Верстат для багатостадійного формоутворення металу
Формула / Реферат
1. Верстат для багатостадійного формоутворення металу з кінцевим вузлом формоутворення для розділення комбінованих заготовок щонайменше на дві готові деталі та щонайменше одним відвідним пристроєм для готових деталей, який відрізняється тим, що він має принаймні один додатковий відвідний пристрій для готових деталей, причому до кожного з вказаних відвідних пристроїв приладжено передавальний пристрій для перенесення готової деталі з кінцевого вузла формоутворення до відвідного пристрою.
2. Верстат для багатостадійного формоутворення металу за п. 1, який відрізняється тим, що він містить захвати для перенесення комбінованих заготовок з одного кінцевого вузла формоутворення до наступного, причому захвати розташовані на щонайменше одному спільному захватотримачі та виконані з можливістю спільного переміщення по ньому або по них у поперечному напрямі, при цьому один з передавальних пристроїв має передавальний захват, розташований на спільному захватотримачі або захватотримачах.
3. Верстат для багатостадійного формоутворення металу за п. 2, який відрізняється тим, що він містить один верхній та один нижній захватотримачі, причому передавальний захват містить розташований на верхньому захватотримачі верхній грейфер та розташований на нижньому захватотримачі нижній грейфер.
4. Верстат для багатостадійного формоутворення металу за п. 3, який відрізняється тим, що нижній грейфер має тільки одну губку, яка розташована так, що бік захопленої готової деталі, звернений до відповідного відвідного пристрою, є вільним.
5. Верстат для багатостадійного формоутворення металу за пп. 3 або 4, який відрізняється тим, що верхній грейфер зміщено у напрямку захвата за допомогою зсувального пристрою, який може мати зсувальну пружину, та що верхній грейфер може бути обладнаний пристроєм випередження розкриття, який містить, наприклад похилу площину для підіймання верхнього грейфера та який пересуває верхній грейфер на певну відстань у напрямку розкриття ще перед тим, як захват досягне відвідного пристрою.
6. Верстат для багатостадійного формоутворення металу за будь-яким з пп. 1-5, який відрізняється тим, що один з передавальних пристроїв містить розташований між кінцевим вузлом формоутворення та відвідним пристроєм напрямник для приймання готової деталі з кінцевого вузла формоутворення, а також штовхальний механізм для виштовхування готової деталі, яка знаходиться на напрямнику, у жолоб відвідного пристрою.
7. Верстат для багатостадійного формоутворення металу за п. 6, який відрізняється тим, що штовхальний механізм містить формоутворюючий важіль, за допомогою якого деталі, яка знаходиться на напрямнику, може бути надано рушійного імпульсу.
8. Верстат для багатостадійного формоутворення металу за п. 6, який відрізняється тим, що штовхальний механізм містить штовхач для виштовхування деталі, що знаходиться на напрямнику, у відвідний пристрій.
9. Верстат для багатостадійного формоутворення металу за пп. 7 або 8, який відрізняється тим, що важіль або штовхач приводиться у рух безпосередньо або за допомогою принаймні однієї дужки захватом, захватотримачем, штампом або викидачем верстата для формоутворення, рушійним пристроєм одного з цих елементів або окремим рушійним пристроєм.
10. Верстат для багатостадійного формоутворення металу за будь-яким з пп. 1-9, який відрізняється тим, що принаймні один з відвідних пристроїв має похило спрямований жолоб з можливістю виконання на його кінці, зверненому до відповідного передавального пристрою, пересувної кінцевої частини або стрічкового конвеєра.
Текст
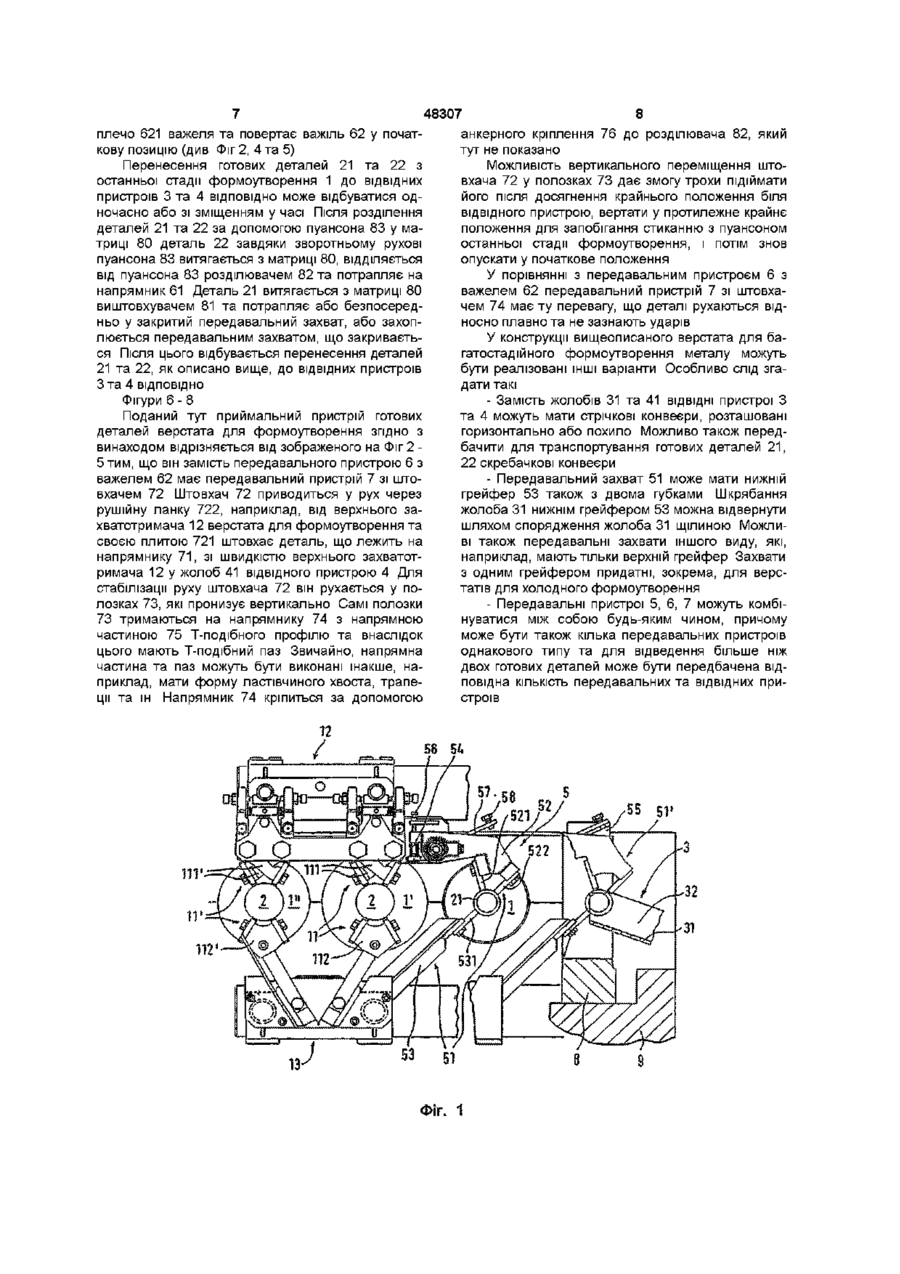
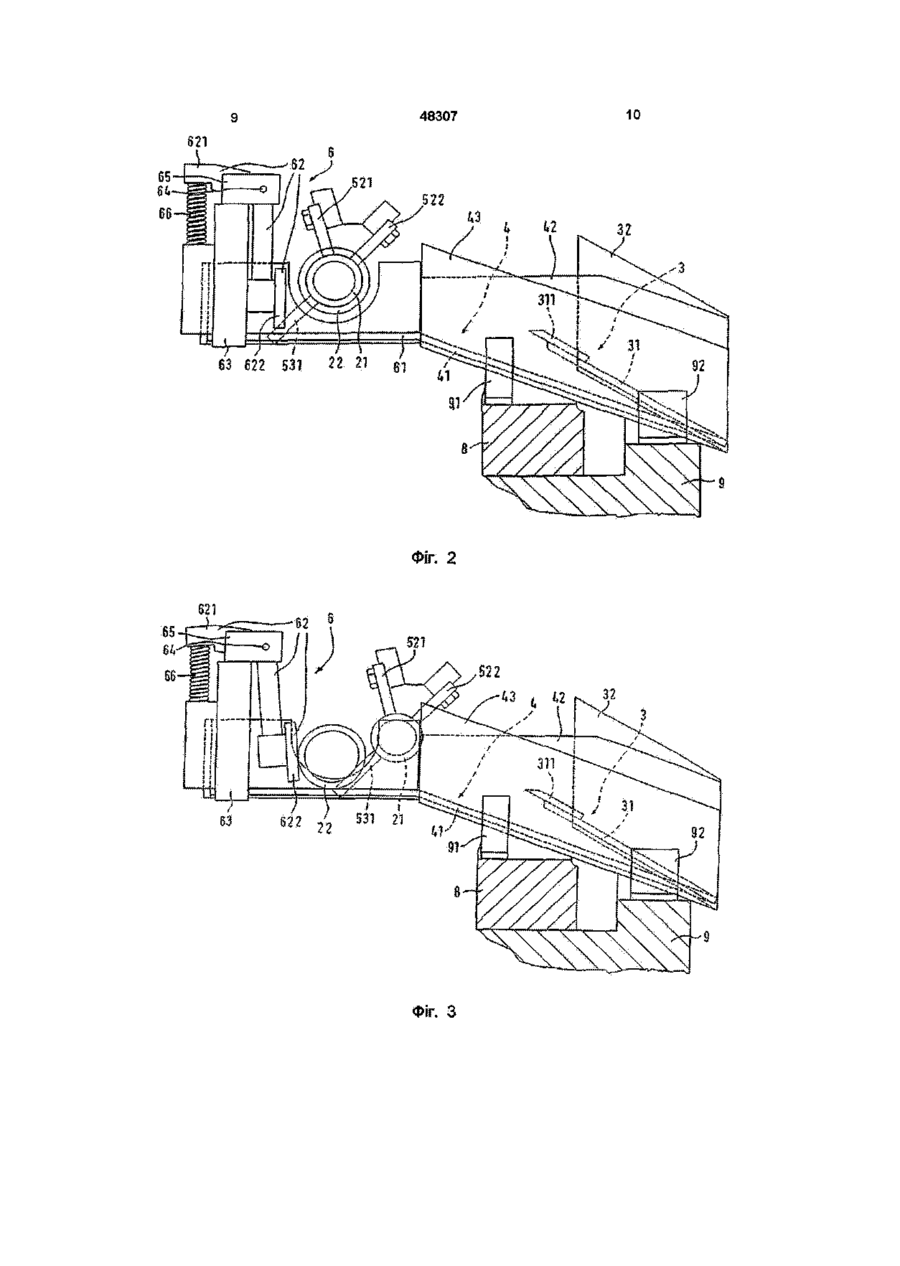
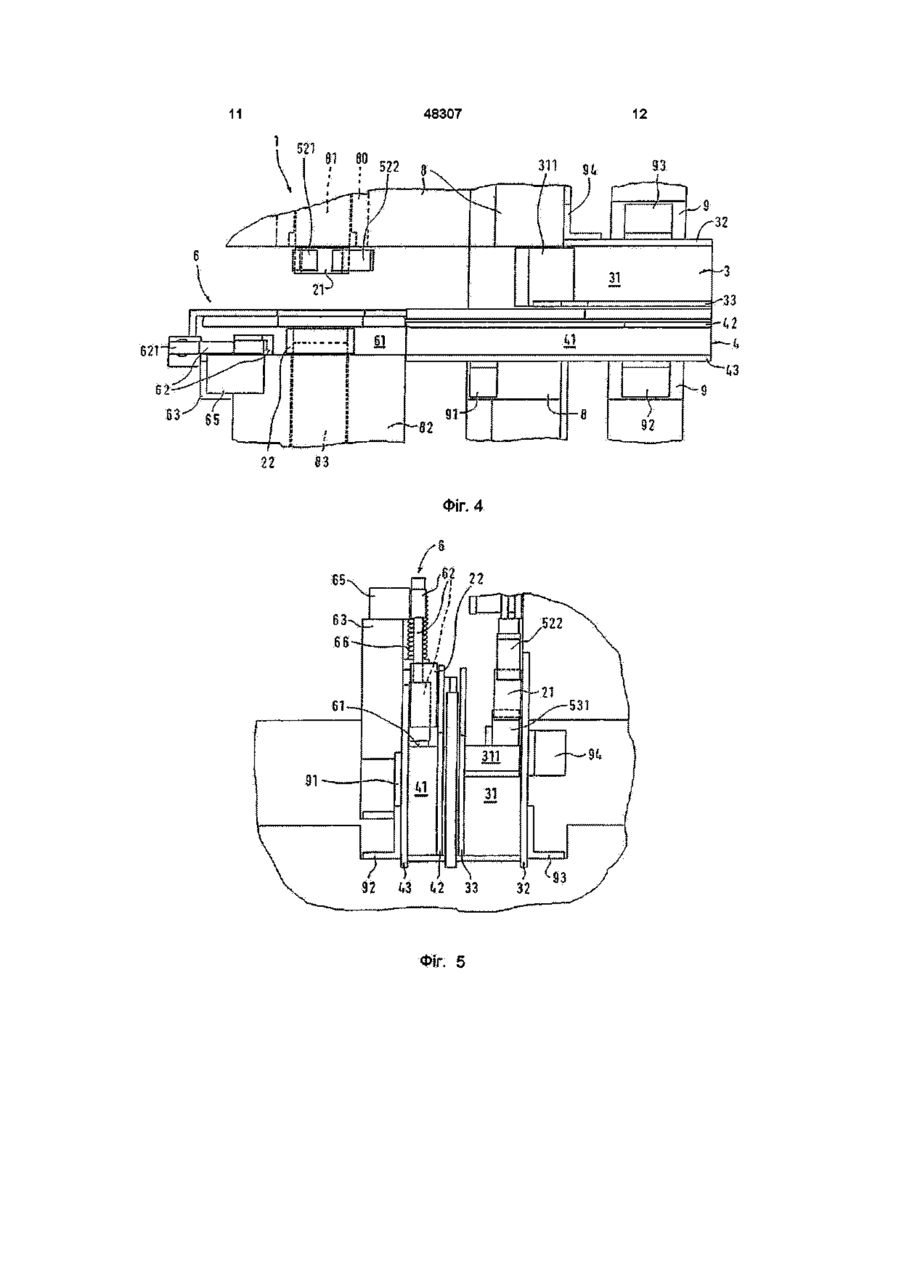
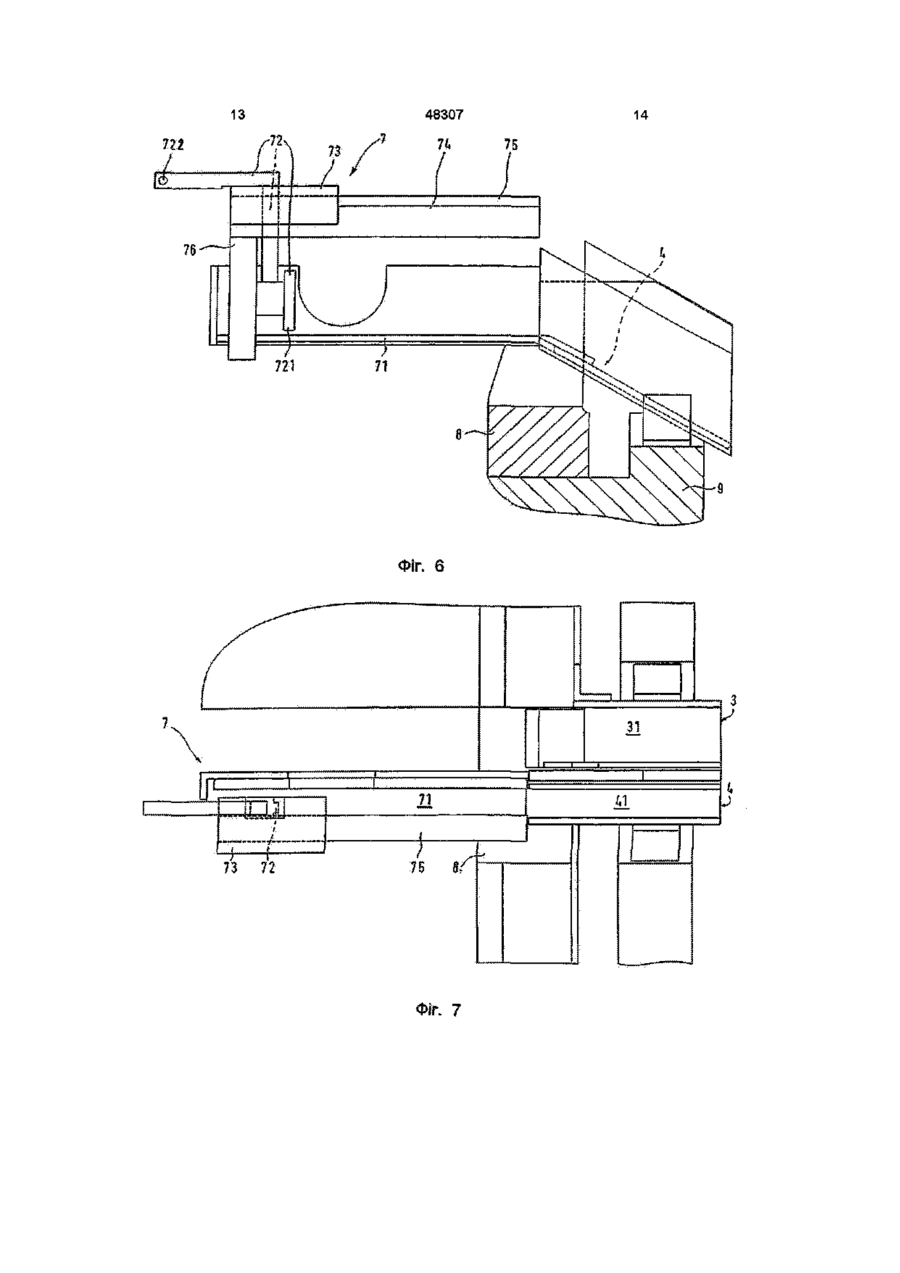
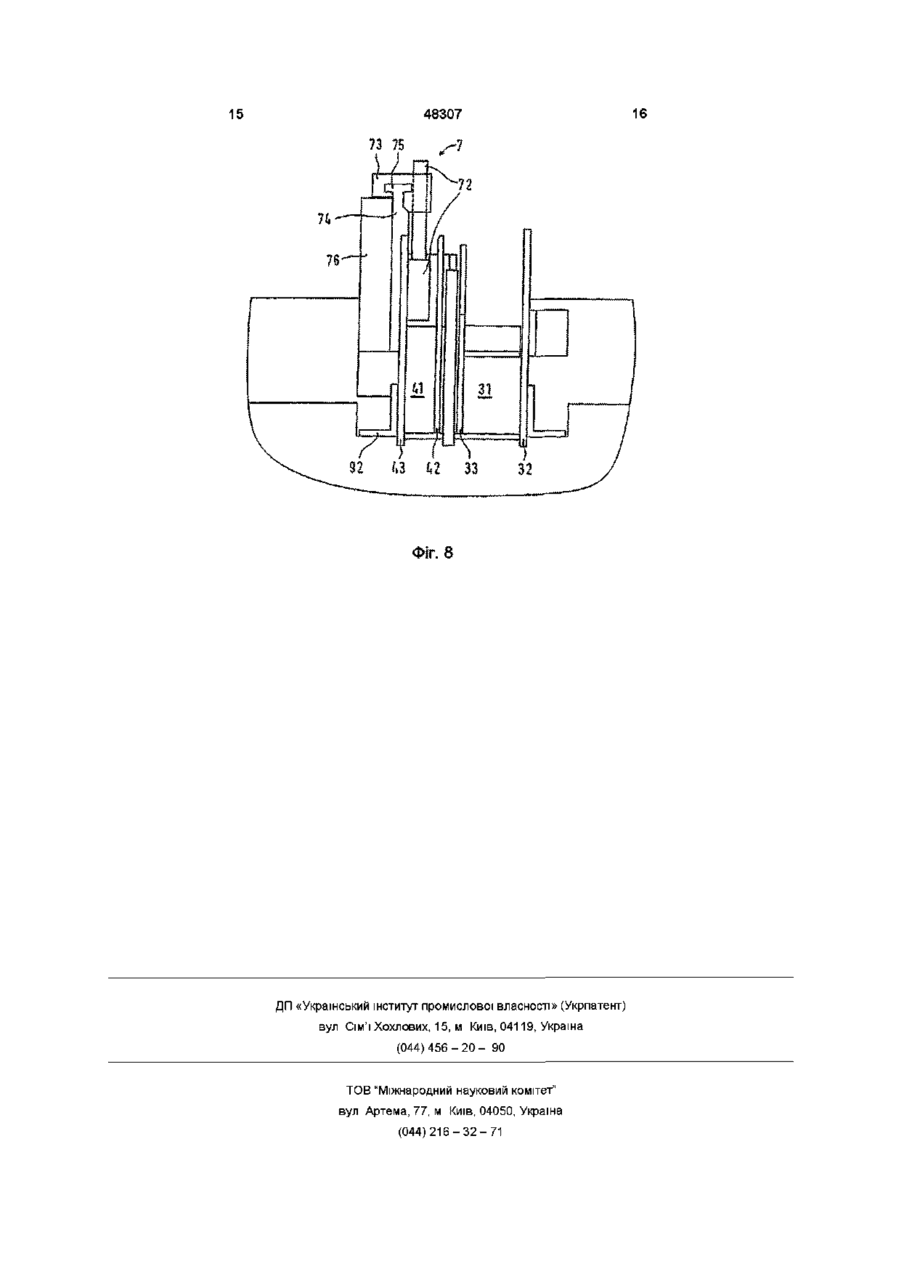
1 Верстат для багатостадійного формоутворення металу з кінцевим вузлом формоутворення для розділення комбінованих заготовок щонайменше на дві готові деталі та щонайменше одним ВІДВІДНИМ пристроєм для готових деталей, який відрізняється тим, що він має принаймні один додатковий ВІДВІДНИЙ пристрій для готових деталей, причому до кожного з вказаних ВІДВІДНИХ пристроїв приладжено передавальний пристрій для перенесення готової деталі з кінцевого вузла формоутворення до ВІДВІДНОГО пристрою 2 Верстат для багатостадійного формоутворення металу за п 1, який відрізняється тим, що він містить захвати для перенесення комбінованих заготовок з одного кінцевого вузла формоутворення до наступного, причому захвати розташовані на щонайменше одному спільному захватотримачі та виконані з можливістю спільного переміщення по ньому або по них у поперечному напрямі, при цьому один з передавальних пристроїв має передавальний захват, розташований на спільному захватотримачі або захватотримачах 3 Верстат для багатостадійного формоутворення металу за п 2, який відрізняється тим, що він містить один верхній та один нижній захватотримачі, причому передавальний захват містить розташований на верхньому захватотримачі верхній грейфер та розташований на нижньому захватотримачі нижній грейфер 4 Верстат для багатостадійного формоутворення металу за п 3, який відрізняється тим, що нижній грейфер має тільки одну губку, яка розташована так, що бік захопленої готової деталі, звернений до ВІДПОВІДНОГО ВІДВІДНОГО пристрою, є вільним 5 Верстат для багатостадійного формоутворення металу за пп 3 або 4, який відрізняється тим, що верхній грейфер зміщено у напрямку захвата за допомогою зсувального пристрою, який може мати зсувальну пружину, та що верхній грейфер може бути обладнаний пристроєм випередження розкриття, який містить, наприклад похилу площину для підіймання верхнього грейфера та який пересуває верхній грейфер на певну відстань у напрямку розкриття ще перед тим, як захват досягне ВІДВІДНОГО пристрою 6 Верстат для багатостадійного формоутворення металу за будь-яким з пп 1-5, який відрізняється тим, що один з передавальних пристроїв містить розташований між кінцевим вузлом формоутворення та ВІДВІДНИМ пристроєм напрямник для приймання готової деталі з кінцевого вузла формоутворення, а також штовхальний механізм для виштовхування готової деталі, яка знаходиться на напрямнику, у жолоб ВІДВІДНОГО пристрою 7 Верстат для багатостадійного формоутворення металу за п 6, який відрізняється тим, що штовхальний механізм містить формоутворюючий важіль, за допомогою якого деталі, яка знаходиться на напрямнику, може бути надано рушійного імпульсу 8 Верстат для багатостадійного формоутворення металу за п 6, який відрізняється тим, що штовхальний механізм містить штовхач для виштовхування деталі, що знаходиться на напрямнику, у ВІДВІДНИЙ пристрій 9 Верстат для багатостадійного формоутворення металу за пп 7 або 8, який відрізняється тим, що важіль або штовхач приводиться у рух безпосередньо або за допомогою принаймні однієї дужки захватом, захватотримачем, штампом або викидачем верстата для формоутворення, рушійним пристроєм одного з цих елементів або окремим рушійним пристроєм 10 Верстат для багатостадійного формоутворення металу за будь-яким з пп 1-9, який відрізняється тим, що принаймні один з ВІДВІДНИХ пристроїв має похило спрямований жолоб з можливістю виконання на його КІНЦІ, зверненому до ВІДПОВІДНОГО передавального пристрою, пересувної частини або стрічкового конвеєра кінцевої О і о со 00 48307 Поданий винахід стосується верстата для багатостадійного формоутворення металу з останньою стадією формоутворення - розділенням комбінованих заготовок щонайменше на дві готові деталі, як це визначено у загальній частині незалежного пункту 1 формули винаходу Верстати для багатостадійного формоутворення металу, у яких на останній стадії формоутворення комбіновані заготовки розділяються на дві готові деталі, використовуються, наприклад, для виготовлення шарикопідшипників У більшості відомих верстатів для формоутворення виготовлені деталі, наприклад внутрішнє та зовнішнє кільця, під дією власної ваги падають у розташований під пристроєм формоутворення жолоб та, сповзаючи по ньому, виходять з зони формоутворення верстата Такі верстати для формоутворення мають цілу низку вад Так, швидкість роботи верстата обмежена швидкістю вільного падіння деталей Самі деталі можуть зазнавати поверхневих пошкоджень внаслідок удару об жолоб, що призводить до неточності та робить необхідною додаткову обробку Виходячи з цього, точне виготовлення деталей на верстаті для формоутворення не є можливим Друга вада - те, що готові деталі видаються неупорядковано ПОСЛІДОВНІСТЬ виготовлення деталей не виявляється безпосередньо, отож, контроль якості та можливе налагодження верстата і відокремлення дефектних деталей утруднені Це призводить до того, що, зокрема, при виготовленні деталей з гарантованою якістю занадто багато потенційно дефектних деталей має бути браковано Окрім того, додатково потрібна окрема технологічна операція для сортування виготовлених деталей обох видів та можливого орієнтування деталей для наступних операцій У верстатах для багатостадійного формоутворення металу, що виготовляють одну деталь за один робочий хід, деякі вади могли бути усунуті за рахунок того, що на останній стадії формоутворення розташовувався передавальний захват для перенесення деталі у ВІДВІДНИЙ жолоб Такий верстат описується у винаході DE 35 17 637 А1 Проте цей верстат не дає можливості виготовляти з однієї комбінованої заготовки дві деталі та видавати їх окремо і контрольованим чином Зважаючи на вади відомих до цього часу вищезазначених верстатів для багатостадійного формоутворення металу, задача винаходу є такою треба створити верстат для багатостадійного формоутворення металу вищезгаданого типу, у якому деталі, що виготовляються з однієї комбінованої заготовки, можуть виводитися з останньої стадії формоутворення окремо і контрольованим чином Ця задача вирішується за допомогою верстата для формоутворення згідно з винаходом, як це визначено у незалежному пункті 1 формули винаходу Найбільш прийнятні варіанти виконання виходять з залежних пунктів формули винаходу Сутність винаходу полягає утому, що верстат для багатостадійного формоутворення металу з останньою стадією формоутворення для розділення комбінованих заготовок щонайменше на дві готові деталі має щонайменше два ВІДВІДНІ при строї для готових деталей, до кожного з яких прилагоджено по одному передавальному пристрою для перенесення готової деталі з останньої стадії формоутворення до ВІДВІДНОГО пристрою Завдяки тому, що верстат для формоутворення має щонайменше два ВІДВІДНІ пристрої для готових деталей з прилагодженими передавальними пристроями, після надходження заготовки на останню стадію формоутворення кожна готова деталь може виводитися окремо Передавальні пристрої роблять можливим швидке та контрольоване виведення готових деталей з останньої стадії формоутворення Завдяки передавальним пристроям швидкість роботи верстата більше не обмежується швидкістю падіння готових деталей До того ж, деталі можуть видаватися у положенні, придатному для подальших технологічних операцій, та упорядковано у часі Контрольована видача ВІДПОВІДНО ДО ПОСЛІДОВНОСТІ виготовлення робить можливою також ідентифікацію готових деталей, що значно полегшує точний контроль якості, можливе налагодження верстата і відокремлення дефектних деталей Так, наприклад, дефектні деталі, що з'являються внаслідок виходу КІНЦІВ дротиків, з яких виготовляються заготовки, відокремлюються тільки якщо вони безпосередньо попадають на місце закінчення дротика Більше не потрібно бракувати всі деталі, які попадають у ВІДПОВІДНИЙ інтервал часу, через те, що вони можуть бути дефектними Завдяки передавальним пристроям деталі також можуть виготовлятися більш точно, тому що готові деталі не б'ються об жолоб через високу швидкість присування як у вищезгаданих верстатах для формоутворення на цьому рівні техніки Усунення або принаймні значне зменшення поверхневих пошкоджень дає змогу зменшити або навіть відмовитися від припуску на обробку готової деталі Далі описується верстат для багатостадійного формоутворення металу згідно з винаходом з посиланням на малюнки, що додаються, та за допомогою двох прикладів виконання На малюнках показано Фіг 1 - переріз частини верстата для багатостадійного формоутворення металу згідно з винаходом з передавальним захватом у двох положеннях, Фіг 2 - вид збоку першого прикладу виконання приймального пристрою готових деталей верстата для багатостадійного формоутворення металу згідно з винаходом з першим передавальним пристроєм з передавальним захватом та другим передавальним пристроєм з важелем у початковій позиції Фіг 3 - приймальний пристрій готових деталей по фіг 2 з важелем у положенні штовхання, Фіг 4 - вид згори приймального пристрою готових деталей по фіг 2, Фіг 5 - вид спереду приймального пристрою готових деталей по фіг 2, Фіг 6 - вид збоку другого прикладу виконання приймального пристрою готових деталей верстата для багатостадійного формоутворення металу згідно з винаходом з першим передавальним при 48307 строєм з передавальним захватом та другим передавальним пристроєм зі штовхачем, Фіг 7 - вид згори приймального пристрою готових деталей по фіг 6, Фіг 8 - вид спереду приймального пристрою готових деталей по фіг 7 Фігура 1 Зображений верстат для багатостадійного формоутворення металу має три стадії формоутворення 1', 1" та 1, причому на останній стадії формоутворення 1 комбіновані заготовки 2 розділяються на готові деталі двох видів На останній стадії формоутворення 1 видно тільки першу готову деталь 21, тут у формі внутрішнього кільця, другу готову деталь, що у цьому прикладі виконання має форму зовнішнього кільця, вже відділено від неї та видалено Комбіновані заготовки 2 пересуваються зі стадії формоутворення 1" до стадії формоутворення 1' за допомогою захвата 11', та зі стадії формоутворення 1' до стадії формоутворення 1 - за допомогою захвата 11 Кожен з захватів 11' та 11 має верхній грейфер 111' та 111 і нижній грейфер 112' та 112 ВІДПОВІДНО, ЯКІ розташовано на верхньому захватотримачі 12 та на нижньому захватотримачі 13 ВІДПОВІДНО Поперечне переміщування захватів 11' та 11 здійснюється через пересування захватотримачів 12та 13 Для відведення першої готової деталі 21 передбачено ВІДВІДНИЙ пристрій 3, до якого прилагоджено передавальний пристрій 5 для перенесення готової деталі 21 з останньої стадії формоутворення 1 до відводового пристрою 3 ВІДВІДНИЙ пристрій 3 містить обмежений двома бічними стінками, з яких видно тільки одну бічну стінку 32, похило розташований жолоб 31, сповзаючи по якому готові деталі 21 виходять з зони формоутворення верстата Передавальний пристрій 5 має передавальний захват 51 з верхнім грейфером 52 та нижнім грейфером 53, які закріплені ВІДПОВІДНО на верхньому захватотримачі 12 з можливістю повертання та на нижньому захватотримачі 13 нерухомо та за допомогою цих захватотримачів можуть пересуватися від останньої позиції формоутворення 1 до ВІДВІДНОГО пристрою 3 і назад Гвинт 56 діє як переставна підпора для верхнього грейфера 52 Деталь 21 утримується двома пересувними губками 521, 522 верхнього грейфера 52 згори та пересувною губкою 531 нижнього грейфера 53 знизу Бік захопленої деталі 21, звернений до ВІДВІДНОГО пристрою 3, є вільним, таким чином, деталь 21 може бути покладена у жолоб 31 без зіткнення передавального захвата 51 з жолобом Щоб деталь 21 при закритому передавальному захваті 51 транспортувалася з певним зусиллям, верхній грейфер 52 зсувається у напрямку захвата за допомогою зсувальної пружини 54 Щоб запобігти відкиданню деталі 21 вниз через зсунення верхнього грейфера 52 при розкритті передавального захвата 51, передбачається пристрій випередження розкриття, який пересуває верхній грейфер 52 на певну відстань у напрямку розкриття ще перед тим, як захват досягне відводового пристрою 3 Пристрій випередження розкриття містить похилу площину 55, розташовану на ковадлі 8, на яку може наїжджати гвинт випередження розкриття 58, який угвинчено у розташовану на верхньому грейфері 52 кріпильну пластинку 57 Завдяки переміщенню гвинта 58 відстань випередження розкриття верхнього грейфера 52 може регулюватися Передавальний захват 51 у крайньому положенні біля ВІДВІДНОГО пристрою позначено як 51', а корпус верстата - як 9 Для всього подальшого опису приймається таке зауваження Якщо на фігурі з метою однозначності креслення містяться цифрові посилання, які не пояснюються у тексті, що відноситься безпосередньо до цієї фігури, то вони згадуються в описах попередніх фігур Фігури 2 - 5 Зображений тут приймальний пристрій для готових деталей верстата для багатостадійного формоутворення металу згідно з винаходом містить перший передавальний пристрій з передавальним захватом згідно з Фіг 1, серед деталей якого 3 міркувань наочності позначено тільки видимі губки 521, 522 та 531, прилаштований до першого передавального пристрою перший ВІДВІДНИЙ пристрій для готових деталей 3, другий передавальний пристрій 6 та прилаштований до нього другий ВІДВІДНИЙ пристрій 4 Перший ВІДВІДНИЙ пристрій 3 побудовано подібно до зображеного на Фіг 1 ВІДВІДНОГО пристрою Єдина ВІДМІННІСТЬ полягає у тому, що жолоб 31 має кінцеву частину 311, що може пересуватися у повздовжньому напрямку Ця кінцева частина 311 для приймання готових деталей 21 меншого розміру пересувається у напрямі до останньої стадії формоутворення 1, так що деталі 21 меншого розміру, які залишають передавальний захват, також попадають до жолобу 31 Кріпильні кутники 93 та 94 служать для закріплення ВІДВІДНОГО пристрою 3 на корпусі верстата 9 та на ковадлі 8 ВІДПОВІДНО Другий ВІДВІДНИЙ пристрій 4 містить обмежений двома бічними стінками 42 та 43 похило розташований жолоб 41, сповзаючи по якому готові деталі 22, в даному випадку у формі зовнішнього кільця 22, виходять з зони формоутворення верстата Кріпильні кутники 91 та 92 служать для закріплення ВІДВІДНОГО пристрою 4 на корпусі верстата 9 та на ковадлі 8 ВІДПОВІДНО Передавальний пристрій 6 для перенесення готової деталі 22 з останньої стадії формоутворення 1 до ВІДВІДНОГО пристрою 4 містить розташований між останнєю стадією формоутворення 1 та ВІДВІДНИМ пристроєм 4 напрямник 61 для приймання готової деталі 22 з останньої стадії формоутворення 1, а також штовхальний механізм для виштовхування готової деталі 22, що знаходиться на напрямнику 61, у жолоб 41 ВІДВІДНОГО пристрою 4 У даному випадку штовхальний механізм має важіль 62, розташований на нерухомій частині 65 з можливістю повертання навколо осі 64 Нерухома частина 65 кріпиться до розділювача 82 (див унизу) за допомогою анкерного кріплення 63 Через удар, наприклад, викидної дужки верстата для формоутворення по плечу 621 важеля 62 його штовхач 622 відхиляється у напрямі ВІДВІДНОГО пристрою 4 (див Фіг 3) та надає деталі 22, що знаходиться на напрямнику 61, рушійний імпульс, завдяки якому вона рухається до жолоба 41 ВІДВІДНОГО пристрою 4 Після ЦЬОГО гвинтова пружина 66 натискає на 48307 плечо 621 важеля та повертає важіль 62 у початкову позицію (див Фіг 2, 4 та 5) Перенесення готових деталей 21 та 22 з останньої стадії формоутворення 1 до ВІДВІДНИХ пристроїв 3 та 4 ВІДПОВІДНО може відбуватися одночасно або зі зміщенням у часі Після розділення деталей 21 та 22 за допомогою пуансона 83 у матриці 80 деталь 22 завдяки зворотньому рухові пуансона 83 витягається з матриці 80, ВІДДІЛЯЄТЬСЯ ВІД пуансона 83 розділювачем 82 та потрапляє на напрямник 61 Деталь 21 витягається з матриці 80 виштовхувачем 81 та потрапляє або безпосередньо у закритий передавальний захват, або захоплюється передавальним захватом, що закривається Після ЦЬОГО відбувається перенесення деталей 21 та 22, як описано вище, до ВІДВІДНИХ пристроїв З та 4 ВІДПОВІДНО Фігури 6 - 8 Поданий тут приймальний пристрій готових деталей верстата для формоутворення згідно з винаходом відрізняється від зображеного на Фіг 2 5 тим, що він замість передавального пристрою 6 з важелем 62 має передавальний пристрій 7 зі штовхачем 72 Штовхач 72 приводиться у рух через рушійну ланку 722, наприклад, від верхнього захватотримача 12 верстата для формоутворення та своєю плитою 721 штовхає деталь, що лежить на напрямнику 71, зі швидкістю верхнього захватотримача 12 у жолоб 41 ВІДВІДНОГО пристрою 4 Для стабілізації руху штовхача 72 він рухається у полозках 73, які пронизує вертикально Самі полозки 73 тримаються на напрямнику 74 з напрямною частиною 75 Т-подібного профілю та внаслідок цього мають Т-подібний паз Звичайно, напрямна частина та паз можуть бути виконані інакше, наприклад, мати форму ластівчиного хвоста, трапеції та ш Напрямник 74 кріпиться за допомогою 8 анкерного кріплення 76 до розділювача 82, який тут не показано Можливість вертикального переміщення штовхача 72 у полозках 73 дає змогу трохи підіймати його після досягнення крайнього положення біля ВІДВІДНОГО пристрою, вертати у протилежне крайнє положення для запобігання стиканню з пуансоном останньої стадії формоутворення, і потім знов опускати у початкове положення У порівнянні з передавальним пристроєм 6 з важелем 62 передавальний пристрій 7 зі штовхачем 74 має ту перевагу, що деталі рухаються відносно плавно та не зазнають ударів У конструкції вищеописаного верстата для багатостадійного формоутворення металу можуть бути реалізовані ІНШІ варіанти Особливо слід згадати такі - Замість жолобів 31 та 41 ВІДВІДНІ пристрої З та 4 можуть мати стрічкові конвеєри, розташовані горизонтально або похило Можливо також передбачити для транспортування готових деталей 21, 22 скребачкові конвеєри - Передавальний захват 51 може мати нижній грейфер 53 також з двома губками Шкрябання жолоба 31 нижнім грейфером 53 можна відвернути шляхом спорядження жолоба 31 щілиною Можливі також передавальні захвати іншого виду, які, наприклад, мають тільки верхній грейфер Захвати з одним грейфером придатні, зокрема, для верстатів для холодного формоутворення - Передавальні пристрої 5, 6, 7 можуть комбінуватися між собою будь-яким чином, причому може бути також кілька передавальних пристроїв однакового типу та для відведення більше ніж двох готових деталей може бути передбачена відповідна КІЛЬКІСТЬ передавальних та ВІДВІДНИХ при строїв В5 5 1 і ФІг. 1 10 48307 32 622 531 22 21 fil Фіг. 2 521 3 2 Фіг. З 11 48307 12 93 32 Фіг. 4 Фіг. 5 13 48307 722 ФІГ. 6 Фіг. 7 14 15 48307 ФІГ. 8 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71 16
ДивитисяДодаткова інформація
Назва патенту англійськоюMultistage metal-forming machine tool
Назва патенту російськоюСтанок для многостадийного формообразования металла
МПК / Мітки
МПК: B21K 27/00, B21J 13/00, B21K 1/00
Мітки: верстат, металу, багатостадійного, формоутворення
Код посилання
<a href="https://ua.patents.su/8-48307-verstat-dlya-bagatostadijjnogo-formoutvorennya-metalu.html" target="_blank" rel="follow" title="База патентів України">Верстат для багатостадійного формоутворення металу</a>
Шліфувальний верстат
Номер патенту: 28792
Опубліковано: 16.10.2000
Автор: Пестунов Володимир Михайлович
МПК: B24B 5/00
Мітки: верстат, шліфувальний
Формула / Реферат:
1. Шліфувальний верстат, який складається з шліфувального круга, привода обертання круга та механізмів повздовжньої, поперечної та вертикальної подачі відносного руху формоутворення у системі інструмент-заготовка, який відрізняється тим, що привод головного обертального руху розташованийна поворотній відносно вертикальної вісі колоні та споряджені механізмом вертикальної подачі, а с протилежного боку колони встановлений шпіндель з механізмом...
Верстат для виготовлення заготовок типу ступінчастих валів обкочуванням
Номер патенту: 43135
Опубліковано: 15.11.2001
Автори: Маковецький Олександр Вікторович, Перезва Сергій Миколайович
МПК: B21D 21/00
Мітки: верстат, заготовок, валів, типу, обкочуванням, виготовлення, ступінчастих
Формула / Реферат:
Верстат для виготовлення заготовок типу ступінчастих валів обкочуванням, який містить фундамент, два інструментальних вузли, а також пристрій локального нагріву, який відрізняється тим, що розширює технологічні можливості механообробного обладнання з одночасною обробкою двох поверхонь за рахунок оснащення верстата механізмом переміщення заготовок, механізмами затиску заготовки, розміщеними між інструментальними вузлами, які мають можливість...
Профільно-копіювальний заточувальний верстат
Номер патенту: 39060
Опубліковано: 15.05.2001
Автор: Куліш Віктор Андрійович
МПК: B23Q 35/00
Мітки: профільно-копіювальний, заточувальний, верстат
Формула / Реферат:
Профільно-копіювальний заточувальний верстат, який містить станину, на якій розміщені привід, що зв'язаний зі шліфувальною бабкою, каретки повздовжньої та поперечної подачі, засіб кріплення заготівки, упор, засіб кріплення копіра та супорт, який відрізняється тим, що каретки повздовжньої та поперечної подачі виконані з можливістю незалежного переміщення у взаємно перпендикулярному напрямку, каретка повздовжньої подачі оснащена супортом, при...
Плоскошліфувальний верстат
Номер патенту: 968
Опубліковано: 16.07.2001
Автори: Дуда Валєрій Ніколаєвіч, Назаров Анатолій Павловіч, Дуда Алєксандр Ніколаєвіч
МПК: B24B 7/00
Мітки: верстат, плоскошліфувальний
Формула / Реферат:
Плоскошліфувальний верстат, який включає станину, з розташованим на ній приводом, пов'язаним через ремінну передачу з шліфувальною бабкою, а також вісь з закріпленим на ній кронштейном, який містить механізм поздовжньої подачі, який відрізняється тим, що в корпусі кронштейна паралельно осі встановлена шпиндельна головка співвісно з круглим столом і ручним механізмом його обертання, по осях шліфувальної бабки і стола передбачені узгоджені...
Пристрій для формоутворення спіралей сіток
Номер патенту: 33273
Опубліковано: 15.02.2001
Автор: Янковський Рудольф Річардович
МПК: B21F 27/00
Мітки: спіралей, формоутворення, пристрій, сіток
Текст:
...з приводом обертання, надання профільному перерізу навивного ножа у місті розміщення пуансонів меншої площини забезпечує можливість зміни форми витків спіралі. При цьому виткам спіралі можна надати будь якої конфігурації завдяки формоутворюючим стискаючим поверхням пуансонів. Таким чином, пристрій має багатоваріантні технологічні можливості у формоутворенні витків спіралей сіток з дроту. з Пристрій для формоутворення спіралей сіток,...
Попередній патент: Механізм петлеутворення багатосистемної двофонтурної круглов’язальної машини
Наступний патент: Спосіб агломерації залізних та марганцевих концентратів в обертальних печах
Випадковий патент: Спосіб лікування антифосфоліпідного синдрому