Спосіб холодного пілігримового прокатування труб
Номер патенту: 25052
Опубліковано: 25.12.1998
Автори: Король Родамір Миколайович, Соя Володимир Іванович, Самойленко Генадій Дмитрович, Данченко Валентин Миколайович, Чигиринський Юрій Васильович, Горяний Олег Валентинович, Григоренко Володимир Устинович, Кондратьєв Євгеній Валентинович, Кондратьєв Сергій Валентинович, Єсаулов Михайло Олексійович, Кекух Станіслав Миколайович, Куценко Олександр Іванович, Крихта Валерій Петрович, Лісовський Олександр Олександрович, Хохлов Анатолій Іванович, Кучеренко Валер'ян Романович
Формула / Реферат
Способ холодной пилигримовой прокатки труб, содержащий последовательное редуцирование диаметра, предварительное калибрование внутреннего диаметра и стенки, обжатие и затем окончательное калибрование, отличающийся тем, что предварительное калибрование и обжатие осуществляют при соотношении длин участков предварительного калибрования Lпк и обжатия Lо, определяемом формулой
где tз и Дз - толщина стенки и наружный диаметр трубной заготовки соответственно, мм;
dт и dз - внутренний диаметр прокатанной трубы и трубной заготовки, соответственно, мм.
Текст
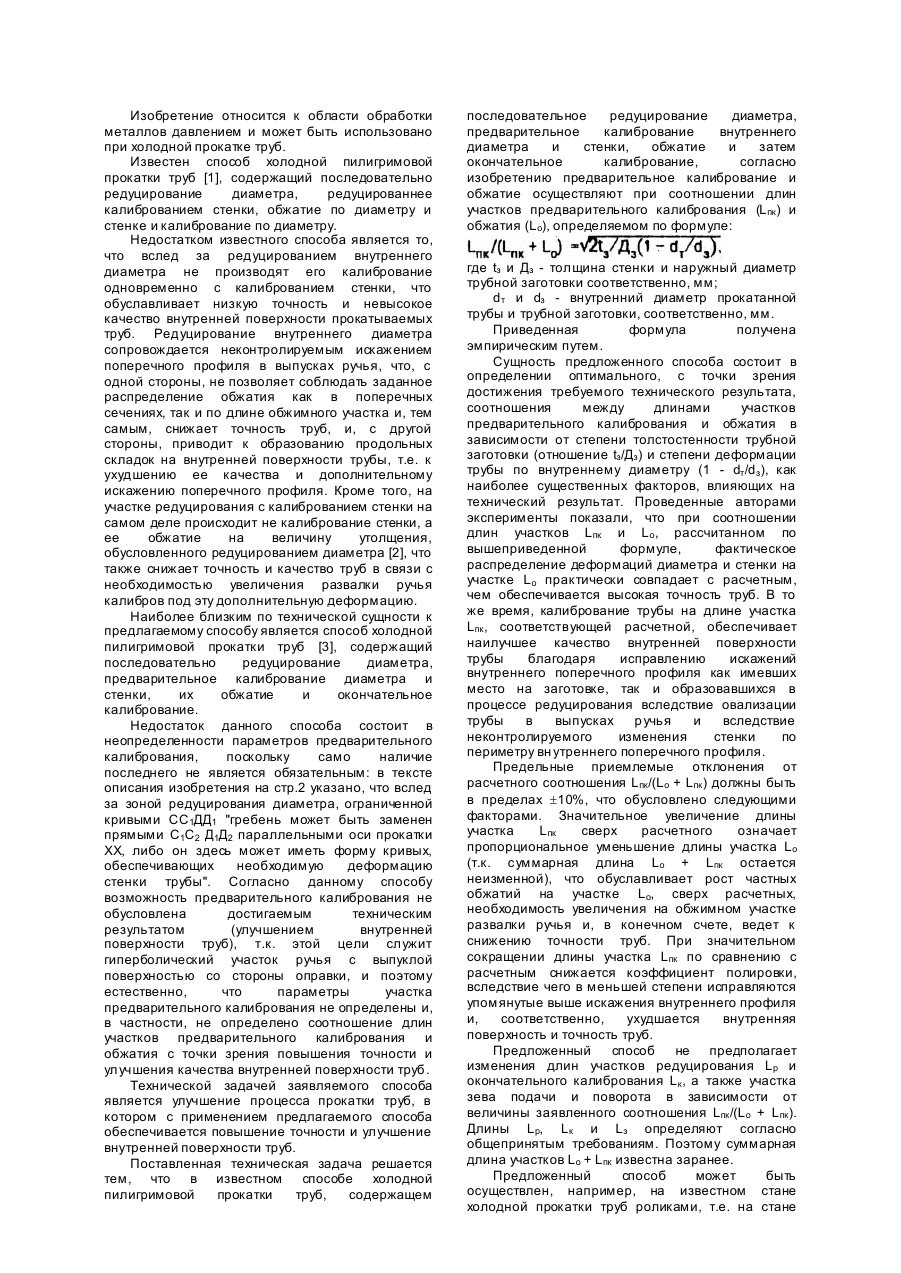
Изобретение относится к области обработки металлов давлением и может быть использовано при холодной прокатке труб. Известен способ холодной пилигримовой прокатки труб [1], содержащий последовательно редуцирование диаметра, редуцированнее калиброванием стенки, обжатие по диаметру и стенке и калибрование по диаметру. Недостатком известного способа является то, что вслед за редуцированием внутреннего диаметра не производят его калибрование одновременно с калиброванием стенки, что обуславливает низкую точность и невысокое качество внутренней поверхности прокатываемых труб. Редуцирование внутреннего диаметра сопровождается неконтролируемым искажением поперечного профиля в выпусках ручья, что, с одной стороны, не позволяет соблюдать заданное распределение обжатия как в поперечных сечениях, так и по длине обжимного участка и, тем самым, снижает точность труб, и, с другой стороны, приводит к образованию продольных складок на внутренней поверхности трубы, т.е. к ухудшению ее качества и дополнительному искажению поперечного профиля. Кроме того, на участке редуцирования с калиброванием стенки на самом деле происходит не калибрование стенки, а ее обжатие на величину утолщения, обусловленного редуцированием диаметра [2], что также снижает точность и качество труб в связи с необходимостью увеличения развалки ручья калибров под эту дополнительную деформацию. Наиболее близким по технической сущности к предлагаемому способу является способ холодной пилигримовой прокатки труб [3], содержащий последовательно редуцирование диаметра, предварительное калибрование диаметра и стенки, их обжатие и окончательное калибрование. Недостаток данного способа состоит в неопределенности параметров предварительного калибрования, поскольку само наличие последнего не является обязательным: в тексте описания изобретения на стр.2 указано, что вслед за зоной редуцирования диаметра, ограниченной кривыми СС 1ДД1 "гребень может быть заменен прямыми С1С2 Д1Д2 параллельными оси прокатки XX, либо он здесь может иметь форму кривых, обеспечивающих необходимую деформацию стенки трубы". Согласно данному способу возможность предварительного калибрования не обусловлена достигаемым техническим результатом (улучшением внутренней поверхности труб), т.к. этой цели служит гиперболический участок ручья с выпуклой поверхностью со стороны оправки, и поэтому естественно, что параметры участка предварительного калибрования не определены и, в частности, не определено соотношение длин участков предварительного калибрования и обжатия с точки зрения повышения точности и улучшения качества внутренней поверхности труб. Технической задачей заявляемого способа является улучшение процесса прокатки труб, в котором с применением предлагаемого способа обеспечивается повышение точности и улучшение внутренней поверхности труб. Поставленная техническая задача решается тем, что в известном способе холодной пилигримовой прокатки труб, содержащем последовательное редуцирование диаметра, предварительное калибрование внутреннего диаметра и стенки, обжатие и затем окончательное калибрование, согласно изобретению предварительное калибрование и обжатие осуществляют при соотношении длин участков предварительного калибрования (Lпк ) и обжатия (Lо), определяемом по формуле: где tз и Дз - толщина стенки и наружный диаметр трубной заготовки соответственно, мм; dт и dз - внутренний диаметр прокатанной трубы и трубной заготовки, соответственно, мм. Приведенная формула получена эмпирическим путем. Сущность предложенного способа состоит в определении оптимального, с точки зрения достижения требуемого технического результата, соотношения между длинами участков предварительного калибрования и обжатия в зависимости от степени толстостенности трубной заготовки (отношение tз/Дз) и степени деформации трубы по внутреннему диаметру (1 - dт/dз), как наиболее существенных факторов, влияющих на технический результат. Проведенные авторами эксперименты показали, что при соотношении длин участков Lпк и Lо , рассчитанном по вышеприведенной формуле, фактическое распределение деформаций диаметра и стенки на участке Lо практически совпадает с расчетным, чем обеспечивается высокая точность труб. В то же время, калибрование трубы на длине участка Lпк , соответствующей расчетной, обеспечивает наилучшее качество внутренней поверхности трубы благодаря исправлению искажений внутреннего поперечного профиля как имевших место на заготовке, так и образовавшихся в процессе редуцирования вследствие овализации трубы в выпусках р учья и вследствие неконтролируемого изменения стенки по периметру вн утреннего поперечного профиля. Предельные приемлемые отклонения от расчетного соотношения Lпк /(Lо + Lпк ) должны быть в пределах ±10%, что обусловлено следующими факторами. Значительное увеличение длины участка Lпк сверх расчетного означает пропорциональное уменьшение длины участка Lо (т.к. суммарная длина Lо + Lпк остается неизменной), что обуславливает рост частных обжатий на участке Lо, сверх расчетных, необходимость увеличения на обжимном участке развалки ручья и, в конечном счете, ведет к снижению точности труб. При значительном сокращении длины участка Lпк по сравнению с расчетным снижается коэффициент полировки, вследствие чего в меньшей степени исправляются упомянутые выше искажения внутреннего профиля и, соответственно, ухудшается внутренняя поверхность и точность труб. Предложенный способ не предполагает изменения длин участков редуцирования Lр и окончательного калибрования Lк , а также участка зева подачи и поворота в зависимости от величины заявленного соотношения Lпк /(Lо + Lпк ). Длины Lр, Lк и Lз определяют согласно общепринятым требованиям. Поэтому суммарная длина участков Lо + Lпк известна заранее. Предложенный способ может быть осуществлен, например, на известном стане холодной прокатки труб роликами, т.е. на стане ХПТР. На чертеже (фиг.) представлена схема прокатки, иллюстрирующая способ. Заготовку 1 задают порционно с величиной подачи тис поворотом в очаг деформации, образуемый роликами 2, цапфы которых перемещаются по опорным планкам 3, продольный профиль рабочих поверхностей которых содержит расположенные в направлении прокатки участки зева подачи и поворота (Lз), редуцирования (Lр), предварительного калибрования (Lпк ), обжатия (Lо) и калибрования (Lк ), и оправкой 4, имеющей в данном примере цилиндрическую форму продольного профиля. Предложенный способ может быть осуществлен, также, с применением отличных от приведенных на рисунке профилей деформирующего инструмента (например, с применением оправок с прямым и обратным конусом, ступенчатых, с криволинейной продольной образующей и соответствующих им профилей опорных планок), а также на существующи х станах холодной прокатки валкового типа, т.е. на станах ХПТ. При этом существенные признаки заявляемого способа (а именно, наличие участка Lпк , его местоположение между участками Lр и Lо, соотношение длин участков Lпк и Lо определяемое по приведенной выше формуле) являются необходимыми для его осуществления с выше указанным техническим результатом. Заявляемый способ опробован при прокатке труб, в частности, из стали ЭП836 по маршруту 27,5 ´ 9,2 ® 25,5 ´ 8,95мм на стане ХПТР 15 - 30 с величиной подачи m = 2,5мм и числом двойных ходов клети в минуту 60. Общая длина опорной планки составляла 210мм, длины участков Lк и Lр-з 60 и 30мм соответственно. Длину участка Lпк принимали из условия, что Lо + Lпк = 120мм. При этом по расчету Lпк = 0,332 (Lо + Lпк ) = 39,84мм. Фактически принимали Lпк равным 40мм, а также 35 и 45мм при Lо равном 80, 85 и 75мм соответственно. В тр убах прокатанных при соотношении Lпк /Lо равном 40/80, (т.е. в соответствии с расчетом по предложенной формуле) поле отклонений внутреннего диаметра находилось в пределах 35мкм, а шероховатость внутренней поверхности - в пределах Ra 0,85мкм. При соотношении Lпк /Lо, равном 35/85 и 45/75 поле отклонений составляло от 50 до 65мкм, шероховатость Ra от 1,2 до 1,6мкм. Приведенные данные указывают на оптимальность расчетного соотношения Lпк /Lо и на целесообразность существенных отклонений от него.
ДивитисяДодаткова інформація
Автори англійськоюKutsenko Oleksandr Ivanovych, Chyhyrynskyi Yurii Vasyliovych, Kekukh Stanyslav Mykolaiovych, Danchenko Valentyn Mykolaiovych, Krykhta Valerii Petrovych, Lisovskyi Oleksandr Oleksandrovych, Soia Volodymyr Ivanovych, Kondratiev Serhii Valentynovych, Samoilenko Henadii Dmytrovych, Yesaulov Mykhailo Oleksiiovych, Khokhlov Anatolii Ivanovych, Hryhorenko Volodymyr Ustynovych
Автори російськоюКуценко Александр Иванович, Чигиринский Юрий Васильевич, Кекух Станислав Николаевич, Данченко Валентин Николаевич, Крихта Валерий Петрович, Лисовский Александр Александрович, Соя Владимир Иванович, Кондратьев Сергей Валентинович, Самойленко Геннадий Дмитриевич, Есаулов Михаил Алексеевич, Хохлов Анатолий Иванович, Григоренко Владимир Устинович
МПК / Мітки
МПК: B21B 21/00
Мітки: холодного, спосіб, труб, прокатування, пілігримового
Код посилання
<a href="https://ua.patents.su/2-25052-sposib-kholodnogo-piligrimovogo-prokatuvannya-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб холодного пілігримового прокатування труб</a>
Спосіб поздовжнього прокатування труб
Номер патенту: 25714
Опубліковано: 30.10.1998
Автори: Сергєєв Віктор Володимирович, Туренков Микола Мусійович, Правдін Юрій Михайлович, Сизоненко Григорій Олександрович, Савченко Олег Миколайович, Соловйов Юрій Григорович, Хаустов Георгій Йосипович
МПК: B21B 17/00
Мітки: поздовжного, труб, прокатування, спосіб
Формула / Реферат:
Способ продольной прокатки труб, включающий принудительное продольное перемещение трубы и раздачу ее по диаметру с последующим обжатием стенки в очаге, образованном ручьевыми валками и закрепленной оправкой с конической и цилиндрической последовательно расположенными частями, отличающийся тем, что раздачу трубы производят до диаметра, равного наружному диаметру изготавливаемой трубы, а обжатие стенки осуществляют изнутри трубы конической...
Спосіб поздовжнього прокатування труб
Номер патенту: 25715
Опубліковано: 30.10.1998
Автори: Сизоненко Григорій Олександрович, Сергєєв Віктор Володимирович, Туренков Микола Мусійович, Правдін Юрій Михайлович, Соловйов Юрій Григорович, Хаустов Георгій Йосипович, Савченко Олег Миколайович
МПК: B21B 17/00
Мітки: поздовжного, спосіб, прокатування, труб
Формула / Реферат:
Способ продольной прокатки труб, включающий принудительное продольное перемещение трубы и деформацию ее в очаге, образованном ручьевыми валками, составляющими круглый без выпусков калибр диаметром, равным диаметру трубы и закрепленной оправкой с конической и цилиндрической последовательно расположенными частями, отличающийся тем, что начало цилиндрической части закрепленной оправки расположено в осевой плоскости валков и деформации подвергают...
Спосіб холодного періодичного прокатування труб
Номер патенту: 24675
Опубліковано: 04.08.1998
Автори: Калашніков Юрій Леонідович, Буряк Юрій Григорович, Журба Олександр Савельйович, Півник Юрій Вікторович, Король Радомір Миколайович, Орещенко Віктор Федорович, Король Микола Миколайович, Смолянов Георгій Миколайович, Григорченко Віктор Іванович, Мартинов Юрій Львович
МПК: B21C 37/00
Мітки: спосіб, прокатування, періодичного, холодного, труб
Формула / Реферат:
Спосіб холодного періодичного прокатування труб, включаючий одночасно подачі і повороти порції метала заготовки в змінний переріз струмкових валків перед кожним переміщенням валків, закатку її в робочий конус, його обтиск без подачі порції метала зворотньо-поступально переміщеними струмковими валками на конічній оправці, який відрізняється тим, що процес прокатування виконують з чергуванням одночасних подач і поворотів порції метала заготовки...
Спосіб калібрування труб
Номер патенту: 25719
Опубліковано: 30.10.1998
Автори: Ігнатов Володимир Олексієвич, Соловйов Юрій Григорович, Сизоненко Григорій Олександрович, Сергєєв Віктор Володимирович, Правдін Юрій Михайлович, Хаустов Георгій Йосипович
МПК: B21B 17/00, B21B 38/00
Мітки: спосіб, труб, калібрування
Формула / Реферат:
Способ калибрования труб, включающий принудительное продольное перемещение трубы и деформацию ее в очаге, образованном ручьевыми валками и конической оправкой, отличающийся тем, что ручьевые валки составляют круглый без выпусков калибр диаметром не меньше максимального наружного диаметра трубы и коническая оправка имеет цилиндрический участок с диаметром, меньшим диаметра калибра на величину, равную двум толщинам стенки изготавливаемой трубы,...
Спосіб холодного прокатування стрічок у рулонах на реверсивному стані
Номер патенту: 14129
Опубліковано: 25.04.1997
Автор: Ніколаєв Віктор Олександрович
МПК: B21B 1/30
Мітки: рулонах, прокатування, реверсивному, холодного, стрічок, стані, спосіб
Формула / Реферат:
Способ холодной прокатки полос в рулонах на реверсивном стане, включающий прокатку полос без обжатия переднего и заднего концов, закрепленных на моталке, и смотку в рулон, отличающийся тем, что, с целью экономии металла и повышения производительности путем одновременной уборки готового рулона и сварки, необжатый конец предыдущего рулона отрезают, приваривают к последующему рулону и затем осуществляют прокатку.
Попередній патент: Спосіб одержання харчової добавки “трисан”
Наступний патент: Стимулятори розвитку корневої системи рослин
Випадковий патент: Спосіб виробництва алюмінієвого зливка для розкислювання сталі