Спосіб прогнозування параметрів продуктивності обладнання, призначеного для ультразвукової обробки епоксидних композицій
Номер патенту: 48177
Опубліковано: 10.03.2010
Автори: Колосова Олена Петрівна, Степаненко Борис Євгенович, Колосов Олександр Євгенович, Сівецький Володимир Іванович, Колосов Віктор Євгенович, Сахаров Олександр Сергійович
Формула / Реферат
Спосіб прогнозування параметрів продуктивності обладнання, призначеного для ультразвукової обробки епоксидних композицій, відповідно до якого визначення продуктивності обладнання (Q) при озвучуванні епоксидного олігомеру або зв'язуючого на його основі проводять з урахуванням геометричних розмірів випромінюючої ультразвук поверхні обладнання і ефективної маси наважки озвучуваного епоксидного олігомеру або зв'язуючого на його основі (mс), а також результатів визначень експлуатаційних властивостей епоксидних полімерів, отримуваних на основі затверділих епоксидних композицій, отримуваних в результаті ультразвукової обробки рідких епоксидних композицій за даних конструктивних параметрів ультразвукового кавітаційного обладнання і технологічних параметрів ультразвукової обробки, причому як експлуатаційні властивості епоксидних полімерів вибирають їх адгезійну міцність при відриві (sа.в.), границю міцності щодо розтягання (sр) та адгезійну міцність при зсуві (sа.з.), який відрізняється тим, що вибирають досліджуваний змінний параметр продуктивності обладнання, призначеного для ультразвукової обробки, у вигляді відношення площі випромінювача поздовжніх ультразвукових коливань (Sв) до маси наважки озвучуваного епоксидного олігомеру або зв'язуючого (mс), задання значень якої проводять довільно, а прогнозування значень досліджуваного змінного параметра продуктивності обладнання, призначеного для ультразвукової обробки, здійснюють за допомогою математичної моделі шостого порядку у вигляді рівняння
sz(X)=b0+b1×X1+b2×X2+b3×X3+b4×X4+b5×Х5+b6×Х6, (1)
де sz (X) - відгук або поточна характеристика міцності епоксидного олігомеру, яка досліджується, МПА,
z - нижній індекс, що є умовним позначенням поточної характеристики міцності епоксидного олігомеру; відповідно z=1 означає адгезійну міцність при відриві, z=2 означає міцність щодо розтягання, a z=3 означає адгезійну міцність при зсуві,
X - змінна, що є досліджуваним параметром продуктивності обладнання, призначеного для ультразвукової обробки, у вигляді відношення Sв/mc,
де Sв - площа випромінювача поздовжніх ультразвукових коливань, м2,
mс - змінна маса наважки озвучуваного епоксидного олігомеру або епоксидного зв'язуючого на його основі, кг,
a b0, b1, b2,..., b6 - постійні коефіцієнти рівняння, що підлягають визначенню.
Текст
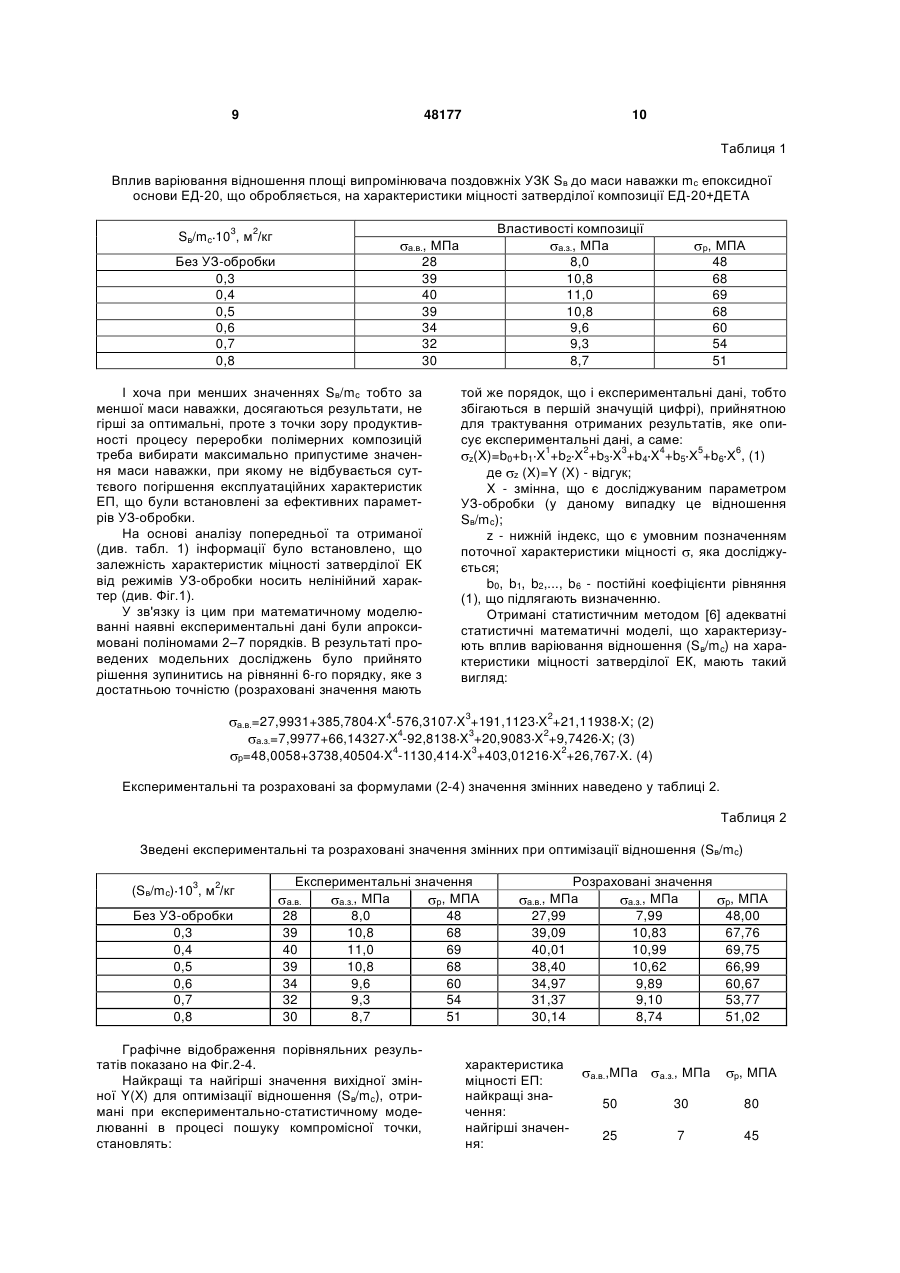
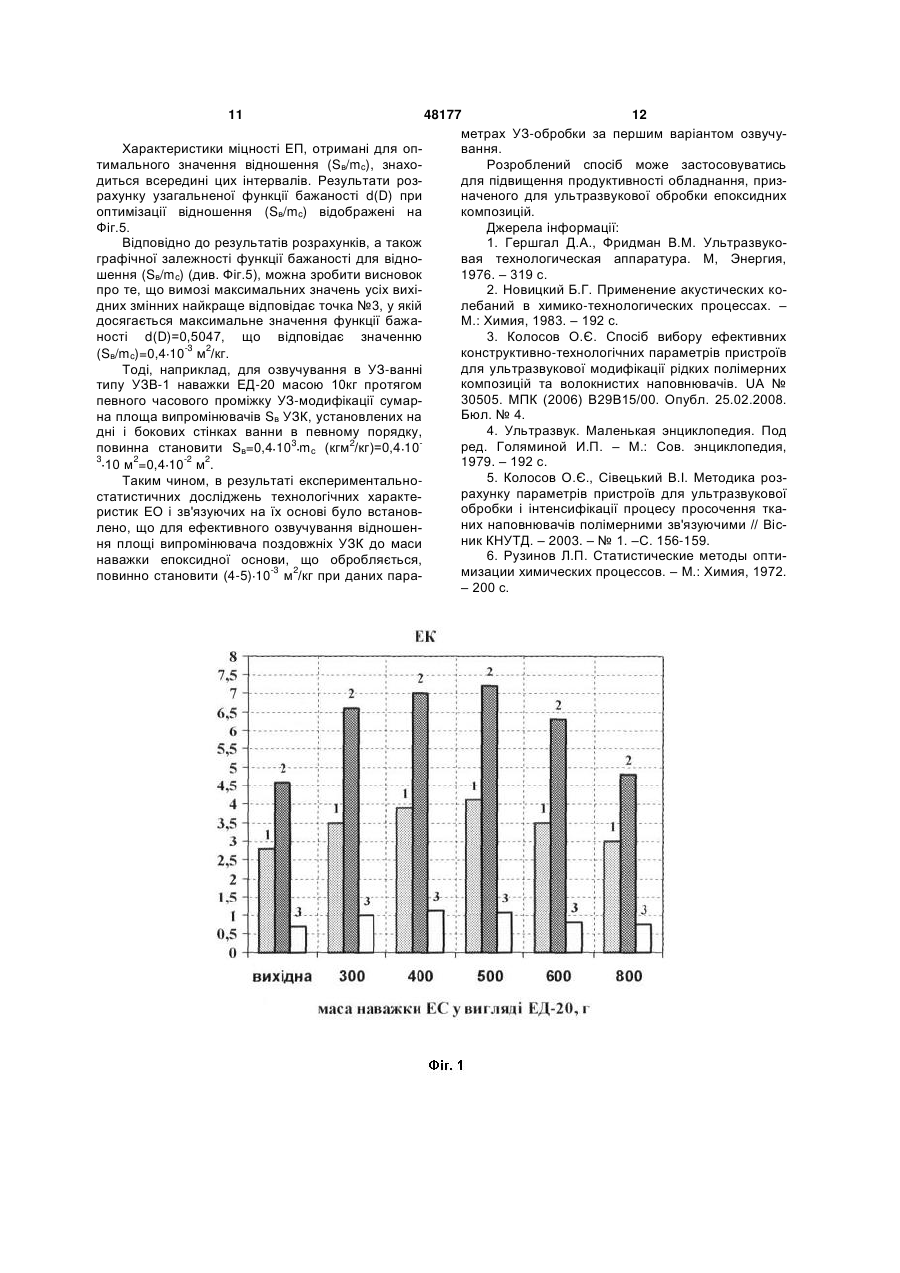
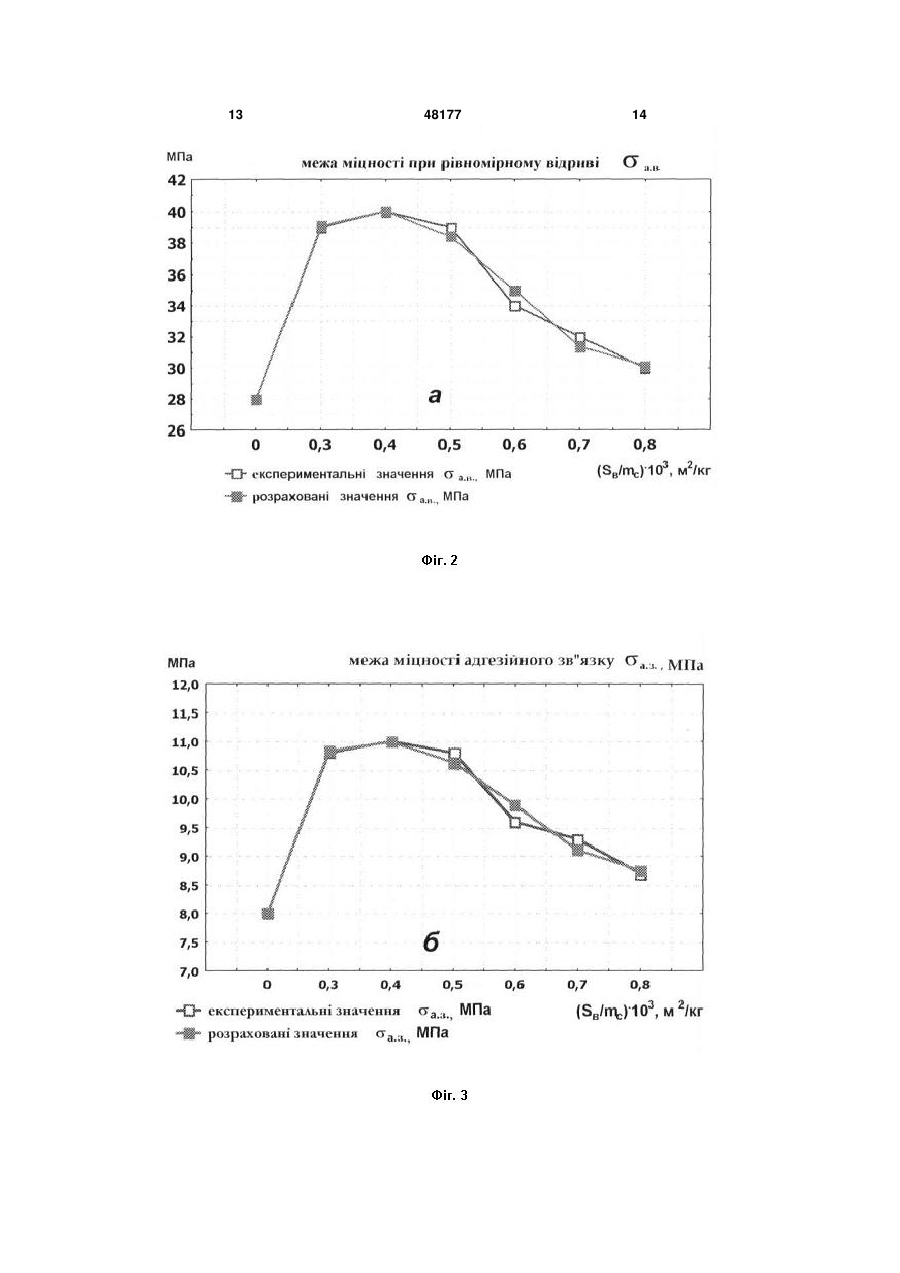
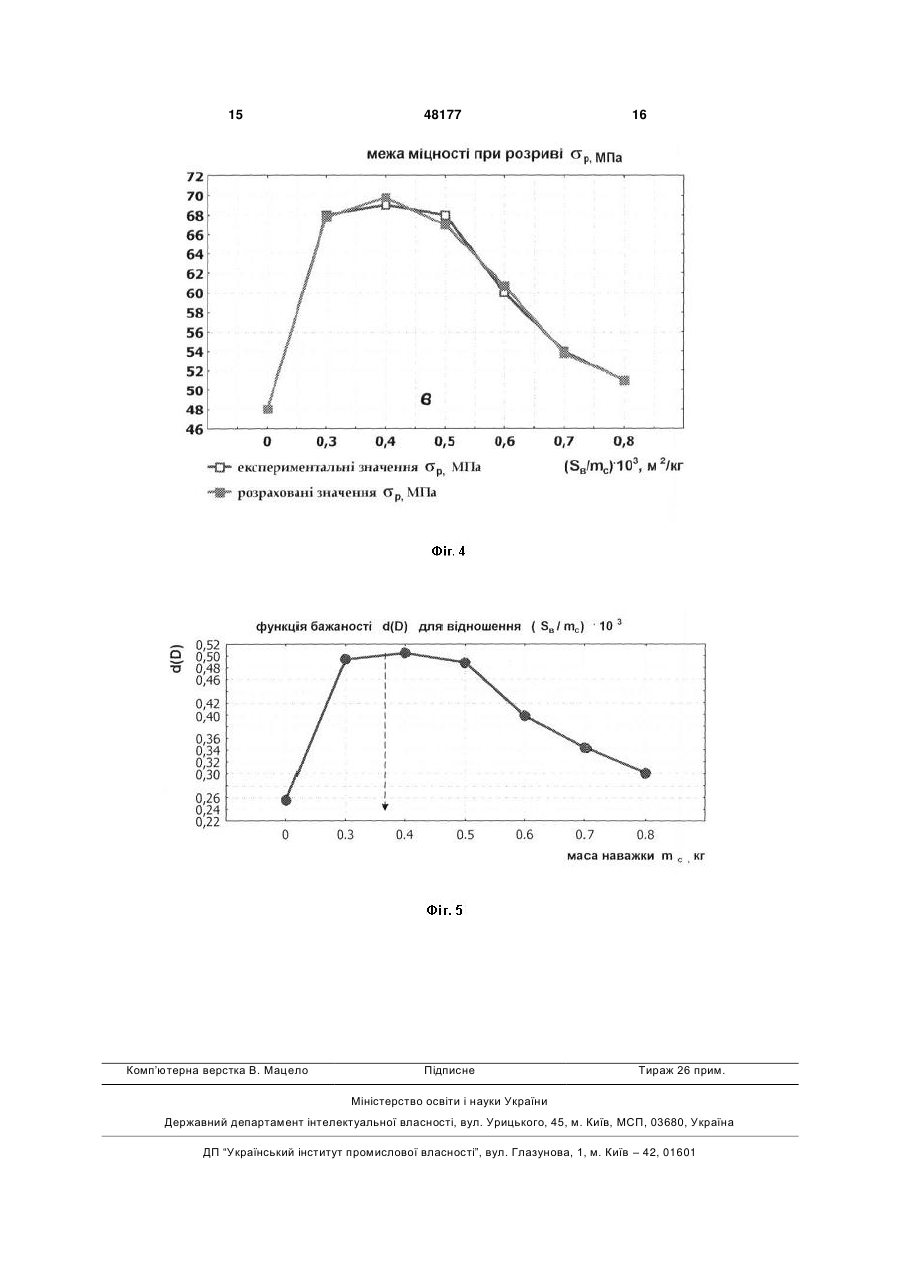
Спосіб прогнозування параметрів продуктивності обладнання, призначеного для ультразвукової обробки епоксидних композицій, відповідно до якого визначення продуктивності обладнання (Q) при озвучуванні епоксидного олігомеру або зв'язуючого на його основі проводять з урахуванням геометричних розмірів випромінюючої ультразвук поверхні обладнання і ефективної маси наважки озвучуваного епоксидного олігомеру або зв'язуючого на його основі (mс), а також результатів визначень експлуатаційних властивостей епоксидних полімерів, отримуваних на основі затверділих епоксидних композицій, отримуваних в результаті ультразвукової обробки рідких епоксидних композицій за даних конструктивних параметрів ультразвукового кавітаційного обладнання і технологічних параметрів ультразвукової обробки, причому як експлуатаційні властивості епоксидних полімерів вибирають їх адгезійну міцність при відриві ( а.в.), границю міцності щодо розтягання ( р) та адгезійну міцність при зсуві ( а.з.), який відрізня U 2 (19) 1 3 48177 4 параметрів УЗ-обробки, що враховуються лише обладнання (Q) при озвучуванні епоксидного олічастково. гомера або зв'язуючого на його основі проводять з Як аналог вибраний спосіб вибору технологічурахуванням геометричних розмірів випромінююних параметрів пристроїв для УЗ-модифікації рідчої ультразвук поверхні обладнання і ефективної ких середовищ, який полягає у виборі типу примаси наважки озвучуваного епоксидного олігомера строю або апарату для УЗ-обробки озвучуваного або зв'язуючого на його основі (mс), а також ресередовища у відповідності із генерованим робозультатів визначень експлуатаційних властивостей чими елементами випромінювачів діапазоном зназатверділих епоксидних композицій, отримуваних чень інтенсивності (І), частоти (f) і амплітуди (А) в результаті ультразвукової обробки рідких епокУЗ-коливань, необхідних для здійснення досліджусидних композицій за даних конструктивних параваного технологічного процесу [2]. метрів ультразвукового кавітаційного обладнання і Однак і спосіб аналога не може бути ефективтехнологічних параметрів ультразвукової обробки, но застосований для УЗ-модифікації рідких компопричому як експлуатаційні властивості затверділих зицій та волокнистих наповнювачів, так як не враепоксидних композицій у вигляді епоксидних поліховує експериментальних результатів зміни мерів вибирають їх адгезійну міцність при відриві технологічних і експлуатаційних властивостей ( а.в), границю міцності щодо розтягання ( р) та ПКМ у залежності від широкого спектру досліджуадгезійну міцність при зсуві ( а.з.), новим є те, що, ваних параметрів УЗ-обробки при їх формуванні, вибирають досліджуваний змінний параметр прощо враховуються лише частково. дуктивності обладнання, призначеного для ультЯк найбільш близький аналог вибраний спосіб развукової обробки, у вигляді відношення площі вибору ефективних конструктивно-технологічних випромінювача поздовжніх ультразвукових колипараметрів, і, зокрема, продуктивності озвучуванвань (Sв) до маси наважки озвучуваного епоксидня (Q), пристроїв для УЗ-модифікації рідких поліного олігомера або зв'язуючого (mс), задання знамерних композицій та волокнистих наповнювачів, чень якої проводять довільно, а прогнозування який полягає у виборі типу пристрою або апарату значень досліджуваного змінного параметра продля УЗ-обробки озвучуваного середовища, передуктивності обладнання, призначеного для ультважно епоксидних олігомерів (ЕО) або епоксидних развукової обробки, здійснюють за допомогою композицій (ЕК) на їх основі, у відповідності із діаматематичної моделі шостого порядку у вигляді пазоном значень інтенсивності (І), частоти (f) і амрівняння 1 2 3 4 5 6 плітуди (А) ультразвукових коливань, необхідних z(X)=b0+b1 X +b2 X +b3 X +b4 X +b5 Х +b6 Х , для здійснення досліджуваного технологічного де z (X) - відгук, або поточна характеристика процесу [3]. Після цього оцінюють якість озвучуміцності епоксидного полімеру, яка досліджується, вання або рівномірність кавітаційного поля випроМПА, мінювача у низькочастотному УЗ-діапазоні, провоz - нижній індекс, що є умовним позначенням дять вибір його конструктивно-технологічних поточної характеристики міцності епоксидного попараметрів, а саме розмірів випромінюючої пласлімеру, відповідно з якою z=1 означає адгезійну тини ультразвукового кавітаційного апарата, проміцність при відриві, z=2 означає міцність щодо дуктивності озвучування (Q), температури (T), тисрозтягання, а z=3 означає адгезійну міцність при ку (Р) і часу ( ) озвучування. При цьому мінімальне зсуві, значення продуктивності озвучування (Q) ЕО або X - змінна, що є досліджуваним параметром зв'язуючого на його основі визначають на основі продуктивності обладнання, призначеного для вимірювань геометричних розмірів випромінюючої ультразвукової обробки, у вигляді відношення пластини і визначення ефективної маси наважки Sв/mc, озвучуваного ЕО або зв'язуючого на його mс, а де Sв - площа випромінювача поздовжніх ультакож результатів визначень експлуатаційних влатразвукових коливань, м2, стивостей затверділих ЕК, отримуваних в резульmс - змінна маса наважки озвучуваного епоктаті УЗ-обробки за даних конструктивних параметсидного олігомера або епоксидного зв'язуючого на рів ультразвукового кавітаційного обладнання і його основі, кг, технологічних параметрів УЗ-обробки. Причому як a b0, b1, b2,..., b6 – постійні коефіцієнти рівнянексплуатаційні властивості затверділих ЕК у виня, що підлягають визначенню. гляді епоксидних полімерів (ЕП) вибирають адгеПерераховані вище ознаки складають суть козійну міцність при відриві ЕП, границю міцності рисної моделі. щодо розтягання ЕП та адгезійну міцність при зсуНаявність причинно-слідчого зв'язку між сукуві ЕП. пністю істотних ознак корисної моделі і технічним В основу корисної моделі поставлена задача результатом, що отримується полягає в наступнопідвищення ефективності, спрощення процесу му. прогнозування та підвищення достовірності отриРозробка наукових основ застосування УЗмуваних результатів при визначенні ефективного модифікації має на меті, базуючись на вихідних співвідношення параметрів продуктивності обладскладах і технологічних властивостях ПКМ у винання, призначеного для УЗ-обробки ЕК, що дасть гляді реактопластичних та термопластичних комзмогу прогнозування цих параметрів. позицій, а також волокнистих наповнювачів (як Поставлена задача вирішується за рахунок тодисперсних, так і безперервних), що серійно вирого, що у способі прогнозування параметрів продукбляються промисловістю, розраховувати параметтивності обладнання, призначеного для ультразри формуючого обладнання, направлено вибирати вукової обробки епоксидних композицій, режимні параметри формування та регулювати відповідно до якого визначення продуктивності властивості одержуваних кінцевих ПКМ. 5 48177 6 Конкретний технологічний процес УЗ-обробки поля: максимальне в центрі і мінімальне по краях рідинних полімерних композицій повністю визна[2, 4]. чає тип і конструктивні особливості технологічного Ця нерівномірність поля згинального випроміУЗ-пристрою, в якому енергія механічних коливань нювача може бути зменшена раціональним вибоактивно впливає на рідину, що обробляється, а ром типу випромінювача УЗ, геометричних розмісаме пакету і випромінюючої УЗ системи, а також рів випромінюючої пластини (наприклад її амплітуду і характер коливань випромінюючої потовщини), а також упорядкуванням розташування верхні [1]. випромінювачів друг щодо друга й щодо оброблюТому розроблення відповідних удосконалених ваного об'єкта (середовища). способів вибору ефективних конструктивноТак, наприклад, експериментально було знайтехнологічних параметрів пристроїв для УЗдено, що для досягнення ефективних результатів модифікації рідких композицій та волокнистих нау технології формування ПКМ, зокрема, при контаповнювачів, що максимально враховують поперектній УЗ-обробці як сухої тканини шириною дньо отримані експериментальні результати зміни 1120мм, так і цієї ж тканини, але просоченої політехнологічних і експлуатаційних властивостей мерним зв'язуючим, необхідно мати такі значення складових ПКМ у залежності від широкого спектру технологічних параметрів кавітаційної обробки: досліджуваних параметрів УЗ-обробки при їх фочастота УЗК fУЗ=fст=18-22кГц (для розрахунку рмуванні, що раніше враховувались лише часткоприймемо fУЗ 22кГц); амплітуда УЗК 3-5мкм; інтенво, є актуальним. Адже це сприяє у кінцевому ресивність 2-4Вт/см2 [5]. зультаті підвищенню продуктивності УЗСпочатку вибирають тип апарату у відповідномодифікації таких середовищ. сті з необхідними значеннями інтенсивності I, часДля здійснення ефективного режиму УЗтоти f і амплітуди A УЗ-коливань, що визначаються обробки рідини необхідно визначати ефективні особливостями конкретного технологічного процезначення інтенсивності I і частоти f УЗК. Так як су. більшість УЗ-рідких технологічних процесів пов'яТак, проведені дослідження показали доцільзано із кавітацією та звукокапілярним ефектом [1ність вибору для УЗ-обробки рідинних ЕО і ЕК ди2, 4-5], то змінюючи умови протікання кавітації, спергатора типу УЗВД-6, який є найбільш потужможна підсилювати або послаблювати різні кавіною по акустичному полю установкою [2]. Цей таційні ефекти. диспергатор був зібраний на ПМС типу ПМС-15АКрім того, фізико-хімічна дія пружних УЗК у рі18 потужністю 4кВт, частотою 18±4кГц. дині, як правило, виявляється в полях середньої і Живлення диспергатора здійснювалось від гевеликої інтенсивності УЗ, коли істотними, окрім УЗнератора УЗГ 3-4. Використання автоматичного кавітації, стають такі ефекти, як радіаційний тиск і підстроювання частоти з акустичним зворотним звуковий вітер. зв'язком забезпечувало стабільність параметрів Попередньо проведені дослідження показали озвучування. перспективність здійснення УЗ-модифікації ЕО і При роботі у низькочастотному УЗ-діапазоні ЕК чи епоксидних клейових композицій (ЕКК) як у при роботі на резонансному режимі досягається низькочастотному, так і у середньочастотному УЗзначення інтенсивності I коливань до 5-10Вт/см2 діапазонах, а також доцільність використання наддля ПМС і до 20-25Вт/см2 для УЗ-концентраторів. лишкового тиску при формуванні ПКМ. Адже при Шукану інтенсивність I УЗ розраховують за станцьому зростає інтенсивність і водночас скорочудартною методикою відповідно до [4-5]. ється час УЗ-обробки рідких полімерних композиЧастоту пружних коливань f вимірюють за доцій. помогою частотоміра марки ЧЗ-49. Амплітуду Основними чинниками, що зумовлюють вибір озвучування А вимірюють оптичним методом за акустичної апаратури для роботи в рідинах, потрідопомогою віброметра, або мікроскопа. У другому бно вважати такі: інтенсивність I і частоту f коливипадку шукане значення амплітуди А у залежності від потужності, що підводилася до ПМС, отримувань; час озвучування ; продуктивність Q апарату вали діленням на 2 виміряного значення максимаабо пристрою; температуру T, тиск Р та інші умови льного розмаху коливань торця УЗ-концентратора проведення процесу в УЗ-полі. (або робочої пластини ПМС). Для ПМС (випроміСеред конструктивних особливостей апаратів нююча пластина) максимальні значення амплітуди для УЗ-обробки рідин перш за все слід відзначити коливань складали Аmах=5-6мкм, а для УЗте, що відповідно до розробленого способа розміконцентраторів продольних коливань Аmах=30ри випромінюючої пластини магінтострикційного 40мкм. перетворювача (ПМС) вибирають так, щоб внутріЯкість озвучування (рівномірність кавітаційношній опір перетворювача був найкращим образом го поля випромінювача) у низькочастотному діапаузгоджений з акустичним опором. Ця умова задозоні оцінювали по рівномірності руйнування тонкої вольняється, наприклад, якщо площа випромінюалюмінієвої фольги, установленої паралельно ючої поверхні пластини значно перевищує площу випромінюючій поверхні. випромінюючої поверхні магнітострикційного пакеПісля цього проводять вибір конструктивноту (ПМС). технологічних параметрів пристроїв УЗ-обробки Розміри робочих випромінюючих пластин вирідинних ЕО і ЕК. бирають експериментально. При цьому великі роВизначають конструктивні параметри ультраззміри випромінюючої поверхні пластини призвовукового кавітаційного обладнання шляхом вимідять до того, що остання зазнає вигинних рювання розмірів його випромінюючої поверхні. З коливань, чим обумовлює нерівномірність УЗрозмірами випромінюючої пластини кавітаційного 7 48177 8 апарата при її розташуванні у просочувальній ван20+ДЕТА від відношення (Sв/mс) 103 (м2/кг) при ні корелює об'єм ванни для просочування (УЗозвучуванні EC марки ЕД-20; обробки), або ефективна маса наважки mс зв'язуна Фіг.5 показана залежність функції бажаності ючого. d (D) для відношення (Sв/mс) 103, (м2/кг) при озвуВизначення продуктивності обладнання (Q) чуванні ЕД-20. при озвучуванні ЕО або зв'язуючого на його основі На Фіг.1 прийнято наступні позначення: 1 проводять з урахуванням геометричних розмірів а.в. 0,1, (МПа); 2 – р 0,1, (МПа); 3 – а.з. 0,1, (МПа). випромінюючої поверхні обладнання і ефективної На Фіг.2-4 прийнято наступні позначення: ексмаси наважки озвучуваного ЕО або зв'язуючого на периментальні дані (□); результати розрахунку ( ) його основі (mс), а також результатів визначень за рівняннями (2–4). експлуатаційних властивостей затверділих ЕК, Отримання ЕП здійснювали шляхом УЗотримуваних в результаті ультразвукової обробки обробки епоксидної смоли (EC) марки ЕД-20 із за даних конструктивних параметрів ультразвукотвердником ДЕТА з наступним твердінням отривого кавітаційного обладнання і технологічних паманої ЕК. УЗ-обробку ЕС здійснювали за допомораметрів УЗ-обробки. гою концентратора поздовжніх УЗК при частоті 17Причому як експлуатаційні властивості затве44кГц, амплітуді 50-120мкм, інтенсивності 15– рділих ЕК у вигляді ЕП вибирають адгезійну міц30Вт/см2 і температурі 70-90°С протягом 30-45хв. ність при відриві ЕП, границю міцності щодо розтяПісля УЗ-обробки 100 в.ч. смоли ЕД-20 змішугання ЕП та адгезійну міцність при зсуві ЕП. вали із 10 в.ч. твердника ДЕТА. Отриману суміш Як досліджуваний змінний параметр продуктизатверджували за режимом 20°С/24год + вності обладнання, призначеного для УЗ-обробки, 130°С/6год. вибирають відношення площі випромінювача позПеред озвучуванням початкові ЕО підігрівали довжніх УЗ-коливань (Sв) до маси наважки озвучудо температури 50-60°С для найшвидшого виходу ваного ЕО або зв'язуючого (mс), задання значень до початкового температурного режиму озвучуякої проводять довільно. вання, а в ході озвучування в зв'язку з розігріванПрогнозування шуканих значень змінного паням ЕО їх охолоджували до необхідної температураметра продуктивності обладнання, призначенори. го для УЗ-обробки, здійснюють за допомогою маЯк параметр продуктивності обладнання, притематичної моделі шостого порядку у вигляді значеного для здійснення УЗ-модифікації, було рівняння (1) прийнято відношення площі випромінювача Sв 1 2 3 4 5 6 z(X)=b0+b1 X +b2 X +b3 X +b4 X +b5 Х +b6 Х , (1) концентратора поздовжніх УЗК до маси наважки де z (X) - відгук, або поточна характеристика mс епоксидної основи (ЕД-20), що озвучується, міцності ЕП, яка досліджується, МПА, тобто (Sв/mс) 103, м2/кг. z - нижній індекс, що є умовним позначенням Це відношення обумовлюється конструктивнопоточної характеристики міцності ЕП; відповідно технологічними параметрами існуючого електроz=1 означає адгезійну міцність при відриві, z=2 технологічного обладнання і визначає необхідну означає міцність щодо розтягання, a z=3 означає питому потужність УЗ-кавітаційного обладнання на адгезійну міцність при зсуві, одиницю об'єму (або площі – у випадку обробки X - змінна, що є досліджуваним параметром склотканин) озвучуваного середовища. продуктивності обладнання, призначеного для УЗПочаткова маса наважки смоли ЕД-20, що обробки, у вигляді відношення Sв/mc, озвучувалась, складала mс=80г для УЗде Sв - площа випромінювача поздовжніх УЗдиспергатора УЗДН-2Т з площею випромінювання 2 коливань, м , концентратора УЗК Sв=3,3 10-4 м2, а для ПМС типу mс - змінна маса наважки озвучуваного ЕО або ПМС-15А-18 маса наважки складала mс=350г для -4 2 зв'язуючого на його основі, кг, Sв=15 10 м . Було встановлено, що при збільa b0, b1, b2,..., b6 - постійні коефіцієнти рівняншенні маси наважки, що озвучувалась, у 1,5 рази ня, що підлягають визначенню. для обох випромінювачів УЗ відбувалося зниженСпосіб ілюструється Фіг.1-5, де: ня значення максимального зміцнення. на Фіг.1 показано вплив варіювання маси епоТак, для адгезійного зміцнення а.з. затверділої ксидної смоли (ЕС) у вигляді ЕД-20, що озвучуєтькомпозиції ЕД-20+ДЕТА до сталі Ст45 це зниження ся за нормального тиску, на характеристики міцвідбувалося в 1,2-1,4 рази, а при збільшенні маси ності затверділої композиції у складі ЕД-20+ДЕТА; наважки в 2 рази зміцнення становило не більше на Фіг.2-4 показано залежність міцнісних влас10% у порівнянні з неозвученим олігомером. Така тивостей ЕП 1 (X)= a.в. (Фіг.2), 3(X)= а.з. (Фіг.3), ж тенденція спостерігається й для інших експлуа2(X)= р (Фіг.4) затверділої ЕК у складі ЕДтаційних характеристик (див. табл. 1). 9 48177 10 Таблиця 1 Вплив варіювання відношення площі випромінювача поздовжніх УЗК Sв до маси наважки mс епоксидної основи ЕД-20, що обробляється, на характеристики міцності затверділої композиції ЕД-20+ДЕТА 3 Властивості композиції а.з., МПа 8,0 10,8 11,0 10,8 9,6 9,3 8,7 2 Sв/mc 10 , м /кг МПа 28 39 40 39 34 32 30 а.в., Без УЗ-обробки 0,3 0,4 0,5 0,6 0,7 0,8 І хоча при менших значеннях Sв/mc тобто за меншої маси наважки, досягаються результати, не гірші за оптимальні, проте з точки зору продуктивності процесу переробки полімерних композицій треба вибирати максимально припустиме значення маси наважки, при якому не відбувається суттєвого погіршення експлуатаційних характеристик ЕП, що були встановлені за ефективних параметрів УЗ-обробки. На основі аналізу попередньої та отриманої (див. табл. 1) інформації було встановлено, що залежність характеристик міцності затверділої ЕК від режимів УЗ-обробки носить нелінійний характер (див. Фіг.1). У зв'язку із цим при математичному моделюванні наявні експериментальні дані були апроксимовані поліномами 2–7 порядків. В результаті проведених модельних досліджень було прийнято рішення зупинитись на рівнянні 6-го порядку, яке з достатньою точністю (розраховані значення мають р, МПА 48 68 69 68 60 54 51 той же порядок, що і експериментальні дані, тобто збігаються в першій значущій цифрі), прийнятною для трактування отриманих результатів, яке описує експериментальні дані, а саме: 1 2 3 4 5 6 z(X)=b0+b1 X +b2 X +b3 X +b4 X +b5 Х +b6 Х , (1) де z (X)=Y (X) - відгук; X - змінна, що є досліджуваним параметром УЗ-обробки (у даному випадку це відношення Sв/mc); z - нижній індекс, що є умовним позначенням поточної характеристики міцності , яка досліджується; b0, b1, b2,..., b6 - постійні коефіцієнти рівняння (1), що підлягають визначенню. Отримані статистичним методом [6] адекватні статистичні математичні моделі, що характеризують вплив варіювання відношення (Sв/mc) на характеристики міцності затверділої ЕК, мають такий вигляд: X4-576,3107 X3+191,1123 X2+21,11938 X; (2) 4 3 2 =7,9977+66,14327 Х -92,8138 X +20,9083 X +9,7426 X; (3) а.з. 4 3 2 р=48,0058+3738,40504 X -1130,414 X +403,01216 Х +26,767 X. (4) а.в.=27,9931+385,7804 Експериментальні та розраховані за формулами (2-4) значення змінних наведено у таблиці 2. Таблиця 2 Зведені експериментальні та розраховані значення змінних при оптимізації відношення (Sв/mc) 3 2 (Sв/mc) 10 , м /кг Без УЗ-обробки 0,3 0,4 0,5 0,6 0,7 0,8 Експериментальні значення а.з., МПа р, МПА 28 8,0 48 39 10,8 68 40 11,0 69 39 10,8 68 34 9,6 60 32 9,3 54 30 8,7 51 а.в. Графічне відображення порівняльних результатів показано на Фіг.2-4. Найкращі та найгірші значення вихідної змінної Y(X) для оптимізації відношення (Sв/mc), отримані при експериментально-статистичному моделюванні в процесі пошуку компромісної точки, становлять: Розраховані значення МПа а.з., МПа 27,99 7,99 39,09 10,83 40,01 10,99 38,40 10,62 34,97 9,89 31,37 9,10 30,14 8,74 а.в., характеристика міцності ЕП: найкращі значення: найгірші значення: а.в.,МПа а.з., МПа р, МПА 48,00 67,76 69,75 66,99 60,67 53,77 51,02 р, МПА 50 30 80 25 7 45 11 48177 12 метрах УЗ-обробки за першим варіантом озвучуХарактеристики міцності ЕП, отримані для опвання. тимального значення відношення (Sв/mc), знахоРозроблений спосіб може застосовуватись диться всередині цих інтервалів. Результати роздля підвищення продуктивності обладнання, призрахунку узагальненої функції бажаності d(D) при наченого для ультразвукової обробки епоксидних оптимізації відношення (Sв/mc) відображені на композицій. Фіг.5. Джерела інформації: Відповідно до результатів розрахунків, а також 1. Гершгал Д.А., Фридман В.М. Ультразвукографічної залежності функції бажаності для відновая технологическая аппаратура. М, Энергия, шення (Sв/mc) (див. Фіг.5), можна зробити висновок 1976. – 319 с. про те, що вимозі максимальних значень усіх вихі2. Новицкий Б.Г. Применение акустических кодних змінних найкраще відповідає точка №3, у якій лебаний в химико-технологических процессах. – досягається максимальне значення функції бажаМ.: Химия, 1983. – 192 с. ності d(D)=0,5047, що відповідає значенню 3. Колосов О.Є. Спосіб вибору ефективних конструктивно-технологічних параметрів пристроїв (Sв/mc)=0,4 10-3 м2/кг. для ультразвукової модифікації рідких полімерних Тоді, наприклад, для озвучування в УЗ-ванні композицій та волокнистих наповнювачів. UA № типу УЗВ-1 наважки ЕД-20 масою 10кг протягом 30505. МПК (2006) В29В15/00. Опубл. 25.02.2008. певного часового проміжку УЗ-модифікації сумарБюл. № 4. на площа випромінювачів Sв УЗК, установлених на 4. Ультразвук. Маленькая энциклопедия. Под дні і бокових стінках ванни в певному порядку, 3 2 ред. Голяминой И.П. – М.: Сов. энциклопедия, повинна становити Sв=0,4 10 mс (кгм /кг)=0,4 10 3 1979. – 192 с. 10 м2=0,4 10-2 м2. 5. Колосов О.Є., Сівецький В.І. Методика розТаким чином, в результаті експериментальнорахунку параметрів пристроїв для ультразвукової статистичних досліджень технологічних характеобробки і інтенсифікації процесу просочення ткаристик ЕО і зв'язуючих на їх основі було встановних наповнювачів полімерними зв'язуючими // Віслено, що для ефективного озвучування відношенник КНУТД. – 2003. – № 1. –С. 156-159. ня площі випромінювача поздовжніх УЗК до маси 6. Рузинов Л.П. Статистические методы оптинаважки епоксидної основи, що обробляється, мизации химических процессов. – М.: Химия, 1972. повинно становити (4-5) 10-3 м2/кг при даних пара– 200 с. 13 48177 14 15 Комп’ютерна верстка В. Мацело 48177 Підписне 16 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of predicting parameters of equipment output intended for ultrasonic working of epoxy compounds
Автори англійськоюKolosov Oleksandr Yevhenovych, Sivetskyi Volodymyr Ivanovych, Kolosov Viktor Yevhenovych, Sakharov Oleksandr Serhiiovych, Kolosova Olena Petrivna, Stepanenko Borys Yevhenovych
Назва патенту російськоюСпособ прогнозирования параметров производительности оборудования, предназначенного для ультразвуковой обработки эпоксидных композиций
Автори російськоюКолосов Александр Евгеньевич, Сивецкий Владимир Иванович, Колосов Виктор Евгеньевич, Сахаров Александр Сергеевич, Колосова Елена Петровна, Степаненко Борис Евгеньевич
МПК / Мітки
МПК: B29B 15/08
Мітки: епоксидних, параметрів, продуктивності, спосіб, призначеного, обладнання, прогнозування, ультразвукової, композицій, обробки
Код посилання
<a href="https://ua.patents.su/8-48177-sposib-prognozuvannya-parametriv-produktivnosti-obladnannya-priznachenogo-dlya-ultrazvukovo-obrobki-epoksidnikh-kompozicijj.html" target="_blank" rel="follow" title="База патентів України">Спосіб прогнозування параметрів продуктивності обладнання, призначеного для ультразвукової обробки епоксидних композицій</a>
Спосіб вибору ефективних конструктивно-технологічних параметрів пристроїв для ультразвукової модифікації рідких полімерних композицій та волокнистих наповнювачів
Номер патенту: 30505
Опубліковано: 25.02.2008
Автор: Колосов Олександр Євгенович
МПК: B29B 15/00
Мітки: наповнювачів, модифікації, композицій, полімерних, пристроїв, ультразвукової, рідких, спосіб, вибору, ефективних, волокнистих, параметрів, конструктивно-технологічних
Формула / Реферат:
1. Спосіб вибору ефективних конструктивно-технологічних параметрів пристроїв для ультразвукової модифікації рідких полімерних композицій та волокнистих наповнювачів, який полягає у виборі типу пристрою або апарата для ультразвукової обробки озвучуваного середовища, переважно епоксидних олігомерів або епоксидних композицій на їх основі, у відповідності із діапазоном значень інтенсивності (І), частоти (f) і амплітуди (А) ультразвукових...
Спосіб фізичної модифікації епоксидних композицій
Номер патенту: 39147
Опубліковано: 10.02.2009
Автор: Колосов Олександр Євгенович
МПК: C08L 63/00
Мітки: епоксидних, композицій, спосіб, модифікації, фізичної
Формула / Реферат:
Спосіб фізичної модифікації епоксидних композицій у складі епоксидної смоли і отверджувача, що включає ультразвукову дію, який відрізняється тим, що, епоксидну смолу перед змішуванням з отверджувачем піддають обробці за допомогою магнітострикційних перетворювачів з плоскою випромінюючою пластиною при частоті 16-18 кГц, амплітуді 3-14 мкм, інтенсивності 3-5 Вт/см2 і температурі 80-100 °С протягом 25-35 хв.
Спосіб одержання муфти, що термоусаджується, з епоксидних композицій
Номер патенту: 35659
Опубліковано: 16.04.2001
Автори: Клявлін Валерій Володимирович, Шелудченко Володимир Ілліч
МПК: C09J 5/08, B29C 61/06, C08J 3/28, F16L 47/02, C08L 63/00
Мітки: муфти, спосіб, термоусаджується, епоксидних, композицій, одержання
Формула / Реферат:
1. Спосіб одержання муфти, що термоусаджується, з епоксидних композицій, що включає підготування вихідної заготовки з епоксидного полімеру ангідридного затвердіння, нагрівання її до переходу у високоеластичний стан і деформування у високоеластичному стані з наступним охолодженням при зберіганні напруженого стану, причому як епоксидний полімер використовують епоксидну композицію з температурою склування Тс, що перевищує 50°С, крім того...
Спосіб прогнозування властивостей епоксидної композиції, одержаної з використанням ультразвукової модифікації
Номер патенту: 43672
Опубліковано: 25.08.2009
Автор: Колосов Олександр Євгенович
МПК: C08J 3/28, C08L 63/00, B29C 61/00, C09J 5/08, B29C 61/06
Мітки: спосіб, одержаної, модифікації, ультразвукової, використанням, властивостей, прогнозування, композиції, епоксидної
Формула / Реферат:
Спосіб прогнозування властивостей епоксидної композиції, одержаної з використанням ультразвукової модифікації, що використовуються при виготовленні армованих полімерних композиційних матеріалів, що включає визначення ефективних значень досліджуваних змінних параметрів ультразвукової обробки, при цьому як параметри вибирають частоту, амплітуду, інтенсивність ультразвукових коливань, а також температуру і час здійснення ультразвукової обробки...
Отверджувач водоемульсійних епоксидних композицій та спосіб його одержання
Номер патенту: 24584
Опубліковано: 04.08.1998
Автори: Швайка Олесь Павлович, Коротких Микола Іванович
МПК: D06M 15/37, C08G 59/00, C08L 63/00
Мітки: епоксидних, спосіб, одержання, отверджувач, водоемульсійних, композицій
Формула / Реферат:
1. Отвердитель водоэмульсионных эпоксидных композиций, содержащий N-амино-этилимидазолин общей формулыгде R - остаток олигомеризованных ненасыщенных жирных кислот - олеиновой, линолевой или линоленовой, отличающийся тем, что в состав отвердителя входит глицерин и нежировая часть растительного масла при следующем соотношении компонентов, мас.%: Глицерин 7,0 - 8,0 Нежировая часть...
Попередній патент: Вентиляційний канал
Наступний патент: Спосіб вибору ефективних параметрів ультразвукової обробки епоксидних композицій
Випадковий патент: Пристрій для підігріву двигуна внутрішнього згоряння