Спосіб холодного періодичного прокатування труб із нержавіючої сталі
Номер патенту: 26174
Опубліковано: 07.06.1999
Автори: Хаустов Георгій Йосипович, Шелест Анатолій Герасимович, Орел Антоніна Вікторівна, Кекух Станіслав Миколайович, Чигиринський Юрій Васильович, Попов Марат Васильович, Беліков Юрій Михайлович, Фельдман Олександр Ісакович, Обух-Швець Іван Михайлович, Садокова Таміла Григорівна, Ковальова Олександра Дмитрівна, Олійник Онега Васильовна, Кекух Сергій Павлович, Куценко Олександр Іванович, Кучеренко Валер'ян Романович, Смолін Олексій Миколайович, Кондратьєв Євгеній Валентинович, Щучко Володимир Миколайович, Пенський Владіслав Іванович, Лісовський Олександр Олександрович
Формула / Реферат
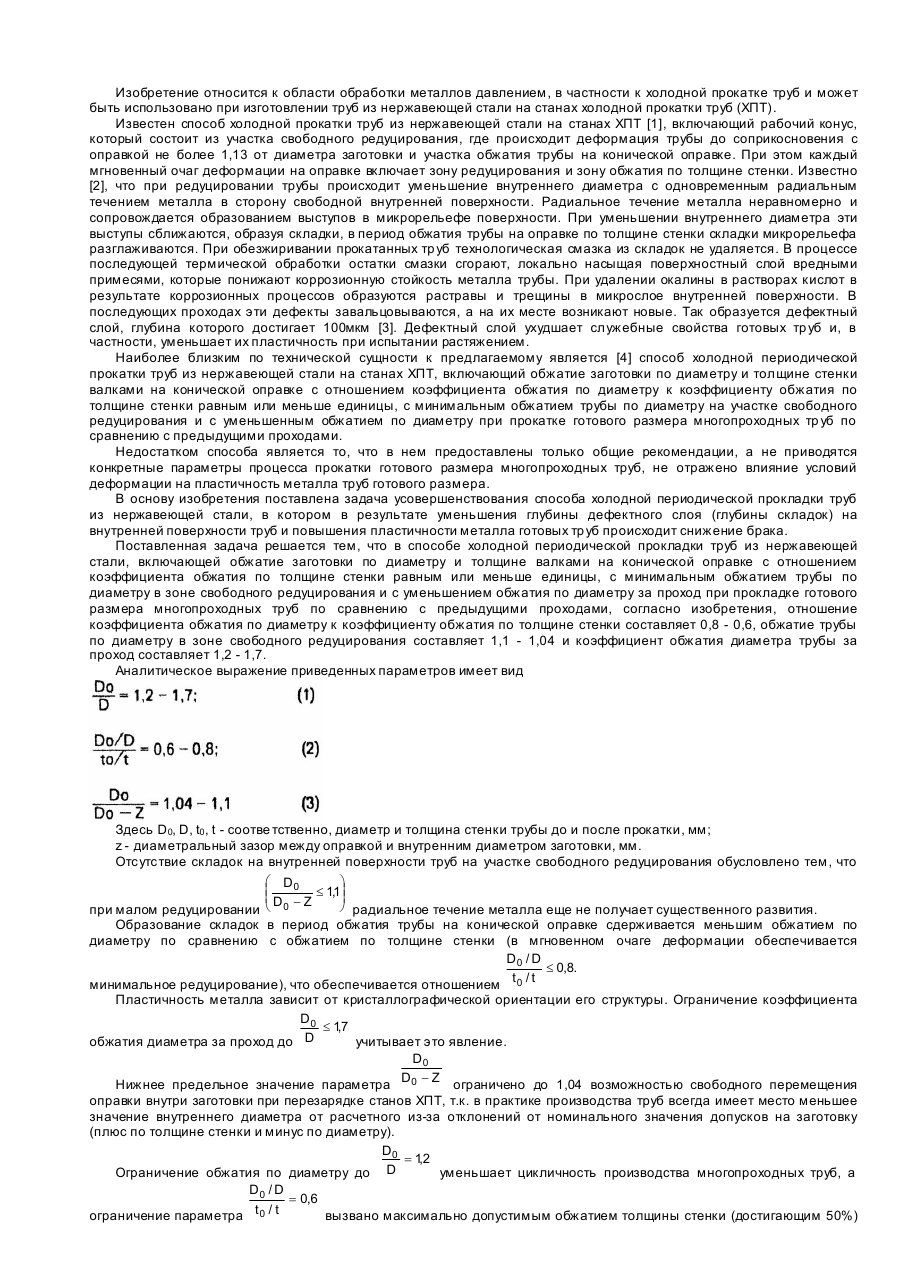
Способ холодной периодической прокатки труб из нержавеющей стали, включающий обжатие заготовки по диаметру и толщине стенки валками на конической оправке с отношением коэффициента обжатия по диаметру к коэффициенту обжатия по толщине стенки равным или меньше единицы, с минимальным обжатием трубы по диаметру в зоне свободного редуцирования и с уменьшенным обжатием по диаметру за проход при прокатке готового размера многопроходных труб по сравнению с предыдущими проходами, отличающийся тем, что отношение коэффициента обжатия по диаметру к коэффициенту обжатия по толщине стенки составляет 0,8 - 0,6, обжатие трубы по диаметру в зоне свободного редуцирования составляет 1,1 - 1,4 и коэффициент обжатия диаметра трубы за проход составляет 1,2 - 1,7.
Текст
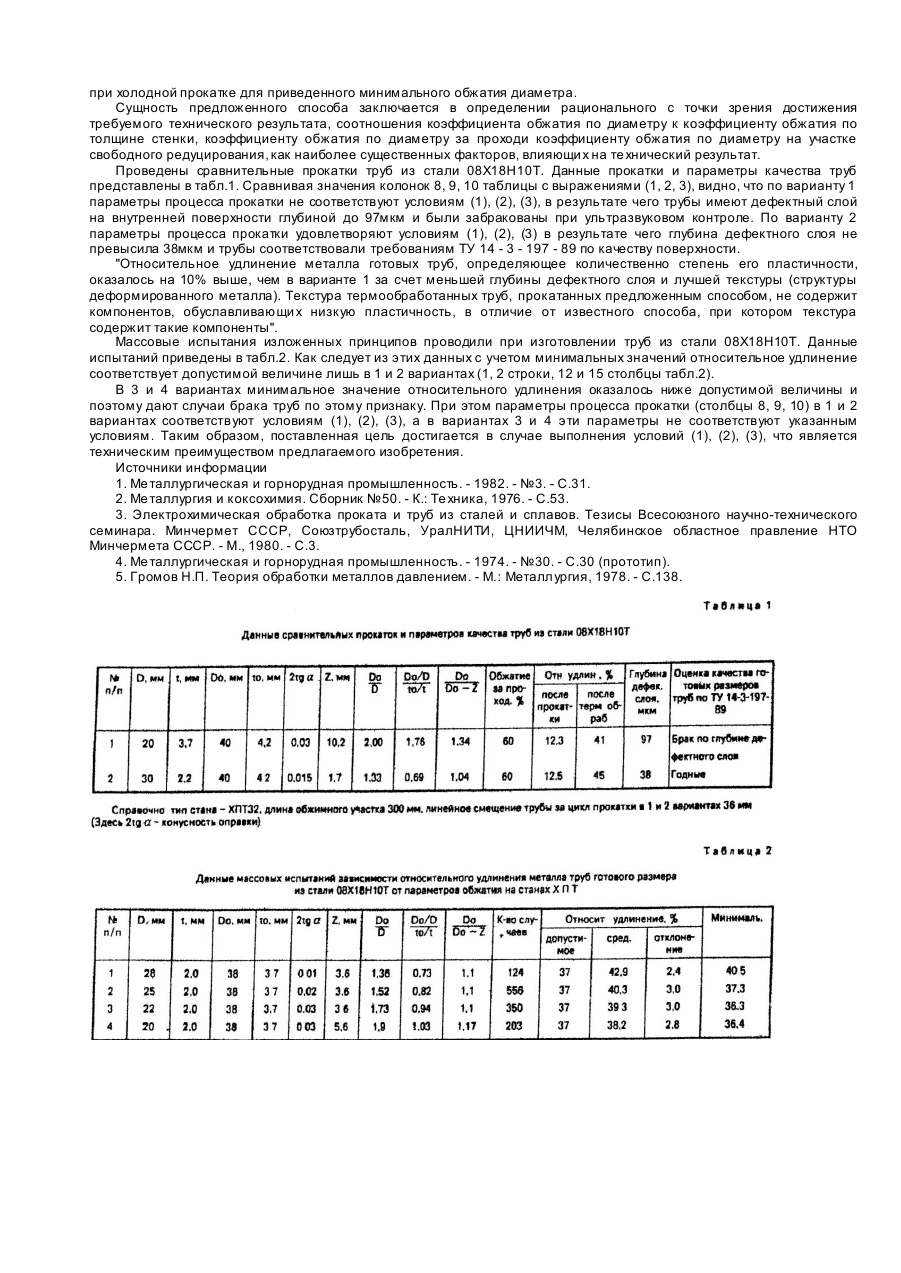
Изобретение относится к области обработки металлов давлением, в частности к холодной прокатке труб и может быть использовано при изготовлении труб из нержавеющей стали на станах холодной прокатки труб (ХПТ). Известен способ холодной прокатки труб из нержавеющей стали на станах ХПТ [1], включающий рабочий конус, который состоит из участка свободного редуцирования, где происходит деформация трубы до соприкосновения с оправкой не более 1,13 от диаметра заготовки и участка обжатия трубы на конической оправке. При этом каждый мгновенный очаг деформации на оправке включает зону редуцирования и зону обжатия по толщине стенки. Известно [2], что при редуцировании трубы происходит уменьшение внутреннего диаметра с одновременным радиальным течением металла в сторону свободной внутренней поверхности. Радиальное течение металла неравномерно и сопровождается образованием выступов в микрорельефе поверхности. При уменьшении внутреннего диаметра эти выступы сближаются, образуя складки, в период обжатия трубы на оправке по толщине стенки складки микрорельефа разглаживаются. При обезжиривании прокатанных тр уб технологическая смазка из складок не удаляется. В процессе последующей термической обработки остатки смазки сгорают, локально насыщая поверхностный слой вредными примесями, которые понижают коррозионную стойкость металла трубы. При удалении окалины в растворах кислот в результате коррозионных процессов образуются растравы и трещины в микрослое внутренней поверхности. В последующих проходах эти дефекты завальцовываются, а на их месте возникают новые. Так образуется дефектный слой, глубина которого достигает 100мкм [3]. Дефектный слой ухудшает служебные свойства готовых тр уб и, в частности, уменьшает их пластичность при испытании растяжением. Наиболее близким по технической сущности к предлагаемому является [4] способ холодной периодической прокатки труб из нержавеющей стали на станах ХПТ, включающий обжатие заготовки по диаметру и толщине стенки валками на конической оправке с отношением коэффициента обжатия по диаметру к коэффициенту обжатия по толщине стенки равным или меньше единицы, с минимальным обжатием трубы по диаметру на участке свободного редуцирования и с уменьшенным обжатием по диаметру при прокатке готового размера многопроходных тр уб по сравнению с предыдущими проходами. Недостатком способа является то, что в нем предоставлены только общие рекомендации, а не приводятся конкретные параметры процесса прокатки готового размера многопроходных труб, не отражено влияние условий деформации на пластичность металла труб готового размера. В основу изобретения поставлена задача усовершенствования способа холодной периодической прокладки труб из нержавеющей стали, в котором в результате уменьшения глубины дефектного слоя (глубины складок) на внутренней поверхности труб и повышения пластичности металла готовых тр уб происходит снижение брака. Поставленная задача решается тем, что в способе холодной периодической прокладки труб из нержавеющей стали, включающей обжатие заготовки по диаметру и толщине валками на конической оправке с отношением коэффициента обжатия по толщине стенки равным или меньше единицы, с минимальным обжатием трубы по диаметру в зоне свободного редуцирования и с уменьшением обжатия по диаметру за проход при прокладке готового размера многопроходных труб по сравнению с предыдущими проходами, согласно изобретения, отношение коэффициента обжатия по диаметру к коэффициенту обжатия по толщине стенки составляет 0,8 - 0,6, обжатие трубы по диаметру в зоне свободного редуцирования составляет 1,1 - 1,04 и коэффициент обжатия диаметра трубы за проход составляет 1,2 - 1,7. Аналитическое выражение приведенных параметров имеет вид Здесь D0, D, t0 , t - соотве тственно, диаметр и толщина стенки трубы до и после прокатки, мм; z - диаметральный зазор между оправкой и внутренним диаметром заготовки, мм. Отсутствие складок на внутренней поверхности труб на участке свободного редуцирования обусловлено тем, что æ D0 ö ç ç D - Z £ 1,1÷ ÷ ø радиальное течение металла еще не получает существенного развития. при малом редуцировании è 0 Образование складок в период обжатия трубы на конической оправке сдерживается меньшим обжатием по диаметру по сравнению с обжатием по толщине стенки (в мгновенном очаге деформации обеспечивается D0 / D £ 0,8. минимальное редуцирование), что обеспечивается отношением t 0 / t Пластичность металла зависит от кристаллографической ориентации его структуры. Ограничение коэффициента D0 £ 17 , обжатия диаметра за проход до D учитывает это явление. D0 Нижнее предельное значение параметра D0 - Z ограничено до 1,04 возможностью свободного перемещения оправки внутри заготовки при перезарядке станов ХПТ, т.к. в практике производства труб всегда имеет место меньшее значение внутреннего диаметра от расчетного из-за отклонений от номинального значения допусков на заготовку (плюс по толщине стенки и минус по диаметру). D0 = 12 , Ограничение обжатия по диаметру до D уменьшает цикличность производства многопроходных труб, а D0 / D = 0,6 ограничение параметра t 0 / t вызвано максимально допустимым обжатием толщины стенки (достигающим 50%) при холодной прокатке для приведенного минимального обжатия диаметра. Сущность предложенного способа заключается в определении рационального с точки зрения достижения требуемого технического результата, соотношения коэффициента обжатия по диаметру к коэффициенту обжатия по толщине стенки, коэффициенту обжатия по диаметру за проходи коэффициенту обжатия по диаметру на участке свободного редуцирования, как наиболее существенных факторов, влияющи х на те хнический результат. Проведены сравнительные прокатки труб из стали 08Х18Н10Т. Данные прокатки и параметры качества труб представлены в табл.1. Сравнивая значения колонок 8, 9, 10 таблицы с выражениями (1, 2, 3), видно, что по варианту 1 параметры процесса прокатки не соответствуют условиям (1), (2), (3), в результате чего трубы имеют дефектный слой на внутренней поверхности глубиной до 97мкм и были забракованы при ультразвуковом контроле. По варианту 2 параметры процесса прокатки удовлетворяют условиям (1), (2), (3) в результате чего глубина дефектного слоя не превысила 38мкм и трубы соответствовали требованиям ТУ 14 - 3 - 197 - 89 по качеству поверхности. "Относительное удлинение металла готовых труб, определяющее количественно степень его пластичности, оказалось на 10% выше, чем в варианте 1 за счет меньшей глубины дефектного слоя и лучшей текстуры (структуры деформированного металла). Текстура термообработанных труб, прокатанных предложенным способом, не содержит компонентов, обуславливающи х низкую пластичность, в отличие от известного способа, при котором текстура содержит такие компоненты". Массовые испытания изложенных принципов проводили при изготовлении труб из стали 08Х18Н10Т. Данные испытаний приведены в табл.2. Как следует из этих данных с учетом минимальных значений относительное удлинение соответствует допустимой величине лишь в 1 и 2 вариантах (1, 2 строки, 12 и 15 столбцы табл.2). В 3 и 4 вариантах минимальное значение относительного удлинения оказалось ниже допустимой величины и поэтому дают случаи брака труб по этому признаку. При этом параметры процесса прокатки (столбцы 8, 9, 10) в 1 и 2 вариантах соответствуют условиям (1), (2), (3), а в вариантах 3 и 4 эти параметры не соответствуют указанным условиям. Таким образом, поставленная цель достигается в случае выполнения условий (1), (2), (3), что является техническим преимуществом предлагаемого изобретения. Источники информации 1. Ме таллургическая и горнорудная промышленность. - 1982. - №3. - С.31. 2. Ме таллургия и коксохимия. Сборник №50. - К.: Те хника, 1976. - С.53. 3. Электрохимическая обработка проката и труб из сталей и сплавов. Тезисы Всесоюзного научно-технического семинара. Минчермет СССР, Союзтрубосталь, УралНИТИ, ЦНИИЧМ, Челябинское областное правление НТО Минчермета СССР. - М., 1980. - С.3. 4. Ме таллургическая и горнорудная промышленность. - 1974. - №30. - С.30 (прототип). 5. Громов Н.П. Теория обработки металлов давлением. - М.: Металлургия, 1978. - С.138.
ДивитисяДодаткова інформація
Автори англійськоюKutsenko Oleksandr Ivanovych, Kekukh Stanyslav Mykolaiovych, Feldman Oleksandr Isakovych, Chyhyrynskyi Yurii Vasyliovych, Khaustov Heorhii Yosypovych, Popov Marat Vasyliovych, Belikov Yurii Mykhailovych, Smolin Oleksii Mykolaiovych, Lisovskyi Oleksandr Oleksandrovych, Kovaliova Oleksandra Dmytrivna, Oliinyk Oneha Vasyliovna, Sadokova Tamila Hryhorivna, Schuchko Volodymyr Mykolaiovych, Obukh-Shvets Ivan Mykhailovych, Penskyi Vladislav Ivanovych, Shelest Anatolii Herasymovych, Kekukh Serhii Pavlovych, Orel Antonina Viktorivna
Автори російськоюКуценко Александр Иванович, Кекух Станислав Николаевич, Фельдман Александр Исаакович, Чигиринский Юрий Васильевич, Хаустов Георгий Иосифович, Попов Марат Васильевич, Беликов Юрий Михайлович, Смолин Алексей Николаевич, Лисовский Александр Александрович, Ковалева Александра Дмитриевна, Олийнык Онега Васильевна, Садокова Тамила Григорьевна, Щучко Владимир Николаевич, Обух-Швец Иван Михайлович, Пенский Владислав Иванович, Шелест Анатолий Герасимович, Кекух Сергей Павлович, Орел Антонина Викторовна
МПК / Мітки
МПК: B21B 21/00
Мітки: прокатування, нержавіючої, спосіб, холодного, періодичного, труб, сталі
Код посилання
<a href="https://ua.patents.su/2-26174-sposib-kholodnogo-periodichnogo-prokatuvannya-trub-iz-nerzhaviyucho-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб холодного періодичного прокатування труб із нержавіючої сталі</a>
Спосіб холодного пілігримового прокатування труб
Номер патенту: 25052
Опубліковано: 25.12.1998
Автори: Кондратьєв Євгеній Валентинович, Чигиринський Юрій Васильович, Соя Володимир Іванович, Єсаулов Михайло Олексійович, Куценко Олександр Іванович, Кекух Станіслав Миколайович, Кучеренко Валер'ян Романович, Крихта Валерій Петрович, Горяний Олег Валентинович, Кондратьєв Сергій Валентинович, Самойленко Генадій Дмитрович, Данченко Валентин Миколайович, Лісовський Олександр Олександрович, Хохлов Анатолій Іванович, Король Родамір Миколайович, Григоренко Володимир Устинович
МПК: B21B 21/00
Мітки: труб, спосіб, пілігримового, прокатування, холодного
Формула / Реферат:
Способ холодной пилигримовой прокатки труб, содержащий последовательное редуцирование диаметра, предварительное калибрование внутреннего диаметра и стенки, обжатие и затем окончательное калибрование, отличающийся тем, что предварительное калибрование и обжатие осуществляют при соотношении длин участков предварительного калибрования Lпк и обжатия Lо, определяемом формулойгде tз и Дз - толщина стенки и наружный диаметр трубной...
Спосіб поздовжнього прокатування труб
Номер патенту: 25714
Опубліковано: 30.10.1998
Автори: Савченко Олег Миколайович, Хаустов Георгій Йосипович, Соловйов Юрій Григорович, Правдін Юрій Михайлович, Туренков Микола Мусійович, Сизоненко Григорій Олександрович, Сергєєв Віктор Володимирович
МПК: B21B 17/00
Мітки: труб, прокатування, спосіб, поздовжного
Формула / Реферат:
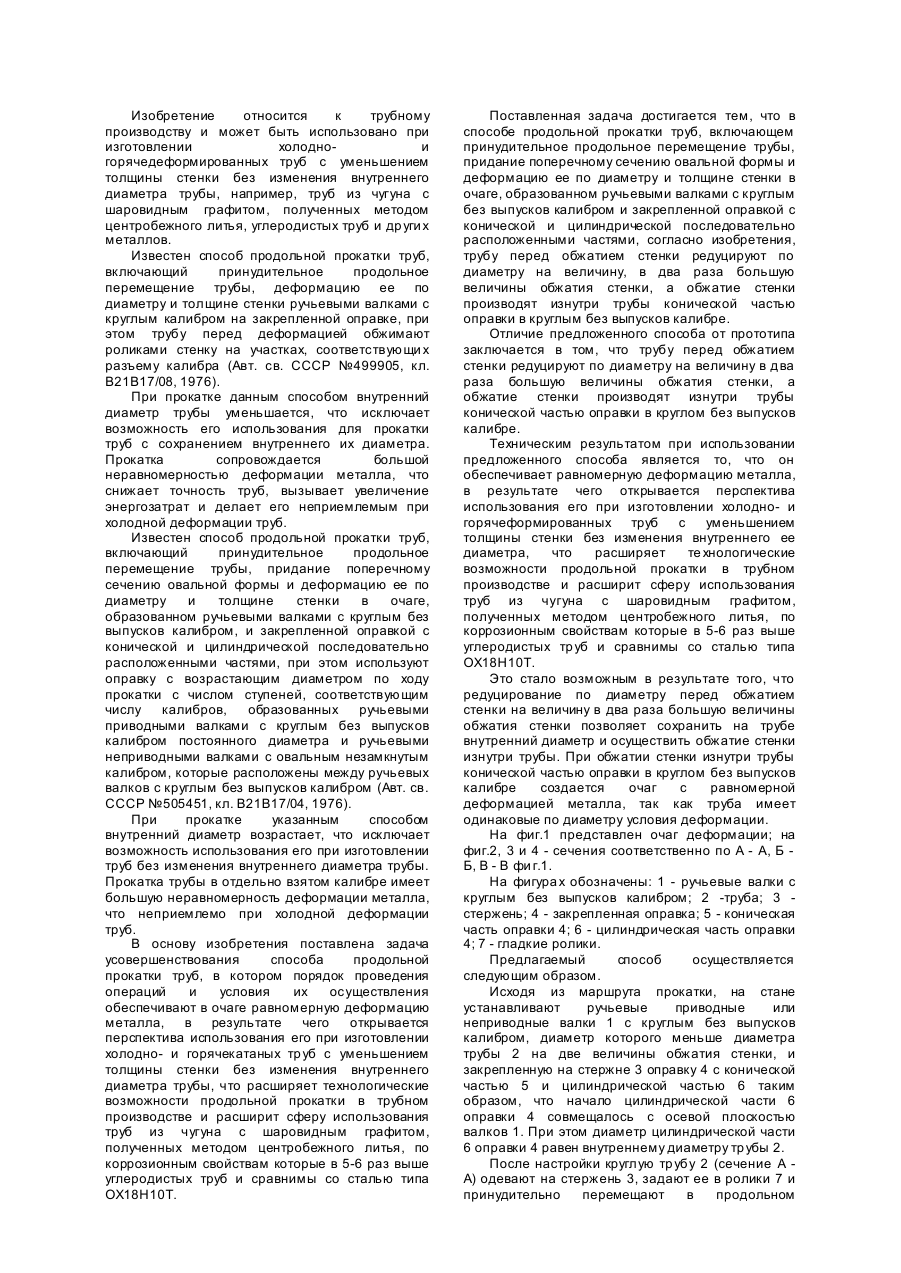
Способ продольной прокатки труб, включающий принудительное продольное перемещение трубы и раздачу ее по диаметру с последующим обжатием стенки в очаге, образованном ручьевыми валками и закрепленной оправкой с конической и цилиндрической последовательно расположенными частями, отличающийся тем, что раздачу трубы производят до диаметра, равного наружному диаметру изготавливаемой трубы, а обжатие стенки осуществляют изнутри трубы конической...
Спосіб холодного періодичного прокатування труб
Номер патенту: 24675
Опубліковано: 04.08.1998
Автори: Орещенко Віктор Федорович, Журба Олександр Савельйович, Буряк Юрій Григорович, Король Радомір Миколайович, Григорченко Віктор Іванович, Калашніков Юрій Леонідович, Мартинов Юрій Львович, Півник Юрій Вікторович, Смолянов Георгій Миколайович, Король Микола Миколайович
МПК: B21C 37/00
Мітки: труб, спосіб, періодичного, холодного, прокатування
Формула / Реферат:
Спосіб холодного періодичного прокатування труб, включаючий одночасно подачі і повороти порції метала заготовки в змінний переріз струмкових валків перед кожним переміщенням валків, закатку її в робочий конус, його обтиск без подачі порції метала зворотньо-поступально переміщеними струмковими валками на конічній оправці, який відрізняється тим, що процес прокатування виконують з чергуванням одночасних подач і поворотів порції метала заготовки...
Спосіб поздовжнього прокатування труб
Номер патенту: 25715
Опубліковано: 30.10.1998
Автори: Соловйов Юрій Григорович, Савченко Олег Миколайович, Сергєєв Віктор Володимирович, Правдін Юрій Михайлович, Туренков Микола Мусійович, Хаустов Георгій Йосипович, Сизоненко Григорій Олександрович
МПК: B21B 17/00
Мітки: прокатування, труб, спосіб, поздовжного
Формула / Реферат:
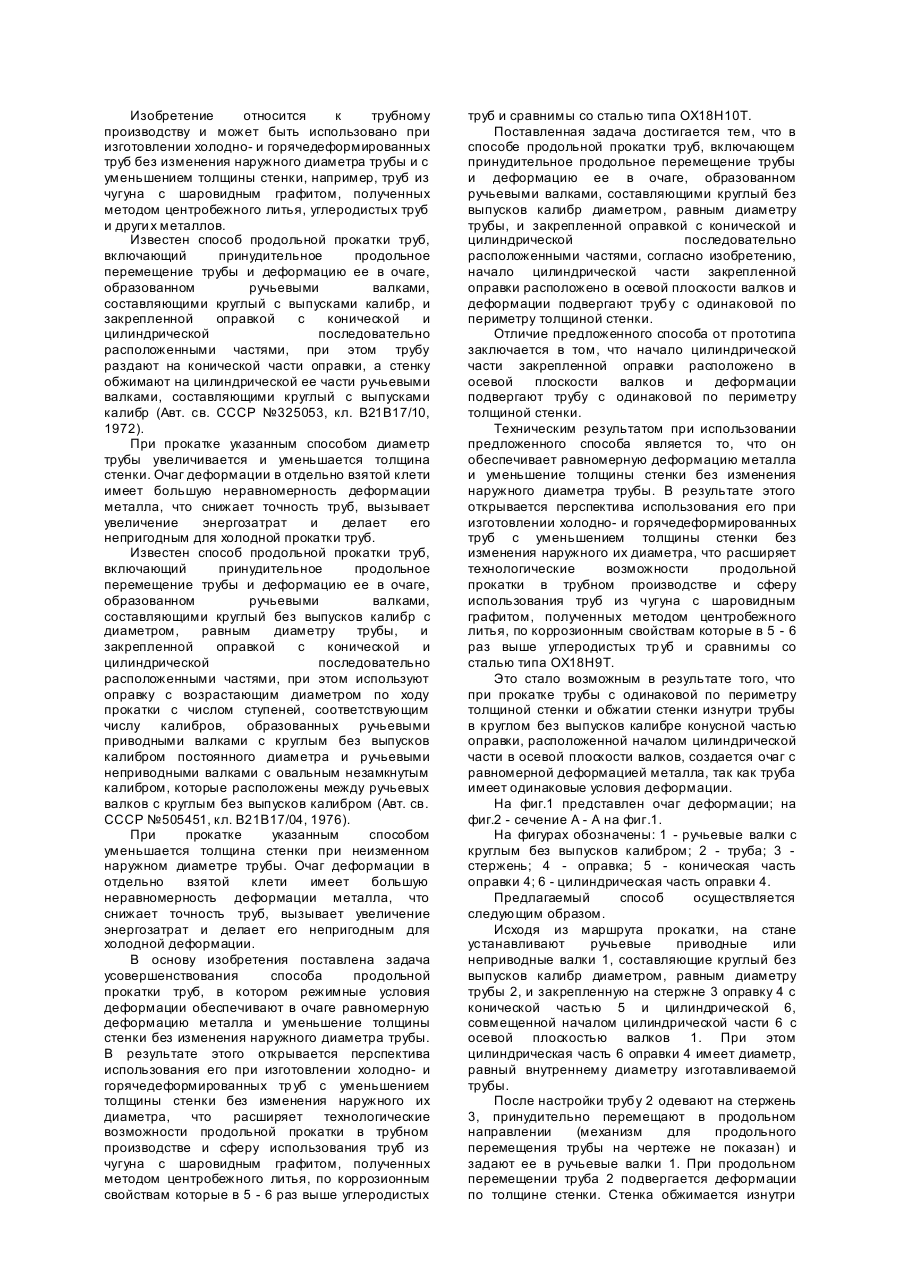
Способ продольной прокатки труб, включающий принудительное продольное перемещение трубы и деформацию ее в очаге, образованном ручьевыми валками, составляющими круглый без выпусков калибр диаметром, равным диаметру трубы и закрепленной оправкой с конической и цилиндрической последовательно расположенными частями, отличающийся тем, что начало цилиндрической части закрепленной оправки расположено в осевой плоскости валков и деформации подвергают...
Спосіб поздовжньої прокатки труб
Номер патенту: 25713
Опубліковано: 30.10.1998
Автори: Хаустов Георгій Йосипович, Сизоненко Григорій Олександрович, Соловйов Юрій Григорович, Правдін Юрій Михайлович, Савченко Олег Миколайович, Туренков Микола Мусійович, Ігнатов Володимир Олексієвич, Сергєєв Віктор Володимирович
МПК: B21B 17/00
Мітки: прокатки, поздовжньої, спосіб, труб
Формула / Реферат:
Способ продольной прокатки труб, включающий принудительное продольное перемещение трубы, придание поперечному сечению овальной формы и деформацию ее по диаметру и толщине стенки в очаге, образованном ручьевыми валками с круглым без выпусков калибром, и закрепленной оправкой с конической и цилиндрической последовательно расположенными частями, отличающийся тем, что трубу перед обжатием стенки редуцируют по диаметру на величину, в два раза...
Попередній патент: Зброя для самозахисту “захистоукол”
Наступний патент: Похідні арилсульфонаміду, суміші їх ізомерів або індивідуальні ізомери і їх фізіологічно переносимі адитивні солі з основами, що мають антитромботичну активність
Випадковий патент: Сталь