Спосіб калібрування робочого профілю бочки валка правильної машини
Номер патенту: 42438
Опубліковано: 10.07.2009
Автори: Фролов Ярослав Вікторович, Головченко Олексій Павлович, Дуплій Юлія Володимирівна, Терещенко Андрій Анатолійович, Дєхтярьов Володимир Сергійович

Формула / Реферат
Спосіб калібрування робочого профілю бочки валка правильної машини з симетричним відносно горловини робочим профілем, у якому бочку валка виконують по профілю з твірною гіперболоїда обертання, який відрізняється тим, що бочку по профілю з твірною гіперболоїда обертання виконують для умов безперервного контакту поверхні валка, розташованого під мінімальним, по технічній характеристиці машини, кутом відносно осі правки, під радіус калібру, зменшений на величину максимально допустимої поперечної пружно-пластичної деформації прокату мінімального розміру із сортаментного діапазону, що буде виправлятись в машині, при цьому радіус калібру (rm) розраховують в такий спосіб:
![]() ,
,
де:
![]() - радіус прокату мінімального розміру, мм; приймають, для прутків - рівним радіусу прутка, для труб - рівним зовнішньому радіусу труби;
- радіус прокату мінімального розміру, мм; приймають, для прутків - рівним радіусу прутка, для труб - рівним зовнішньому радіусу труби;
![]() - величина максимально допустимої поперечної пружно-пластичної деформації прокату мінімального розміру; для прутків приймають
- величина максимально допустимої поперечної пружно-пластичної деформації прокату мінімального розміру; для прутків приймають ![]() ; для труб -
; для труб -  ,
,
тут:
sm, Е - відповідно, межа плинності та модуль пружності металу, МПа;
![]() та
та ![]() - відповідно, зовнішній та внутрішній радіуси труби, мм.
- відповідно, зовнішній та внутрішній радіуси труби, мм.
Текст
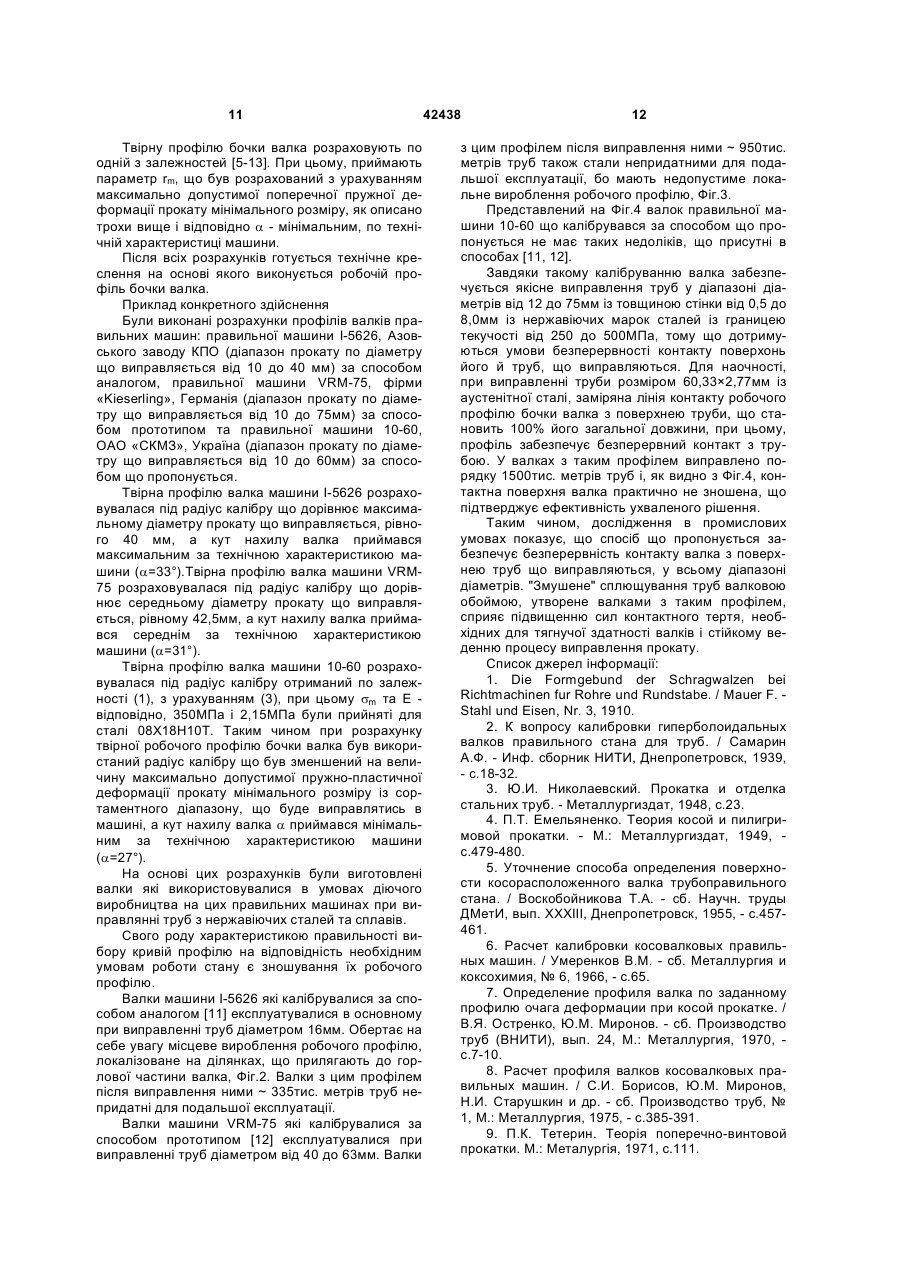
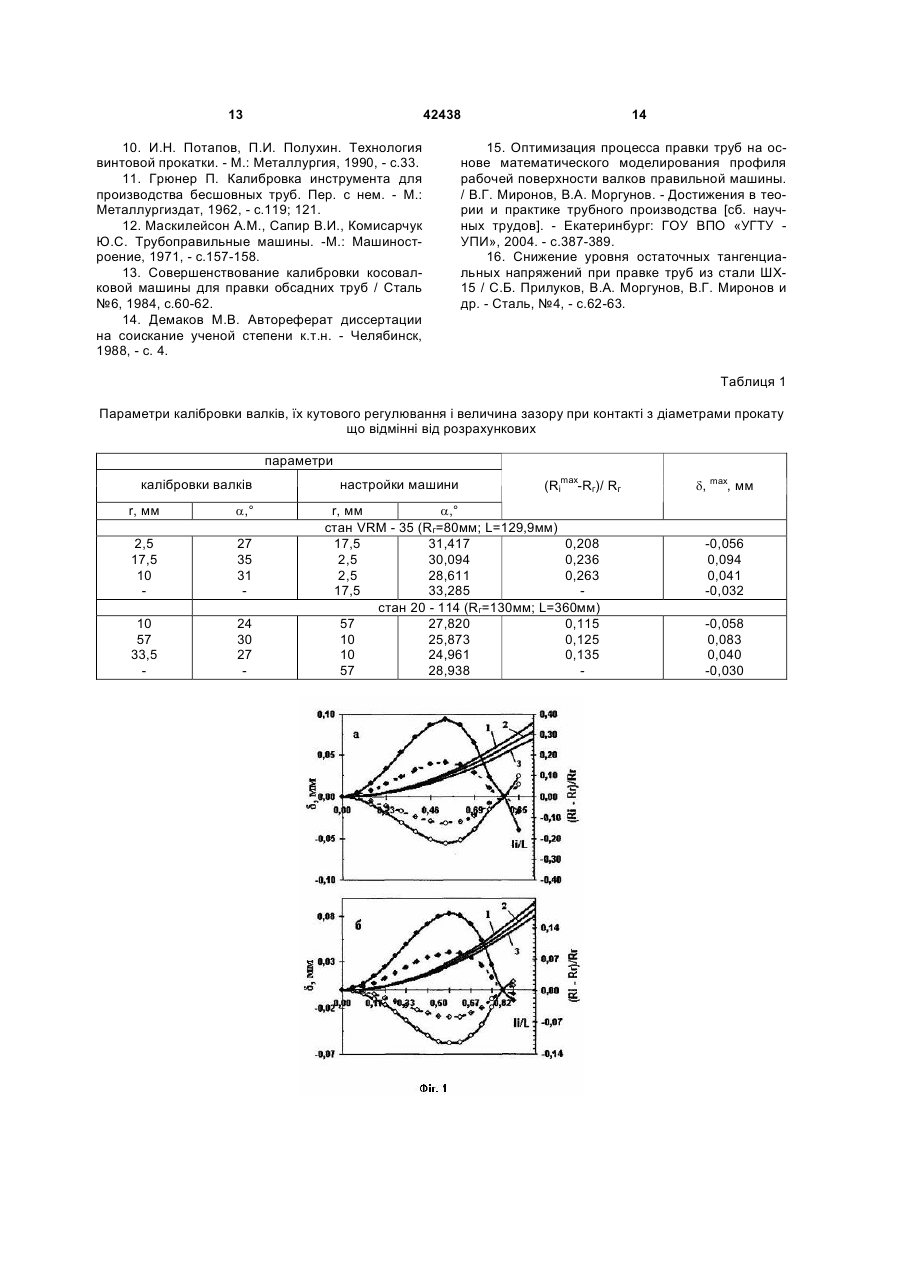
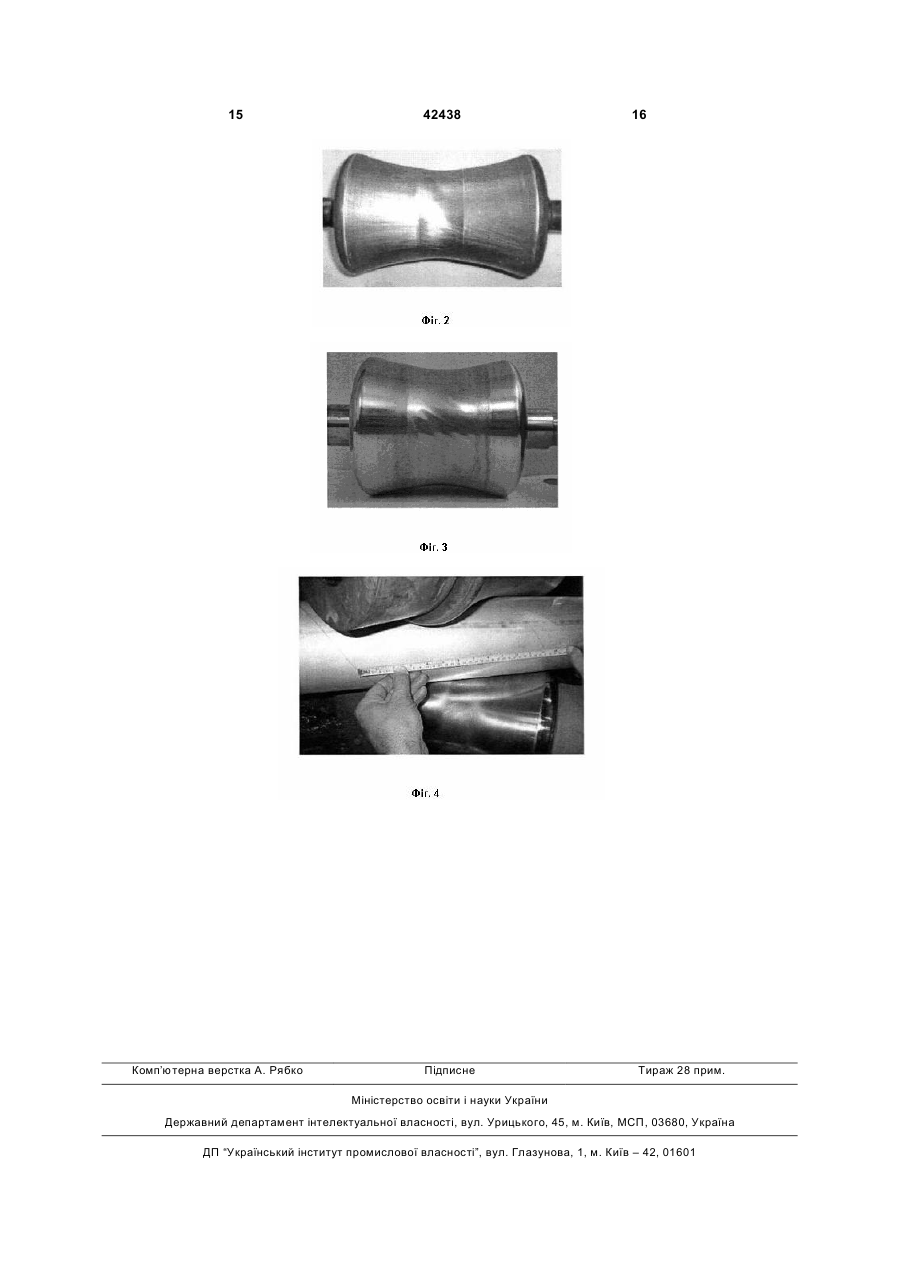
Спосіб калібрування робочого профілю бочки валка правильної машини з симетричним відносно горловини робочим профілем, у якому бочку валка виконують по профілю з твірною гіперболоїда обертання, який відрізняється тим, що бочку по профілю з твірною гіперболоїда обертання виконують для умов безперервного контакту поверхні валка, розташованого під мінімальним, по технічній характеристиці машини, кутом відносно осі правки, під радіус калібру, зменшений на величину максимально допустимої поперечної пружнопластичної деформації прокату мінімального розміру із сортаментного діапазону, що буде виправ 2 3 42438 Rі - перемінний радіус твірної гіперболоїда в контрольних, поперечних перерізах по довжині бочки валка; Rг - радіус горловини бочки валка; rm - радіус калібру утворений косо розташованою парою валків; Li - текуча координата основи прикладення Ri по осі валка від його горловини у напрямку його торців; a - кут нахилу валка до осі правки. При цьому, в способі [2], при розрахунку профілю Rі, rm - приймають рівним радіусу труби максимального діаметру і a - найбільшим за технічною характеристикою машини, в способі [3], rm приймають рівним радіусу труби мінімального діаметру і a найменшим за технічною характеристикою машини, а в способі [1], параметри rm і a, що використовуються при розрахунку профілю взагалі не визначаються. Способи [2 і 3] враховують визначення всіх параметрів для розрахунку профілю, але в основу цих способів, як і в основу способу [1], покладено те, що валок правильної машини по своїй формі приймається тілом обертання, твірна якого являється гіперболою, утвореною обертанням прямої лінії (лінія контакту робочого профілю валка з поверхнею прокату що виправляється), косо розташованої по відношенню до осі обертання. Однак в умовах правильної машини валок - гіперболоїд повинен контактувати не з прямою лінією, а з прокатом циліндричної форми, а з диференціальної геометрії відомо, що дві поверхні, із яких одна розгортається (циліндр), а друга не розгортається (гіперболоїд), контактувати по прямій лінії не можуть і тому валки з таким профілем не забезпечують задовільних умов якісної правки прокату. Відомий спосіб калібрування робочого профілю бочки валка [4], у якому бочку валка виконують по профілю з твірною гіперболоїда обертання, перемінний радіус твірної якої (Ri), визначають за наступним вираженням: æ ö Ri = ç (R г + rm )2 + L i sin2 a - rm ÷ è ø Тут позначення наведені такі ж самі як і в вираженнях [1-3]; при розрахунку профілю, rm приймають рівним радіусу труби максимального діаметру і a найбільшим за технічною характеристикою машини. В основу способу [4] покладено точне рішення по визначенню просторової кривої лінії контакту, а не прямої лінії, як приймалось раніше [1-3], робочого профілю валка з поверхнею прокату. Але при 4 (R г + rm )2 + L2 sin2 a cos 2 a i (R г + rm )2 + L2 sin2 a i . розрахунку профілю бочки валка присутня помилка по визначенню текучих координат основи прикладення Ri і тому при їх використанні порушуються умови безперервності контакту профілю валка з поверхнею прокату. Відомий спосіб калібрування робочого профілю бочки валка [5], у якому бочку валка виконують по профілю з твірною гіперболоїда обертання, яку визначають системою виражень: ì 2 2 2 2 ïR = æ (R + r )2 + l sin2 a - r ö (R г + rm ) + li sin a cos a ç ÷ г m i m 2 2 2 ï i è ø (R г + rm ) + li sin a ; ï í 2 rmli sin a ï L = l cos 2 a + ï i i (R г + rm )2 + li2 sin2 a ï î де: li - текуча допоміжна координата для визначення Ri і Li. Усі інші позначення у вираженні [5] позначення наведені такі ж самі як і в вираженнях [1-3]; при розрахунку профілю, rm приймають рівним радіусу труби максимального діаметру і a найбільшим за технічною характеристикою машини. Спосіб [5] дозволяє розрахувати точний гіперболічний профіль його бочки для контакту з трубами максимального діаметру, але він не відповідає умовам безперервності контакту з трубами мінімального діаметру. Відомий спосіб калібрування робочого профілю бочки валка [6], у якому бочку валка виконують по профілю з твірною гіперболоїда обертання, яку визначають системою виражень: ì ö æ ÷ ç rm ï 2 2 2 R i = ç1 m ÷ (R г + rm ) + li sin a ï 2 2 2 ÷ ï ç (Rг + rm ) + li tg a ø è í rmli sin atga ï 2 ï L i = li cos a m ï (R г + rm )2 + li2 tg2 a î ; 5 42438 при цьому, при розрахунку профілю радіус калібру приймають по середнім значенням діаметрів труб і кут нахилу валка до осі правки - із середніх кутів з інтервалу допустимого за технічною характеристикою машини. Всі позначення, що наведені в вираженні [6], такі ж самі, як і в вираженнях [1-3]. Недоліком способу [6] є те, що профіль його бочки не відповідає умовам безперервності контакту з трубами мінімального діаметру, як і в способі [5]. Аналогічне, як і в способі [6], вираження по розрахунку профілю твірної бочки валка, після математичних скорочень й перетворень, отримане авторами [7-10] і їм також властиві недоліки способів [5 і 6], тому ці способи калібрування валка також не являються оптимальними. До того в способах [7-10] величини параметрів rm і a зовсім не оговорюються. Аналогом технічного рішення що заявляється є відомий спосіб калібрування робочого профілю бочки валка [11], у якому бочку валка виконують по профілю з твірною гіперболоїда обертання, яку визначають системою виражень: Rг + rm ì 2 2 ïR i = cos j - rm 1 - sin a sin j ï ; í 2 ïL = (R + r )tgj cos a + r sin a sin j г m m ï i sin a î де: j - кут меридіонального перетину труби який при розрахунку профілю змінюють від 0° до 90°. Ri = æ (R г + rm ) + L2 sin2 a i ù é r sin2 a 2 lnê m + cos 2 a ú ln cos a ê 1.5 (R г + rm ) ú û ë Усі інші позначення, що наведені вище, такі ж самі як і в вираженнях [1-3]; при розрахунку профілю, rm приймають по середнім значенням діаметрів труб і a із середніх кутів в інтервалі, припустимого за технічною характеристикою машини. Недоліком способу є присутність незначної помилки в розрахунках твірної профілю від застосування коефіцієнту n. Ця помилка - відносна погрішність, по даним автора [14], не перевищує 0,002%, що майже допустимо для задовільної роботи валків з цим профілем, але йому також присутній недолік способу [6]. Таким чином, рівняння утворюючої профілю валка, яке задовольняє умові його безперервного контакту з поверхнею труби заданого діаметра, вивів автор способу [4]. Він установив, що форма валка утворена обертанням просторової кривої, а n= 2 n ö 2 r r ö æ ÷ 1 - m cos 2 a ÷ + L2 tg2 aç1 - m ÷ ; i ç ç U U÷ ç ÷ è ø è ø ; U = (R г + rm ) cos a n - постійний коефіцієнт [14], що характеризує геометрію контакту труби й валка: n Усі інші позначення приведені як і в вираженнях [1-3]; при розрахунку профілю, rm приймають рівним радіусу труби максимального діаметру і a найбільшим за технічною характеристикою машини. Близьким до технічного рішення що заявляється, є відомий спосіб калібрування робочого профілю бочки валка, у якому бочку валка виконують по профілю з твірною гіперболоїда обертання, яку визначають системою виражень: R г + rm (1 - sin j) ì 1 - cos 2 j cos 2 a ïR i = sin j ï , [12] í 2 ïL = r sin a cos j + (R + r ) cos a ctgj г m ï i m sin a î Тут позначення наведені такі ж самі як і в вираженнях [1-3, 11], за винятком того, що при розрахунку профілю, rm приймають рівним радіусу труби мінімального діаметру і a найменшим за технічною характеристикою машини, а параметр j змінюють від 90° до 0°. Цим способам [11, 12] також присуджені недоліки способів [5 і 6], бо спосіб [11] не забезпечує умов безперервності контакту робочого профілю з трубами мінімального розміру, а спосіб [12] не забезпечує цих же умов з трубами максимального розміру. Також відомий спосіб калібрування робочого профілю бочки валка [13], у якому бочку валка виконують по профілю з твірною гіперболоїда обертання, яку визначають за вираженням: 2ç тут: 2 6 не прямою лінією, як уважалося раніше [1-3]. Отримане ним рівняння [4] було доповнено рівнянням [5], що визначає текучу координату прикладення Ri. Описаний вище принцип побудови твірної профілю валка, заснований на умові безперервності контакту його поверхні з поверхнею оброблювального прокату на всю робочу довжину бочки валка, пізніше ліг в основу способів [6-13]. Способи [6-10] дозволяють визначити Ri і координату його основи Li системою рівнянь у функції від поточної координати li по осі виправлення. Способи калібрування валків [11, 12] визначають величини Ri і Li системою рівнянь у функції від параметра j, де j - кут меридіонального перетину прокату. Рішення способу [13] дозволяє здійснювати розрахунки Ri безпосередньо у функції від Li з використанням постійного коефіцієнта n [14] контакту, що характеризує геометрію, прокату й валка. У загальному випадку накладення кривих профілів, розрахованих по залежностях [5-13], показує їхню задовільну збіжність по довжині бочки валка L, коли в розрахунки закладені одні й ті самі вхідні параметри (Rг, rm , a). Однак їх вибір, 7 зокрема вибір параметрів rm і відповідно a під який калібрується валок, трактується по-різному. В [2, 4, 5, 11] рекомендується профіль валка виконувати по кривий побудованої виходячи з найбільшого діаметра прокату, що зазнає виправлення й максимальний кут a уважаючи, що прокат меншого діаметра можна привести в зіткнення з валком зміною його положення щодо осі виправлення. Автори способу [12] ураховують, що труби мінімального, у заданому діапазоні, діаметра мають найменшу твердість і мають найбільшу швидкість обертання навколо своєї осі, і рекомендують саме для труб найменшого діаметра й мінімальному куті a робити побудову профілю валків. Калібрувати валки за середніми значенням діаметрів прокату і середніх кутів уважає автор способу [6] з метою підвищення точності подальшого їхнього регулювання під виправлення прокату інтервалу діаметрів, що допускаються конструкцією стану. У способах [7-10] рекомендації з вибору вихідних параметрів калібрування взагалі відсутні. Проведений аналіз [13] розподілу зазорів і характеру взаємодії прокату з валками дозволив зменшити їхнє зношування й підвищити якість виправлення обсадних труб за рахунок профілювання валків під середні діаметри й кути a. Відомо також, що в основу [15], оптимізації процесу виправлення труб, покладений аналіз математичної моделі сполучення поверхні валка з поверхнею труби й установлено, що оптимальне калібрування відповідає середній частині діапазону діаметрів труб. Також відомо, що для зниження рівня тангенціальних напруг при виправленні труб зі сталі ШХ15 розроблена спеціальна програма розрахунку калібрування валків [16]. У ній за основний критерій якості калібрування ухвалюється відношення довжини зони контакту до діаметра труби, а розрахунок калібрування виконується для найбільшого діаметра труб, як і в способі [11]. Виходячи з вищевикладеного, можна зробити висновок, що існує невизначеність при виборі розрахункових параметрів і кривої, що описує профіль валка, а це дуже важливо, бо від правильності вибору твірної профілю валків на відповідність необхідним умовам роботи стану залежить, як стійкість валків до зношування, так і властивості прокату що виправляється. Невірно вибрані розрахункові параметри, а саме rm та a, призводять до того, що така калібровка не забезпечує умову безперервності контакту робочого профілю валка з поверхню оброблюваного прокату і сприяє інтенсифікації локального зносу робочої поверхні валка. В свою чергу, зменшення довжини контакту поверхонь прокату та валка, що викликано його зносом, оказує значний вплив на якість прокату. Механічні якості після правки в зношених валках нерівномірні по довжині прокату та погіршують його експлуатаційні характеристики. Для визначення розрахункових параметрів, а саме rm та a, які треба використовувати при розрахунку твірної профілю валка, нами виконані по 42438 8 одній з методик [5-13] розрахунки калібрування валків багатьох правильних станів, виходячи з їхньої технічної характеристики, для максимального, мінімального й середнього діаметрів труб, відповідно, кут a був ухвалений максимальним, мінімальним і середнім. Для оцінки впливу на умови контакту отриманих кривих профілю валка були виконані розрахунки величини зазору згідно методики [13] та виконаний аналіз розподілу зазорів і характеру взаємодії труби з валками. Згідно цієї методики зазори відсутні при ідеальному профілі валка, який забезпечує повний контакт з поверхнею труби, що виправляється. По різниці між цим ідеальним та дійсним профілями знаходять фактичну величину зазору для кожного поперечного перерізу по довжині бочки валка; позитивна величина зазору характеризує відсутність контакту труби та валка, а негативна - контакт з впровадженням тіла валка в поверхню труби. Розрахунки провели для умов повного контакту валка із трубою у трьох граничних точках - у його горловий і торцевих частинах. Як приклад, на Фіг.1 і в табл.1, представлені отримані дані цих розрахунків по станам VRM-35 (виробник фірма «Kieserling», Германія) і 20-114 (виробник ОАО «СКМЗ», Україна), з яких випливає, що крива профілю тим крутіше, чим більше розрахункові значення rm i a. Причому для стану VRM-35 з меншим значенням Rг ступінь крутості профілю ((Ri-Rг)/Rг) виражена більш інтенсивно, ніж для стану 20-114. Розбіжність кривих, розрахованих для максимальних і мінімальних значень rm i a, становить на торцевих частинах валка для станів VRM-35 і 20-114, відповідно, 4,4мм і 2,6мм. Величина зазорів, що наведена на Фіг.1, розраховувалася для робочої довжини валка складової 0,80 L для стану VRM-35 і 0,82 L для стану - 20114. Це зменшення робочої довжини валка викликане тим, що вони виготовляються з округленими торцевими частинами, що повинно виключати їхнє врізання в поверхню оброблюваного прокату. Прийняті робочі довжини забезпечують можливість такого округлення валків стану VRM-35 радіусом 10 мм і стану 20-114 радіусом 15мм. Як видно з Фіг.1 зазори розподіляються нерівномірно по довжині робочої ділянки валка. Вони позитивні для профілів, розрахованих для максимальних rm і a при контакті із прокатом менш розрахункових значень rm, і негативні для профілів, розрахованих для мінімальних rm і a при контакті із прокатом більш розрахункових значень rm. По обидві сторони від горлової частини валка на ділянках, що становлять 0,54 L для стану VRM-35 і 0,56 L для стану 20-114, величина зазорів максимальна. Ці величини становлять для профілю валка стану VRM-35, розрахованого під мінімальний діаметр прокату при контакті із прокатом максимального діаметра, до 0,056мм і для профілю, розрахованого під максимальний діаметр прокату при контакті із прокатом мінімального діаметра, до 0,094мм, відповідно для стану 20-114 вони становлять 0,058мм і 0,083мм. Тобто, калібрування валків для середнього діаметра прокату зменшує, у порівнянні з калібруваннями, виконаними під максимальний і мініма 9 льний діаметри прокату, величини позитивного й негативного зазорів для умов контакту з діаметром прокату більше та менше розрахункового значення rm. Зменшення величини зазорів для розглянутого нами випадку становить: позитивних в 2,29 рази, негативних в 1,75 рази - для стану VRM-35; для стану 20-114, відповідно, - в 2,07 і 1,93 рази. Таким чином, при калібруванні валків для максимального діаметра прокату, умови безперервності контакту їх робочого профілю з поверхнею прокату, що виправляється, нездійсненні. Профіль таких валків більш крутий у порівнянні із профілями, розрахованими під середній і мінімальний діаметри прокату із сортаменту стану. Вони контактують із поверхнею прокату тільки в трьох точках горловий і торцевих частинах валка, що обумовлює, у свою чергу, низьку якість виправлення прокату й малий строк їх експлуатації через локальне зношування ділянок, що прилягають до горлової частини валка. Профілю валків, виконаному для середнього діаметра прокату що виправляється, властиві ті ж недоліки, що й профілю валка, каліброваному під максимальний діаметр тому що умови повного контакту його робочої поверхні з поверхнею прокату діаметром менш розрахункового не здійснюються. У більшій мірі технологічним є профіль валка, розрахований під мінімальний діаметр оброблюваного прокату. Профіль цих валків менш крутий у порівнянні із профілями, розрахованими під максимальний і середній діаметри труб. Це у свою чергу забезпечує мінімальну різницю окружних швидкостей крапок валка, що знижує інтенсивність зношування його контактної поверхні. Однак і профіль валка, виконаний під мінімальний діаметр труб, не є оптимальним, тому що при установці розчину валкової обойми на величину обтиснення прокату мінімального діаметра, умови безперервності контакту порушаться внаслідок появи для цього випадку неминучих позитивних зазорів. Таким чином, ні один з відомих профілів не забезпечує умов безперервності контакту профілю валка з діапазоном діаметрів прокату по технічній характеристиці машини. В основу корисної моделі поставлена задача удосконалення способу калібрування робочого профілю бочки валка правильної машини, у якому робочій профіль бочки валка виконують для умов безперервності його контакту з поверхнею прокату що виправляється та визначені вхідні параметри для розрахунку твірної профілю. Поставлена задача вирішується тим, що в способі калібрування валка правильної машини з симетричним відносно горловини робочім профілем, у якому бочку валка виконують по профілю з твірною гіперболоїда обертання, відповідно до корисної моделі, бочку профілю з твірною гіперболоїда обертання виконують для умов безперервного контакту поверхні валка, розташованого під мінімальним, по технічній характеристиці машини, кутом відносно осі правки, під радіус калібру зменшений на величину максимально допустимої поперечної пружно-пластичної деформації прокату мінімального розміру із сортаментного діапазону, 42438 10 що буде виправлятись в машині, при цьому радіус калібру (rm) розраховують в такий спосіб: rm = Rmin - e max , (1) пр пр де: Rmin - радіус прокату мінімального розміру, пр мм; приймають, для прутків - рівним радіусу прутка, для труб - рівним зовнішньому радіусу труби; e max - величина максимально допустимої попр перечної пружно-пластичної деформації прокату мінімального розміру; для прутків приймають e max = 0.002 × R min ; пр пр для труб min æ E × rmр ö ÷ , тут: sm , Е e max = 0.002 × Rmin - lnç 1 + пр mр ç s × Rmin ÷ mр ø è відповідно, межа плинності та модуль пружності min металу, МПа; Rmin та rmр , відповідно, зовнішній mр та внутрішній радіуси труби, мм. Це рішення забезпечує умови безперервності контакту валка з поверхнею труб, що виправляються, у всім діапазоні діаметрів. "Змушене" сплющування труб валковою обоймою, утворене валками з таким профілем, сприяє підвищенню сил контактного тертя, необхідних для тягнучої здатності валків і стійкому веденню процесу виправлення прокату. Крім забезпечення задовільних умов виправлення прокату полегшується настроювання правильної машини по кутовому регулюванню валків, тому що майже автоматично виключається врізання торців валка в поверхню прокату що виправляється, а профіль валка контактує на всій своїй робочій довжині. При такому контакті значно підвищується стійкість валків до переточування. Пропонований спосіб здійснюють таким чином: Максимально допустиму поперечну пружно пластичну деформацію ( e max ) прокату (прутка або пр труби) мінімального розміру із сортаментного діапазону, що буде виправлятись в машині розраховують по наступним формулам, що були отримані дослідним шляхом: для прутків: e max = 0 .002R min (2) пр пр де: Rmin - приймають рівним мінімальному радіупр су прутка, мм. для труб: min æ E × rmр ö ÷ (3) emax = 0.002 × Rmin - lnç 1 + пр mр ç sm × Rmin ÷ mр ø è де: sm , Е - відповідно, межа плинності та модуль пружності металу, МПа; min Rmin та rmр - відповідно, зовнішній та внутmр рішній радіуси труби, мм. Далі розраховують радіус калібру по формулі (1) з урахуванням (2 і 3). 11 Твірну профілю бочки валка розраховують по одній з залежностей [5-13]. При цьому, приймають параметр rm, що був розрахований з урахуванням максимально допустимої поперечної пружної деформації прокату мінімального розміру, як описано трохи вище і відповідно a - мінімальним, по технічній характеристиці машини. Після всіх розрахунків готується технічне креслення на основі якого виконується робочій профіль бочки валка. Приклад конкретного здійснення Були виконані розрахунки профілів валків правильних машин: правильної машини I-5626, Азовського заводу КПО (діапазон прокату по діаметру що виправляється від 10 до 40 мм) за способом аналогом, правильної машини VRM-75, фірми «Kieserling», Германія (діапазон прокату по діаметру що виправляється від 10 до 75мм) за способом прототипом та правильної машини 10-60, ОАО «СКМЗ», Україна (діапазон прокату по діаметру що виправляється від 10 до 60мм) за способом що пропонується. Твірна профілю валка машини I-5626 розраховувалася під радіус калібру що дорівнює максимальному діаметру прокату що виправляється, рівного 40 мм, а кут нахилу валка приймався максимальним за технічною характеристикою машини (a=33°).Твірна профілю валка машини VRM75 розраховувалася під радіус калібру що дорівнює середньому діаметру прокату що виправляється, рівному 42,5мм, а кут нахилу валка приймався середнім за технічною характеристикою машини (a=31°). Твірна профілю валка машини 10-60 розраховувалася під радіус калібру отриманий по залежності (1), з урахуванням (3), при цьому sm та Е відповідно, 350МПа і 2,15МПа були прийняті для сталі 08Х18Н10Т. Таким чином при розрахунку твірної робочого профілю бочки валка був використаний радіус калібру що був зменшений на величину максимально допустимої пружно-пластичної деформації прокату мінімального розміру із сортаментного діапазону, що буде виправлятись в машині, а кут нахилу валка a приймався мінімальним за технічною характеристикою машини (a=27°). На основі цих розрахунків були виготовлені валки які використовувалися в умовах діючого виробництва на цих правильних машинах при виправлянні труб з нержавіючих сталей та сплавів. Свого роду характеристикою правильності вибору кривій профілю на відповідність необхідним умовам роботи стану є зношування їх робочого профілю. Валки машини I-5626 які калібрувалися за способом аналогом [11] експлуатувалися в основному при виправленні труб діаметром 16мм. Обертає на себе увагу місцеве вироблення робочого профілю, локалізоване на ділянках, що прилягають до горлової частини валка, Фіг.2. Валки з цим профілем після виправлення ними ~ 335тис. метрів труб непридатні для подальшої експлуатації. Валки машини VRM-75 які калібрувалися за способом прототипом [12] експлуатувалися при виправленні труб діаметром від 40 до 63мм. Валки 42438 12 з цим профілем після виправлення ними ~ 950тис. метрів труб також стали непридатними для подальшої експлуатації, бо мають недопустиме локальне вироблення робочого профілю, Фіг.3. Представлений на Фіг.4 валок правильної машини 10-60 що калібрувався за способом що пропонується не має таких недоліків, що присутні в способах [11, 12]. Завдяки такому калібруванню валка забезпечується якісне виправлення труб у діапазоні діаметрів від 12 до 75мм із товщиною стінки від 0,5 до 8,0мм із нержавіючих марок сталей із границею текучості від 250 до 500МПа, тому що дотримуються умови безперервності контакту поверхонь його й труб, що виправляються. Для наочності, при виправленні труби розміром 60,33×2,77мм із аустенітної сталі, заміряна лінія контакту робочого профілю бочки валка з поверхнею труби, що становить 100% його загальної довжини, при цьому, профіль забезпечує безперервний контакт з трубою. У валках з таким профілем виправлено порядку 1500тис. метрів труб і, як видно з Фіг.4, контактна поверхня валка практично не зношена, що підтверджує ефективність ухваленого рішення. Таким чином, дослідження в промислових умовах показує, що спосіб що пропонується забезпечує безперервність контакту валка з поверхнею труб що виправляються, у всьому діапазоні діаметрів. "Змушене" сплющування труб валковою обоймою, утворене валками з таким профілем, сприяє підвищенню сил контактного тертя, необхідних для тягнучої здатності валків і стійкому веденню процесу виправлення прокату. Список джерел інформації: 1. Die Formgebund der Schragwalzen bei Richtmachinen fur Rohre und Rundstabe. / Mauer F. Stahl und Eisen, Nr. 3, 1910. 2. К вопросу калибровки гиперболоидальных валков правильного стана для труб. / Самарин А.Ф. - Инф. сборник НИТИ, Днепропетровск, 1939, - с.18-32. 3. Ю.И. Николаевский. Прокатка и отделка стальних труб. - Металлургиздат, 1948, с.23. 4. П.Т. Емельяненко. Теория косой и пилигримовой прокатки. - М.: Металлургиздат, 1949, с.479-480. 5. Уточнение способа определения поверхности косорасположенного валка трубоправильного стана. / Воскобойникова Т.А. - сб. Научн. труды ДМетИ, вып. XXXIII, Днепропетровск, 1955, - с.457461. 6. Расчет калибровки косовалковых правильных машин. / Умеренков В.М. - сб. Металлургия и коксохимия, № 6, 1966, - с.65. 7. Определение профиля валка по заданному профилю очага деформации при косой прокатке. / В.Я. Остренко, Ю.М. Миронов. - сб. Производство труб (ВНИТИ), вып. 24, М.: Металлургия, 1970, с.7-10. 8. Расчет профиля валков косовалковых правильных машин. / С.И. Борисов, Ю.М. Миронов, Н.И. Старушкин и др. - сб. Производство труб, № 1, М.: Металлургия, 1975, - с.385-391. 9. П.К. Тетерин. Теорія поперечно-винтовой прокатки. М.: Металургія, 1971, с.111. 13 42438 10. И.Н. Потапов, П.И. Полухин. Технология винтовой прокатки. - М.: Металлургия, 1990, - с.33. 11. Грюнер П. Калибровка инструмента для производства бесшовных труб. Пер. с нем. - М.: Металлургиздат, 1962, - с.119; 121. 12. Маскилейсон A.M., Сапир В.И., Комисарчук Ю.С. Трубоправильные машины. -М.: Машиностроение, 1971, - с.157-158. 13. Совершенствование калибровки косовалковой машины для правки обсадних труб / Сталь №6, 1984, с.60-62. 14. Демаков М.В. Автореферат диссертации на соискание ученой степени к.т.н. - Челябинск, 1988, - с. 4. 14 15. Оптимизация процесса правки труб на основе математического моделирования профиля рабочей поверхности валков правильной машины. / В.Г. Миронов, В.А. Моргунов. - Достижения в теории и практике трубного производства [сб. научных трудов]. - Екатеринбург: ГОУ ВПО «УГТУ УПИ», 2004. - с.387-389. 16. Снижение уровня остаточных тангенциальных напряжений при правке труб из стали ШХ15 / С.Б. Прилуков, В.А. Моргунов, В.Г. Миронов и др. - Сталь, №4, - с.62-63. Таблиця 1 Параметри калібровки валків, їх кутового регулювання і величина зазору при контакті з діаметрами прокату що відмінні від розрахункових параметри калібровки валків r, мм a,° 2,5 17,5 10 27 35 31 10 57 33,5 24 30 27 настройки машини (Rimax-Rг)/ Rг r, мм a,° стан VRM - 35 (Rг=80мм; L=129,9мм) 17,5 31,417 0,208 2,5 30,094 0,236 2,5 28,611 0,263 17,5 33,285 стан 20 - 114 (Rг=130мм; L=360мм) 57 27,820 0,115 10 25,873 0,125 10 24,961 0,135 57 28,938 d, max, мм -0,056 0,094 0,041 -0,032 -0,058 0,083 0,040 -0,030 15 Комп’ютерна верстка А. Рябко 42438 Підписне 16 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of calibration of working profile body of roll of dressing machine
Автори англійськоюTereschenko Andrii Anatoliiovych, Frolov Yaroslav Viktorovych, Holovchenko Oleksii Pavlovych, Diekhtiariov Volodymyr Serhiiovych, Duplii Yulia Volodymyrivna
Назва патенту російськоюСпособ калибрования рабочего профиля бочки валка правильной машины
Автори російськоюТерещенко Андрей Анатольевич, Фролов Ярослав Викторович, Головченко Алексей Павлович, Дехтярев Владимир Сергеевич, Дуплий Юлия Владимировна
МПК / Мітки
МПК: B21C 23/00
Мітки: валка, правильної, калібрування, профілю, робочого, машини, бочки, спосіб
Код посилання
<a href="https://ua.patents.su/8-42438-sposib-kalibruvannya-robochogo-profilyu-bochki-valka-pravilno-mashini.html" target="_blank" rel="follow" title="База патентів України">Спосіб калібрування робочого профілю бочки валка правильної машини</a>
Вузол робочого ролика правильної машини
Номер патенту: 81190
Опубліковано: 10.12.2007
Автор: Дерев'янченко Анатолій Андрійович
МПК: B21D 1/00
Мітки: машини, вузол, робочого, правильної, ролика
Формула / Реферат:
1. Вузол робочого ролика правильної машини, який містить несучу траверсу з установленими на ній у два ряди опорними роликами, робочий ролик, встановлений у опорах несучої траверси з можливістю взаємодії з опорними роликами, який відрізняється тим, що несуча траверса виконана роз'ємною у вигляді траверси та відокремлюваних подушок з компенсуючими прокладками між ними, при цьому відокремлювані подушки з встановленим у їх опорах робочим роликом...
Пристрій регулювання прогину робочого валка
Номер патенту: 47270
Опубліковано: 17.06.2002
Автори: Ніколаєв Віктор Олександрович, Андрусевич Дмитро Анатолійович
МПК: B21B 31/00
Мітки: робочого, регулювання, прогину, валка, пристрій
Формула / Реферат:
Пристрій регулювання прогину робочого валка, який містить робочі і опорні валки з подушками, гідроциліндри для противигину робочих валків, що встановлені у подушках нижнього робочого валка, гідроциліндри зрівноважування верхнього опорного валка, що встановлені у подушках нижнього опорного валка, та систему подачі рідини високого тиску, який відрізняється тим, що у подушках верхнього опорного валка встановлені клинові пристрої.
Опорний вузол робочого валка прокатної кліті
Номер патенту: 14349
Опубліковано: 25.04.1997
Автори: Федорінов Володимир Анатольович, Шпак Віктор Іванович, Кіраль Володимир Миколайович, Потапкін Юрій Вікторович, Потапкін Віктор Федорович
МПК: B21B 27/02
Мітки: вузол, валка, кліті, опорний, робочого, прокатної
Формула / Реферат:
1. Опорный узел рабочего валка прокатной клети, содержащий траверсу, шаровые тела качения, контактирующие с бочкой рабочего валка и с рабочей поверхностью беговых дорожек обводных аппаратов, расположенных по длине бочки валка в виде раздельных замкнутых контуров, отличающийся тем, что, с целью увеличения кампании рабочего валка путем многократного его использования независимо от уменьшения катающего диаметра бочки при переточках, беговые...
Опорний вузол робочого валка

Номер патенту: 14130
Опубліковано: 25.04.1997
Автор: Ніколаєв Віктор Олександрович
МПК: B21B 31/00
Мітки: опорний, валка, вузол, робочого
Формула / Реферат:
Опорный узел рабочего валка, содержащий подушку рабочего валка, установленную между соединенными поперечиной боковинами подушки опорного валка, клин с плоской гранью и клиновой площадкой с уклоном в направлении прокатки, имеющий контакт с клиновой поверхностью, и распорный гидроцилиндр, плунжер которого оперт на одну из поверхностей клина, отличающийся тем, что, с целью повышения долговечности подшипников рабочих валков путем снижения осевых...
Правильна машина та спосіб роботи правильної машини

Номер патенту: 86421
Опубліковано: 27.04.2009
Автори: Андрощук Андрій Володимирович, Ганжа Віктор Микитович, Гореславець Анеля Федорівна, Петренко Віталій Олександрович, Белімов Олександр Леонтійович, Шкурко Федір Леонідович, Бродецький Олександр Леонідович, Дунаєвський Богдан Леонідович, Єрмократьєв Віктор Олексійович, Ферко Олександр Іванович
Мітки: машини, правильна, машина, спосіб, правильної, роботи
Формула / Реферат:
1. Правильна машина, що містить розміщені на осях нижні та верхні правильні ролики, причому перед та після згаданої машини розташовані відповідно підвідний та відвідний рольганги, яка відрізняється тим, що правильна машина оснащена приводними візками, кожен з яких містить раму на колесах та приводні ролики, причому кожен зі згаданих візків виконаний з можливістю переміщення по рейковій дорозі з настилом, розміщеній з боку правильної машини, і...
Попередній патент: Пристрій для підсумовування в модулярній системі числення за модулем три
Наступний патент: Поглинальний апарат автозчепного пристрою залізничного транспортного засобу
Випадковий патент: Спосіб вирощування насіння гречки з урахуванням фону живлення та строку сівби в умовах нестійкого зволоження правобережного лісостепу україни