Пристрій для лиття виливків напівспокійної і киплячої сталі
Номер патенту: 39655
Опубліковано: 15.09.2003
Автори: Резун Віктор Єгорович, Пищіда Валерій Іванович, Малий Юрій Георгійович, Юнаков Олександр Михайлович, Бембінек Юрій Євгенійович, Кукуй Давид Пенхусович, Тартачний Віктор Сергійович, Кравець Сергій Миколайович
Формула / Реферат
Пристрій для лиття виливків напівспокійної й киплячої сталі, що містить виливницю, який відрізняється тим, що на звужену донизу виливницю встановлена надставка, яка має металевий корпус із товщиною стінок, що дорівнює 0,5-1,0 товщини стінок виливниці, і робочий простір, який звужується догори і повторює у своєму нижньому перерізі внутрішній переріз верхньої частини виливниці, при цьому надставка має ухил стінок по гранях 1-5 % і по кутах 15-25 %, причому радіус заокруглення кутів збільшується по висоті надставки від такого, що дорівнює радіусу заокруглення кутів виливниці, до такого, що не перевищує половини розміру робочого простору у верхній частині надставки.
Текст
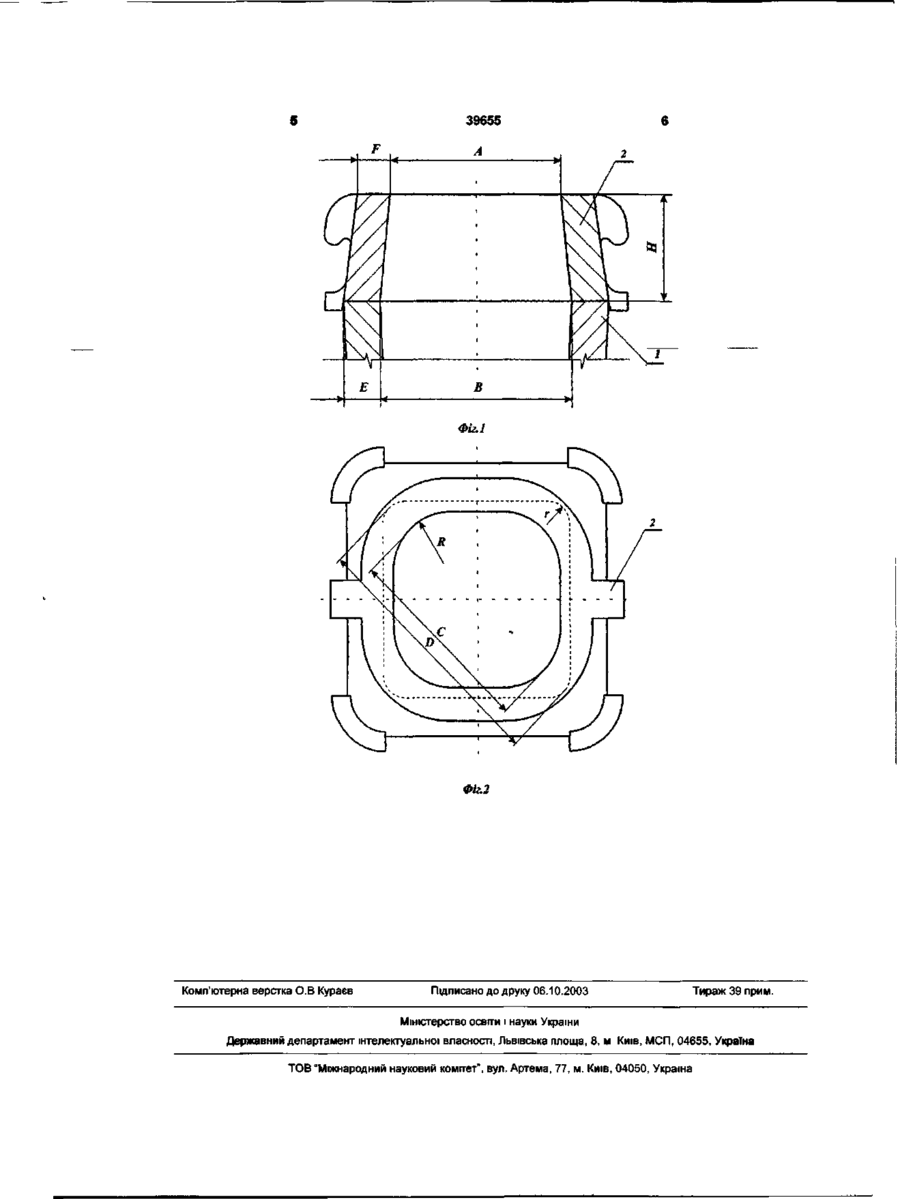
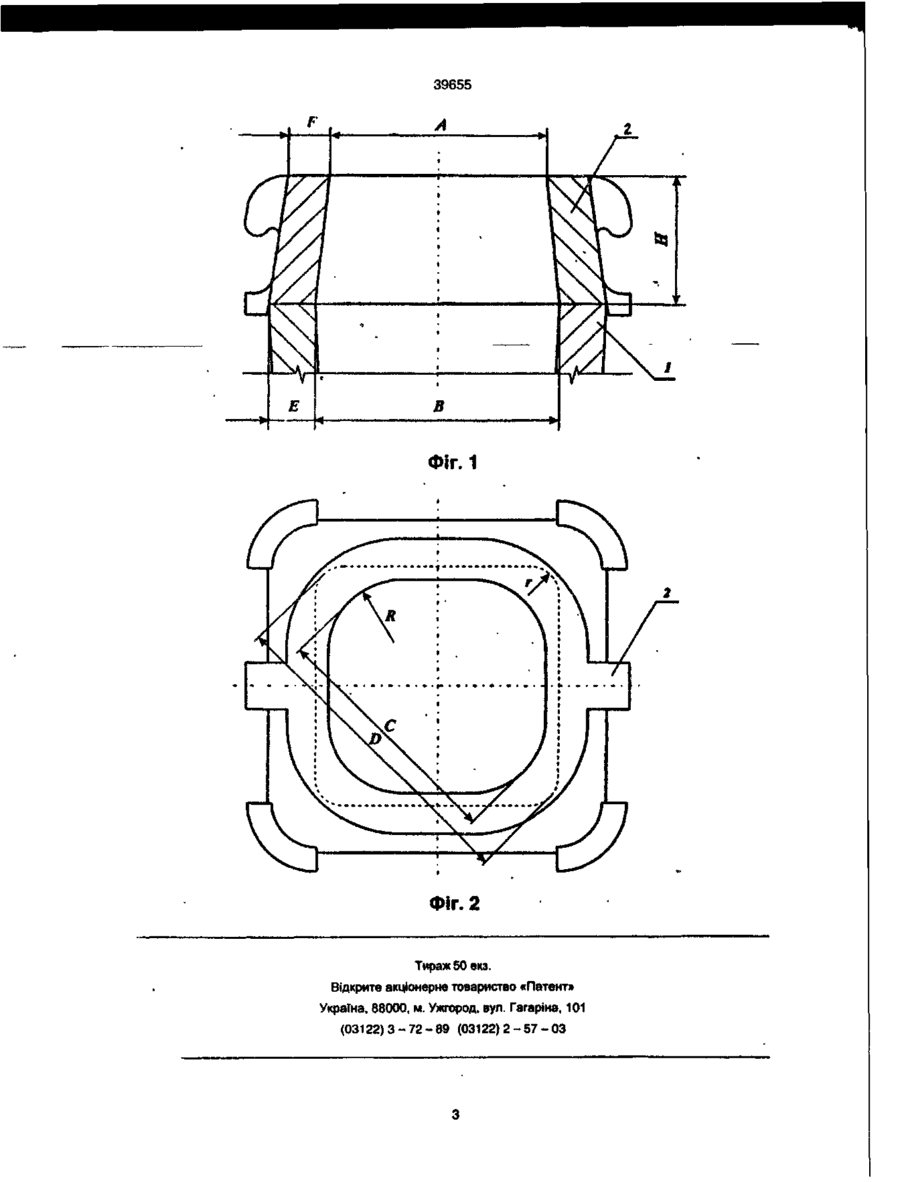
Пристрій для лиття виливків напівспокійної й киплячої сталі, що містить виливницю, який відрізняється тим, що на звужену донизу виливницю встановлена надставка, яка має металевий корпус із товщиною стінок, рівною 0,5-1,0 товщини стінок виливниці, і робочий простір, який звужується догори і повторює у своєму нижньому перерізі внутрішній переріз верхньої частини виливниці, при цьому надставка має ухил стінок по гранях -1-5 % і по кутах 15-25 %, причому радіус заокруглення кутів збільшується по висоті надставки від рівного радіуса заокруглення кутів виливниці до не перевищуючого половину розміру робочого простору у верхній частині надставки. Винахід відноситься до галузі чорної металургії, зокрема до розливання напівспокійної й киплячої сталі у виливки, які прокатують на обтискних станах. Відомий пристрій, широко використовуваний для лиття виливків напівспокійної й киплячої сталК що представляє собою наскрізну розширену донизу виливницю. Його вадою є те, що відлитий виливок має плоскі торці. Це приводить у процесі прокатування до формування протяжних ділянок кінцевої накотини, які необхідно видаляти при технологічному обрізуванні (И.И.Борнацкий, В.Ф.Михневич, С.А.Яргин. Производство стали. Москва. "Металлургия", 1991, стр. 364), Як прототип обрано пристрій, який представляє собою наскрізну розширену донизу виливницю напівзатуленого типу. Звуження головної частини виливка, який отримано литтям у таку виливницю, сприяє зменшенню довжини кінцевої накотити в головній частині виливкового розкату й зниженню втрат металу при її обрізуванні. Однак величина обрізків з донної частини прокату залишається без змін. (Я.А.Шнееров. В.А.Вихлевчук. Полуспокойная сталь. Москва. «Металлургия», 1973, стор. 77). В основу винаходу поставлено задачу удосконалення пристрою для лиття виливків напівспокійної і киплячої сталі, шляхом використання зву женої донизу виливниці з установленою на неї металевою надставкою спеціальної форми, це дозволяє сформувати головну і донну частини виливка такої конфігурації, яка забезпечує зниження втрат металу при технологічному обрізуванні як головного, так і донного кінців блюмінгового розкату. Для рішення поставленої задачі пристрій для лиття виливків напівспокійної й киплячої сталі містить звужену донизу виливницю, на яку установлена надставка. Надставка має металевий корпус із товщиною стінок, рівною 0,5-1,0 товщини стінок виливниці, і робочий простір, що звужується догори і повторює у своєму нижньому перерізі внутрішній переріз верхньої частини вилианиці. При цьому ухил стінок надставки становить по гранях 1-5 % і по кутах 15-25 %, а радіус заокруглення кутів збільшується по висоті надставки від рівного радіусу заокруглення кутів виливниці до величини, що не перевищує половину розміру робочого простору у верхній частині надставки. На відміну від прототипу - розширеної донизу виливниці, заявляємий пристрій має звужену донизу виливницю. На таку виливницю встановлена надставка, яка має металевий корпус із товщиною стінок, рівною 0,5-1,0 товщини стінок виливниці, і звужений догори робочий простір. Робочий простір надставки повторює у своєму нижньому ю ю CD €0 О» 39655 перерізі внутрішній переріз верхньої частини виливниці. Надставка має ухил стінок по гранях 1»5 % і по кутах 15-25 %, причому радіус заокруглення кутів збільшується по висоті надставки від рівного радіусу заокруглення кутів виливниці до величини, то не перевищує половину розміру робочого простору у верхній частині надставки. На фіг. 1 зображено осьовий переріз верхньої частини пристрою для лиття виливків напівспокійної' й киплячий сталі, де на звужену донизу виливницю 1 установлена металева надставка 2. На фіг. 2 зображений вид пристрою зверху. На фігурах застосовані наступні позначення* Н - висота надставки, А - розмір робочого простору у верхній частині надставки, В - розмір робочого простору в нижній частині надставки і верхній частині виливниці, D - розмір робочого простору по діагоналі в нижній частині надставки і верхній частині виливниці, С - розмір робочого простору по діагоналі у верхній частині надставки, Є - товщина стінок виливниці вгорі, F - товщина стінок надставки, R - радіус заокруглення кутів у верхній частині надставки, t - радіус заокруглення кутів у нижній частин? надставки і верхній частині виливниці. Ухил стінок надставки по гранях становить 1-5%, а по кутах 15-25% Це обумовлюється тим, що при ухилі граней менше 1% і по кутах менше 15% утруднюється зняття надставки при стриперуванні виливків » не забезпечується помітне зниження довжини кінцевої накотини при прокатуванні виливків При ухилі по гранях більше 5% і по кутах більше 25% погіршуються умови підйому напівспокійної сталі э надставці при сифонному розливанні без підгортання кірки, що призводить до ураження поверхні прокату у головній частині виливка грубими дефектами типу рванин і плівок. Металева надставка сприяє більш швидкому застиганню виливка в його головній частині. Це дозволяв здійснювати посад у нагрівальні пристрої виливків із більш високою температурою без побоювання зминання або відривання їхньої' голови при стриперуванні При товщині стінок корпуса надставки F менше 0,5 товщини стійок виливниці Е погіршуються умови охолодження головної частини виливка, знижується стійкість надставки. Товщина СТІКОК надставки, що перевищує товщину стінок виливниці збільшує вагу надставки, не виявляючись помітно на процес охолоджування. Виливниця виконана звуженою донизу, а робочий простір надставки звужується догори. Це забезпечує формування звужених головної і донною частин виливка, що сприяє зниженню обрізання кінців при прокатуванні на обтискному стані. Формування головної частини виливка з радіусом заокруглень по кутах, що збільшується по висоті від рівного радіусу заокруглення кутів виливниці г до радіуса R, який не перевищує 0,50 розміру робочого простору у верхній частині надставки, знижує інтенсивність течії' металу по кутах розкату при прокатуванні та довжину ділянки кінцевої накотини, що забезпечує зменшення обрізків металу з головно? частини. Рівність нижнього внутрішнього перерізу робочою простору надставки $ внутрішнього перерізу верхньої частини виливниці дозволяє мінімізувати вплив стику на границі вмлианиця-надставка можливе утворення дефектів поверхні прокату. Пропонований пристрій для пиття виливків напівспокійної й киплячої сталі було виготовлено і випробуване на ВАТ «ДМЗ імені Петровського» при сифонному розливанні напівспокійної сталі в глуходонні виливниці на виливки масою 7,7-7,8 т. Поведінка металу при розливанні у пропонований пристрій не відрізнялася від його поведінки при розливанні у звичайні розширені дочизу зиливниці. Швидке застигання головної' частини виливка, у зв'язку з інтенсивним відводом тепла через металеву надставку, дало можливість скоротити час від кінця розливання до початку стриперування в середньому до 50 хв. Це дозволило здійснити посад виливків у нагрівальні колодязі з більш високою температурою (1600Х). Додання головній частині виливка, за рахунок надставки, звуження з радіусом заокруглення по кутах, що збільиіується до торця, сприяло зменшенню довжини кінцевої накотити і забезпечило зниження втрат металу з обрізками головної частини на 0,5%, у порівнянні з величиною обрізання головної частини при прокатуванні виливків, відлитих у наскрізні виливниці. Конфігурація донної" частини виливка, одержаного в глуходонній виливниці, дозволила скоротити обрізки металу з донної частини на 3% у порівнянні з прототипом. Зрівнювання розмірів надставки внизу з розмірами виливниці угорі виключило помітний вплив слідів стику на границі виливниця-надставка на появу й розмір дефекту типу прокатної плівки. З використанням запропонованого пристрою було відлито більш 30000 т напівспокійної" сталі. Сполучення металева надставка - глуходонна виливниця дало можливість підвищити вихід придатного металу за рахунок зниження технологічних обрізків більш ніж на ЗО кгАг без погіршення якості металу. 39655 A В ФІГ. 1 Фіг. 2 Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 88000, м. Ужгород, вул. Гагаріна, 101 (03122) 3 - 7 2 - 8 9 (03122) 2 - 5 7 - 0 3
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for casting ingots of semikilled and unkilled steel
Автори англійськоюBembinek Yurii Yevheniiovych, Kukui Davyd Penkhusovych, Kukui Davyd Penhusovych, Kukuj Davyd Penkhusovych, Yunakov Oleksandr Mykhailovych, Rezun Viktor Yehorovych, Malyi Yurii Heorhiiovych, Pyschyda Valerii Ivanovych, Tartachnyi Viktor Serhiiovych, Kravets Serhii Mykolaiovych
Назва патенту російськоюУстройство для литья отливок полуспокойной и кипящей стали
Автори російськоюБембинек Юрий Евгеньевич, Кукуй Давид Пенхусович, Юнаков Александр Михайлович, Резун Виктор Егорович, Малый Юрий Георгиевич, Пищида Валерий Иванович, Тартачный Виктор Сергеевич, Кравец Сергей Николаевич
МПК / Мітки
МПК: B22D 7/06
Мітки: напівспокійної, пристрій, виливків, сталі, лиття, киплячої
Код посилання
<a href="https://ua.patents.su/8-39655-pristrijj-dlya-littya-vilivkiv-napivspokijjno-i-kiplyacho-stali.html" target="_blank" rel="follow" title="База патентів України">Пристрій для лиття виливків напівспокійної і киплячої сталі</a>
Виливок із напівспокійної й киплячої сталі
Номер патенту: 54220
Опубліковано: 17.02.2003
Автор: Дубина Олег Вікторович
МПК: B22D 7/06
Мітки: сталі, виливок, киплячої, напівспокійної
Формула / Реферат:
Виливок із напівспокійної й киплячої сталі, що має звужену донизу нижню частину і звужену догори головну частину з нахилом граней і ділянок заокруглення по ребрах, який відрізняється тим, що площа перерізу верху нижньої частини виливка в 1,005 - 1,1 рази перевищує площу перерізу низу головної частини виливка.
Виливок напівспокійної і киплячої сталі
Номер патенту: 39343
Опубліковано: 15.09.2003
Автори: Юнаков Олександр Михайлович, Шибко Олександр Васильович, Бембінек Юрій Євгенійович, Тартачний Віктор Сергійович, Євстаф'єв Євген Іванович, Малий Юрій Георгійович, Кукуй Давид Пенхусович, Пищіда Валерій Іванович, Дишлевич Ігор Йосипович
МПК: B22D 7/06
Мітки: напівспокійної, виливок, сталі, киплячої
Формула / Реферат:
Виливок напівспокійної і киплячої сталі, який складається із спряжених по гранях та ребрах нижньої частини і звуженої догори головної частини, який відрізняється тим, що нижня частина звужена донизу і має похил граней не менше 1,5% від висоти нижньої частини, верхня частина виливка має похил граней 1,0 ¸ 5,0% від висоти верхньої частини, а похил ділянок закруглень по ребрах 10 ¸ 20% від висоти верхньої частини.
Пристрій для лиття виливків із напівспокійних і киплячих сталей
Номер патенту: 59234
Опубліковано: 15.08.2003
Автори: ТРОЩІЙ Сергій Володимирович, Дубина Олег Вікторович, Сміяненко Ігор Миколайович, Сокуренко Анатолій Валентинович
МПК: B22D 7/06
Мітки: лиття, виливків, напівспокійних, пристрій, сталей, киплячих
Формула / Реферат:
Пристрій для лиття виливків із напівспокійних і киплячих сталей, що містить виливницю, звужену донизу, і металеву надставку, робочий простір якої звужено догори, який відрізняється тим, що бічний профіль перерізу робочого простору надставки утворено ламаною лінією, нахиленою до вертикальної осі пристрою, яка складається з двох відрізків, нахил нижнього з яких у 5-10 разів перевищує нахил верхнього, а висота нижньої частини з більшим нахилом...
Виливок напівспокійної й киплячої сталі для прокатування у валках реверсивного обтискного стана
Номер патенту: 54848
Опубліковано: 17.03.2003
Автори: Омесь Микола Михайлович, Теряєв Олександр Митрофанович, Шеремет Володимир Олександрович, Кекух Анатолій Володимирович, Сокуренко Анатолій Валентинович, Корінь Андрій Олександрович
МПК: B22D 7/06
Мітки: виливок, напівспокійної, киплячої, обтискного, реверсивного, валках, прокатування, сталі, стана
Формула / Реферат:
Виливок напівспокійної й киплячої сталі для прокатування у валках реверсивного обтискного стана, що містить основну частину, звужену до низу, і головну частину, звужену до верху, який відрізняється тим, що основна і головна частини виливка сполучені по гранях і ребрах по дузі окружності, зверненою опуклістю до серцевини виливка, висота ділянки сполучення становить від...
Пристрій для розливання киплячих і напівспокійних сталей на виливки
Номер патенту: 54222
Опубліковано: 17.02.2003
Автори: Несвіт Володимир Васильович, Дубина Олег Вікторович
МПК: B22D 7/06
Мітки: розливання, пристрій, напівспокійних, виливки, сталей, киплячих
Формула / Реферат:
Пристрій для розливання киплячих і напівспокійних сталей на виливки, що містить звужену донизу виливницю і металеву надставку, робочий простір якої звужено догори, який відрізняється тим, що товщина стінки надставки виконана змінною по висоті і в площині горизонтального перерізу верху надставки в 1,05-2,2 рази перевищує товщину стінки в площині горизонтального перерізу низу надставки.
Попередній патент: Спосіб переробки сивушного масла
Наступний патент: Пристрій для знешкодження стічних вод
Випадковий патент: Пристрій для вимірювання витрати бензину автомобілів в умовах експлуатації