Спосіб холодного періодичного прокатування труб
Номер патенту: 24675
Опубліковано: 04.08.1998
Автори: Журба Олександр Савельйович, Орещенко Віктор Федорович, Мартинов Юрій Львович, Півник Юрій Вікторович, Король Радомір Миколайович, Буряк Юрій Григорович, Король Микола Миколайович, Григорченко Віктор Іванович, Калашніков Юрій Леонідович, Смолянов Георгій Миколайович
Формула / Реферат
Спосіб холодного періодичного прокатування труб, включаючий одночасно подачі і повороти порції метала заготовки в змінний переріз струмкових валків перед кожним переміщенням валків, закатку її в робочий конус, його обтиск без подачі порції метала зворотньо-поступально переміщеними струмковими валками на конічній оправці, який відрізняється тим, що процес прокатування виконують з чергуванням одночасних подач і поворотів порції метала заготовки і їх обтиском кожної із них в окремості з 2 - 4 кратною обкаткою кожних їх сумарних подач порції метала заготовки.
Текст
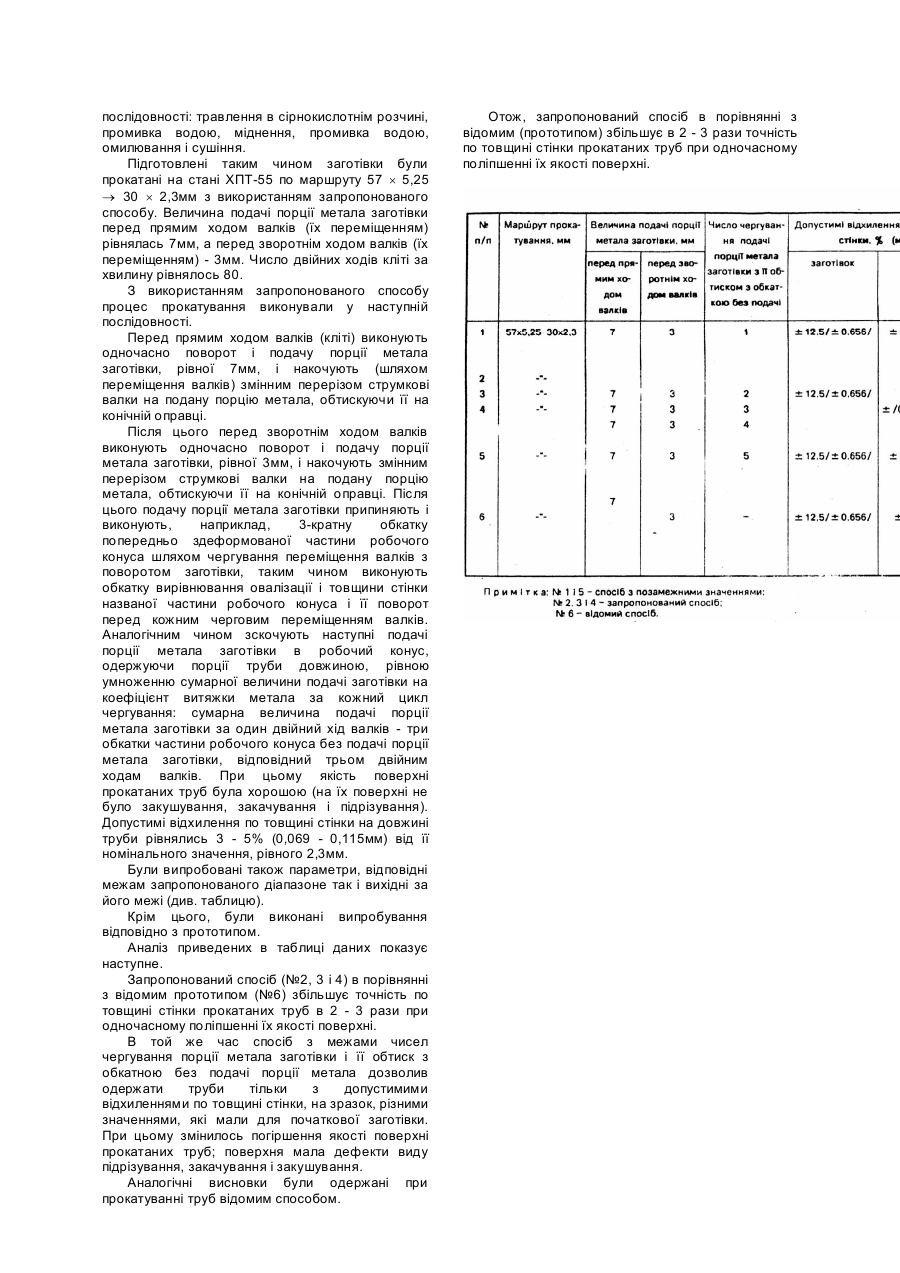
Винахід відноситься до області оброблювання металів тисненням і може бути використаним при виготовленні холоднокатаних труб високої якості і точності їх розмірів, зокрема для підшипників, біметалічних і для котлів. Відомий спосіб холодного періодичного прокатування труб, включаючий одночасні подачі і повороти позиції метала заготівки в змінний переріз струмкових валків перед кожним переміщенням валків, закатку її в робочий конус і його обтиск зворотно-поступального переміщення струмковими валками на конічній оправці (Інтенсифікація холодного і теплого прокатування труб двійною подачею і поворотом заготівки. Бюл. ЦНІІЧМ. - №22. - 1977. - С.15). Також відомий спосіб холодного періодичного прокатування труб, включаючий роздільні подачу і поворот позиції метала заготівки в змінний переріз струмкових валків, закатку її в робочий конус, його обтиск і обкатку без подачі порції метала заготівки зворотно-поступально переміщеними струмковими валками на конічній оправці (Холодне прокатування труб. Технологічна інструкція, ТІ 604 - 302 - 97, затверджена технічним директором ОАТ "Дніпропетровський трубний завод". - С.2 - 9). Використання вищевикладених способів при холодному прокатуванні труб із заготівки, яка має подовжню різностінність в межах поля допустимих відхилень по товщині стінки (наприклад, ±12,5% от товщини стінки заготівки) не забезпечує можливість підвищення точності по товщині стінки і якості поверхні прокатаних труб. Це обумовлено-тим, що закатку посуненої порції металу заготівки з більшою подовжньою різностінностю в робочий конус струмковими валками на конічній оправці і його обтиск супроводжується різним тиском метала на валки, що приводить до зміни їх пружньої деформації вздовж робочого конуса. Величина останньої, переважно, визначається обтиском по товщині стінки деформаційній порції метала заготівки. При цьому товщина стінки заготівки зменшується, але її зменшення прямо пропорційно зміні товщині стінки заготівки вздовж її, або відхилення по товщині, стінки вздовж труби залишається в тих межах, що має для його розподілу по товщині стінки заготівки. Крім того, в ряді випадків різностінність на прокатаних трубах зростає Із-за з'явлення так званої наведеної різностінності. Окрім цього збільшення пружньої деформації викликає збільшення зазорів між ребордами валків, що, часто-густо, приводить до закучування, закачуванню і підрізуванню робочого, конуса, погіршуючи тим самим якість поверхні прокатаних труб. Задачею даного винаходу є створення способа холодного періодичного прокатування труб, забезпечуючого підвищення точності по товщині стінки і якості поверхні прокатаних труб при використанні заготівки, яка має підвищену подовжню різностінність. Ця задача вирішена тим, що в відомому способі холодного періодичного прокатування труб, включаючому одночасні подачі і повороти порцій метала заготівки в змінний переріз струмкових валків перед кожним переміщенням валків, закатку її в робочий конус, його обтиск без подачі порції метала зворотньо-поступальна переміщеними струмковими валками на конічній оправці згідно винаходу процес прокатування виконують з чергуванням одночасних подач і поворотів порції метала заготівки і їх обтиском кожної із них в окремості з 2 - 4-кратною обкаткою кожних їх сумарних подач порції метала заготівки. Указані межі визначені досвідним шляхом. Відзнака запропонованого способу складається в тім, що операції одночасних подач і поворотів порції метала заготівки і їх обтиск кожної із них в окремості чергують з 2 - 4-кратною обкаткою кожної із сумарних подач порції метала заготівки. Технічним висновком запропонованого способу є збільшення точності по товщині стінки і якості поверхні прокатаних труб при використанні заготівки, яка має підвищену подовжню різностінність. Запропонований спосіб періодичного холодного прокатування труб включає одночасні подачі І повороти порції метала заготівки в змінний переріз струмкових валків перед кожним переміщенням валків, закатку її в робочий конус, його обтиск без подачі порції метала зворотньо-поступально переміщеними струмковими валками на конічній оправці, виконуючи один двійний хід валків. Потім припиняють подачу порції заготівки і виконують, наприклад, 3-кратну обкатку сумарної порції метала, обтискуючи її шляхом чергування переміщення валків і поворотів. Таке чергування вирівнює овалізацію і товщину стінки як по периметру, так і вздовж кожного із попередньо здеформованого порцій робочого конуса, продовжуючи таким чином закатку робочого конуса зворотньо-поступальна переміщеними струмковими валками на конічній оправці. При указаному чергуванні цих операцій знижується тиск метала на валки, досягаючи мінімума, визначеного пружнім післядіянням (зміцненням метала). Зміцнення метала при практично використаній ступені деформації, складаючи більше 50%, визначається в основному межою надійності, яка має малу різницю вздовж прокатаної труби і відповідно, не приводить до зміни величини зазора між ребордами валків, зберігаючи їх постійними вздовж робочого конуса. Остання обставина вирівнює товщину стінки труби вздовж її і запобігає появі на робочому конусі дефектів виду закушування, закачування і підрізування, поліпшуючи тим самим якість поверхні прокатаних труб. Далі процес прокатування кожної із труб виконують шляхом чергування одночасних подач і поворотів порції метала заготівки, їх обтиск з 3 - мя обкатками кожної із сумарних подач порції метала заготівки. Дякуючи введенню багатократної обкатки кожної із сумарних подач порції метала заготівки повністю виключається можливість появлення так названої наведеної різностінності, складаючої 6 8%. Отже, запропонований спосіб незалежно від зміни товщини стінки вздовж заготівки (в межах раніше названих допустимих відхилень) дозволяє не тільки знизити подовжню різностінність, але виключає наведену. Приклад конкретного запропонованого способу при прокатуванні труб для котлів із сталі марки 20К. Предметом початкової заготівки використовували горячекатані труби розміром 57 ´ 5,25мм, які мали подовжню різностінність в межах ±0,655мм, таким чином товщина стінки змінялась від 4,596мм до 5,805мм. Горячекатані заготівки підлягали хімічній обробці в наступній послідовності: травлення в сірнокислотнім розчині, промивка водою, міднення, промивка водою, омилювання і сушіння. Підготовлені таким чином заготівки були прокатані на стані ХПТ-55 по маршруту 57 ´ 5,25 ® 30 ´ 2,3мм з використанням запропонованого способу. Величина подачі порції метала заготівки перед прямим ходом валків (їх переміщенням) рівнялась 7мм, а перед зворотнім ходом валків (їх переміщенням) - 3мм. Число двійних ходів кліті за хвилину рівнялось 80. З використанням запропонованого способу процес прокатування виконували у наступній послідовності. Перед прямим ходом валків (кліті) виконують одночасно поворот і подачу порції метала заготівки, рівної 7мм, і накочують (шляхом переміщення валків) змінним перерізом струмкові валки на подану порцію метала, обтискуючи її на конічній оправці. Після цього перед зворотнім ходом валків виконують одночасно поворот і подачу порції метала заготівки, рівної 3мм, і накочують змінним перерізом струмкові валки на подану порцію метала, обтискуючи її на конічній оправці. Після цього подачу порції метала заготівки припиняють і виконують, наприклад, 3-кратну обкатку попередньо здеформованої частини робочого конуса шляхом чергування переміщення валків з поворотом заготівки, таким чином виконують обкатку вирівнювання овалізації і товщини стінки названої частини робочого конуса і її поворот перед кожним черговим переміщенням валків. Аналогічним чином зскочують наступні подачі порції метала заготівки в робочий конус, одержуючи порції труби довжиною, рівною умноженню сумарної величини подачі заготівки на коефіцієнт витяжки метала за кожний цикл чергування: сумарна величина подачі порції метала заготівки за один двійний хід валків - три обкатки частини робочого конуса без подачі порції метала заготівки, відповідний трьом двійним ходам валків. При цьому якість поверхні прокатаних труб була хорошою (на їх поверхні не було закушування, закачування і підрізування). Допустимі відхилення по товщині стінки на довжині труби рівнялись 3 - 5% (0,069 - 0,115мм) від її номінального значення, рівного 2,3мм. Були випробовані також параметри, відповідні межам запропонованого діапазоне так і вихідні за його межі (див. таблицю). Крім цього, були виконані випробування відповідно з прототипом. Аналіз приведених в таблиці даних показує наступне. Запропонований спосіб (№2, 3 і 4) в порівнянні з відомим прототипом (№6) збільшує точність по товщині стінки прокатаних труб в 2 - 3 рази при одночасному поліпшенні їх якості поверхні. В той же час спосіб з межами чисел чергування порції метала заготівки і її обтиск з обкатною без подачі порції метала дозволив одержати труби тільки з допустимими відхиленнями по товщині стінки, на зразок, різними значеннями, які мали для початкової заготівки. При цьому змінилось погіршення якості поверхні прокатаних труб; поверхня мала дефекти виду підрізування, закачування і закушування. Аналогічні висновки були одержані при прокатуванні труб відомим способом. Отож, запропонований спосіб в порівнянні з відомим (прототипом) збільшує в 2 - 3 рази точність по товщині стінки прокатаних труб при одночасному поліпшенні їх якості поверхні.
ДивитисяДодаткова інформація
Автори англійськоюBuriak Yurii Hryhorovych, Zhurba Oleksandr Savel'iovych, Pivnyk Yurii Viktorovych, Korol Mykola Mykolaiovych, Kalashnikov Yurii Leonidovych, Oreschenko Viktor Fedorovych, Smolianov Heorhii Mykolaiovych, Hryhorchenko Viktor Ivanovych, Korol Radomir Mykolaiovych
Автори російськоюБуряк Юрий Григорьевич, Журба Александр Савельевич, Пивнык Юрий Викторович, Король Николай Николаевич, Калашников Юрий Леонидович, Орещенко Виктор Федорович, Смолянов Георгий Николаевич, Григорченко Виктор Иванович, Король Радомир Николаевич
МПК / Мітки
МПК: B21C 37/00
Мітки: труб, холодного, спосіб, періодичного, прокатування
Код посилання
<a href="https://ua.patents.su/2-24675-sposib-kholodnogo-periodichnogo-prokatuvannya-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб холодного періодичного прокатування труб</a>
Спосіб холодного прокатування стрічок у рулонах на реверсивному стані
Номер патенту: 14129
Опубліковано: 25.04.1997
Автор: Ніколаєв Віктор Олександрович
МПК: B21B 1/30
Мітки: спосіб, рулонах, стрічок, прокатування, реверсивному, стані, холодного
Формула / Реферат:
Способ холодной прокатки полос в рулонах на реверсивном стане, включающий прокатку полос без обжатия переднего и заднего концов, закрепленных на моталке, и смотку в рулон, отличающийся тем, что, с целью экономии металла и повышения производительности путем одновременной уборки готового рулона и сварки, необжатый конец предыдущего рулона отрезают, приваривают к последующему рулону и затем осуществляют прокатку.
Спосіб зміцнення зварного шва металевих труб

Номер патенту: 17784
Опубліковано: 20.05.1997
Автори: Пістун Ігор Павлович, Березовецький Андрій Петрович, Тесленко Анатолій Григорович, Хом'як Йосип Васильович
МПК: B21D 26/08
Мітки: металевих, зварного, спосіб, труб, зміцнення, шва
Формула / Реферат:
1. Спосіб зміцнення зварного шва металічних труб енергією ударної хвилі, яка створюється при вибуху заряду, розташованого на оброблювальній поверхні, який відрізняється тим, що, з метою зняття розтягуючих І створення стискаючих напружень в навколишній зоні, між зарядом вибухової речовини І зварним швом розміщують проміжний шар інертного матеріалу з акустичною жорсткістю меншою, ніж у металу труби.2. Спосіб по п. 1, який відрізняється...
Спосіб роздачі труб
Номер патенту: 2955
Опубліковано: 26.12.1994
Автори: Тир Сергій Валентинович, Тир Валентин Рудольфович
МПК: B21D 41/00
Формула / Реферат:
Способ раздачи труб дорном с одновременной подачей во внутреннюю полость трубы жидкого или газообразного рабочего тела под давлением, отличающийся тем, что, с целью улучшения качества внутренней поверхности труб и увеличения деформации металла труб за один проход дорна, рабочее тело подают в полость, расположенную перед дорном по ходу его перемещения.
Спосіб прокатування смуг
Номер патенту: 16818
Опубліковано: 29.08.1997
Автор: Ніколаєв Віктор Олександрович
МПК: B21B 1/22
Мітки: смуг, спосіб, прокатування
Формула / Реферат:
Способ прокатки полос, включающий деформацию металла в трех очагах деформации шестивалковой клети с натяжением концов полосы и регулированием скоростей валков, отличающийся тем, что, с целью снижения энергосиловых параметров прокатки за счет рационального распределения обжатий между очагами деформации, полосу прокатывают в первом очаге деформации с обжатием , во втором...
Спосіб з’єднання труб з термопластів
Номер патенту: 2652
Опубліковано: 26.12.1994
Автори: Самородницький Давид Єйхинович, Ротенфельд Веніамін Соломонович, Малінін Альберт Леонідович
МПК: B29C 65/18
Мітки: труб, спосіб, термопластів, з'єднання
Формула / Реферат:
Способ соединения труб из термопластов, при котором соединяемый конец одной из труб нагревают, формуют на нем раструб путем растяжения в радиальном направлении и приводят соединяемые концы труб в контакт, отличающийся тем, что формование раструба на конце одной из труб производят одновременно с нагревом, а приведение соединяемых труб в контакт осуществляют путем навинчивания сформованного конца одной трубы на соединяемый конец второй...
Попередній патент: Перетворювач двійково-к-значного коду у двійковий код
Наступний патент: Пристрій для введення до порожнистого органу спеціальних інструментів і лікарських засобів
Випадковий патент: Паперовий носій інформації для друкувальних апаратів