Прокатна кліть
Номер патенту: 26155
Опубліковано: 07.06.1999
Автори: Кауров Володимир Васильович, Куцов Юрій Георгійович, Хрустенко Юрій Михайлович, Дишковець Генадій Анатольович, Класк Вільфрид, Клетцен Петер, Тільга Степан Сергійович, Нечепоренко Володимир Андрійович
Формула / Реферат
Прокатная клеть, включающая два прокатных валка, установленных в подушках, соединенных друг с другом посредством стяжных болтов, и полости высокого давления, отличающаяся тем, что она снабжена кассетой с крышками, в которой с возможностью возвратно-поступательного перемещения относительно друг друга установлены подушки, выполненные в виде цилиндрических плунжеров, а полости высокого давления образованы торцами подушек и крышками кассеты.
Текст
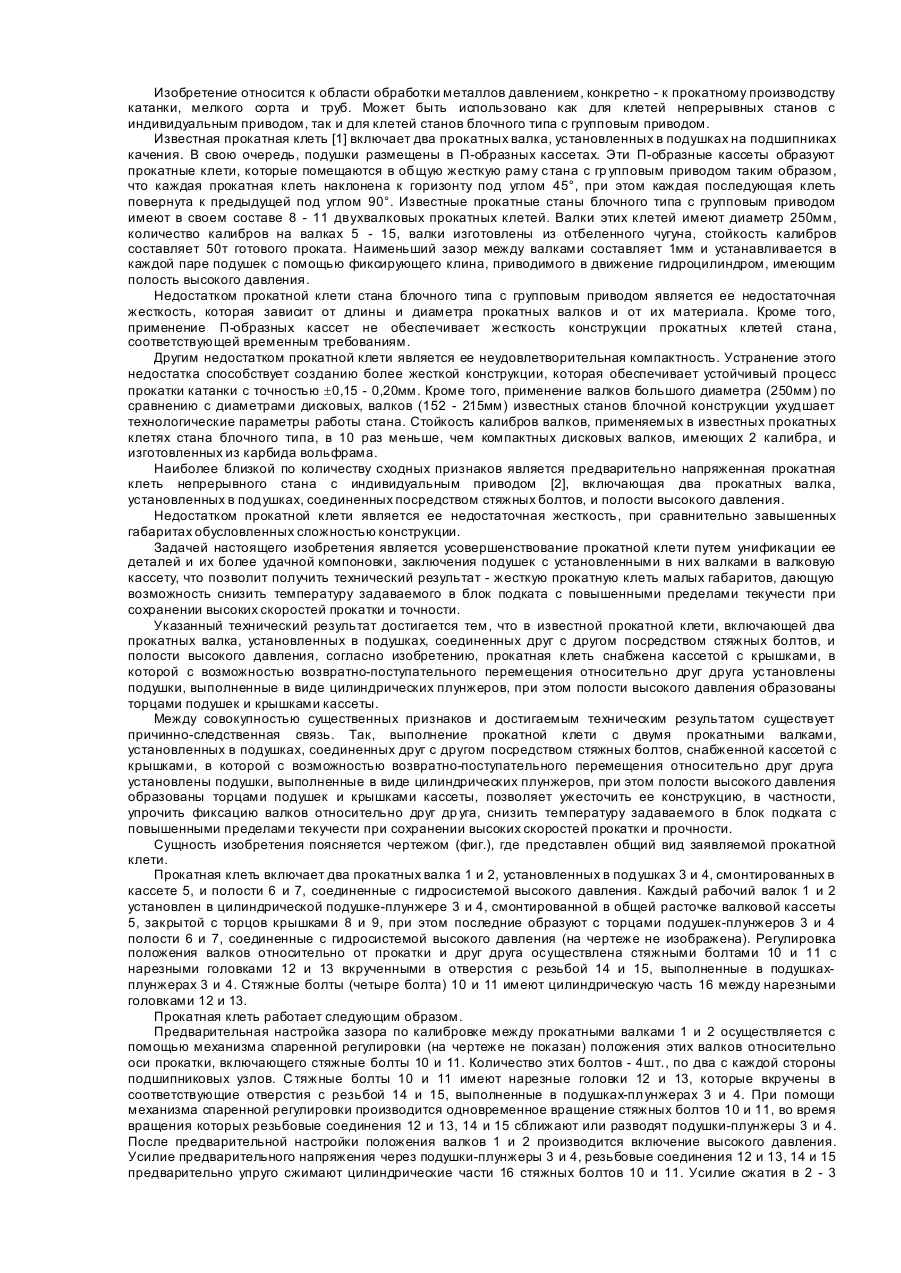
Изобретение относится к области обработки металлов давлением, конкретно - к прокатному производству катанки, мелкого сорта и труб. Может быть использовано как для клетей непрерывных станов с индивидуальным приводом, так и для клетей станов блочного типа с групповым приводом. Известная прокатная клеть [1] включает два прокатных валка, установленных в подушках на подшипниках качения. В свою очередь, подушки размещены в П-образных кассетах. Эти П-образные кассеты образуют прокатные клети, которые помещаются в общую жесткую раму стана с гр упповым приводом таким образом, что каждая прокатная клеть наклонена к горизонту под углом 45°, при этом каждая последующая клеть повернута к предыдущей под углом 90°. Известные прокатные станы блочного типа с групповым приводом имеют в своем составе 8 - 11 двухвалковых прокатных клетей. Валки этих клетей имеют диаметр 250мм, количество калибров на валках 5 - 15, валки изготовлены из отбеленного чугуна, стойкость калибров составляет 50т готового проката. Наименьший зазор между валками составляет 1мм и устанавливается в каждой паре подушек с помощью фиксирующего клина, приводимого в движение гидроцилиндром, имеющим полость высокого давления. Недостатком прокатной клети стана блочного типа с групповым приводом является ее недостаточная жесткость, которая зависит от длины и диаметра прокатных валков и от их материала. Кроме того, применение П-образных кассет не обеспечивает жесткость конструкции прокатных клетей стана, соответствующей временным требованиям. Другим недостатком прокатной клети является ее неудовлетворительная компактность. Устранение этого недостатка способствует созданию более жесткой конструкции, которая обеспечивает устойчивый процесс прокатки катанки с точностью ±0,15 - 0,20мм. Кроме того, применение валков большого диаметра (250мм) по сравнению с диаметрами дисковых, валков (152 - 215мм) известных станов блочной конструкции ухудшает технологические параметры работы стана. Стойкость калибров валков, применяемых в известных прокатных клетях стана блочного типа, в 10 раз меньше, чем компактных дисковых валков, имеющих 2 калибра, и изготовленных из карбида вольфрама. Наиболее близкой по количеству сходных признаков является предварительно напряженная прокатная клеть непрерывного стана с индивидуальным приводом [2], включающая два прокатных валка, установленных в подушках, соединенных посредством стяжных болтов, и полости высокого давления. Недостатком прокатной клети является ее недостаточная жесткость, при сравнительно завышенных габаритах обусловленных сложностью конструкции. Задачей настоящего изобретения является усовершенствование прокатной клети путем унификации ее деталей и их более удачной компоновки, заключения подушек с установленными в них валками в валковую кассету, что позволит получить технический результат - жесткую прокатную клеть малых габаритов, дающую возможность снизить температуру задаваемого в блок подката с повышенными пределами текучести при сохранении высоких скоростей прокатки и точности. Указанный технический результат достигается тем, что в известной прокатной клети, включающей два прокатных валка, установленных в подушках, соединенных друг с другом посредством стяжных болтов, и полости высокого давления, согласно изобретению, прокатная клеть снабжена кассетой с крышками, в которой с возможностью возвратно-поступательного перемещения относительно друг друга установлены подушки, выполненные в виде цилиндрических плунжеров, при этом полости высокого давления образованы торцами подушек и крышками кассеты. Между совокупностью существенных признаков и достигаемым техническим результатом существует причинно-следственная связь. Так, выполнение прокатной клети с двумя прокатными валками, установленных в подушках, соединенных друг с другом посредством стяжных болтов, снабженной кассетой с крышками, в которой с возможностью возвратно-поступательного перемещения относительно друг друга установлены подушки, выполненные в виде цилиндрических плунжеров, при этом полости высокого давления образованы торцами подушек и крышками кассеты, позволяет ужесточить ее конструкцию, в частности, упрочить фиксацию валков относительно друг др уга, снизить температуру задаваемого в блок подката с повышенными пределами текучести при сохранении высоких скоростей прокатки и прочности. Сущность изобретения поясняется чертежом (фиг.), где представлен общий вид заявляемой прокатной клети. Прокатная клеть включает два прокатных валка 1 и 2, установленных в подушках 3 и 4, смонтированных в кассете 5, и полости 6 и 7, соединенные с гидросистемой высокого давления. Каждый рабочий валок 1 и 2 установлен в цилиндрической подушке-плунжере 3 и 4, смонтированной в общей расточке валковой кассеты 5, закрытой с торцов крышками 8 и 9, при этом последние образуют с торцами подушек-плунжеров 3 и 4 полости 6 и 7, соединенные с гидросистемой высокого давления (на чертеже не изображена). Регулировка положения валков относительно от прокатки и друг друга осуществлена стяжными болтами 10 и 11 с нарезными головками 12 и 13 вкрученными в отверстия с резьбой 14 и 15, выполненные в подушкахплунжерах 3 и 4. Стяжные болты (четыре болта) 10 и 11 имеют цилиндрическую часть 16 между нарезными головками 12 и 13. Прокатная клеть работает следующим образом. Предварительная настройка зазора по калибровке между прокатными валками 1 и 2 осуществляется с помощью механизма спаренной регулировки (на чертеже не показан) положения этих валков относительно оси прокатки, включающего стяжные болты 10 и 11. Количество этих болтов - 4шт., по два с каждой стороны подшипниковых узлов. С тяжные болты 10 и 11 имеют нарезные головки 12 и 13, которые вкручены в соответствующие отверстия с резьбой 14 и 15, выполненные в подушках-плунжерах 3 и 4. При помощи механизма спаренной регулировки производится одновременное вращение стяжных болтов 10 и 11, во время вращения которых резьбовые соединения 12 и 13, 14 и 15 сближают или разводят подушки-плунжеры 3 и 4. После предварительной настройки положения валков 1 и 2 производится включение высокого давления. Усилие предварительного напряжения через подушки-плунжеры 3 и 4, резьбовые соединения 12 и 13, 14 и 15 предварительно упруго сжимают цилиндрические части 16 стяжных болтов 10 и 11. Усилие сжатия в 2 - 3 раза превышает максимальное усилие прокатки. Во время прокатки цилиндрические части 16 стяжных болтов 10 и 11 частично упруго разгружаются, но при этом между валками не изменяется и катанка прокатывается с высокой точностью ±0,15мм. В случае отклонения высокого давления прокатная клеть не теряет своей работоспособности. Цилиндрические части 16 стяжных болтов 10 и 11 рассчитаны на упругое растяжение под действием максимального усилия прокатки. При этом зона упругого растяжения цилиндрических, частей болтов охватывает диапазон усилия прокатки, в 2 - 3 раза превышающий максимальное его значение, но прокатная клеть не теряет при этом своей работоспособности. Следует также отметить, что в конструкции малогабаритной предварительно напряженной прокатной клети применяются дисковые прокатные валки с диаметрами от 150мм до 215мм. Балки могут быть изготовлены из карбида вольфрама и иметь стойкость калибра в чистовой клети стана 600т. Ширина дисковых валков до 92мм. Количество калибров - 2. Валки установлены на подшипниках качения. Предусмотрены конструктивные мероприятия по снижению уровня осевых нагрузок на основные несущие подшипники, мероприятия по быстрой и удобной сборке и разборке клети при профилактических работах. Диаметр валковой кассеты - 400мм, толщина цилиндрической стенки валковой кассеты - 45мм. Высота валковой кассеты в сборе 600мм. Масса одной клети составляет примерно 800кг. Конструкция малогабаритной предварительно напряженной прокатной клети обеспечивает точность прокатываемого профиля, например, катанки ±0,15мм. Следовательно, применение предлагаемого технического решения дает возможность создать новую конструкцию предварительно напряженной прокатной клети, которая может быть применена как для непрерывного стана с индивидуальным приводом, так и для стана блочного типа с групповым приводом и по своим характеристикам превосходит известные конструкции прокатных клетей этих станов. Источники информации 1. Иводитов А.Н., Горбанев А.А. Разработка и освоение технологии производства высококачественной катанки. - М.: Металлургия, 1989. - С.11 - 17. 2. Королев А.А. Механическое оборудование прокатных цехов черной и цветной металлургии. - М.: Металлургия, 1976. - С.411 - 412.
ДивитисяДодаткова інформація
Автори англійськоюTilha Stepan Serhiiovych, Necheporenko Volodymyr Andriiovych, Kutsov Yurii Heorhiiovych, Klask Wilfried, Klettsen Peter, Kaurov Volodymyr Vasyliovych, Dyshkovets Henadii Anatoliovych, Khrustenko Yurii Mykhailovych
Автори російськоюТильга Степан Сергеевич, Нечепоренко Владимир Андреевич, Куцов Юрий Георгиевич, Класк Вильфрид, Клетцен Петер, Кауров Владимир Васильевич, Дишковец Геннадій Анатольевич, Хрустенко Юрий Михайлович
МПК / Мітки
МПК: B21B 1/16
Код посилання
<a href="https://ua.patents.su/2-26155-prokatna-klit.html" target="_blank" rel="follow" title="База патентів України">Прокатна кліть</a>
Прокатна кліть кварто
Номер патенту: 12965
Опубліковано: 28.02.1997
Автори: Волченков Іван Григорович, Литвинов Олександр Васильович
МПК: B21B 13/02
Мітки: прокатна, кліть, кварто
Формула / Реферат:
(57) Прокатная клеть кварто, преимущественно чистовой группы клетей широкополосного стана, содержащая станины и вставки с направляющими проемами, в которых размещены соответственно подушки опорных и рабочих валков, а также цилиндры уравновешивания рабочих валков, взаимодействующие с упорными выступами подушек рабочих валков, отлипающаяс я тем, что подушки рабочих валков по упорным выступам выполнены с шириной, соответствующей ширине...
Вертикальна прокатна кліть
Номер патенту: 567
Опубліковано: 15.12.1993
Автори: Филипченко Григорій Тимофійович, Алексєєнко Георгій Якович, Горбов Альберт Володимирович, Сусляєв Олександр Львович
МПК: B21B 13/06
Мітки: кліть, вертикальна, прокатна
Формула / Реферат:
1. Вертикальная прокатная клеть, содержащая установленные на станине раму с приводной шестеренной клетью и сменный прокатный блок, соединенный с шестеренкой клетью шпинделями с верхними и нижними головками, связанными валами со шлицевыми соединениями, и механизмы перемещения нижних головок в виде поршневых цилиндров, отличающаяся тем, что цилиндры свободно установлены на валах шпинделей, при этом корпуса цилиндров жестко соединены с телами...
Попередньо напружена прокатна кліть
Номер патенту: 14319
Опубліковано: 25.04.1997
Автор: Малакуцко Костянтин Андрійович
МПК: B21B 31/00
Мітки: прокатна, попередньо, напружена, кліть
Формула / Реферат:
Предварительно напряженная прокатная клеть, содержащая станины, жестко соединенные стяжками, узел валков с подушками, дополнительные подушки, установленные на шейках валков между основными подушками и торцами их бочек, распорные устройства между дополнительными подушками, гидроцилиндры в поперечинах станин, отличающаяся тем, что, с целью повышения жесткости валкового узла при увеличении нагрузочной способности клети, клеть снабжена...
Прокатна клітина
Номер патенту: 20212
Опубліковано: 15.07.1997
Автори: Рождественський Юрій Юрійович, Рождественський Юрій Васильович
МПК: B21B 13/04
Формула / Реферат:
Прокатная клеть, содержащая три приводных горизонтальных валка, две кассеты с двумя неприводными вертикальными валками каждая, при этом одна из кассет расположена в вырезах между верхним и средним, а вторая - в вырезах между средним и нижним горизонтальными валками, а также содержит осаживающий контрольный калибр и два арматурных бруса клети, отличающаяся тем, что прокатная клеть содержит дополнительную кассету с одним неприводным...
Робоча кліть прокатного стану
Номер патенту: 14355
Опубліковано: 25.04.1997
Автори: Рубановський Віктор Володимирович, Потапкін Віктор Федорович, Сатонін Олександр Володимирович, Доброносов Юрій Костянтинович, Пашков Віктор Григорович
МПК: B21B 13/14
Мітки: робоча, кліть, стану, прокатного
Формула / Реферат:
Рабочая клеть прокатного стана, содержащая станины, соединенные поперечинами, валки с подушками, нажимной механизм, перемещающиеся опоры с приводом, отличающаяся тем, что, с целью регулирования жесткости клети и тем самым воздействия на физико-механические свойства полосы без нарушения ее профиля и снижения затрат на изготовление и эксплуатацию, перемещающиеся опоры выполнены в виде П-образных планок, установленных между подушками валков...
Попередній патент: Віджимний елемент запірної засувки
Наступний патент: Склад для пломбування зубів
Випадковий патент: Електроімпульсний вібраційний стіл