Плоский притир для чорнового доведення поверхонь
Формула / Реферат
Плоский притир для чорнового доведення поверхонь, що містить основу з абразивними вставками, який відрізняється тим, що кожна з абразивних вставок виконана у вигляді округленого плоского сегменту форма якого визначається за формулою:
де і = 1...n - кількість умовних елементарних кілець притиру, на які розбита його поверхня; Ri - середній радіус i-того умовного елементарного кільця притиру, мм; ji - кут плоского сегменту абразивної вставки, що відповідає і-тому умовному елементарному кільцю притиру, рад.; k - кількість абразивних вставок у вигляді округленого плоского сегменту на поверхні притиру, шт.; L(Rl) - довжина шляху абразивного зерна зв'язаного з першим умовним елементарним кільцем притиру, за один цикл обробки по поверхні заготовки, мм; L(Ri) - довжина шляху абразивного зерна, зв'язаного з i-тим умовним елементарним кільцем притиру, за один цикл обробки по поверхні заготовки, мм.
Текст
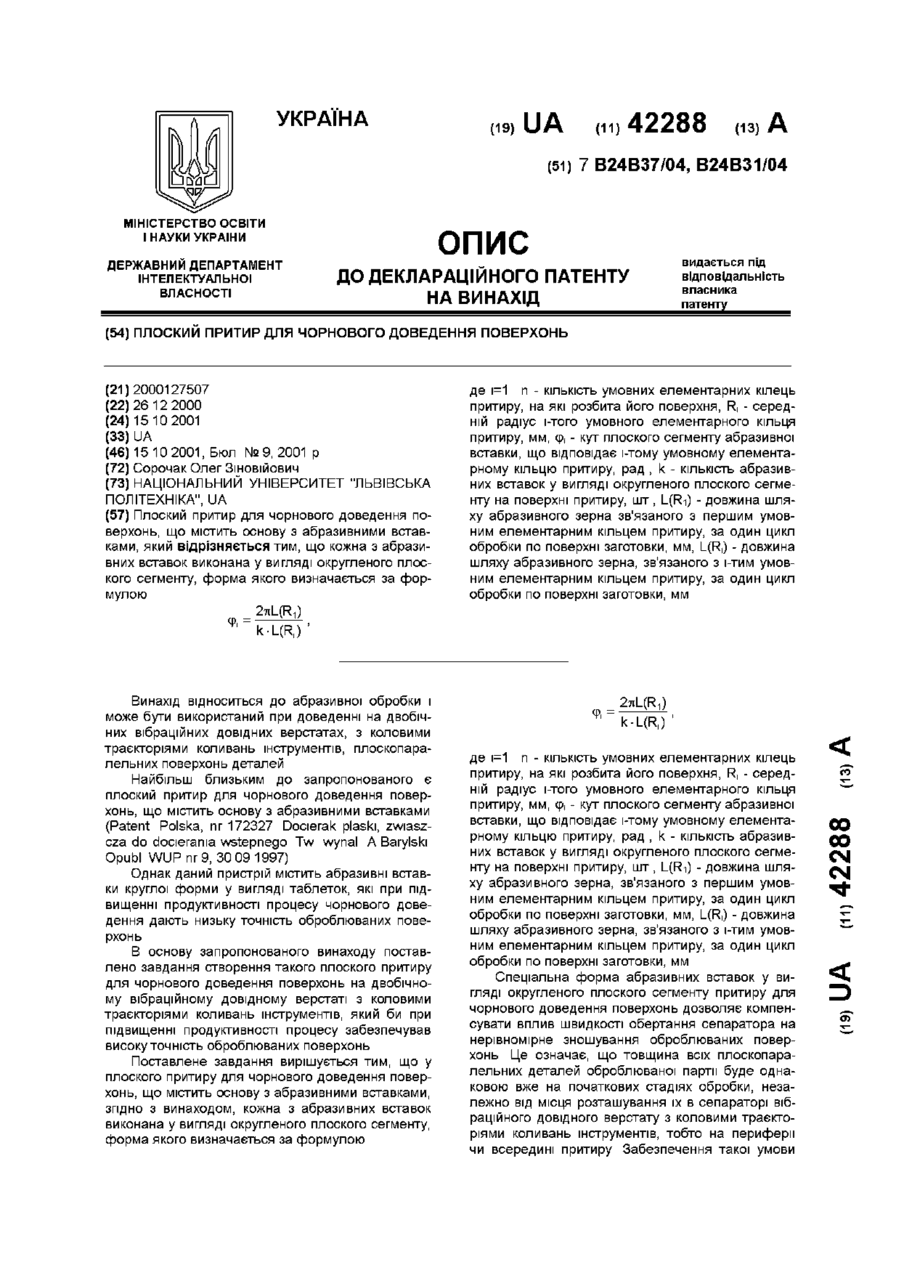
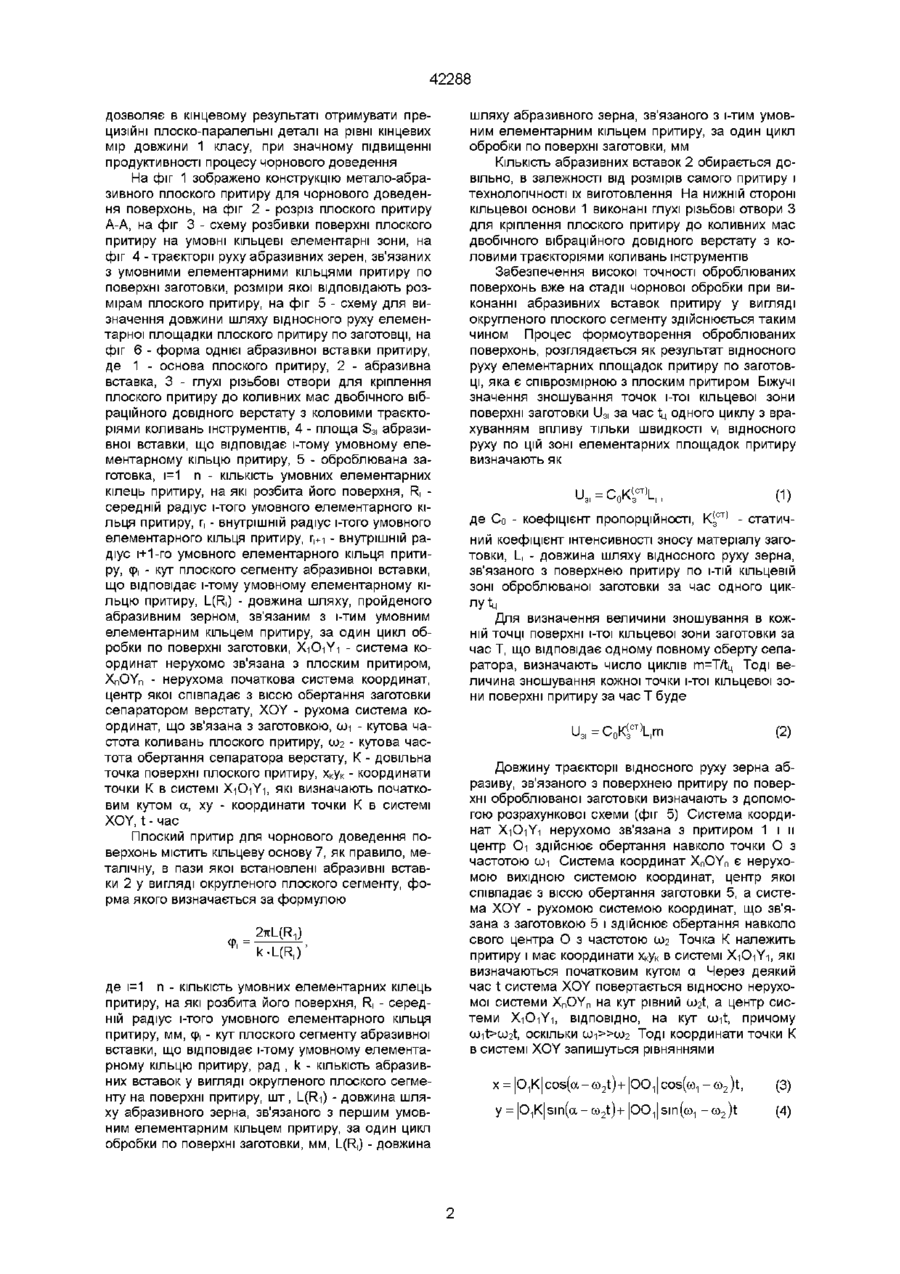
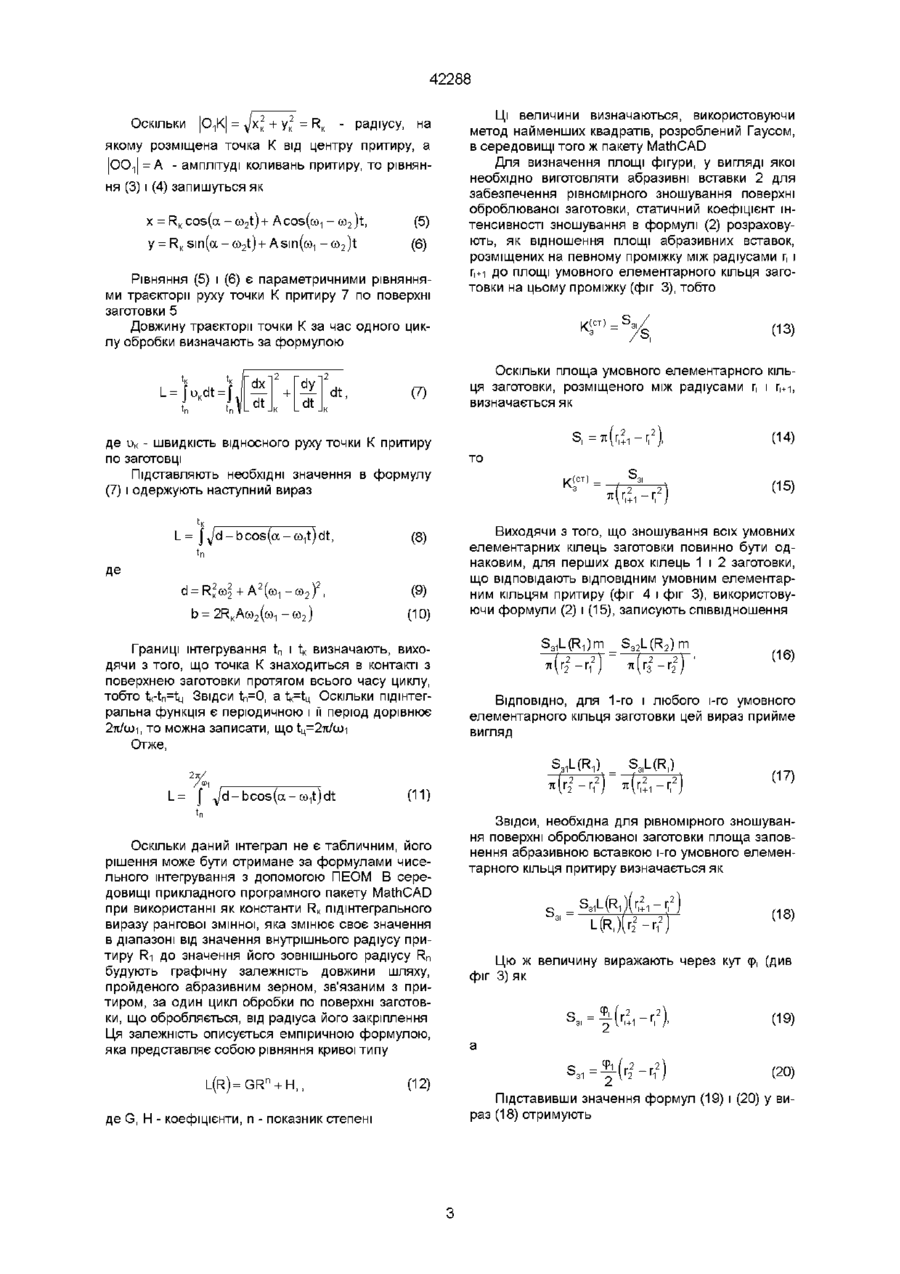
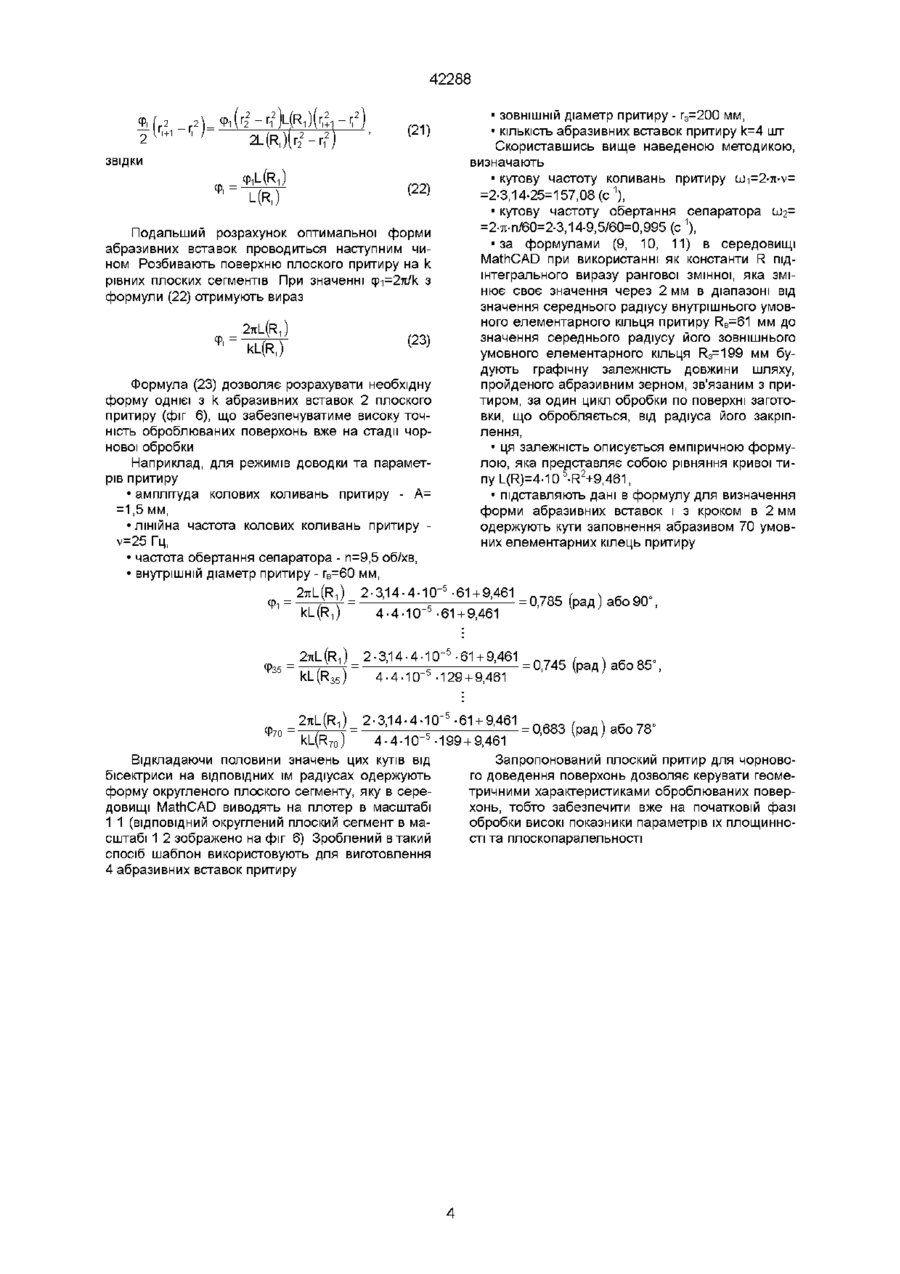
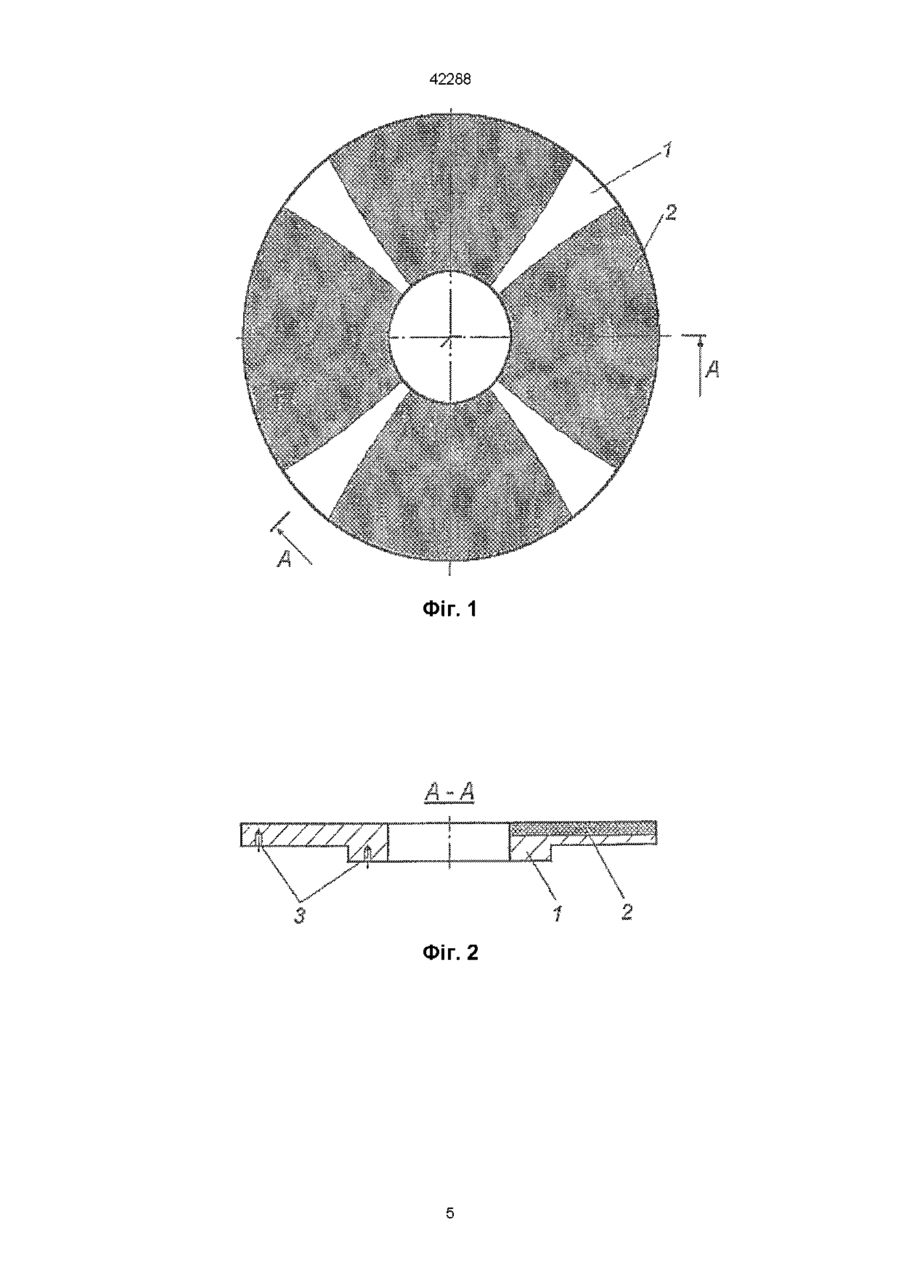
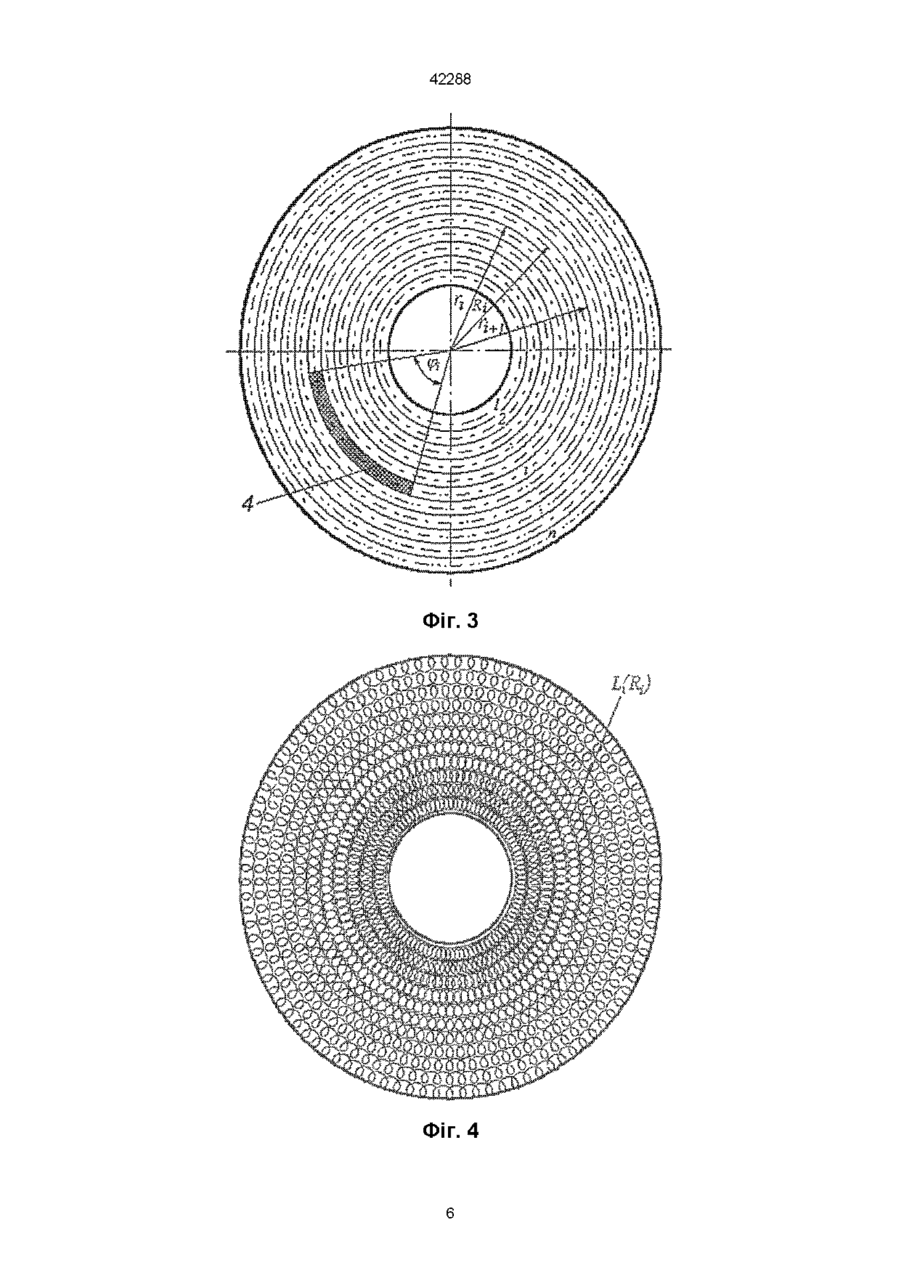
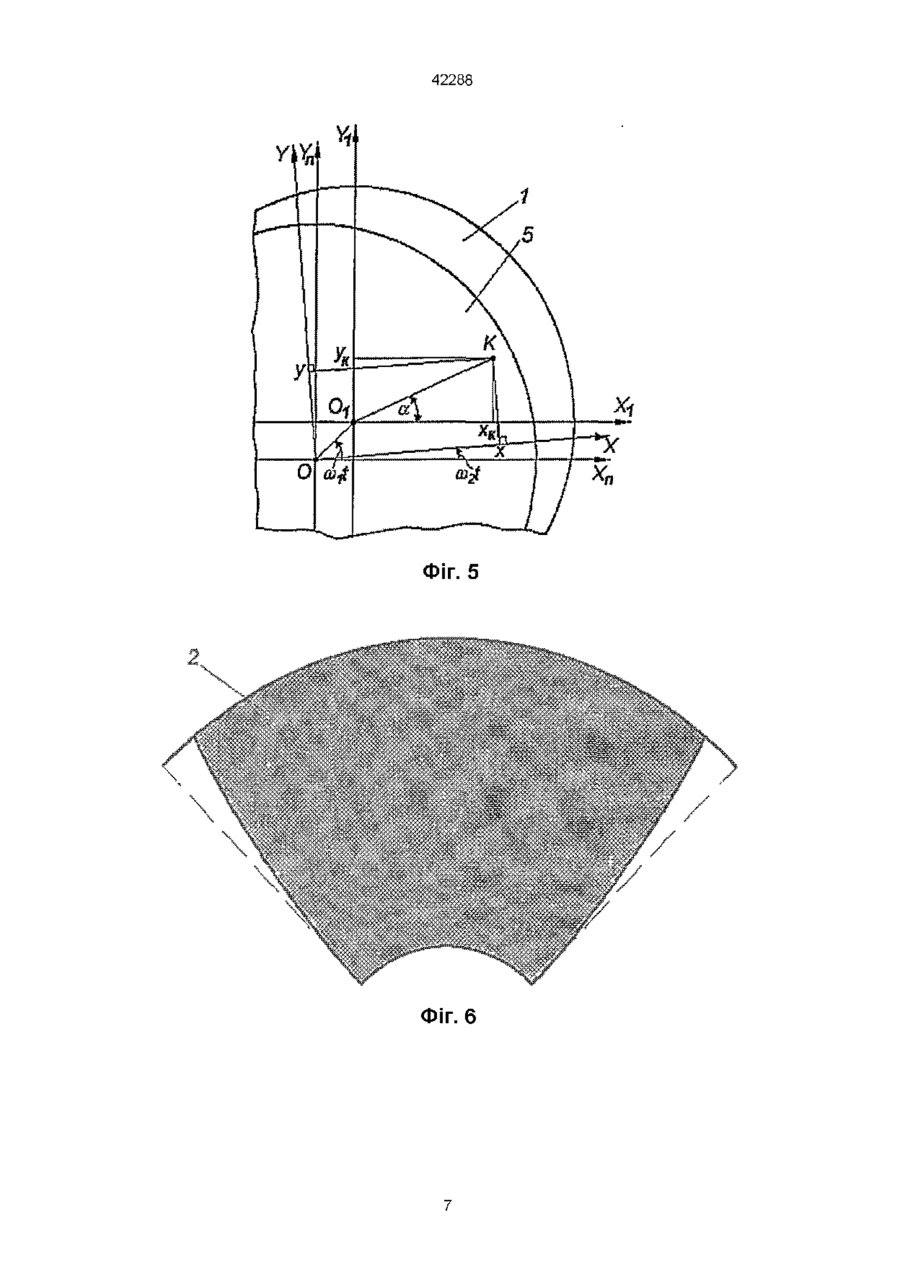
Плоский притир для чорнового доведення поверхонь, що містить основу з абразивними вставками, який відрізняється тим, що кожна з абразивних вставок виконана у вигляді округленого плоского сегменту, форма якого визначається за формулою Ф, = де і=1 п - КІЛЬКІСТЬ умовних елементарних кілець притиру, на які розбита його поверхня, R, - середній радіус і-того умовного елементарного кільця притиру, мм, ф, - кут плоского сегменту абразивної вставки, що відповідає і-тому умовному елементарному кільцю притиру, рад , k - КІЛЬКІСТЬ абразивних вставок у вигляді округленого плоского сегменту на поверхні притиру, шт, L(Ri) - довжина шляху абразивного зерна зв'язаного з першим умовним елементарним кільцем притиру, за один цикл обробки по поверхні заготовки, MM, L(R,) - довжина шляху абразивного зерна, зв'язаного з і-тим умовним елементарним кільцем притиру, за один цикл обробки по поверхні заготовки, мм k-L(R,) Винахід відноситься до абразивної обробки і може бути використаний при доведенні на двобічних вібраційних довідних верстатах, з коловими траєкторіями коливань інструментів, плоскопаралельних поверхонь деталей Найбільш близьким до запропонованого є плоский притир для чорнового доведення поверхонь, що містить основу з абразивними вставками (Patent Polska, nr 172327 Docierak plaski, zwiaszcza do docierama wstepnego Tw wynal A Barylski Opubl WUPnr9, 30 09 1997) Однак даний пристрій містить абразивні вставки круглої форми у вигляді таблеток, які при підвищенні продуктивності процесу чорнового доведення дають низьку точність оброблюваних поверхонь В основу запропонованого винаходу поставлено завдання створення такого плоского притиру для чорнового доведення поверхонь на двобічному вібраційному довідному верстаті з коловими траєкторіями коливань інструментів, який би при підвищенні продуктивності процесу забезпечував високу точність оброблюваних поверхонь Поставлене завдання вирішується тим, що у плоского притиру для чорнового доведення поверхонь, що містить основу з абразивними вставками, згідно з винаходом, кожна з абразивних вставок виконана у вигляді округленого плоского сегменту, форма якого визначається за формулою Ф, = 2TIL(R 1 ) k-L(R,) де 1=1 п - КІЛЬКІСТЬ умовних елементарних кілець притиру, на які розбита його поверхня, R, - середній радіус і-того умовного елементарного кільця притиру, мм, ф, - кут плоского сегменту абразивної вставки, що відповідає і-тому умовному елементарному кільцю притиру, рад , k - КІЛЬКІСТЬ абразивних вставок у вигляді округленого плоского сегменту на поверхні притиру, шт, L(Ri) - довжина шляху абразивного зерна, зв'язаного з першим умовним елементарним кільцем притиру, за один цикл обробки по поверхні заготовки, мм, L(R,) - довжина шляху абразивного зерна, зв'язаного з і-тим умовним елементарним кільцем притиру, за один цикл обробки по поверхні заготовки, мм Спеціальна форма абразивних вставок у вигляді округленого плоского сегменту притиру для чорнового доведення поверхонь дозволяє компенсувати вплив швидкості обертання сепаратора на нерівномірне зношування оброблюваних поверхонь Це означає, що товщина всіх плоскопаралельних деталей оброблюваної партії буде однаковою вже на початкових стадіях обробки, незалежно від місця розташування їх в сепараторі вібраційного довідного верстату з коловими траєкторіями коливань інструментів, тобто на периферії чи всередині притиру Забезпечення такої умови 00 00 42288 дозволяє в кінцевому результаті отримувати прецизійні плоско-паралельні деталі на рівні кінцевих мір довжини 1 класу, при значному підвищенні продуктивності процесу чорнового доведення На фіг 1 зображено конструкцію метало-абразивного плоского притиру для чорнового доведення поверхонь, на фіг 2 - розріз плоского притиру А-А, на фіг 3 - схему розбивки поверхні плоского притиру на умовні кільцеві елементарні зони, на фіг 4 - траєкторії руху абразивних зерен, зв'язаних з умовними елементарними кільцями притиру по поверхні заготовки, розміри якої відповідають розмірам плоского притиру, на фіг 5 - схему для визначення довжини шляху відносного руху елементарної площадки плоского притиру по заготовці, на фіг 6 - форма однієї абразивної вставки притиру, де 1 - основа плоского притиру, 2 - абразивна вставка, 3 - глухі різьбові отвори для кріплення плоского притиру до коливних мас двобічного вібраційного довідного верстату з коловими траєкторіями коливань інструментів, 4 - площа S3, абразивної вставки, що відповідає і-тому умовному елементарному кільцю притиру, 5 - оброблювана заготовка, і=1 п - КІЛЬКІСТЬ умовних елементарних кілець притиру, на які розбита його поверхня, R, середній радіус і-того умовного елементарного кільця притиру, г, - внутрішній радіус і-того умовного елементарного кільця притиру, г,+і - внутрішній радіус і+1-го умовного елементарного кільця притиру, ф, - кут плоского сегменту абразивної вставки, що відповідає і-тому умовному елементарному кільцю притиру, L(R|) - довжина шляху, пройденого абразивним зерном, зв'язаним з і-тим умовним елементарним кільцем притиру, за один цикл обробки по поверхні заготовки, X-iO-iYi - система координат нерухомо зв'язана з плоским притиром, XnOYn - нерухома початкова система координат, центр якої співпадає з віссю обертання заготовки сепаратором верстату, XOY - рухома система координат, що зв'язана з заготовкою, ші - кутова частота коливань плоского притиру, Ш2 - кутова частота обертання сепаратора верстату, К - довільна точка поверхні плоского притиру, хкук - координати точки К в системі X1O1Y1, які визначають початковим кутом а, ху - координати точки К в системі XOY, t - час Плоский притир для чорнового доведення поверхонь містить кільцеву основу 7, як правило, металічну, в пази якої встановлені абразивні вставки 2 у вигляді округленого плоского сегменту, форма якого визначається за формулою Ф, = 2TIL(R 1 ) k-L(R,) де і=1 п - КІЛЬКІСТЬ умовних елементарних кілець притиру, на які розбита його поверхня, R, - середній радіус і-того умовного елементарного кільця притиру, мм, ф, - кут плоского сегменту абразивної вставки, що відповідає і-тому умовному елементарному кільцю притиру, рад , k - КІЛЬКІСТЬ абразивних вставок у вигляді округленого плоского сегменту на поверхні притиру, шт, L(Ri) - довжина шляху абразивного зерна, зв'язаного з першим умовним елементарним кільцем притиру, за один цикл обробки по поверхні заготовки, MM, L(R,) - довжина шляху абразивного зерна, зв'язаного з і-тим умовним елементарним кільцем притиру, за один цикл обробки по поверхні заготовки, мм КІЛЬКІСТЬ абразивних вставок 2 обирається довільно, в залежності від розмірів самого притиру і технологічності їх виготовлення На нижній стороні кільцевої основи 1 виконані глухі різьбові отвори З для кріплення плоского притиру до коливних мас двобічного вібраційного довідного верстату з коловими траєкторіями коливань інструментів Забезпечення високої точності оброблюваних поверхонь вже на стадії чорнової обробки при виконанні абразивних вставок притиру у вигляді округленого плоского сегменту здійснюється таким чином Процес формоутворення оброблюваних поверхонь, розглядається як результат відносного руху елементарних площадок притиру по заготовці, яка є співрозмірною з плоским притиром Біжучі значення зношування точок і-тої кільцевої зони поверхні заготовки и 3 ! за час \ц одного циклу з врахуванням впливу тільки швидкості V, відносного руху по цій зоні елементарних площадок притиру визначають як I L = СпК!ст|І_, (1) СТ| де Со - коефіцієнт пропорційності, К3 - статичний коефіцієнт інтенсивності зносу матеріалу заготовки, І., - довжина шляху відносного руху зерна, зв'язаного з поверхнею притиру по І-ТІЙ кільцевій зоні оброблюваної заготовки за час одного циклу^ Для визначення величини зношування в кожній точці поверхні і-тої кільцевої зони заготовки за час Т, що відповідає одному повному оберту сепаратора, визначають число циклів m=T/tu Тоді величина зношування кожної точки і-тої кільцевої зони поверхні притиру за час Т буде lL=CnK C T | l_,m (2) Довжину траєкторії відносного руху зерна абразиву, зв'язаного з поверхнею притиру по поверхні оброблюваної заготовки визначають з допомогою розрахункової схеми (фіг 5) Система координат X1O1Y1 нерухомо зв'язана з притиром 1 і и центр Оі здійснює обертання навколо точки О з частотою ші Система координат XnOYn є нерухомою вихідною системою координат, центр якої співпадає з віссю обертання заготовки 5, а система XOY - рухомою системою координат, що зв'язана з заготовкою 5 і здійснює обертання навколо свого центра О з частотою Ш2 Точка К належить притиру і має координати хкук в системі X1O1Y1, які визначаються початковим кутом а Через деякий час t система XOY повертається відносно нерухомої системи XnOYn на кут рівний W2t, а центр системи X1O1Y1, ВІДПОВІДНО, на кут wit, причому wit>W2t, оскільки ші»Ш2 Тоді координати точки К в системі XOY запишуться рівняннями х= cos(a-co 2 t у = О.|К sin(a-co 2 t) -CO2)t, (3) (4) 42288 Оскільки С^К = ух 2 + у 2 = RK - радіусу, на якому розміщена точка К від центру притиру, а 0 0 1 = А - амплітуді коливань притиру, то рівняння (3) і (4) запишуться як х = R K cos(a -co 2 t) ! - co2)t, (5) у = RK s m ( a - co2t) -co 2 )t (6) Рівняння (5) і (6) є параметричними рівняннями траєкторії руху точки К притиру 7 по поверхні заготовки 5 Довжину траєкторії точки К за час одного циклу обробки визначають за формулою L=Ju K dt=J dt U) де и к - швидкість відносного руху точки К притиру по заготовці Підставляють необхідні значення в формулу (7) і одержують наступний вираз (8) = R2co2 + A 2 (co 1 -co 2 (9) b = 2RK Aa>2 (co1 - co2) (10) Границі інтегрування t n і tK визначають, виходячи з того, що точка К знаходиться в контакті з поверхнею заготовки протягом всього часу циклу, тобто t K -t n =t u Звідси t n =0, а t K =t u Оскільки підштегральна функція є періодичною і її період дорівнює 2ті/ші, то можна записати, що tu=27i/wi Отже, Ці величини визначаються, використовуючи метод найменших квадратів, розроблений Гаусом, в середовищі того ж пакету MathCAD Для визначення площі фігури, у вигляді якої необхідно виготовляти абразивні вставки 2 для забезпечення рівномірного зношування поверхні оброблюваної заготовки, статичний коефіцієнт інтенсивності зношування в формулі (2) розраховують, як відношення площі абразивних вставок, розміщених на певному проміжку між радіусами г, і Г|+і до площі умовного елементарного кільця заготовки на цьому проміжку (фіг 3), тобто ст| К = (13) Оскільки площа умовного елементарного кільця заготовки, розміщеного між радіусами г, і г,+і, визначається як (14) то к' с т | = (15) Виходячи з того, що зношування всіх умовних елементарних кілець заготовки повинно бути однаковим, для перших двох кілець 1 і 2 заготовки, що відповідають ВІДПОВІДНИМ умовним елементарним кільцям притиру (фіг 4 і фіг 3), використовуючи формули (2) і (15), записують співвідношення S 3 2 L(R 2 )m яг, -г. яг, -г, ВІДПОВІДНО, ДЛЯ 1-ГО І любого і-го умовного елементарного кільця заготовки цей вираз прийме вигляд S3IL(R,) L = J yjd- bcos(a - a^t) dt n де G, Н - коефіцієнти, п - показник степені (17) (11) Оскільки даний інтеграл не є табличним, його рішення може бути отримане за формулами чисельного інтегрування з допомогою ПЕОМ В середовищі прикладного програмного пакету MathCAD при використанні як константи RK підштегрального виразу рангової змінної, яка змінює своє значення в діапазоні від значення внутрішнього радіусу притиру Ri до значення його зовнішнього радіусу Rn будують графічну залежність довжини шляху, пройденого абразивним зерном, зв'язаним з притиром, за один цикл обробки по поверхні заготовки, що обробляється, від радіуса його закріплення Ця залежність описується емпіричною формулою, яка представляє собою рівняння кривої типу LR = G R + H, (16) (12) Звідси, необхідна для рівномірного зношування поверхні оброблюваної заготовки площа заповнення абразивною вставкою і-го умовного елементарного кільця притиру визначається як s,,= L(R, г|-г (18) Цю ж величину виражають через кут е , (див р фіг 3) як Sn, = Фі =%-(*-* (19) (20) Підставивши значення формул (19) і (20) у вираз (18) отримують 42288 (21) ЗВІДКИ ф, = (22) L(R, Подальший розрахунок оптимальної форми абразивних вставок проводиться наступним чином Розбивають поверхню плоского притиру на к рівних плоских сегментів При значенні фі=2ті/к з формули (22) отримують вираз Ф, = 27iL(R1, (23) kLfR,) Формула (23) дозволяє розрахувати необхідну форму однієї з к абразивних вставок 2 плоского притиру (фіг 6), що забезпечуватиме високу точність оброблюваних поверхонь вже на стадії чорнової обробки Наприклад, для режимів доводки та параметрів притиру • амплітуда колових коливань притиру - А= =1,5 мм, • лінійна частота колових коливань притиру v=25 Гц, • частота обертання сепаратора - п=9,5 об/хв, • внутрішній діаметр притиру - гв=60 мм, 2TIL(R1) Фі = , , /„ \ Ф35 = • ЗОВНІШНІЙ діаметр притиру - г3=200 мм, • КІЛЬКІСТЬ абразивних вставок притиру k=4 шт Скориставшись вище наведеною методикою, визначають • кутову частоту коливань притиру WI=2-TI-V= 1 =2-3,14-25=157,08 (с ), • кутову частоту обертання сепаратора Ш2= 1 =2-ті-п/60=2-3,14-9,5/60=0,995 (с ), • за формулами (9, 10, 11) в середовищі MathCAD при використанні як константи R підштегрального виразу рангової змінної, яка змінює своє значення через 2 мм в діапазоні від значення середнього радіусу внутрішнього умовного елементарного кільця притиру RB=61 мм до значення середнього радіусу його зовнішнього умовного елементарного кільця R3=199 мм будують графічну залежність довжини шляху, пройденого абразивним зерном, зв'язаним з притиром, за один цикл обробки по поверхні заготовки, що обробляється, від радіуса його закріплення, • ця залежність описується емпіричною формулою, яка представляє собою рівняння кривої типу L(R)=4-10 5-R2+9,461, • підставляють дані в формулу для визначення форми абразивних вставок і з кроком в 2 мм одержують кути заповнення абразивом 70 умовних елементарних кілець притиру •61 + 9,461 = 0,785 (рад) або 90°, 4-4-10" -61 + 9,461 2-3,14-4-10 ь 2 7 I L ( R 1 ) _ 2 - 3 , 1 4 - 4 - 1 0 " 5 - 6 1 + 9,461 4-4-10"ь -129 + 9,461 = 0,745 (рад) або 85°, _2TIL(R 1 )_ 2-3,14-4-Ю"5-61 + 9,461 = 0,683 (рад) або 78° = kLR, .-то; 4-4-10" s 199 + 9,461 Відкладаючи половини значень цих кутів від Запропонований плоский притир для чорновобісектриси на ВІДПОВІДНИХ їм радіусах одержують го доведення поверхонь дозволяє керувати геомеформу округленого плоского сегменту, яку в серетричними характеристиками оброблюваних поверхонь, тобто забезпечити вже на початковій фазі довищі MathCAD виводять на плотер в масштабі обробки високі показники параметрів їх площинно1 1 (ВІДПОВІДНИЙ округлений плоский сегмент в масті та плоско паралельності сштабі 1 2 зображено на фіг 6) Зроблений в такий спосіб шаблон використовують для виготовлення 4 абразивних вставок притиру Фто 42288 ФІГ. 1 Фіг. 2 42288 Фіг. З Фіг. 4 42288 Фіг. 5 Фіг. 6 42288 ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Киів-133, бульв Лесі Українки, 26 (044)295-81-42, 295-61-97 Підписано до друку Обсяг обл -вид арк 2002 р Формат 60x84 1/8 Тираж 50 прим Зам УкрІНТЕІ, 03680, Киів-39 МСП, вул Горького, 180 (044) 268-25-22
ДивитисяДодаткова інформація
Назва патенту англійськоюFlat lap for rough finishing of surfaces
Автори англійськоюSorochak Oleh Zinoviiovych
Назва патенту російськоюПлоский притир для черновой доводки поверхностей
Автори російськоюСорочак Олег Зиновьевич
МПК / Мітки
МПК: B24B 37/04, B24B 31/00
Мітки: поверхонь, плоский, притир, чорнового, доведення
Код посилання
<a href="https://ua.patents.su/8-42288-ploskijj-pritir-dlya-chornovogo-dovedennya-poverkhon.html" target="_blank" rel="follow" title="База патентів України">Плоский притир для чорнового доведення поверхонь</a>
Спосіб обробки зубчастих коліс та шліцьових поверхонь
Номер патенту: 32763
Опубліковано: 15.02.2001
Автори: Грицай Ігор Євгенович, Махоркін Євген Миколайович, Афтаназів Іван Семенович, Гуліда Едуард Миколайович
МПК: B23F 5/00
Мітки: обробки, шліцьових, поверхонь, коліс, зубчастих, спосіб
Формула / Реферат:
Спосіб обробки зубчастих коліс та шліцьових поверхонь, що здійснюють в умовах обкочування різальним інструментом з повздовжньою подачею вздовж осі заготовки, який відрізняється тим, що заготовку одночасно обробляють другим, ідентичним до першого, різальним інструментом, який розташовують діаметрально протилежно, при цьому режими різання встановлюють однаковими для обох інструментів.
Спосіб визначення сумарного припуску чорнового та чистового проходів
Номер патенту: 5507
Опубліковано: 28.12.1994
Автори: Потайчук Юрій Іванович, Полонський Леонід Григорович, Клименко Сергій Анатолійович, Рижов Едуард Вячеславович, Муковоз Юрій Олександрович, Мозжухін Володимир Кузьмич, Рудник Григорій Іванович, Матусевич Віталій Андрійович
МПК: B23B 1/00
Мітки: сумарного, припуску, чистового, спосіб, чорнового, визначення, проходів
Формула / Реферат:
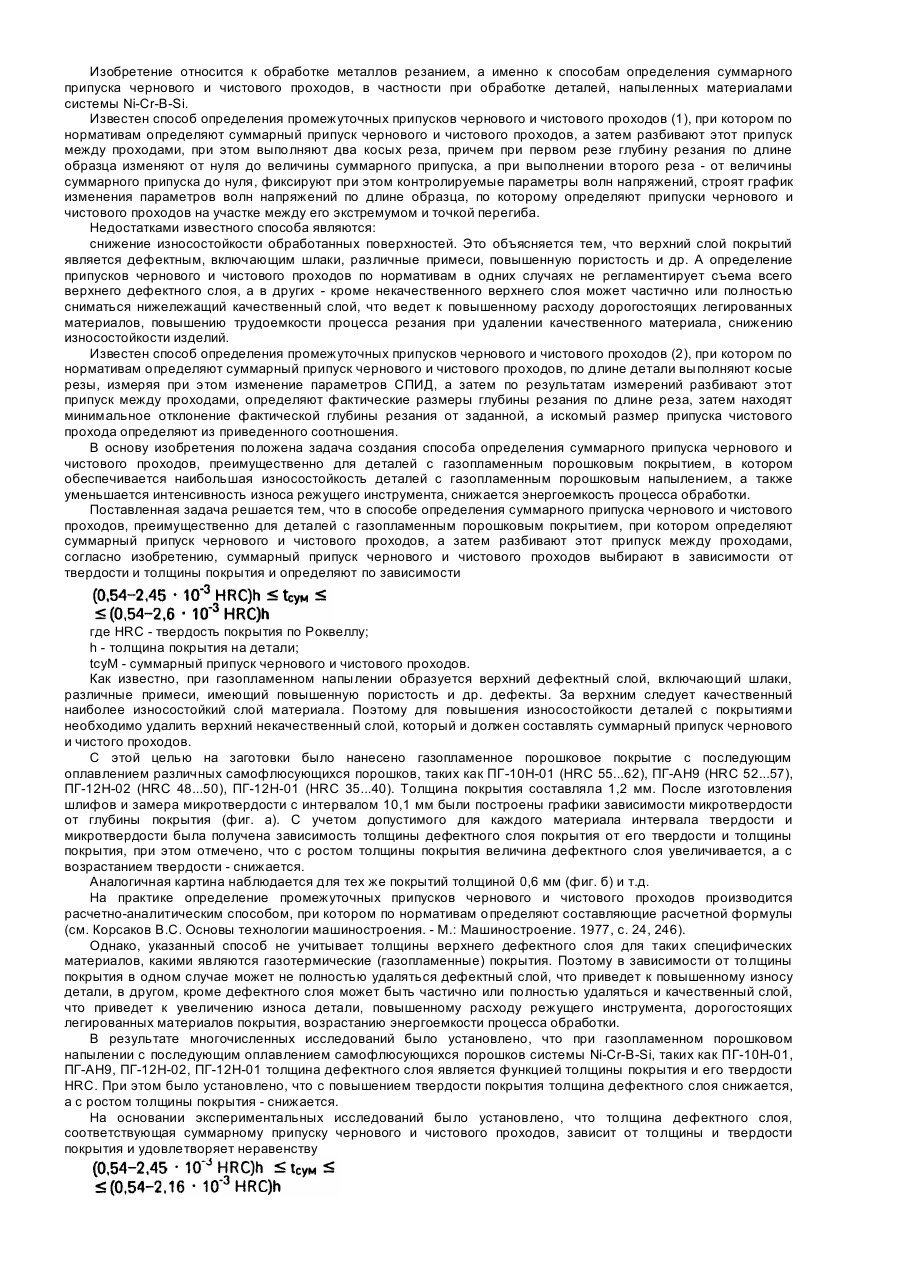
Способ определения суммарного припуска чернового и чистового проходов, преимущественно для деталей с газопламенным порошковым покрытием, при котором определяют суммарный припуск чернового и чистового проходов, а затем разбивают этот припуск между проходами, отличающийся тем, что суммарный припуск чернового и чистового проходов выбирают в зависимости от твердости и толщины покрытия и определяют по зависимости: где: НRСэ -...
Пристрій для обробки металевих поверхонь
Номер патенту: 25559
Опубліковано: 30.10.1998
Автори: Куличенко Анатолій Якович, Литвиняк Ярослав Мирославович
МПК: A46B 7/00
Мітки: пристрій, металевих, обробки, поверхонь
Формула / Реферат:
Пристрій для обробки металевих поверхонь, що містить корпус і закріплені навколо корпусу секції металевого ворсу, який відрізняється тим, що додатково містить два контактні кільця, які ізольовані між собою і від корпусу, та однофазний мостовий випрямляч, причому до одного з контактних кілець під'єднана частина секцій металевого ворсу, що чергуються з іншою частиною секцій металевого ворсу, які в свою чергу під'єднані до другого контактного...
Електромагнітний пристрій для очищення поверхонь
Номер патенту: 32239
Опубліковано: 15.12.2000
Автори: Овсянкін Анатолій Михайлович, Передрій Андрій Віталійович, Черняк Володимир Васильович
МПК: B24B 5/00
Мітки: пристрій, електромагнітний, поверхонь, очищення
Текст:
...чого магнітного поля 3, регулюючих ширину зони обробки створок 4, сопла 5, магнітоуловлювача 6, патрубка 7, бункера для збирання відпрацьованих магнітоабразивних частинок 8S шнекового транспортера 9 і електропривода 10. Пристрій працює таким чином: магнітоабразивний порошок з бункера для живлення 1 потрапляє на вхід прискорюючої секції 2, у якій він розгоняегься до необхідної швидкості біжучим магнітним полем, що створюється індукторами 3....
Пристрій для обробки зовнішніх сферичних поверхонь великого діаметру
Номер патенту: 874
Опубліковано: 16.07.2001
Автори: Распутько Олексій Степанович, Шевченко Микола Григорович, Пирогов Олександр Дмитрович, Галенко Василь Петрович, Рябець Микола Пантелеймонович
МПК: B23B 5/00
Мітки: обробки, великого, діаметру, сферичних, пристрій, зовнішніх, поверхонь
Формула / Реферат:
1. Пристрій для обробки зовнішніх сферичних поверхонь великого діаметру, що має станину з горизонтально розташованим столом, тримач різального інструменту з можливістю обертання, встановлений на стійці і механізм фіксації заготовки, який відрізняється тим, що механізм має самостійний привід і його встановлено на столі, а вісь обертання різального інструменту перпендикулярна осі обертання заготовки і вони розташовані в одній площині.2....
Попередній патент: Силова установка
Наступний патент: Растровий оптичний мікроскоп
Випадковий патент: Заготовка злитка алюмінію для наступного виготовлення розкислювача сталей