Спосіб холодного періодичного прокатування труб
Номер патенту: 28395
Опубліковано: 16.10.2000
Автори: Данченко Валентин Миколайович, Півник Юрій Вікторович, Король Радомір Миколайович, Шерстюк Микола Прокопович, Губа Володимир Михайлович, Буряк Юрій Григорович, Журба Олександр Савельйович, Король Микола Миколайович
Формула / Реферат
Способ холодной периодической прокатки труб, преимущественно из биметаллических материалов, включающий последовательно выполняемые операции редуцирование, калибрование по диаметру и толщине стенки заготовки, редицирование с калиброванием по толщине стенки заготовки, одновременное обжатие по диаметру и толщине стенки и калибрование по диаметру, отличающейся тем, что операции калибрования по диаметру и толщине стенки заготовки и редуцирование с калиброванием по толщине стенки заготовки чередуют между собой 2-6 раз, заканчивая операцией калибрование по диаметру и толщине стенки, причем каждую из операций редуцирование с калиброванием по толщине стенки заготовки осуществляют со степенью деформации, не превышающей 12 %, а одновременное обжатие по диаметру и толщине стенки производят с превалирующим обжатием по толщине стенки.
Текст
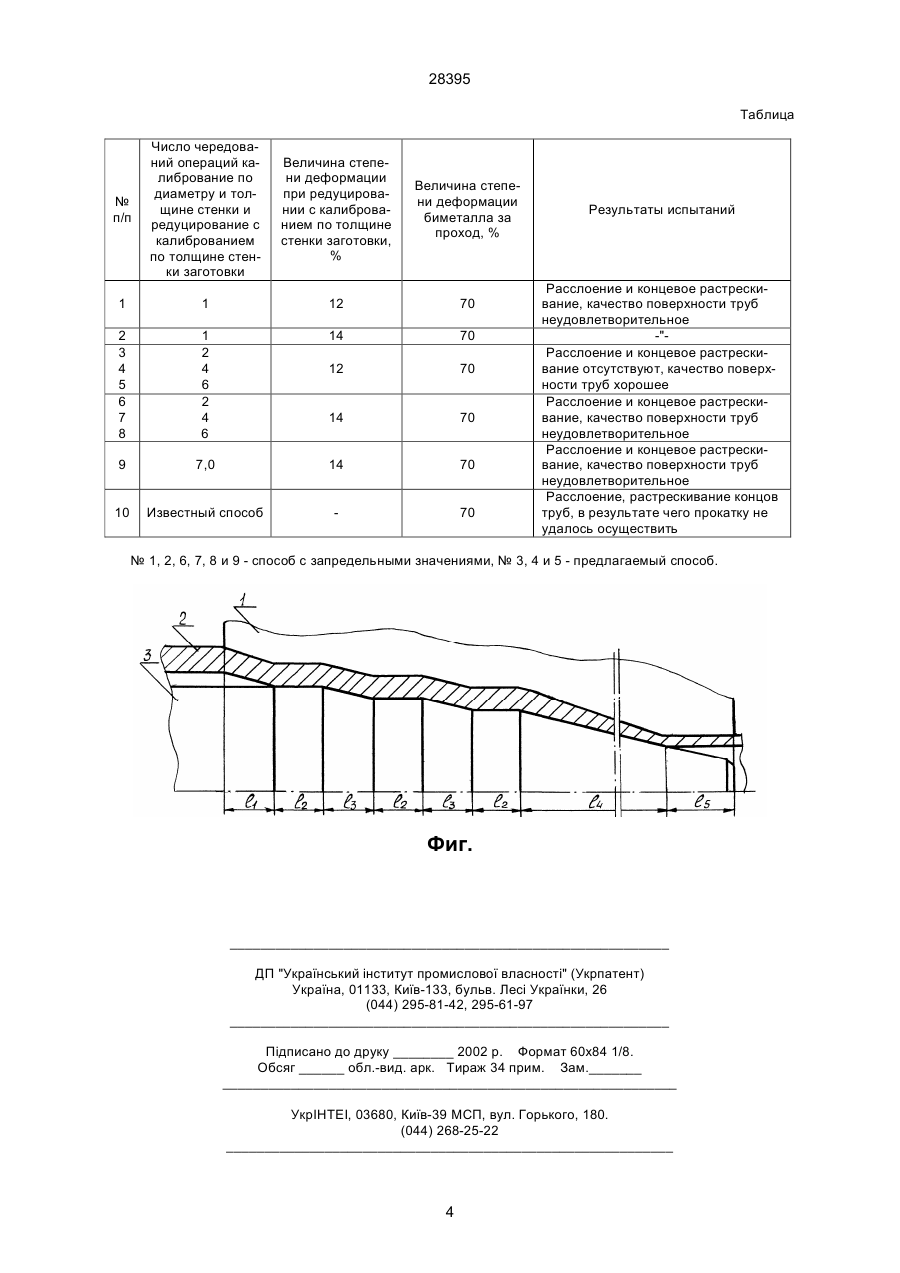
Способ холодной периодической прокатки труб, преимущественно из биметаллических материалов, включающий последовательно выпол 28395 навливают следующие: величина подачи заготовки – 7 мм, число двойных ходов клети в мин. - 80. В качестве смазки, подаваемой во внутрь заготовок, используют смесь индустриального масла с тальком. Вначале производят порционную подачу заготовки 2 в очаг деформации и ее поворот в холостых участках ручьев калибров 1. Затем выполняют последовательно следующие операции: - редуцирование (уменьшение диаметра заготовки на 10%) – l1 коническим участком ручьев калибров 1 до диаметра 68 мм (на этом участке ручьев калибров 1 происходит не только уменьшение диаметра, но и овализация каждой из поданной партии заготовки, причем ее величина малая ввиду большого сопротивления каждого из толстых слоев биметалла); - калибрование по диаметру и толщине стенки – l2 заготовки 2 цилиндрическим участком ручьев калибров 1 на цилиндрическом участке оправки 3 (на этом участке устраняется имеющая место овализация диаметра на размере 68 мм, выравнивается толщина стенки заготовки 2 и обжимается по толщине стенки на величину утолщения, образовавшегося при редуцировании, уплотняя контактные поверхности слоев); - редуцирование (уменьшение диаметра на 12%) с калиброванием по толщине стенки – l3 заготовки 2 до размера 60 мм коническим участком ручьев калибров 1 на коническом участке оправки 3 (на этом участке происходит уменьшение диаметра с одновременным выравниванием толщины стенки заготовки 2 и имеет незначительная овализация диаметра, ограничивающаяся относительно большой толщиной какдого из слоев биметалла, при этом появляются очаги схватывания контактных поверхностей слоев); чередуют между собой эти операции, например, 2 раза; - калибрование по диаметру и толщине стенки – l2 заготовки 2 размером 60 мм цилиндрическим участком ручьев калибров 1 на цилиндрическом участке оправки 3 (на этом участке происходит устранение овализации на диаметре 60 мм и выравнивание толщины стенки, что приводит к очищению от окисных пленок контактных поверхностей слоев и росту очагов схватывания этих поверхностей); - редуцирование (уменьшение диаметра на 12%) с калиброванием по толщине стенки – l3 заготовки 2 до размера 53 мм коническим участком ручьев калибров 1 на коническом участке оправки 3 (на этом участке при уменьшении диаметра резко возрастает сопротивляемость овализации каждого из слоев биметалла, обусловленная их упрочнением, исключая при этом расслоение); - калибрование по диаметру и толщине стенки – l2 заготовки 2 размера 53 мм цилиндрическим участком ручьев калибров 1 на цилиндрическом участке оправки 3 (на этом участке устраняется малая овализация диаметра 53 мм и выравнивается толщина стенки заготовки 2, что приводит к дальнейшему росту очагов схватывания контактных поверхностей слоев); - одновременное обжатие по диаметру (с 53 мм до 42 мм) и по толщине стенки (с 8,5 мм до 4,5 мм) – l4 коническим участком ручьев ка диаметру и толщине стенки производят с превалирущим обжатием по толщине отенки. Указанные параметры получены опытным путем. Отличие предлагаемого способа от известного заключается в том, что операции калибрование по диаметру и толщине стенки заготовки и редуцирование с калиброванием по толщине стенки заготовки чередуют между собой с четко ограниченным пределом количества чередований этих операций и с обязательным завершением операцией калибрование по диаметру и толщине стенки заготовки, а также одновременным ограничением степени деформации операции редуцирования с калиброванием по толщине стенки заготовки и, наконец, осуществление одновременного обжатия по диаметру и толщине стенки с превалирущим обжатием по толщине стенки, Техническим результатом от использования предлагаемого способа является повышение степени деформации биметалла за проход при одновременном сохранении высокого качества поверхности прокатываемых труб и тем самым обеспечение сокращения цикличности их производства. На фигуре показана технологическая схема предлагаемого способа. Предлагаемый способ холодной периодической прокатки труб, преимущественно из биметаллических материалов, включает последовательно выполняемые операции редуцирования - l1, коническим участком ручьев калибров 1, калибрование по диаметру и толщине стенки – l2 заготовки 2 цилиндрическим участком ручьев калибров 1 на цилиндрическом участке оправки 3, редуцирование с калиброванием по толщине стенки – l3 заготовки 2 коническим участком ручьев калибров 1 на коническом участке оправки 3. Причем операции калибрования по диаметру и толщине стенки – l2 заготовки 2 и редуцирования с калиброванием по толщине стенки – l3 заготовки 2 чередуют между собой, например, 2 раза, заканчивая процесс чередования этих операций калиброванием по диаметру и толщине стенки – l2 заготовки 2. После этого осуществляют одновременное обжатие по диаметру и толщине стенки – l4 коническим участком ручьев калибров 1 на коническом участке оправки 3 c превалирующим обжатием по толщине стенки, завершая процесс получения трубы операцией калибрования по диаметру – l5 цилиндрическим участком ручьев калибров 1. Пример конкретного осуществления предлагаемого способа при изготовлении биметаллических труб сочетания сталь марки 10 + нержавеющая сталь марки 12X18H10T. Биметаллические трубы-заготовки размером 75´8,5 мм сочленяют способом безоправочного волочения на 75-тонном волочильном стане из заготовок размеров: 83´6,5 мм (сталь марки 10, наружный слой) и 65´2,0 мм (сталь марки 12018H10T, внутренний слой) с коэффициентами вытяжки: 1,08 для наружного слоя и 1,02 для внутреннего слоя. После этого биметаллические трубы-заготовки 75´8,5 мм термообрабатывают при температуре 1150¸1200°С, подвергают химической обработке и затем прокатывают на стане ХПТ 90 на размер 42´4,5 мм с использованием предлагаемого способа. Режимы прокатки уста 2 28395 ки, завершению чередований этих операций калиброванием по диаметру и толщине стенки заготовки, превалированию обжатия по толщине стенки при осуществлении одновременного обжатия по диаметру и толщине стенки на участке оправки с малой конусностью позволяют исключить возможность образования большой овализации, обеспечивая постепенное увеличение очагов схватывания контактных поверхностей слоев вплоть до полного их сваривания. Это дает возможность увеличить степень деформации биметалла за проход, сохранив высоким качество поверхности изготавливаемых труб, сокращая при этом три цикла деформации (раздачу и два холодной прокатки труб). Были опробованы также параметры, соответствующие границам предлагаемого диапазона, так и выходящие за его пределы (см. таблицу). Кроме того, были проведены испытания в соответствии с прототипом. Анализ результатов, приведенных в таблице данных, показывает следующее. Предлагаемый способ (№ 3, 4 и 5) повышает степень деформации биметалла за один проход до 70% при предлагаемых пределах чисел чередований указанных операций и обеспечивает получение высококачественных биметаллических труб (без расслоений и растрескивания концов труб). Способ с пределами чисел чередований операций, выходящих за предлагаемые пределы (№ 1, 2, 6, 7, 8 и 9) не позволил получить трубы из-за расслоений и концевого растрескивания. Изготовить биметаллические трубы со степенью деформации биметалла за проход 70% известным способом (№ 10) не удалось из-за растрескивания концов труб. Готовые биметаллические трубы сочетания сталь марки 10 + нержавеющая сталь марки 12X18H10T, полученные предложенным способом, подвергали испытаниям на механические свойства, межкристаллитную коррозию и сплющивание, определяли величину зерна. По всем видам испытаний получили удовлетворительные результаты. Таким образом, предлагаемый способ по сравнению с известным (прототипом) обеспечивает повышение величины степени деформации биметалла при сохранении высоким качество поверхности прокатываемых труб, сокращая при этом цикличность их производства. либров 1 на коническом участке оправки 3 (на этом участке обжатие по толщине стенки составляет 47% и больше уменьшения диаметра, равного 21%, т.е., обжатие по толщине стенки существенно превалирует над обжатием по диаметру, что обеспечивает полное схватывание контактных поверхностей слоев; к тому же указанная деформация осуществляется на участке оправки с малой конусностью, приводящей к малой овализации диаметра, а это, в свою очередь, дополнительно создает благоприятные условия для полной и окончательной сварки слоев биметалла); - калибрование по диаметру – l5 цилиндрическим участком ручьев калибров 1 (на этом участке происходит выравнивание овализации диаметра готовой трубы). При этом суммарная степень деформации биметалла за проход составляет 70%. Контроль качества сварки слоев осуществляют путем сплющивания образцов, отобранных от готовых труб. На торцевых поверхностях образцов трещины и расслоения отсутствуют. В настоящее время биметаллические трубы сочетания сталь марки 10 + нержавеющая сталь марки 12X18H10T размером 42´4,5 мм из вышеуказанной заготовки размером 75´8,5 мм получают по следующей технологической схеме: - сварка слоев (после термической и химической обработок заготовок 75´8,5 мм) путем применения парогазовой раздачи в матрице со степенью раздачи, равной 29,6%, до размера 89´6,9 мм; - химическая и термическая обработки труб Æ89´6,9 мм; - холодная прокатка на размер 63´5,7 мм из заготовки 89´6,9 мм со степенью деформации 42%; - химическая и термическая обработки труб 63´5,7 мм; - холодная прокатка труб размером 42´4,5 мм из заготовки 63´5,7 мм со степенью деформации биметалла, равной 48%. По сравнению с известным способом предлагаемый благодаря введению дробной деформации редуцирования с калиброванием по толщине стенки, создающим внутренний подпор, одновременному ограничению степени деформации этой операции, четко определенному пределу количества чередований операций калибрования по диаметру и толщине стенки заготовки и редуцирования с калиброванием по толщине стенки заготов 3 28395 Таблица № п/п Число чередований операций калибрование по диаметру и толщине стенки и редуцирование с калиброванием по толщине стенки заготовки Величина степени деформации при редуцировании с калиброванием по толщине стенки заготовки, % Величина степени деформации биметалла за проход, % 1 1 12 70 2 3 4 5 6 7 8 1 2 4 6 2 4 6 14 70 12 70 14 70 9 7,0 14 70 10 Известный способ 70 Результаты испытаний Расслоение и концевое растрескивание, качество поверхности труб неудовлетворительное -"Расслоение и концевое растрескивание отсутствуют, качество поверхности труб хорошее Расслоение и концевое растрескивание, качество поверхности труб неудовлетворительное Расслоение и концевое растрескивание, качество поверхности труб неудовлетворительное Расслоение, растрескивание концов труб, в результате чего прокатку не удалось осуществить № 1, 2, 6, 7, 8 и 9 - способ с запредельными значениями, № 3, 4 и 5 - предлагаемый способ. Фиг. __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 34 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for cold periodic tube rolling
Автори англійськоюBuriak Yurii Hryhorovych, Zhurba Oleksandr Savel'iovych, Pivnyk Yurii Viktorovych, Korol Mykola Mykolaiovych, Huba Volodymyr Mykhailovych, Danchenko Valentyn Mykolaiovych, Korol Radomir Mykolaiovych, Sherstiuk Mykola Prokopovych
Назва патенту російськоюСпособ холодной периодической прокатки труб
Автори російськоюБуряк Юрий Григорьевич, Журба Александр Савельевич, Пивнык Юрий Викторович, Король Николай Николаевич, Губа Владимир Михайлович, Данченко Валентин Николаевич, Король Радомир Николаевич, Шерстюк Николай Прокофьевич
МПК / Мітки
МПК: B21B 17/00
Мітки: прокатування, труб, спосіб, періодичного, холодного
Код посилання
<a href="https://ua.patents.su/4-28395-sposib-kholodnogo-periodichnogo-prokatuvannya-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб холодного періодичного прокатування труб</a>
Спосіб холодного періодичного прокатування труб із нержавіючої сталі
Номер патенту: 26174
Опубліковано: 07.06.1999
Автори: Чигиринський Юрій Васильович, Шелест Анатолій Герасимович, Кондратьєв Євгеній Валентинович, Хаустов Георгій Йосипович, Беліков Юрій Михайлович, Попов Марат Васильович, Садокова Таміла Григорівна, Куценко Олександр Іванович, Орел Антоніна Вікторівна, Лісовський Олександр Олександрович, Олійник Онега Васильовна, Пенський Владіслав Іванович, Обух-Швець Іван Михайлович, Ковальова Олександра Дмитрівна, Щучко Володимир Миколайович, Кучеренко Валер'ян Романович, Фельдман Олександр Ісакович, Кекух Станіслав Миколайович, Смолін Олексій Миколайович, Кекух Сергій Павлович
МПК: B21B 21/00
Мітки: періодичного, спосіб, сталі, труб, нержавіючої, прокатування, холодного
Формула / Реферат:
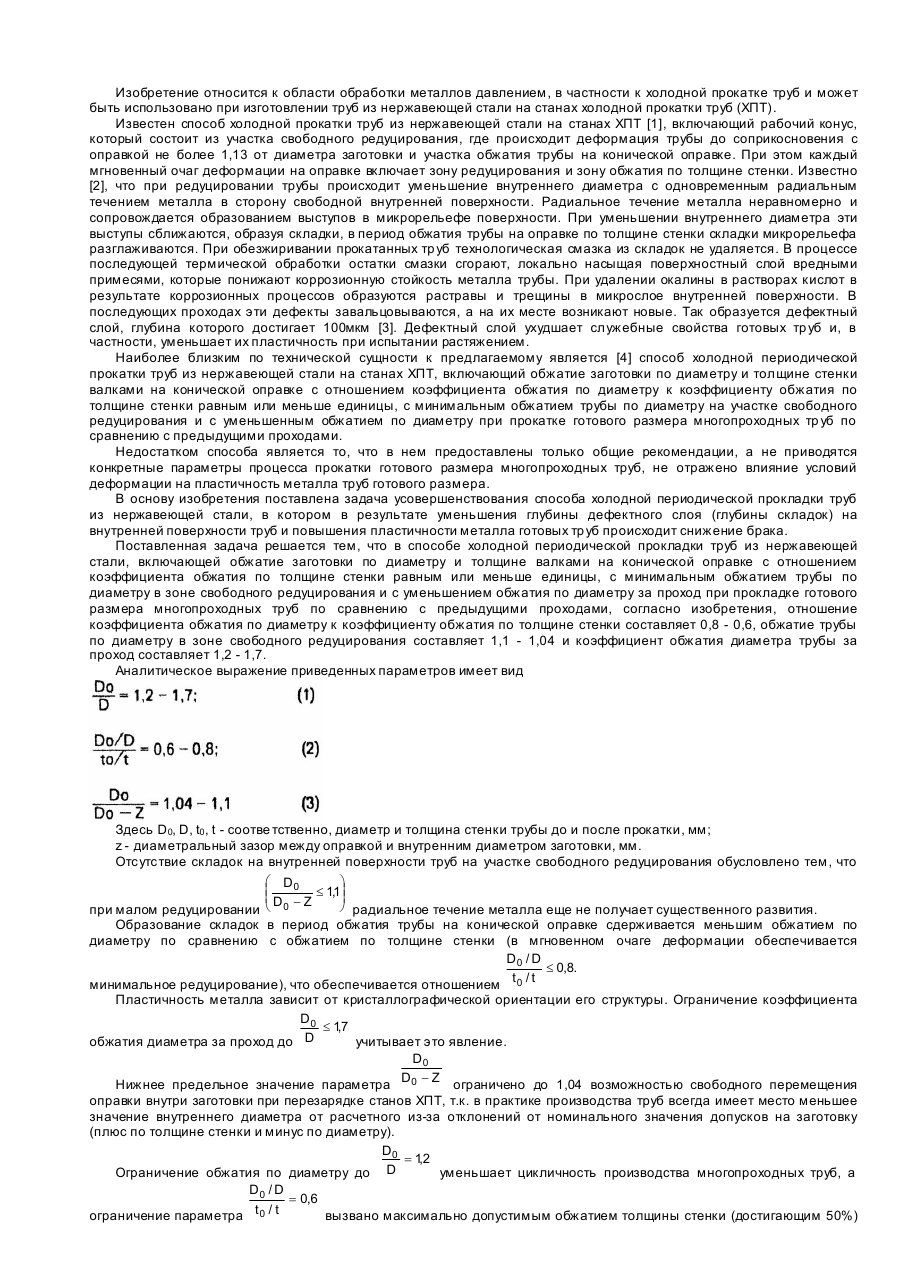
Способ холодной периодической прокатки труб из нержавеющей стали, включающий обжатие заготовки по диаметру и толщине стенки валками на конической оправке с отношением коэффициента обжатия по диаметру к коэффициенту обжатия по толщине стенки равным или меньше единицы, с минимальным обжатием трубы по диаметру в зоне свободного редуцирования и с уменьшенным обжатием по диаметру за проход при прокатке готового размера многопроходных труб по...
Спосіб холодного пілігримового прокатування труб
Номер патенту: 25052
Опубліковано: 25.12.1998
Автори: Єсаулов Михайло Олексійович, Куценко Олександр Іванович, Чигиринський Юрій Васильович, Самойленко Генадій Дмитрович, Данченко Валентин Миколайович, Хохлов Анатолій Іванович, Кучеренко Валер'ян Романович, Кондратьєв Євгеній Валентинович, Соя Володимир Іванович, Григоренко Володимир Устинович, Лісовський Олександр Олександрович, Горяний Олег Валентинович, Кондратьєв Сергій Валентинович, Король Родамір Миколайович, Кекух Станіслав Миколайович, Крихта Валерій Петрович
МПК: B21B 21/00
Мітки: труб, спосіб, холодного, пілігримового, прокатування
Формула / Реферат:
Способ холодной пилигримовой прокатки труб, содержащий последовательное редуцирование диаметра, предварительное калибрование внутреннего диаметра и стенки, обжатие и затем окончательное калибрование, отличающийся тем, что предварительное калибрование и обжатие осуществляют при соотношении длин участков предварительного калибрования Lпк и обжатия Lо, определяемом формулойгде tз и Дз - толщина стенки и наружный диаметр трубной...
Спосіб холодного періодичного прокатування труб
Номер патенту: 24675
Опубліковано: 04.08.1998
Автори: Орещенко Віктор Федорович, Калашніков Юрій Леонідович, Журба Олександр Савельйович, Мартинов Юрій Львович, Григорченко Віктор Іванович, Смолянов Георгій Миколайович, Король Микола Миколайович, Буряк Юрій Григорович, Півник Юрій Вікторович, Король Радомір Миколайович
МПК: B21C 37/00
Мітки: труб, періодичного, холодного, прокатування, спосіб
Формула / Реферат:
Спосіб холодного періодичного прокатування труб, включаючий одночасно подачі і повороти порції метала заготовки в змінний переріз струмкових валків перед кожним переміщенням валків, закатку її в робочий конус, його обтиск без подачі порції метала зворотньо-поступально переміщеними струмковими валками на конічній оправці, який відрізняється тим, що процес прокатування виконують з чергуванням одночасних подач і поворотів порції метала заготовки...
Спосіб поздовжнього прокатування труб
Номер патенту: 25715
Опубліковано: 30.10.1998
Автори: Хаустов Георгій Йосипович, Сергєєв Віктор Володимирович, Савченко Олег Миколайович, Туренков Микола Мусійович, Сизоненко Григорій Олександрович, Правдін Юрій Михайлович, Соловйов Юрій Григорович
МПК: B21B 17/00
Мітки: поздовжного, спосіб, прокатування, труб
Формула / Реферат:
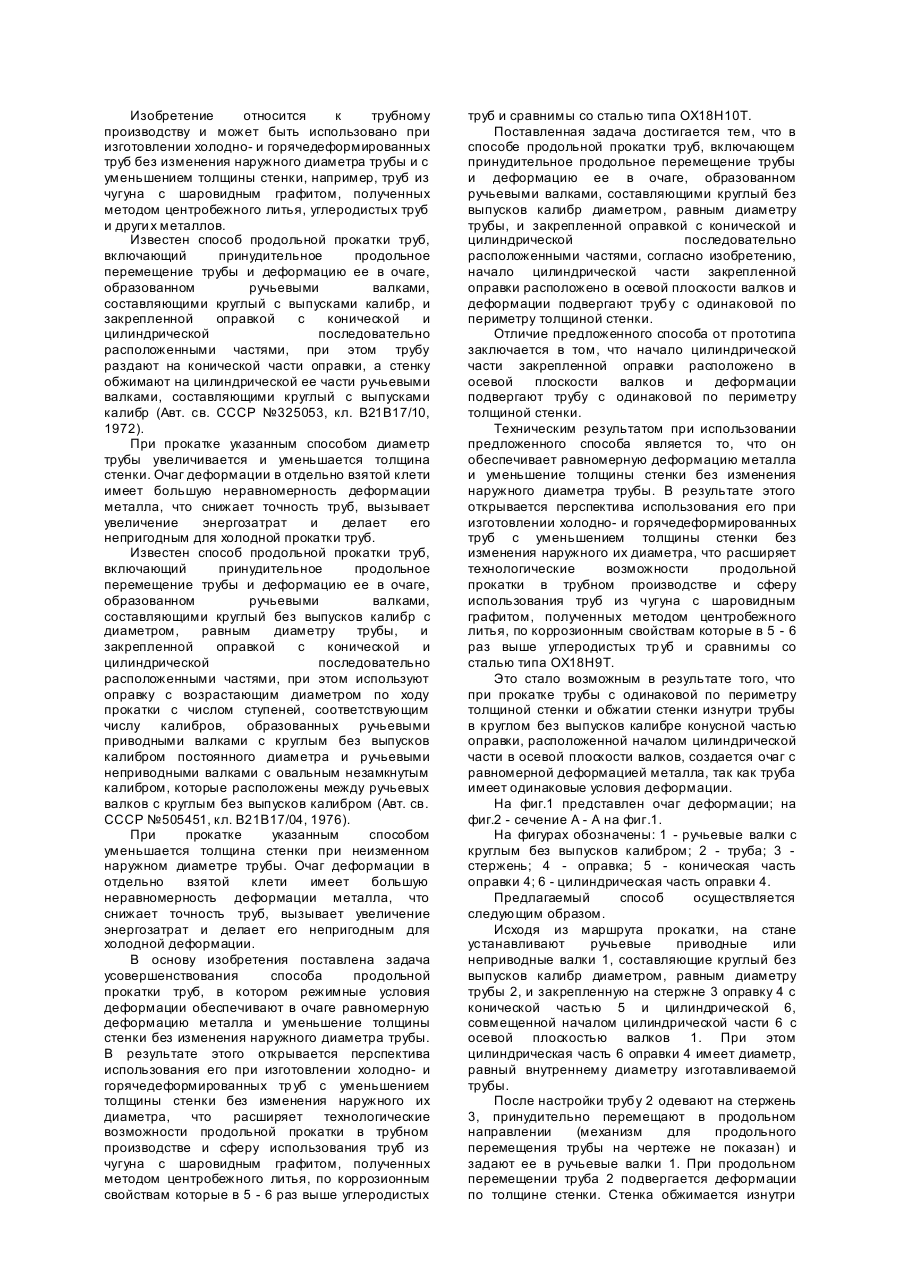
Способ продольной прокатки труб, включающий принудительное продольное перемещение трубы и деформацию ее в очаге, образованном ручьевыми валками, составляющими круглый без выпусков калибр диаметром, равным диаметру трубы и закрепленной оправкой с конической и цилиндрической последовательно расположенными частями, отличающийся тем, что начало цилиндрической части закрепленной оправки расположено в осевой плоскости валков и деформации подвергают...
Спосіб поздовжнього прокатування труб
Номер патенту: 25714
Опубліковано: 30.10.1998
Автори: Сизоненко Григорій Олександрович, Савченко Олег Миколайович, Соловйов Юрій Григорович, Хаустов Георгій Йосипович, Туренков Микола Мусійович, Правдін Юрій Михайлович, Сергєєв Віктор Володимирович
МПК: B21B 17/00
Мітки: прокатування, поздовжного, труб, спосіб
Формула / Реферат:
Способ продольной прокатки труб, включающий принудительное продольное перемещение трубы и раздачу ее по диаметру с последующим обжатием стенки в очаге, образованном ручьевыми валками и закрепленной оправкой с конической и цилиндрической последовательно расположенными частями, отличающийся тем, что раздачу трубы производят до диаметра, равного наружному диаметру изготавливаемой трубы, а обжатие стенки осуществляют изнутри трубы конической...
Попередній патент: Багатофункціональний датчик
Наступний патент: Реакційностійкий вогнетривкий матеріал контейнерів для плавки титан-, цирконій- та/або гафнієвмісних сплавів
Випадковий патент: Спосіб тривалого зберігання трихограми