Прокатна кліть
Номер патенту: 29556
Опубліковано: 15.11.2000
Автори: Федосов Володимир Гарольдович, Остапенко Георгій Леонідович, Хацкелян Ігор Павлович, Алексієнко Георгій Якович


Текст
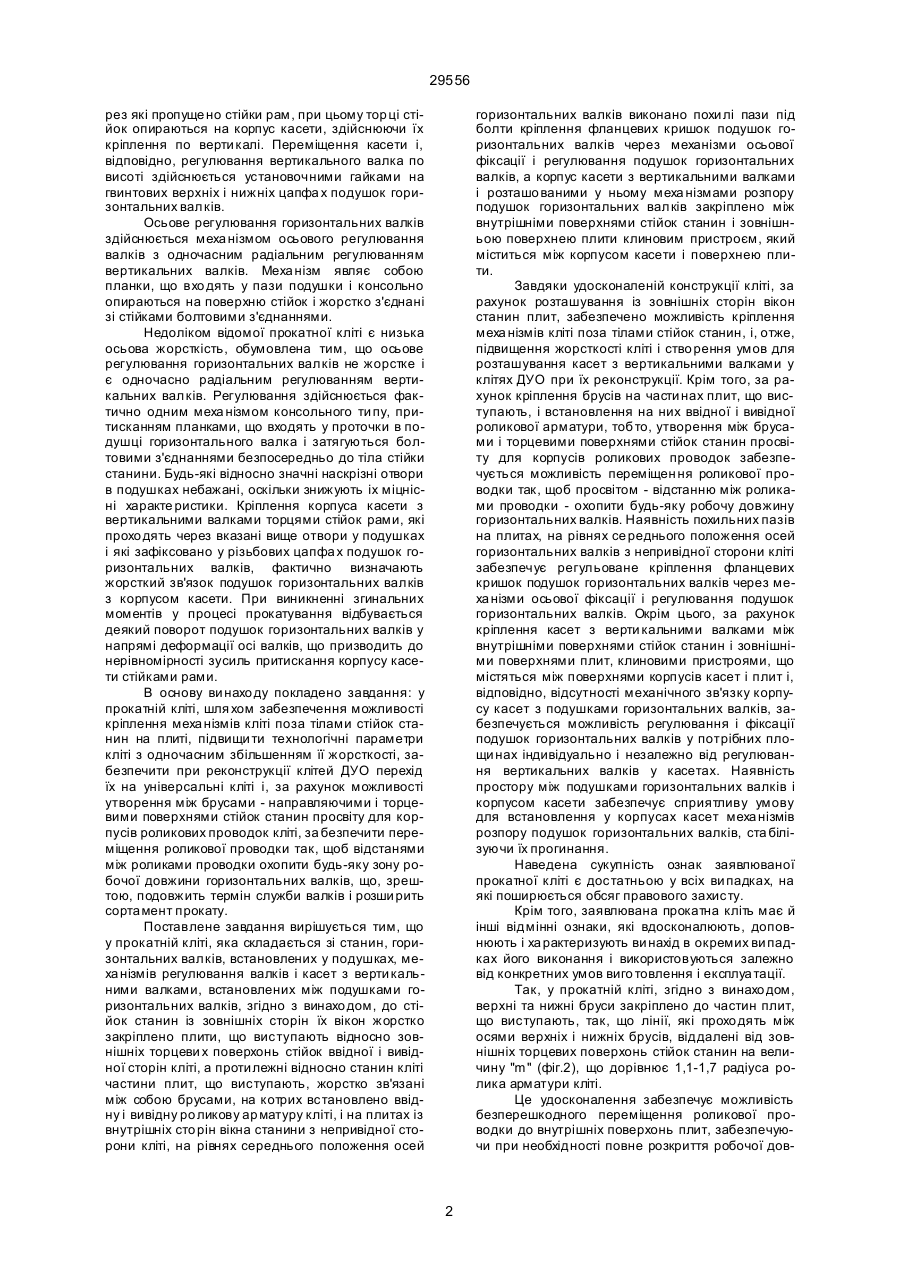
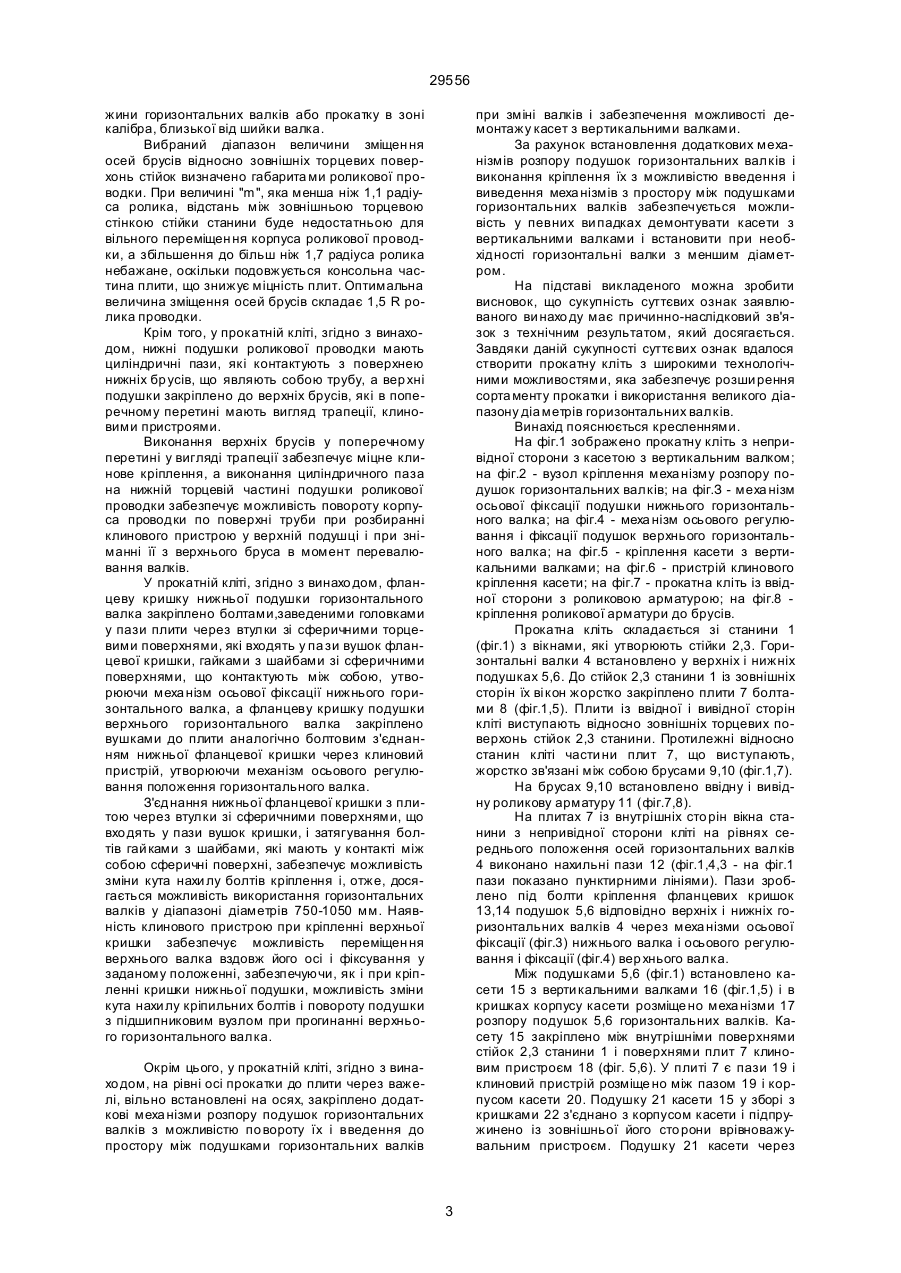
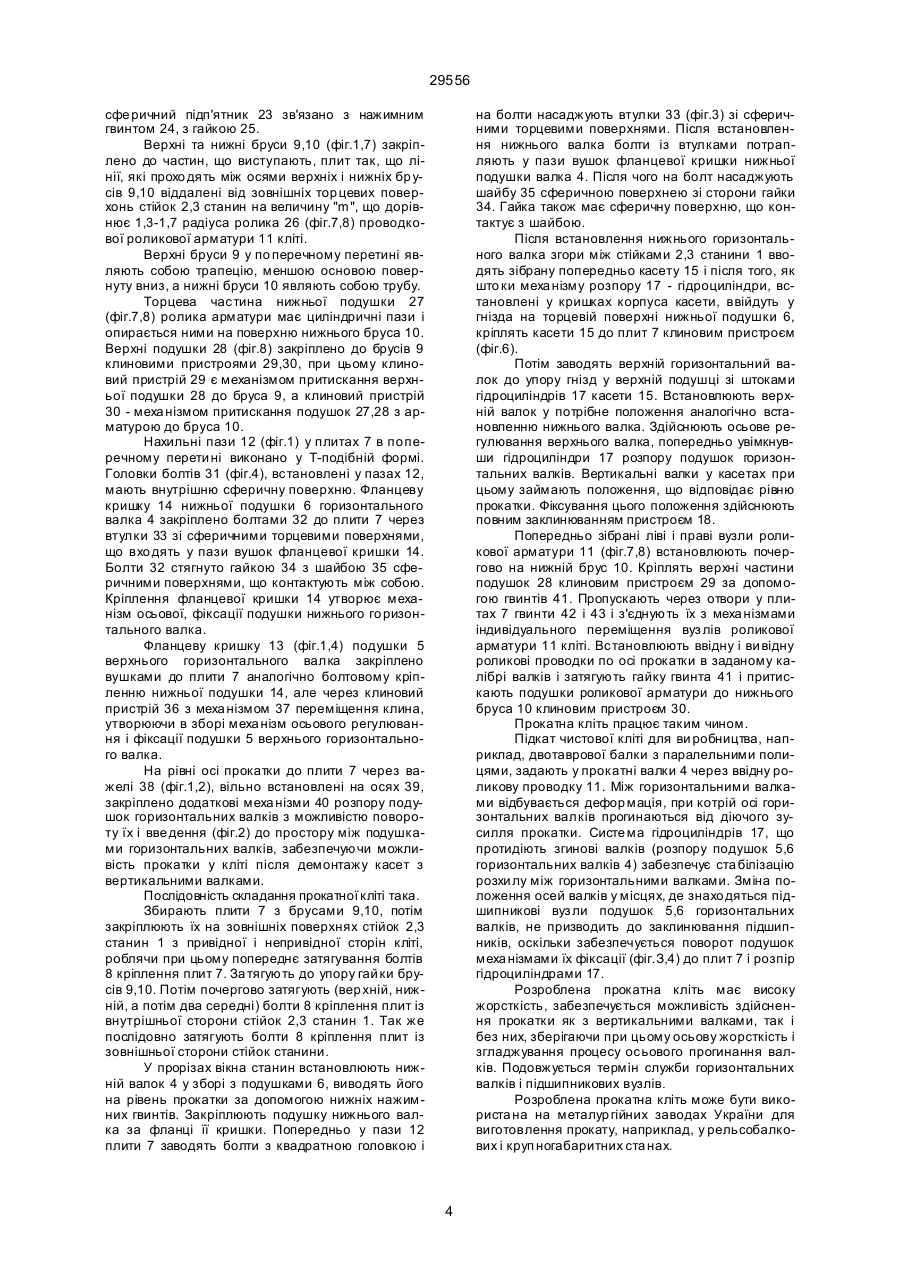
1. Прокатна кліть, яка складається зі станин, горизонтальних валків, вста новлених у подушках, меха нізмів регулювання валків і касет з вертикальними валками, встановлених між подушками горизонтальних валків, яка відрізняється тим, що до стійок станин із зовнішніх сторін їх вікон жорстко закріплено плити, що виступають відносно зовнішніх торцевих поверхонь стійок ввідної і вивідної сторін кліті, а проти лежні відносно станин кліті частини плит, що виступають, жорстко зв'язані між собою брусами, на яких встановлено ввідну і вивідну роликову арматуру кліті; на плитах із внутрішніх бокових сто рін вікна станини з непривідної сторони кліті, на рівнях середнього положення осей горизонтальних валків виконано похи лі пази під болти кріплення фланцевих кришок подушок горизонтальних валків через механізми осьової фіксації і регулювання положення валків, корпус касети з вертикальними валками і розташованими у ньому меха нізмами розпору подушок горизонтальних валків закріплено між внутрішніми поверхнями стійок станин і поверхнею плити клиновим пристроєм, який міститься між корпусом касети і поверхнею плити. 2. Кліть за п.1, яка відрізняється тим, що вер хні та нижні бруси закріплено до частин плит, що виступають, так, що лінії, які проходять між осями верхніх і нижніх брусів віддалені від зовнішніх торцевих поверхонь стійок станин на величину, що дорівнює 1,1-1,7 радіуса ролика арматури кліті. 3. Кліть за п.1, яка відрізняється тим, що нижні подушки роликової арматури кліті мають циліндричні пази, що контактують з поверхнею нижніх брусів, які являють собою трубу, а верхні подушки роликової арматури закріплено до верхніх брусів, які в поперечному перерізі мають форму трапеції, клиновими пристроями. 4. Кліть за п.1, яка відрізняється тим, що фланцеву кришку нижньої подушки горизонтального валка закріплено болта ми, заведеними головками у похилі пази плити через втулки зі сферичними торцевими поверхнями, що входять у пази вушок фланцевої кришки, гайками з шайбами зі сфе ричними поверхнями, які контактують між собою, утворюючи механізм осьової фіксації подушок нижнього горизонтального валка, а фланцеву кришку подушки верхнього горизонтального валка закріплено до плити аналогічно болтовим з'єднанням кріплення нижньої фланцевої кришки, через клиновий пристрій, з утворенням меха нізму осьового регулювання і фіксації подушок верхнього горизонтального валка. 5. Кліть за п.1, яка відрізняється тим, що на рівні осі прокатки до плити, через важелі, вільно встановлені на осях, закріплено додаткові меха нізми розпору подушок горизонтальних валків з можливістю повороту їх і введення до простору між подушками горизонтальних валків при зміні калібрів валків і демонтажу касет з вертикальними валками. UA (21) 99126933 (22) 20.12.1999 (24) 15.11.2000 (46) 15.11.2000, Бюл. № 6, 2000 р. (72) Федосов Володимир Гарольдович, Хацкелян Iгор Павлович, Остапенко Георгiй Леонiдович, Алексiєнко Георгiй Якович (73) Дочiрнє пiдприємство "Нексус - Виробничокомерцiйна компанiя" (56) А.с. № 1755975, кл. В 21 D 13/00, опубл. 23.08.1992 г., БИ № 31. C2 (54) ПРОКАТНА КЛIТЬ Винахід належить до чорної і кольорової металур гії, а саме: до прокатного виробництва, і може бути використаний для розширення сортаменту прокату при реконструкції клітей. Відома прокатна кліть (четырехвалковая клеть, а. с. № 1755975, В21В 13/00, опубл. 23.08.1992 г. БИ № 31), яка складається зі станин, горизонтальних валків, встановлених у по В.Ш. душках з гвинтовими цапфами на зовнішніх основах. Вертикальні валки містяться в касетах з плоскопаралельними основами. Рухо мі рами закріплено на гвинтових цапфа х і взаємодіють з подушками горизонтальних валків і касетами з вертикальними валками. Рами виконано у П-подібній формі, окремо для кожної подушки. Зі сторін подушок зроблено наскрізні верти кальні отвори, че 29556 рез які пропуще но стійки рам, при цьому тор ці стійок опираються на корпус касети, здійснюючи їх кріплення по верти калі. Переміщення касети і, відповідно, регулювання вертикального валка по висоті здійснюється установочними гайками на гвинтових верхніх і нижніх цапфа х подушок горизонтальних валків. Осьове регулювання горизонтальних валків здійснюється меха нізмом осьового регулювання валків з одночасним радіальним регулюванням вертикальних валків. Меха нізм являє собою планки, що вхо дять у пази подушки і консольно опираються на поверхню стійок і жорстко з'єднані зі стійками болтовими з'єднаннями. Недоліком відомої прокатної кліті є низька осьова жорсткість, обумовлена тим, що осьове регулювання горизонтальних валків не жорстке і є одночасно радіальним регулюванням вертикальних валків. Регулювання здійснюється фактично одним меха нізмом консольного ти пу, притисканням планками, що входять у проточки в подушці горизонтального валка і затягуються болтовими з'єднаннями безпосередньо до тіла стійки станини. Будь-які відносно значні наскрізні отвори в подушках небажані, оскільки знижують іх міцнісні характе ристики. Кріплення корпуса касети з вертикальними валками торцями стійок рами, які прохо дять через вказані вище отвори у подушках і які зафіксовано у різьбових цапфа х подушок горизонтальних валків, фактично визначають жорсткий зв'язок подушок горизонтальних валків з корпусом касети. При виникненні згинальних моментів у процесі прокатування відбувається деякий поворот подушок горизонтальних валків у напрямі деформації осі валків, що призводить до нерівномірності зусиль притискання корпусу касети стійками рами. В основу ви нахо ду покладено завдання: у прокатній кліті, шля хом забезпечення можливості кріплення меха нізмів кліті поза тілами стійок станин на плиті, підвищи ти технологічні параметри кліті з одночасним збільшенням її жорсткості, забезпечити при реконструкції клітей ДУО перехід їх на універсальні кліті і, за рахунок можливості утворення між брусами - направляючими і торцевими поверхнями стійок станин просвіту для корпусів роликових проводок кліті, за безпечити переміщення роликової проводки так, щоб відстанями між роликами проводки охопити будь-яку зону робочої довжини горизонтальних валків, що, зрештою, подовжить термін служби валків і розши рить сортамент прокату. Поставлене завдання вирішується тим, що у прокатній кліті, яка складається зі станин, горизонтальних валків, встановлених у подушках, меха нізмів регулювання валків і касет з верти кальними валками, встановлених між подушками горизонтальних валків, згідно з винахо дом, до стійок станин із зовнішніх сторін їх вікон жорстко закріплено плити, що виступають відносно зовнішніх торцеви х поверхонь стійок ввідної і вивідної сторін кліті, а протилежні відносно станин кліті частини плит, що виступають, жорстко зв'язані між собою брусами, на котрих встановлено ввідну і вивідну ро ликову ар матуру кліті, і на плитах із внутрішніх сто рін вікна станини з непривідної сторони кліті, на рівнях середнього положення осей горизонтальних валків виконано похи лі пази під болти кріплення фланцевих кришок подушок горизонтальних валків через механізми осьової фіксації і регулювання подушок горизонтальних валків, а корпус касети з вертикальними валками і розташо ваними у ньому меха нізмами розпору подушок горизонтальних валків закріплено між внутрішніми поверхнями стійок станин і зовнішньою поверхнею плити клиновим пристроєм, який міститься між корпусом касети і поверхнею плити. Завдяки удосконаленій конструкції кліті, за рахунок розташування із зовнішніх сторін вікон станин плит, забезпечено можливість кріплення меха нізмів кліті поза тілами стійок станин, і, отже, підвищення жорсткості кліті і ство рення умов для розташування касет з вертикальними валками у клітях ДУО при їх реконструкції. Крім того, за рахунок кріплення брусів на части нах плит, що виступають, і встановлення на них ввідної і вивідної роликової арматури, тобто, утворення між брусами і торцевими поверхнями стійок станин просвіту для корпусів роликових проводок забезпечується можливість переміщен ня роликової проводки так, щоб просвітом - відстанню між роликами проводки - охопити будь-яку робочу довжину горизонтальних валків. Наявність похильних пазів на плитах, на рівнях се реднього положення осей горизонтальних валків з непривідної сторони кліті забезпечує регульоване кріплення фланцевих кришок подушок горизонтальних валків через меха нізми осьової фіксації і регулювання подушок горизонтальних валків. Окрім цього, за рахунок кріплення касет з верти кальними валками між внутрішніми поверхнями стійок станин і зовнішніми поверхнями плит, клиновими пристроями, що містяться між поверхнями корпусів касет і плит і, відповідно, відсутності механічного зв'язку корпусу касет з подушками горизонтальних валків, забезпечується можливість регулювання і фіксації подушок горизонтальних валків у потрібних площи нах індивідуально і незалежно від регулювання вертикальних валків у касетах. Наявність простору між подушками горизонтальних валків і корпусом касети забезпечує сприятливу умову для встановлення у корпусах касет меха нізмів розпору подушок горизонтальних валків, ста білізуючи їх прогинання. Наведена сукупність ознак заявлюваної прокатної кліті є достатньою у всіх ви падках, на які поширюється обсяг правового захисту. Крім того, заявлювана прокатна кліть має й інші відмінні ознаки, які вдосконалюють, доповнюють і ха рактеризують ви нахід в окремих ви падках його виконання і використовуються залежно від конкретних умов виго товлення і експлуа тації. Так, у прокатній кліті, згідно з винахо дом, верхні та нижні бруси закріплено до частин плит, що виступають, так, що лінії, які прохо дять між осями верхніх і нижніх брусів, віддалені від зовнішніх торцевих поверхонь стійок станин на величину "m" (фіг.2), що дорівнює 1,1-1,7 радіуса ролика арматури кліті. Це удосконалення забезпечує можливість безперешкодного переміщення роликової проводки до внутрішніх поверхонь плит, забезпечуючи при необхідності повне розкриття робочої дов 2 29556 жини горизонтальних валків або прокатку в зоні калібра, близької від шийки валка. Вибраний діапазон величини зміщен ня осей брусів відносно зовнішніх торцевих поверхонь стійок визначено габарита ми роликової проводки. При величині "m", яка менша ніж 1,1 радіуса ролика, відстань між зовнішньою торцевою стінкою стійки станини буде недостатньою для вільного переміщен ня корпуса роликової проводки, а збільшення до більш ніж 1,7 радіуса ролика небажане, оскільки подовжується консольна частина плити, що знижує міцність плит. Оптимальна величина зміщення осей брусів складає 1,5 R ролика проводки. Крім того, у прокатній кліті, згідно з винаходом, нижні подушки роликової проводки мають циліндричні пази, які контактують з поверхнею нижніх бр усів, що являють собою трубу, а вер хні подушки закріплено до верхніх брусів, які в поперечному перетині мають вигляд трапеції, клиновими пристроями. Виконання верхніх брусів у поперечному перетині у вигляді трапеції забезпечує міцне клинове кріплення, а виконання циліндричного паза на нижній торцевій частині подушки роликової проводки забезпечує можливість повороту корпуса проводки по поверхні труби при розбиранні клинового пристрою у верхній подушці і при зніманні її з верхнього бруса в момент перевалювання валків. У прокатній кліті, згідно з винахо дом, фланцеву кришку нижньої подушки горизонтального валка закріплено болтами,заведеними головками у пази плити через втулки зі сферичними торцевими поверхнями, які входять у па зи вушок фланцевої кришки, гайками з шайбами зі сферичними поверхнями, що контактують між собою, утворюючи меха нізм осьової фіксації нижнього горизонтального валка, а фланцеву кришку подушки верхнього горизонтального валка закріплено вушками до плити аналогічно болтовим з'єднанням нижньої фланцевої кришки через клиновий пристрій, утворюючи механізм осьового регулювання положення горизонтального валка. З'єднання нижньої фланцевої кришки з плитою через втулки зі сферичними поверхнями, що вхо дять у пази вушок кришки, і затягування болтів гай ками з шайбами, які мають у контакті між собою сферичні поверхні, забезпечує можливість зміни кута нахи лу болтів кріплення і, отже, досягається можливість використання горизонтальних валків у діапазоні діаметрів 750-1050 мм. Наявність клинового пристрою при кріпленні верхньої кришки забезпечує можливість переміщен ня верхнього валка вздовж його осі і фіксування у заданому положенні, забезпечуючи, як і при кріпленні кришки нижньої подушки, можливість зміни кута нахи лу кріпильних болтів і повороту подушки з підшипниковим вузлом при прогинанні верхнього горизонтального валка. при зміні валків і забезпечення можливості демонтажу касет з вертикальними валками. За рахунок встановлення додаткових механізмів розпору подушок горизонтальних валків і виконання кріплення їх з можливістю введення і виведення меха нізмів з простору між подушками горизонтальних валків забезпечується можливість у певних ви падках демонтувати касети з вертикальними валками і встановити при необхідності горизонтальні валки з меншим діаметром. На підставі викладеного можна зробити висновок, що сукупність суттєвих ознак заявлюваного ви нахо ду має причинно-наслідковий зв'язок з технічним результатом, який досягається. Завдяки даній сукупності суттєвих ознак вдалося створити прокатну кліть з широкими технологічними можливостями, яка забезпечує розши рення сорта менту прокатки і використання великого діапазону діа метрів горизонтальних валків. Винахід пояснюється кресленнями. На фіг.1 зображено прокатну кліть з непривідної сторони з касетою з вертикальним валком; на фіг.2 - вузол кріплення меха нізму розпору подушок горизонтальних валків; на фіг.З - меха нізм осьової фіксації подушки нижнього горизонтального валка; на фіг.4 - меха нізм осьового регулювання і фіксації подушок верхнього горизонтального валка; на фіг.5 - кріплення касети з вертикальними валками; на фіг.6 - пристрій клинового кріплення касети; на фіг.7 - прокатна кліть із ввідної сторони з роликовою арматурою; на фіг.8 кріплення роликової арматури до брусів. Прокатна кліть складається зі станини 1 (фіг.1) з вікнами, які утворюють стійки 2,3. Горизонтальні валки 4 встановлено у верхніх і нижніх подушках 5,6. До стійок 2,3 станини 1 із зовнішніх сторін їх ві кон жорстко закріплено плити 7 болтами 8 (фіг.1,5). Плити із ввідної і вивідної сторін кліті виступають відносно зовнішніх торцевих поверхонь стійок 2,3 станини. Протилежні відносно станин кліті части ни плит 7, що виступають, жорстко зв'язані між собою брусами 9,10 (фіг.1,7). На брусах 9,10 встановлено ввідну і вивідну роликову арматуру 11 (фіг.7,8). На плитах 7 із внутрішніх сто рін вікна станини з непривідної сторони кліті на рівнях середнього положення осей горизонтальних валків 4 виконано нахильні пази 12 (фіг.1,4,3 - на фіг.1 пази показано пунктирними лініями). Пази зроблено під болти кріплення фланцевих кришок 13,14 подушок 5,6 відповідно верхніх і нижніх горизонтальних валків 4 через меха нізми осьової фіксації (фіг.3) нижнього валка і осьового регулювання і фіксації (фіг.4) вер хнього валка. Між подушками 5,6 (фіг.1) встановлено касети 15 з верти кальними валками 16 (фіг.1,5) і в кришках корпусу касети розміще но меха нізми 17 розпору подушок 5,6 горизонтальних валків. Касету 15 закріплено між внутрішніми поверхнями стійок 2,3 станини 1 і поверхнями плит 7 клиновим пристроєм 18 (фіг. 5,6). У плиті 7 є пази 19 і клиновий пристрій розміще но між пазом 19 і корпусом касети 20. Подушку 21 касети 15 у зборі з кришками 22 з'єднано з корпусом касети і підпружинено із зовнішньої його сто рони врівноважувальним пристроєм. Подушку 21 касети через Окрім цього, у прокатній кліті, згідно з винахо дом, на рівні осі прокатки до плити через важелі, вільно встановлені на осях, закріплено додаткові меха нізми розпору подушок горизонтальних валків з можливістю по вороту їх і введення до простору між подушками горизонтальних валків 3 29556 сфе ричний підп'ятник 23 зв'язано з нажимним гвинтом 24, з гайкою 25. Верхні та нижні бруси 9,10 (фіг.1,7) закріплено до частин, що виступають, плит так, що лінії, які прохо дять між осями верхніх і нижніх бр усів 9,10 віддалені від зовнішніх тор цевих поверхонь стійок 2,3 станин на величину "m", що дорівнює 1,3-1,7 радіуса ролика 26 (фіг.7,8) проводкової роликової арматури 11 кліті. Верхні бруси 9 у по перечному перетині являють собою трапецію, меншою основою повернуту вниз, а нижні бруси 10 являють собою трубу. Торцева частина нижньої подушки 27 (фіг.7,8) ролика арматури має циліндричні пази і опирається ними на поверхню нижнього бруса 10. Верхні подушки 28 (фіг.8) закріплено до брусів 9 клиновими пристроями 29,30, при цьому клиновий пристрій 29 є механізмом притискання верхньої подушки 28 до бруса 9, а клиновий пристрій 30 - меха нізмом притискання подушок 27,28 з арматурою до бруса 10. Нахильні пази 12 (фіг.1) у плитах 7 в поперечному перети ні виконано у Т-подібній формі. Головки болтів 31 (фіг.4), встановлені у пазах 12, мають внутрішню сферичну поверхню. Фланцеву кришку 14 нижньої подушки 6 горизонтального валка 4 закріплено болтами 32 до плити 7 через втулки 33 зі сферичними торцевими поверхнями, що вхо дять у пази вушок фланцевої кришки 14. Болти 32 стягнуто гайкою 34 з шайбою 35 сферичними поверхнями, що контактують між собою. Кріплення фланцевої кришки 14 утворює механізм осьової, фіксації подушки нижнього го ризонтального валка. Фланцеву кришку 13 (фіг.1,4) подушки 5 верхнього горизонтального валка закріплено вушками до плити 7 аналогічно болтовому кріпленню нижньої подушки 14, але через клиновий пристрій 36 з меха нізмом 37 переміщення клина, утворюючи в зборі меха нізм осьового регулювання і фіксації подушки 5 верхнього горизонтального валка. На рівні осі прокатки до плити 7 через важелі 38 (фіг.1,2), вільно встановлені на осях 39, закріплено додаткові меха нізми 40 розпору подушок горизонтальних валків з можливістю повороту їх і вве дення (фіг.2) до простору між подушками горизонтальних валків, забезпечуючи можливість прокатки у кліті після демонтажу касет з вертикальними валками. Послідовність складання прокатної кліті така. Збирають плити 7 з брусами 9,10, потім закріплюють їх на зовнішніх поверхнях стійок 2,3 станин 1 з привідної і непривідної сторін кліті, роблячи при цьому попереднє затягування болтів 8 кріплення плит 7. За тягують до упору гай ки брусів 9,10. Потім почергово затягують (вер хній, нижній, а потім два середні) болти 8 кріплення плит із внутрішньої сторони стійок 2,3 станин 1. Так же послідовно затягують болти 8 кріплення плит із зовнішньої сторони стійок станини. У прорізах вікна станин встановлюють нижній валок 4 у зборі з подушками 6, виводять його на рівень прокатки за допомогою нижніх нажимних гвинтів. Закріплюють подушку нижнього валка за фланці її кришки. Попередньо у пази 12 плити 7 заводять болти з квадратною головкою і на болти насаджують втулки 33 (фіг.3) зі сферичними торцевими поверхнями. Після встановлення нижнього валка болти із втулками потрапляють у пази вушок фланцевої кришки нижньої подушки валка 4. Після чого на болт насаджують шайбу 35 сферичною поверхнею зі сторони гайки 34. Гайка також має сферичну поверхню, що контактує з шайбою. Після встановлення нижнього горизонтального валка згори між стійками 2,3 станини 1 вводять зібрану попередньо касету 15 і після того, як што ки меха нізму розпору 17 - гідроциліндри, встановлені у кришках корпуса касети, ввійдуть у гнізда на торцевій поверхні нижньої подушки 6, кріплять касети 15 до плит 7 клиновим пристроєм (фіг.6). Потім заводять верхній горизонтальний валок до упору гнізд у верхній подушці зі штоками гідроциліндрів 17 касети 15. Встановлюють верхній валок у потрібне положення аналогічно встановленню нижнього валка. Здійснюють осьове регулювання верхнього валка, попередньо увімкнувши гідроциліндри 17 розпору подушок горизонтальних валків. Вертикальні валки у касетах при цьому займають положення, що відповідає рівню прокатки. Фіксування цього положення здійснюють повним заклинюванням пристроєм 18. Попередньо зібрані ліві і праві вузли роликової арматури 11 (фіг.7,8) встановлюють почергово на нижній брус 10. Кріплять верхні частини подушок 28 клиновим пристроєм 29 за допомогою гвинтів 41. Пропускають через отвори у плитах 7 гвинти 42 і 43 і з'єднують їх з меха нізмами індивідуального переміщення вуз лів роликової арматури 11 кліті. Встановлюють ввідну і ви відну роликові проводки по осі прокатки в заданому калібрі валків і затягують гайку гвинта 41 і притискають подушки роликової арматури до нижнього бруса 10 клиновим пристроєм 30. Прокатна кліть працює таким чином. Підкат чистової кліті для ви робництва, наприклад, двотаврової балки з паралельними полицями, задають у прокатні валки 4 через ввідну роликову проводку 11. Між горизонтальними валками відбувається дефор мація, при котрій осі горизонтальних валків прогинаються від діючого зусилля прокатки. Систе ма гідроциліндрів 17, що протидіють згинові валків (розпору подушок 5,6 горизонтальних валків 4) забезпечує ста білізацію розхи лу між горизонтальними валками. Зміна положення осей валків у місцях, де знахо дяться підшипникові вуз ли подушок 5,6 горизонтальних валків, не призводить до заклинювання підшипників, оскільки забезпечується поворот подушок меха нізмами їх фіксації (фіг.З,4) до плит 7 і розпір гідроциліндрами 17. Розроблена прокатна кліть має високу жорсткість, забезпечується можливість здійснення прокатки як з вертикальними валками, так і без них, зберігаючи при цьому осьову жорсткість і згладжування процесу осьового прогинання валків. Подовжується термін служби горизонтальних валків і підшипникових вузлів. Розроблена прокатна кліть може бути використа на на металур гійних заводах України для виготовлення прокату, наприклад, у рельсобалкових і круп ногабаритних ста нах. 4 29556 Фіг. 1 Фіг. 3 Фіг. 2 5 29556 Фіг. 4 Фіг. 5 Фіг. 6 6 29556 Фіг. 7 Фіг. 8 Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 88000, м. Ужгород, вул. Гагаріна, 101 (03122) 3 – 72 – 89 (03122) 2 – 57 – 03 7 29556 8
ДивитисяДодаткова інформація
Назва патенту англійськоюRolling stand
Автори англійськоюFedosov Volodymyr Haroldovych, Hatskelian Ihor Pavlovych, Ostapenko Heorhii Leonidovych, Aleksiienko Heorhii Yakovych
Назва патенту російськоюПрокатная клеть
Автори російськоюФедосов Владимир Гарольдович, Хацкелян Игорь Павлович, Остапенко Георгий Леонидович, Алексеенко Георгий Яковлевич
МПК / Мітки
МПК: B21B 13/10
Код посилання
<a href="https://ua.patents.su/8-29556-prokatna-klit.html" target="_blank" rel="follow" title="База патентів України">Прокатна кліть</a>
Прокатна кліть
Номер патенту: 23599
Опубліковано: 02.06.1998
Автори: Крівощапов Владімір Васільєвіч, Алєксеєнко Андрій Георгійович, Алєксеєнко Георгій Якович
МПК: B21B 31/00, B21B 13/00
Формула / Реферат:
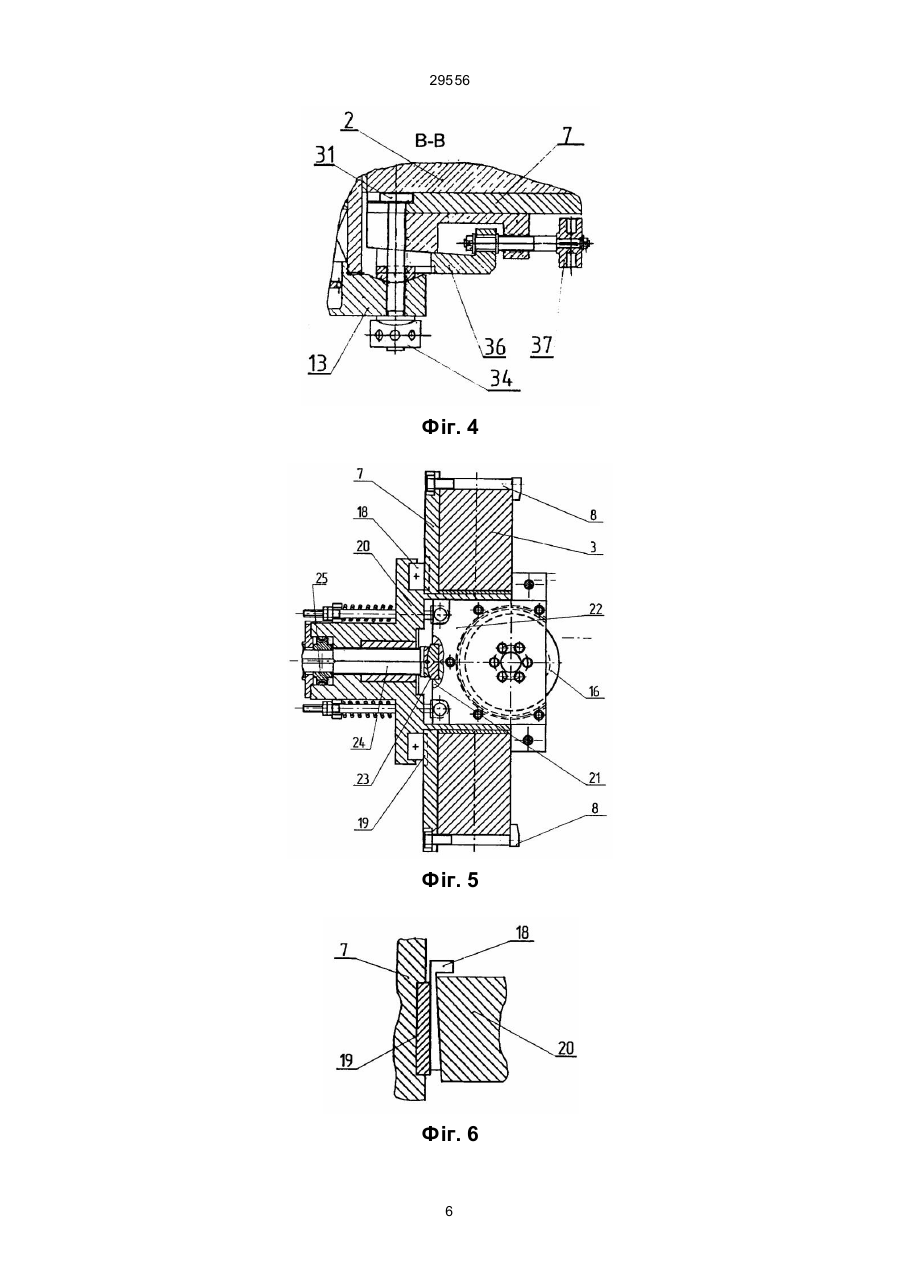
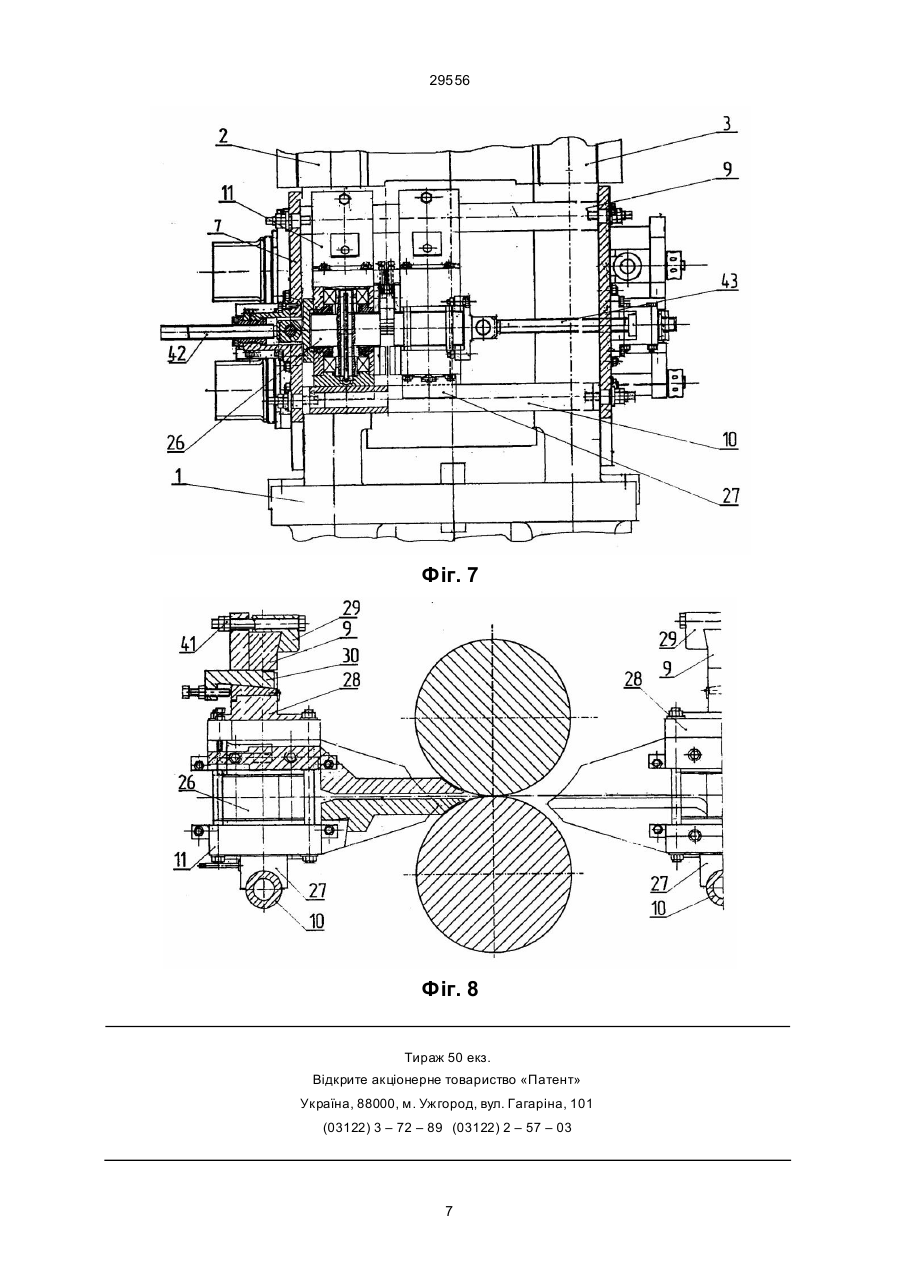
Прокатна кліть, яка має станину, що встановлена на плитовині, з приводними опорними валками та неприводними робочими валками, розміщеними у верхній та нижній подушках, яка відрізняється тим, що станина виконана у вигляді монолітного корпуса, наприклад, призми з наскрізними отворами під опорні валки, в яких встановлені суцільні по довжині отворів кільця з ексцентричними внутрішніми розточками, які контактують з обоймами підшипників опорних...
Прокатна кліть кварто
Номер патенту: 12965
Опубліковано: 28.02.1997
Автори: Литвинов Олександр Васильович, Волченков Іван Григорович
МПК: B21B 13/02
Мітки: кліть, кварто, прокатна
Формула / Реферат:
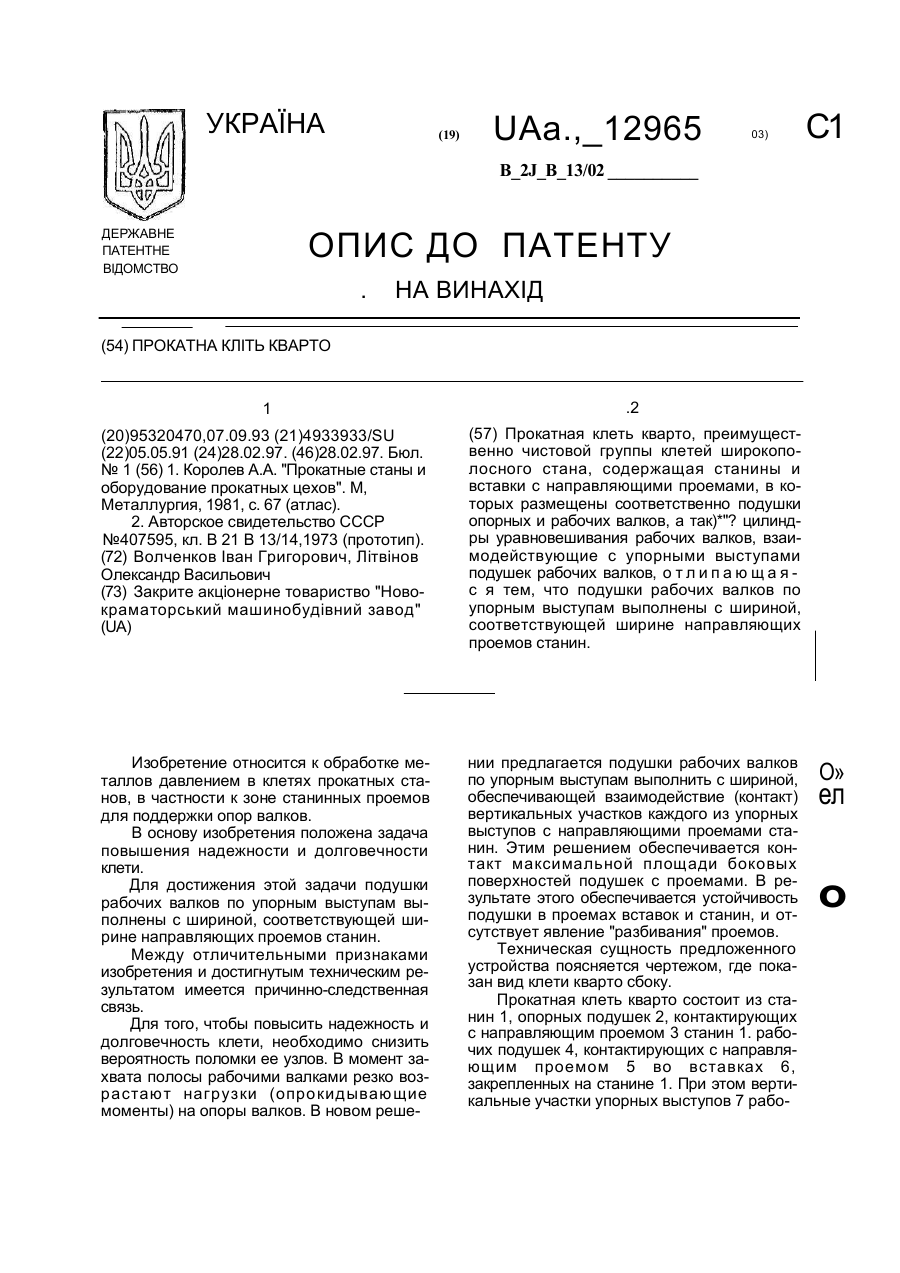
(57) Прокатная клеть кварто, преимущественно чистовой группы клетей широкополосного стана, содержащая станины и вставки с направляющими проемами, в которых размещены соответственно подушки опорных и рабочих валков, а также цилиндры уравновешивания рабочих валков, взаимодействующие с упорными выступами подушек рабочих валков, отлипающаяс я тем, что подушки рабочих валков по упорным выступам выполнены с шириной, соответствующей ширине...
Попередньо напружена прокатна кліть
Номер патенту: 14319
Опубліковано: 25.04.1997
Автор: Малакуцко Костянтин Андрійович
МПК: B21B 31/00
Мітки: попередньо, напружена, прокатна, кліть
Формула / Реферат:
Предварительно напряженная прокатная клеть, содержащая станины, жестко соединенные стяжками, узел валков с подушками, дополнительные подушки, установленные на шейках валков между основными подушками и торцами их бочек, распорные устройства между дополнительными подушками, гидроцилиндры в поперечинах станин, отличающаяся тем, что, с целью повышения жесткости валкового узла при увеличении нагрузочной способности клети, клеть снабжена...
Прокатна кліть
Номер патенту: 26210
Опубліковано: 19.07.1999
Автори: БРАУН Мартін, Резе Хайнріх, Арменат Юрген
МПК: B21B 31/00
Формула / Реферат:
1. Прокатная клеть, содержащая установленные в подушках рабочие валки, верхний из которых с помощью уравновешивающих цилиндров может отводиться от нижнего, и механические дистанционные средства, удерживающие валки на взаимном расстоянии и выполненные в виде смонтированных в пазах подушки одного из валков поворотных на оси опорных рычагов, которые в рабочем положении опираются свободными концами на основание соответствующего паза...
Прокатна кліть
Номер патенту: 26155
Опубліковано: 07.06.1999
Автори: Клетцен Петер, Класк Вільфрид, Дишковець Генадій Анатольович, Нечепоренко Володимир Андрійович, Куцов Юрій Георгійович, Хрустенко Юрій Михайлович, Кауров Володимир Васильович, Тільга Степан Сергійович
МПК: B21B 1/16
Формула / Реферат:
Прокатная клеть, включающая два прокатных валка, установленных в подушках, соединенных друг с другом посредством стяжных болтов, и полости высокого давления, отличающаяся тем, что она снабжена кассетой с крышками, в которой с возможностью возвратно-поступательного перемещения относительно друг друга установлены подушки, выполненные в виде цилиндрических плунжеров, а полости высокого давления образованы торцами подушек и крышками кассеты.
Попередній патент: Спосіб відцентрового відливання заготовок роликів машин безперервного відливання заготовок
Наступний патент: Руслова гес
Випадковий патент: Телевізійний приціл для стрілецької зброї