheludchenko Volodymyr Illich
Автори російськоюБилошенко Виктор Александрович, Строганов Виктор Федорович, Шелудченко Владимир Ильич
МПК / Мітки
МПК: B29C 61/06, F16L 47/02
Мітки: труб, з'єднання, спосіб, полімерних
Код посилання
<a href="https://ua.patents.su/8-26736-sposib-zehdnannya-polimernikh-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб з’єднання полімерних труб</a>
Спосіб з’єднання полімерних труб
Номер патенту: 10298
Опубліковано: 25.12.1996
Автори: Строганов Віктор Федорович, Білошенко Віктор Олександрович, Шелудченко Володимир Ілліч
МПК: C09J 5/02, B29C 65/02, B29C 65/48, F16L 47/02, C09J 5/00, C09J 5/06
Мітки: полімерних, спосіб, з'єднання, труб
Формула / Реферат:
1. Способ соединения полимерных труб, включающий размещение на концах соединяемых труб термоусаживающейся муфты, адгезива и последующий нагрев места их контакта, отличающийся тем, что в качестве термоусаживающейся муфты используют муфту, изготовленную из эпоксидной композиции с температурой стеклования 50-80°С и предельной деформацией при растяжении в высокоэластичном состоянии eв.э. = 65-80%, в стеклообразном состоянии eс = 4-6 %, а...
Спосіб з’єднання поліетиленових труб
Номер патенту: 10300
Опубліковано: 25.12.1996
Автори: Пшенничний Георгій Іванович, Шелудченко Володимир Ілліч, Савченко Володимир Миколайович, Строганов Віктор Федорович
МПК: C09J 5/08, B29C 65/00, F16L 47/00
Мітки: з'єднання, труб, спосіб, поліетиленових
Формула / Реферат:
1. Способ соединения полиэтиленовых труб, при котором выполняют активационную обработку соединяемых труб, наносят клей па наружные поверхности соединяемых труб и/пли па внутреннюю поверхность соединительной муфты, после чего стыкуют концы труб, устанавливают на место стыковки соединительную муфту и отверждают клей после установки соединительной муфты, отличающийся тем, что перед нанесением клея на внутреннюю поверхность соединительной...
Спосіб з’єднання полімерних матеріалів
Номер патенту: 14973
Опубліковано: 04.03.1997
Автори: Смоловік Олександр Олександровіч, Покой Олександр Костянтинович, Бєліков Валерій Григорійович
МПК: B29C 65/02
Мітки: полімерних, спосіб, матеріалів, з'єднання
Формула / Реферат:
Способ соединения полимерных материалов, включающий сжатие соединяемых полимерных поверхностей в пресс-форме, материал которой имеет коэффициент термического расширения по меньшей мере равный коэффициенту термического расширения соединяемых полимерных поверхностей, последующее нагревание поверхностей до температуры текучести при одновременном охлаждении остальной околошовной зоны соединяемых поверхностей, отличающийся тем, что сжатие...
Спосіб з’єднання труб з термопластів
Номер патенту: 2652
Опубліковано: 26.12.1994
Автори: Малінін Альберт Леонідович, Ротенфельд Веніамін Соломонович, Самородницький Давид Єйхинович
МПК: B29C 65/18
Мітки: спосіб, термопластів, з'єднання, труб
Формула / Реферат:
Способ соединения труб из термопластов, при котором соединяемый конец одной из труб нагревают, формуют на нем раструб путем растяжения в радиальном направлении и приводят соединяемые концы труб в контакт, отличающийся тем, что формование раструба на конце одной из труб производят одновременно с нагревом, а приведение соединяемых труб в контакт осуществляют путем навинчивания сформованного конца одной трубы на соединяемый конец второй...
Екструзійна головка для виготовлення труб із полімерних матеріалів
Номер патенту: 15968
Опубліковано: 29.08.1997
Автор: Бондаренко Андрій Іванович
МПК: B29L 23/00, B29C 47/22
Мітки: екструзійна, головка, полімерних, виготовлення, труб, матеріалів
Формула / Реферат:
Экструзионная головка для изготовления труб из полимерных материалов, содержащая корпус с входным и выходным отверстиями, соосно смонтированные на корпусе прижимную гайку, а в корпусе - крестовину с закрепленным на ней до-рном с коническим участком, выполненным в направлении выходного отверстия, соосно смонтированные на коническом участке дорна последовательно в направлении выходного отверстия корпуса калибровочную шайбу и упорное кольцо,...
Попередній патент: Спосіб збереження сільськогосподарської продукції
Наступний патент: Пристрій для прокладання трубопроводів під водою
Випадковий патент: Установка низькотемпературної обробки природного газу