Спосіб кондиціонування зовнішньої поверхні елемента виливниці для безперервного лиття металів, виготовленого з міді або мідного сплаву
Номер патенту: 54377
Опубліковано: 17.03.2003
Автори: КАТОНН Жан-Клод, Рессон Жерар, АЛЛЕЛІ Крістіан, Ніколль Ремі
Формула / Реферат
1. Способ кондиционирования наружной поверхности элемента изложницы для непрерывного литья металлов, изготовленного из меди или медного сплава, включающий стадию никелирования, отличающийся тем, что перед никелированием осуществляют подготовку поверхности элемента, включающую последовательные операции обезжиривания обнаженной поверхности, декапирования обнаженной поверхности в кислой окислительной среде и полировки обнаженной поверхности, а никелирование проводят электролитическим осаждением при помещении элемента в качестве катода в электролит,которым является водный раствор сульфамата никеля, содержащий от 60 до 100 г/л никеля, затем после использования элемента осуществляют операцию частичного или полного электролитического удаления никеля с поверхности путем помещения элемента в качестве анода в электролит, которым является водный раствор сульфамата никеля, содержащий от 60 до 100 г/л никеля и от 20 до 80 г/л сульфаминовой кислоты, имеющий рН менее или равный 2, после чего опять осуществляют никелирование поверхности, причем, в случае необходимости, с предшествующей подготовкой обнаженной медной поверхности, описанной выше.
2. Способ по п. 1, отличающийся тем, что электролит для никелирования поддерживают при значении рН 3-4,5.
3. Способ по п. 1 или 2, отличающийся тем, что для никелирования используют электролит, содержащий дополнительно 30-40 г/л борной кислоты.
4. Способ по любому из пп. 1-3, отличающийся тем, что операцию никелирования осуществляют с использованием по меньшей мере одного растворимого анода из чистого никеля и электролита для никелирования, дополнительно содержащего хлорид-ионы.
5. Способ по любому из пп. 1-4, отличающийся тем, что используют электролит для никелирования, дополнительно содержащий сульфат магния.
6. Способ по любому из пп. 1-5, отличающийся тем, что используют электролит для никелирования, дополнительно содержащий ингибитор коррозии.
7. Способ по п. 6, отличающийся тем, что в качестве ингибитора коррозии используют анионное поверхностно-активное вещество, такое как алкилсульфат или алкилсульфонат.
8. Способ по любому из пп. 1-7, отличающийся тем, что операцию никелирования проводят при плотности катодного тока 3-20 А/дм2.
9. Способ по любому из пп. 1-8, отличающийся тем, что электролит для никелирования нагревают.
10. Способ по п. 9, отличающийся тем, что элемент изложницы нагревают до температуры, близкой к температуре электролита для никелирования.
11. Способ по любому из пп. 1-10, отличающийся тем, что периодически или непрерывно осуществляют удаление сульфатов, образующихся в среде электролита для никелирования.
12. Способ по любому из пп. 1-11, отличающийся тем, что во время операции никелирования чередуют рабочие фазы продолжительностью несколько минут и фазы покоя продолжительностью несколько секунд.
13. Способ по любому из пп. 1-12, отличающийся тем, что перед операцией никелирования осуществляют операцию предварительного электролитического никелирования для нанесения на элемент изложницы, являющийся катодом, слоя никеля толщиной 1-2 мкм.
14. Способ по п. 13, отличающийся тем, что операцию предварительного никелирования осуществляют в электролите, состоящем из водного раствора на основе сульфамата никеля и сульфаминовой кислоты.
15. Способ по п. 14, отличающийся тем, что операцию предварительного никелирования осуществляют при плотности катодного тока от 4 до 5 А/дм2.
16. Способ по п. 13, отличающийся тем, что операцию предварительного никелирования осуществляют в электролите на основе хлорида никеля и соляной кислоты.
17. Способ по любому из пп. 1-16, отличающийся тем, что перед операцией обезжиривания поверхности элемента изложницы осуществляют операцию ее полировки.
18. Способ по любому из пп. 1-17, отличающийся тем, что обезжиривание осуществляют путем химического обезжиривания в щелочной среде и/или электролитического обезжиривания.
19. Способ по любому из пп. 1-18, отличающийся тем, что декапирование осуществляют в водном растворе серной кислоты и перекиси водорода.
20. Способ по любому из пп. 1-18, отличающийся тем, что декапирование осуществляют в водном растворе хромовой кислоты.
21. Способ по любому из пп. 1-20, отличающийся тем, что полировку осуществляют в растворе сульфаминовой кислоты.
22. Способ по любому из пп. 1-21, отличающийся тем, что для удаления никеля используют электролит, содержащий по меньшей мере 1 г/л хлорид-ионов.
23. Способ по п. 22, отличающийся тем, что осуществляют полное удаление никеля с поверхности, для чего используют электролит, содержащий 5-20 г/л хлорида никеля.
24. Способ по любому из пп. 1-23, отличающийся тем, что электролит для удаления никеля содержит 30-40 г/л борной кислоты.
25. Способ по любому из пп. 1-24, отличающийся тем, что операцию удаления никеля осуществляют при плотности анодного тока от 1 до 20 А/дм2.
26. Способ по любому из пп. 1-25, отличающийся тем, что операцию удаления никеля осуществляют при заданном потенциале.
27. Способ по любому из пп. 1-26, отличающийся тем, что перед операцией удаления никеля осуществляют частичное удаление остаточного слоя никеля механическим путем.
28. Способ по любому из пп. 1-27, отличающийся тем, что прерывисто или непрерывно осуществляют удаление меди, содержащейся в электролите для никелирования.
29. Способ по любому из пп. 1-28, отличающийся тем, что элементом изложницы является обечайка валка для непрерывного литья между двумя валками или на валок.
30. Способ по п. 29, отличающийся тем, что во время по меньшей мере некоторых из операций обечайку монтируют на оси, размещенной в горизонтальном положении над резервуаром, содержащим раствор для обработки, при этом нижнюю часть обечайки погружают в раствор, а ось вращают во время операции.
31. Способ по п. 30, отличающийся тем, что непогруженную часть обечайки орошают раствором для обработки.
32. Способ по п. 30, отличающийся тем, что атмосферу, окружающую непогруженную часть обечайки, делают инертной путем подачи нейтрального газа.
Текст
1 Способ кондиционирования наружной поверхности элемента изложницы для непрерывного литья металлов, изготовленного из меди или медного сплава, включающий стадию никелирования, отличающийся тем, что перед никелированием осуществляют подготовку поверхности элемента, включающую последовательные операции обезжиривания обнаженной поверхности, декапирования обнаженной поверхности в кислой окислительной среде и полировки обнаженной поверхности, а никелирование проводят электролитическим осаждением при помещении элемента в качестве катода в электролит, которым является водный раствор сульфамата никеля, содержащий от 60 до 100 г/л никеля, затем после использования элемента осуществляют операцию частичного или полного электролитического удаления никеля с поверхности путем помещения элемента в качестве анода в электролит, которым является водный раствор сульфамата никеля, содержащий от 60 до 100 г/л никеля и от 20 до 80 г/л сульфаминовой кислоты, имеющий рН менее или равный 2, после чего опять осуществляют никелирование поверхности, причем, в случае необходимости, с предшествующей подготовкой обнаженной медной поверхности, описанной выше 2 Способ по п 1, отличающийся тем, что электролит для никелирования поддерживают при значении рН 3-4,5 3 Способ по п 1 или 2, отличающийся тем, что для никелирования используют электролит, содержащий дополнительно 30-40 г/л борной кисло ты 4 Способ по любому из пп 1-3, отличающийся тем, что операцию никелирования осуществляют с использованием по меньшей мере одного растворимого анода из чистого никеля и электролита для никелирования, дополнительно содержащего хлорид-ионы 5 Способ по любому из пп 1-4, отличающийся тем, что используют электролит для никелирования, дополнительно содержащий сульфат магния 6 Способ по любому из пп 1-5, отличающийся тем, что используют электролит для никелирования, дополнительно содержащий ингибитор коррозии 7 Способ по п 6, отличающийся тем, что в качестве ингибитора коррозии используют анионное поверхностно-активное вещество, такое как алкилсульфат или алкилсульфонат 8 Способ по любому из пп 1-7, отличающийся тем, что операцию никелирования проводят при плотности катодного тока 3-20 А/дм2 9 Способ по любому из пп 1-8, отличающийся тем, что электролит для никелирования нагревают 10 Способ по п 9, отличающийся тем, что элемент изложницы нагревают до температуры, близкой к температуре электролита для никелирования 11 Способ по любому из пп 1-10, отличающийся тем, что периодически или непрерывно осуществляют удаление сульфатов, образующихся в среде электролита для никелирования 12 Способ по любому из пп 1-11, отличающийся тем, что во время операции никелирования чередуют рабочие фазы продолжительностью несколько минут и фазы покоя продолжительностью несколько секунд 13 Способ по любому из пп 1-12, отличающийся тем, что перед операцией никелирования осуществляют операцию предварительного электролитического никелирования для нанесения на элемент изложницы, являющийся катодом, слоя никеля толщиной 1-2 мкм 14 Способ по п 13, отличающийся тем, что операцию предварительного никелирования осуществляют в электролите, состоящем из водного раствора на основе сульфамата никеля и суль О го Ю 54377 фаминовой кислоты 15 Способ по п 14, отличающийся тем, что операцию предварительного никелирования осуществляют при плотности катодного тока от 4 до 5 А/дм2 16 Способ по п 13, отличающийся тем, что операцию предварительного никелирования осуществляют в электролите на основе хлорида никеля и соляной кислоты 17 Способ по любому из пп 1-16, отличающийся тем, что перед операцией обезжиривания поверхности элемента изложницы осуществляют операцию ее полировки 18 Способ по любому из пп 1-17, отличающийся тем, что обезжиривание осуществляют путем химического обезжиривания в щелочной среде и/или электролитического обезжиривания 19 Способ по любому из пп 1-18, отличающийся тем, что декапирование осуществляют в водном растворе серной кислоты и перекиси водорода 20 Способ по любому из пп 1-18, отличающийся тем, что декапирование осуществляют в водном растворе хромовой кислоты 21 Способ по любому из пп 1-20, отличающийся тем, что полировку осуществляют в растворе сульфаминовой кислоты 22 Способ по любому из пп 1-21, отличающийся тем, что для удаления никеля используют электролит, содержащий по меньшей мере 1 г/л хлорид-ионов 23 Способ по п 22, отличающийся тем, что осуществляют полное удаление никеля с поверхности, для чего используют электролит, содержащий 5-20 г/л хлорида никеля 24 Способ по любомуиз пп 1-23, отличающийся тем, что электролит для удаления никеля содержит 30-40 г/л борной кислоты 25 Способ по любому из пп 1-24, отличающийся тем, что операцию удаления никеля осуществляют при плотности анодного тока от 1 до 20 А/дм2 26 Способ по любому из пп 1-25, отличающийся тем, что операцию удаления никеля осуществляют при заданном потенциале 27 Способ по любому из пп 1-26, отличающийся тем, что перед операцией удаления никеля осуществляют частичное удаление остаточного слоя никеля механическим путем 28 Способ по любому из пп 1-27, отличающийся тем, что прерывисто или непрерывно осуществляют удаление меди, содержащейся в электролите для никелирования 29 Способ по любому из пп 1-28, отличающийся тем, что элементом изложницы является обечайка валка для непрерывного литья между двумя валками или на валок 30 Способ по п 29, отличающийся тем, что во время по меньшей мере некоторых из операций обечайку монтируют на оси, размещенной в горизонтальном положении над резервуаром, содержащим раствор для обработки, при этом нижнюю часть обечайки погружают в раствор, а ось вращают во время операции 31 Способ по п 30, отличающийся тем, что непогруженную часть обечайки орошают раствором для обработки 32 Способ по п 30, отличающийся тем, что атмосферу, окружающую непогруженную часть обечайки, делают инертной путем подачи нейтрального газа Изобретение относится к непрерывному литью металлов Более точно, оно касается кондиционирования наружной поверхности элементов, изготовленных из меди или медного сплава, изложниц, в которых инициируют отвердевание металлов, таких как сталь Непрерывное литье металлов, таких как сталь, осуществляют в изложницах без дна, стенки которых энергично охлаждают за счет внутренней циркуляции охлаждающей жидкости, такой как вода Жидкий металл контактируют с внешними поверхностями этих стенок, и там начинается его отвердевание Чтобы они могли в короткое время отвести от металла достаточное количество тепла, эти стенки должны быть изготовлены из материала, обладающего высокой теплопроводностью Обычно для этого выбирают медь или один из ее сплавов, содержащих, например, хром и цирконий Поверхности этих стенок, которые предназначены для контактирования с жидким металлом, покрыты слоем никеля, первоначально толщина, которого может достигать, обычно, 1 - 2мм Его роль разнообразна С одной стороны, он позволяет подогнать коэффициент теплопередачи стенок до оптимальной величины (более низкой, чем, если бы металл находился в непосредственном контакте с медью), чтобы отвердевание металла осуществлялось в хороших условиях с точки зрения металлургии? слишком быстрое отвердевание вызывает появление дефектов на поверхности материала Эта подгонка осуществляется за счет игры на толщине и структуре слоя никеля С другой стороны, он представляет собой для меди защитный слой, который позволяет ей избежать слишком жесткого термического и механического воздействия Этот слой никеля изнашивается по мере использования изложницы Следовательно, он должен периодически восстанавливаться, путем полного удаления существующей толщины и последующего нанесения нового слоя, но такое восстановление стоит, очевидно, значительно меньше, чем полная замена изношенных медных стенок Нанесение этого слоя никеля на стенки изложницы является, следовательно, основным этапом в подготовке литейной машины, и важно одновременно оптимизировать стоимость, эксплуатационные характеристики и адгезионные свойства Это особенно важно для машин, предназначенных для литья металлургических материалов в форме лент толщиной несколько миллиметров, которые не нуждаются в последующей 54377 горячей прокатке Эти машины, разработка которых актуальна в настоящее время, имеют в своем составе изложницу, образованную двумя валками, вращающимися в противоположных направлениях вокруг их горизонтально расположенных осей, и двумя боковыми пластинами из огнеупорного материала, прилегающими к торцам валков Эти валки имеют диаметр, который может достигать 1500мм, и ширину, которая на действующих экспериментальных установках находится в окрестности 600 - 800мм Но со временем, чтобы удовлетворять требованиям производительности промышленной установки, эта ширина должна достичь 1300 - 1500мм Эти валки из стальной сердцевины, вокруг которой закреплена обечайка из меди или медного сплава, охлаждаемая за счет циркуляции воды между сердцевиной и обечайкой, или более обычно, за счет циркуляции воды внутри обечайки Именно наружная поверхность этой обечайки и должна быть покрыта никелем, и легко представить, что из-за формы и размеров этой обечайки ее кондиционирование будет более сложным, чем кондиционирование классических изложниц для непрерывного литья, которые изготовлены путем соединения плоских пластин, или трубчатых элементов, и которые имеют меньшие размеры Оптимизация способа нанесения никеля является тем более важной в случае обечаек для валков для литья, так как - из-за отсутствия последующей горячей прокатки дефекты поверхности ленты, которые могут появиться в результате посредственного качества никелевого покрытия, создают угрозу того, что они впоследствии окажутся неисправимыми для качества конечного продукта, - количества никеля, наносимого на обечайки перед их использованием, и удаляемого в начале операции регенерации слоя, относительно велики, должны манипулировать со значительными объемами химических продуктов, которые необходимо оптимизировать, чтобы минимизировать стоимость операции, возникает также проблема количества и токсичности нерециркулируемых жидких и твердых побочных продуктов, образующихся на различных стадиях обработки Операция полного удаления никеля с обечайки, которая должна предшествовать восстановлению слоя никеля, также очень важна С одной стороны, ее удачное завершение обуславливает, в значительной мере, качество слоя никеля, который должен быть впоследствии нанесен, особенно, его сцепление с обечайкой С другой стороны, эта операция удаления никеля должна быть осуществлена без очень значительного расхода меди обечайки, которая является чрезвычайно дорогим изделием и время использования которой должно быть, насколько возможно, продлено Это последнее требование, особенно, практически исключает применение чисто механического способа удаления никеля, так как его точность недостаточна для того, чтобы одновременно гарантировать полное удаление никеля и сохранение меди на всей поверхности обечайки Другие способы литья имеют целью литье еще более тонких металлических лент, путем на несения жидкого металла на поверхность единственного вращающегося валка, который также может состоять из стальной сердцевины и охлаждаемой медной обечайки Проблемы кондиционирования поверхности обечайки, которые сейчас будут описаны, легко могут быть перенесены и на них Целью изобретения является предложить экономичный метод с низким уровнем загрязнения окружающей среды, обеспечивающий оптимальное качество кондиционирования стенок изложницы для непрерывного литья металлов, изготовленных из меди или медного сплава, путем нанесения слоя никеля, и включающий также периодическую стадию регенерации этого слоя Этот метод должен быть особенно приспособлен для случая кондиционирования обечаек валков машин для литья между валками или на единственный валок С этой целью предметом изобретения является способ кондиционирования наружной поверхности элемента изложницы для непрерывного литья металлов, изготовленного из меди или медного сплава, который содержит стадию никелирования и стадию удаления никеля с вышеупомянутой поверхности, отличающийся тем, что - осуществляют подготовку вышеупомянутой поверхности, включающую, последовательно, операцию обезжиривания вышеупомянутой обнаженной поверхности, операцию декапирования вышеупомянутой обнаженной поверхности в кислой окислительной среде и операцию полировки вышеупомянутой обнаженной поверхности, - затем осуществляют операцию никелирования вышеупомянутой обнаженной поверхности, путем электролитического осаждения, помещая вышеупомянутый элемент в качестве катода в электролит, представляющий собой водный раствор сульфамата никеля, содержащий от 60 до 100г/л никеля, - затем, после использования вышеупомянутого элемента, осуществляют операцию частичного или полного электролитического удаления никеля с вышеупомянутой поверхности, помещая вышеупомянутый элемент в качестве анода в электролит, представляющий собой водный раствор сульфамата никеля, содержащий от 60 до 100г/л никеля и от 20 до 80г/л сульфаминовой кислоты, значение рН которого меньше или равно 2, - затем осуществляют новое никелирование вышеупомянутой поверхности, в случае необходимости с предшествующей подготовкой обнаженной медной поверхности как указано перед этим Как будет понятно, изобретение заключается, особенно, в осуществлении, как осаждения никеля, так и его удаления электролитическими методами, в обоих из которых используется ванна сульфамата никеля Ni (NbbSCbb Подтверждено, что такие ванны особенно пригодны для получения на меди слоев никеля, обладающих улучшенными эксплуатационными свойствами Кроме того, возможность регенерировать электролит для удаления никеля, используя его так же, как электролит для никелирования (при необходимости, по 54377 8 еле очистки от растворенной в нем меди), значительно ограничивает количество химических продуктов, выбрасываемых цехом кондиционирования обечаек, что приводит к заметному уменьшению стоимости эксплуатации устройства и снижению опасности загрязнения окружающей среды Кроме того, никель, удаляемый с обечайки, выделяют в металлическом состоянии на никелевом катоде в реакторе для удаления никеля Вышеупомянутый катод, в свою очередь, может быть рециркулирован на металлургическом заводе Теперь изобретение будет детально описано в одной из его форм реализации, применимой к кондиционированию изготовленной из меди или медного сплава обечайки валка машины для непрерывного литья стали между двумя валками Но, ясно, что описанный пример может быть легко адаптирован к изложницам других типов со стенками, изготовленными из меди или медного сплава Обычно, новая обечайка в целом имеет вид полого цилиндра из меди или медного сплава, такого как сплав, медь-хром(1%)-цирконий(0,1%) Его наружный диаметр есть величина, например, порядка 1500мм, а его длина равна ширине лент, которые хотят отлить, а именно, порядка 600 1500мм Его толщина может быть, для сведения, порядка 180мм, но локально изменяется в зависимости, особенно, от способа закрепления обечайки на сердцевине валка, которая была выбрана Обечайка пронизана каналами, предназначенными для циркуляции охлаждающей жидкости, такой как вода, во время работы литейной машины предметными Обнаженную обечайку подвергают сначала, предпочтительно, механической подготовке путем полировки поверхности Затем осуществляют химическое обезжиривание в щелочной среде, целью которого является очистка поверхности обечайки от органических веществ, которые могут ее загрязнять Обезжиривание проводят при температуре около 40 - 70°С в течение около пятнадцати минут с последующей промывкой водой Его можно заменить и даже дополнить стадией электролитического обезжиривания, которое обеспечивает еще более высокое качество поверхности Следующей стадией является операция декапирования в кислой окислительной среде, целью которой является удаление с поверхности оксидов, заботясь о том, чтобы растворить только самую минимальную толщину обечайки Для этого используют, например, водный раствор, содержащий 100мл/л серной кислоты, к которому перед каждой операцией добавляют 50мл/л 30%-ного раствора перекиси водорода или раствора другого перекисного соединения Можно также использовать раствор хромовой кислоты, это соединение одновременно проявляет кислотные и окислительные свойства Операция декапирования в кислой окислительной среде имеет максимальную эффективность, когда температура электролита заключена между 40 и 55°С Благоприятно, поддерживать такую температуру на границе раздела, за счет циркуляции горячей воды внутри каналов вращающейся обечайки Операция длится около 5 минут, после чего осуществляют промывку водой Для облегчения манипуляций с обечайкой во время операций, которые сейчас будут описаны, ее сначала монтируют на валу и в таком виде транспортируют от одного поста обработки к другому перед ее установкой на сердцевину валка Каждый из постов обработки цеха никелирования/удаления никеля представляет собой резервуар, содержащий раствор, приспособленный для осуществления данной стадии обработки, над которым можно разместить вышеупомянутый вал так, чтобы его ось была горизонтальна, и привести его во вращение вокруг его оси Таким образом, нижнюю часть обечайки погружают в раствор, и приведение во вращение совокупности вал/обечайка позволяет осуществить обработку всей обечайки (разумеется, что обечайка нормально делает несколько оборотов вокруг оси во время одной и той же обработки со скоростью, например, около 10 оборотов/минуту) На этих постах обработки, чтобы избежать загрязнения или пассивации окружающей атмосферой выступающей части обечайки, может быть также предусмотрено приспособление для орошения этой выступающей части раствором, используемым для обработки Можно также, с этой целью, иметь в виду придание инертности окружающей атмосфере посредством нейтрального газа, такого как аргон, и/или установить систему катодной защиты валка Тем не менее, если это возможно, можно предусмотреть, чтобы эти резервуарыобеспечивали полное погружение обечайки, что делает такое орошение или придание инертности бес Затем, чтобы избежать пассивации поверхности, осуществляют операцию полировки поверхности обечайки, предпочтительно, с использованием раствора, содержащего 50г/л сульфаминовой кислоты Эта операция проводится при комнатной температуре и длится около одной минуты Факт использования для этой полировки раствора сульфаминовой кислоты позволяет, благоприятно, не загрязнить впоследствии ванну для никелирования, в которой, как будет видно, основным компонентом является сульфамат никеля Совокупность подготовительных операций для никелирования, которая была описана, имеет общую продолжительность, которая, в принципе, не превосходит 30 минут Затем обечайку, не промывая, как можно быстрее переносят на пост никелирования, чтобы извлечь пользу из присутствия на ее поверхности, после полировки, пленки сульфамата никеля, которая защищает ее от пассивации Операцию никелирования проводят, предпочтительно, но не обязательно, в две стадии в самом деле, операции никелирования, во время которой, собственно говоря, и происходит осаждение основного количества никеля, может предшествовать стадия, называемая "предварительным никелированием" Целью этого предварительного никелирования является завершение подготовки поверхности перед никелированием таким образом, чтобы получить слой никеля с максимально возможным сцеплением Оно оказы 54377 вается особенно полезным, когда обечайка изготовлена не из чистой меди (которая относительно легко поддается никелированию), а из сплава медь-хром-цирконий, который в большей степени подвержен пассивации, которая будет создавать неблагоприятные условия для адгезии никеля Эту операцию предварительного никелирования осуществляют, помещая обечайку в качестве катода в электролитическую ванну, состоящую из водного раствора сульфамата никеля (50 - 80г/л) и сульфаминовой кислоты (150 - 200г/л) Плотность катодного тока равна 4 - 5А/дм2, а длительность операции составляет 4 - 5 минут Можно использовать один или несколько растворимых анодов (из никеля) или нерастворимых анодов (например, из Ті/РЮг или Ti/RuO2) В случае использования нерастворимых анодов предпочтительно работать при низкой плотности анодного тока, от 0,5 до 1А/дм2, чтобы ограничить реакцию гидролиза сульфаминовой кислоты и, следовательно, необходимость периодической регенерации ванны для предварительного никелирования Можно также иметь в виду использование в качестве электролита для предварительного никелирования ванны, известной под названием "ванна Вуда", которая представляет собой смесь хлорида никеля и соляной кислоты Она позволяет работать при плотности катодного тока порядка 10А/дм2, и даже больше Тем не менее, использование электролита для предварительного никелирования на основе сульфамата, состав которого близок к составу электролитов для никелирования и удаления никеля, позволяет упростить управление цехом Эта операция предварительного никелирования позволяет осадить на поверхность обечайки слой никеля толщиной несколько мкм (например, 1 2мкм), целиком удаляя кислотные осадки, которые могли на ней существовать Далее переходят к операции собственно никелирования Ее проводят в электролите на основе, по существу, водного раствора сульфамата никеля, содержащего 11% никеля Раствор содержит от 60 до 100г/л никеля, что соответствует раствору, содержащему приблизительно 550 - 900г/л сульфамата никеля Предпочтительно, рН раствора поддерживают между 3 и 4,5 Выше 4,5 наблюдается осаждение никеля, а ниже 3 уменьшается выход осаждения С этой целью можно добавить в электролит 30 - 40г/л борной кислоты Работа в этом интервале рН благоприятна, кроме того, для получения слоя никеля, имеющего мало внутренних напряжений, которые угрожают его когезии и его сцеплению с медной подложкой Когда растворимый анод, или растворимые аноды представляют собой чистый никель, например, в форме шариков, находящихся в анодных корзинах из титана, в ванну должны быть введены анионы хлора, необходимые для электролитического растворения чистого никеля Для этого лучше всего подходит хлорид магния MgCI2 6H2O в количестве, приблизительно бг/л Ванна может также содержать сульфат магния (например, бг/л MgSO4 7Н2О), который позволяет получить более мелкую кристаллизацию слоя никеля Советуют также добавить в ванну антикоррозионный агент, такой как анионный поверхностно-активный агент Для 10 этого годятся алкилсульфаты, как, например, лаурилсульфат или алкилсульфонаты Подходящим количеством является 50г/л л аури л сульфата Если не вмешиваются в гидродинамику ванны, то устанавливают плотность катодного тока порядка 3 - 5А/дм2 Но если осуществляют перемешивание внутри электролита, эта плотность тока может быть увеличена вплоть до 20А/дм2 и даже больше, что позволяет улучшить обновление пограничного слоя, прилегающего к обечайке, и, следовательно, увеличить скорость осаждения С этой точки зрения, рекомендуют подогреть электролит, так как при этом можно работать при значительно большей плотности тока Однако, предпочтительно не превышать температуру 50°С, так как выше нее значительно ускоряется гидролиз сульфамата в сульфат аммония и ухудшается качество осаждаемого слоя констатируют увеличение его твердости и внутренних напряжений Одновременно саму обечайку советуют нагреть до температуры, близкой к температуре ванны, например, осуществляя в ней циркуляцию горячей воды Опыт показывает, что, действуя, таким образом, достигают оптимизации эксплуатационных свойств никелевого покрытия и его кристаллической структуры Как уже было сказано, в описанном примере (который с этой точки зрения не ограничивает объема охраны изобретения) анод, или аноды являются растворимыми анодами, представляющими собой анодную корзину, или анодные корзины из титана, содержащие шарики из никеля Если эти шарики изготовлены из чистого никеля, было видно, что для обеспечения их электролитического растворения было необходимо предусмотреть присутствие в ванне анионов хлора Если хотят избежать присутствие хлоридов по причине их коррелирующей способности, можно использовать никель, "деполяризованный" серой или фосфором Резервуары устройства изготовлены из пластмассы, совместимой с сульфаматом и, предпочтительно, неразлагающейся в присутствии хлоридов, или из металлического материала, покрытого такой пластмассой В последнем случае можно рекомендовать поставить металлическую часть под катодную защиту Также предпочтительно, чтобы каркас и другие присоединенные металлические конструкции, которые могут корродировать под воздействием паров, происходящих из рабочих ванн, или быть местопребыванием блуждающих токов, были тоже пластифицированными Уже говорилось о явлении гидролиза сульфамата в сульфат аммония согласно реакции NH2SO3 + Н2О -» SO 4 2 + NH 4 + Она приводит к накоплению в ванне сульфата, что, при концентрации выше десяти граммов на литр, приводит к увеличению внутренних напряжений в слое никеля Следовательно, надо следить за концентрацией сульфата в электролите и, когда это необходимо, осуществлять его удаление Это реализуют путем осаждения сульфата в виде соли, такой как сульфат бария, растворимость которого особенно низкая Ионы бария могут быть введены путем добавления оксида бария или сульфамата бария Осадки сульфата бария 12 11 54377 могут быть удалены путем фильтрования, и отизносу, что приводит к его постепенному исчезнофильтрованный раствор вновь подают в резервувению Между двумя процессами литья поверхар для никелирования Благоприятно, операция ность обечайки должна быть очищена, и слой ниможет быть реализована путем непрерывного откеля может, по меньшей мере, время от времени, бора части электролита во время работы Эту подвергаться легкой обработке, предназначенной часть инжектируют в реактор, в котором осущестдля выравнивания возможных неоднородности вляется осаждение сульфата Затем, по-прежнему его износа, которые могли бы поставить под угронепрерывно, вышеупомянутую часть электролита зу однородность термомеханического поведения фильтруют и вновь инжектируют в резервуар для обечайки на всей ее поверхности Также важно никелирования восстановить первоначальную шероховатость обечайки всякий раз, когда это необходимо Когда С другой стороны, электролит имеет тенденсредняя толщина слоя никеля обечайки достигает цию к подкислению за счет разложения аммония + + предварительно определенной величины, которую NH 4
ДивитисяДодаткова інформація
Назва патенту англійськоюA process for conditioning an external surface of mold element for continuous metals casting made from copper or copper alloy
Автори англійськоюRaisson Gerard
Назва патенту російськоюСпособ кондиционирования внешней поверхности элемента изложницы для непрерывного литья металловв, изготовленного из меди или медного сплава
Автори російськоюРессон Жерар
МПК / Мітки
МПК: C25D 5/34, C25F 5/00, C25D 3/12, B22D 11/00
Мітки: лиття, кондиціонування, елемента, виготовленого, сплаву, безперервного, металів, виливниці, спосіб, поверхні, зовнішньої, мідного, міді
Код посилання
<a href="https://ua.patents.su/8-54377-sposib-kondicionuvannya-zovnishno-poverkhni-elementa-vilivnici-dlya-bezperervnogo-littya-metaliv-vigotovlenogo-z-midi-abo-midnogo-splavu.html" target="_blank" rel="follow" title="База патентів України">Спосіб кондиціонування зовнішньої поверхні елемента виливниці для безперервного лиття металів, виготовленого з міді або мідного сплаву</a>
Спосіб та установка для нанесення електролітичного покриття у вигляді металевого шару на поверхні валка, призначеного для безперервного лиття тонких металевих стрічок
Номер патенту: 54438
Опубліковано: 17.03.2003
Автори: АЛЛЕЛІ Крістіан, ЛЯВЕЛЕН Ерве, ЖОЛІВЕ Ерік, КАТОНН Жан-Клод, БРЕВЬЄР Іанн
МПК: C25D 5/00, B22D 11/06, C25D 7/04, B21B 28/00, C25D 17/00, C25D 3/12
Мітки: спосіб, лиття, безперервного, стрічок, вигляді, установка, валка, тонких, нанесення, призначеного, поверхні, металевого, шару, покриття, електролітичного, металевих
Формула / Реферат:
1. Способ нанесения электролитического покрытия в виде металлического слоя на литейную поверхность валка, предназначенного для непрерывного литья тонких металлических лент между двумя вращающимися валками или непрерывного литья этих тонких металлических лент на одном вращающемся валке в соответствии с которым литейную поверхность валка по меньшей мере частично погружают в раствор электролита, содержащий соль подлежащего нанесению в качестве...
Спосіб горизонтального безперервного лиття кольорових металів
Номер патенту: 18401
Опубліковано: 25.12.1997
Автори: Рижко Володимир Кузьмич, Хорошилов Олег Миколайович, Шевченко Віктор Іванович, Шатагін Олег Олександрович
МПК: B22D 11/00
Мітки: горизонтального, кольорових, металів, спосіб, безперервного, лиття
Формула / Реферат:
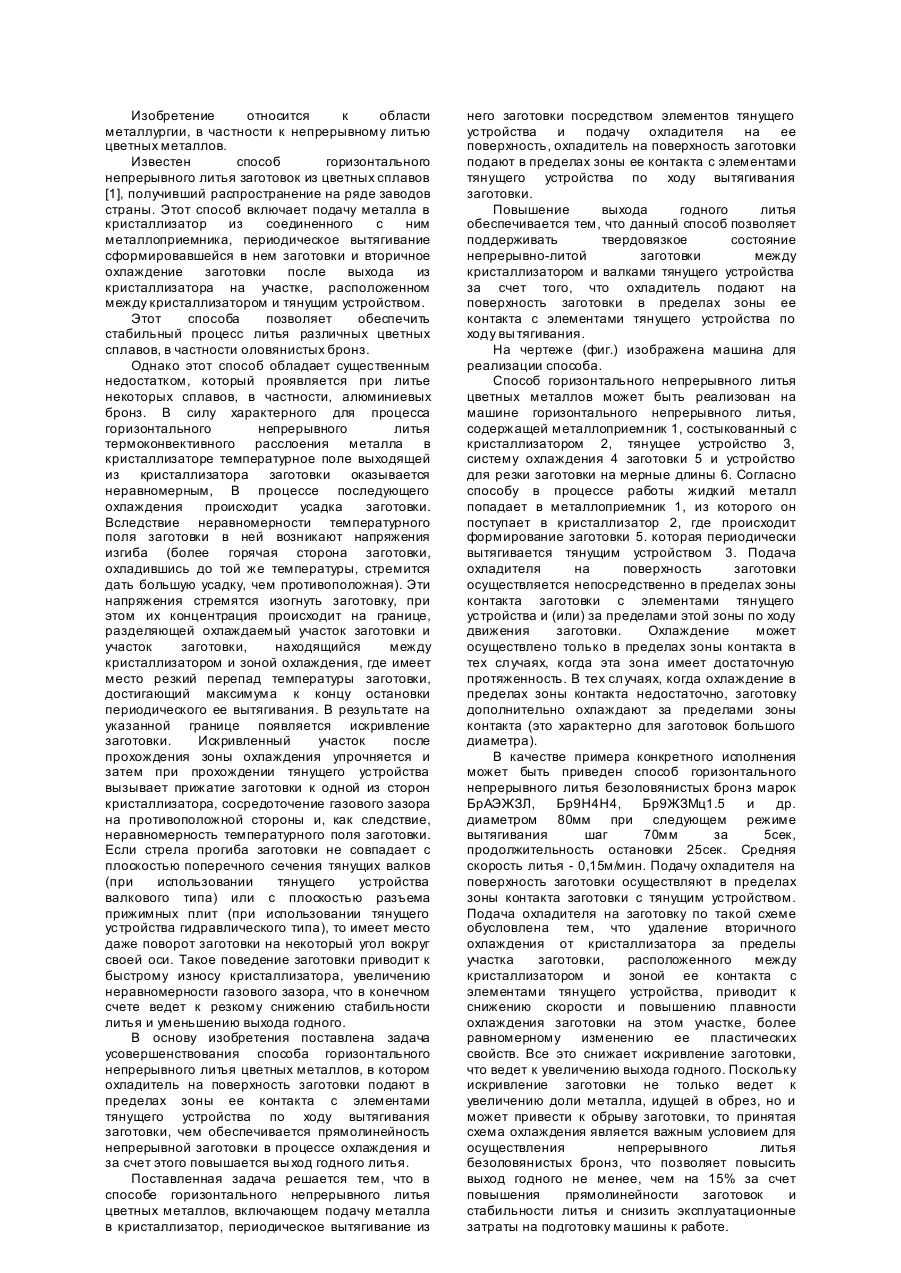
Способ горизонтального непрерывного литья цветных металлов, преимущественно на основе меди, включающий подачу металла в кристаллизатор, периодическое вытягивание из него заготовки посредством элементов тянущего устройства и подачу охладителя на ее поверхность, отличающийся тем, что охладитель на поверхность заготовки подают в пределах зоны ее контакта с элементами тянущего устройства по ходу вытягивания заготовки.
Спосіб селективного електрофторування сплаву або суміші металів на основі урану та електролізер
Номер патенту: 27734
Опубліковано: 16.10.2000
Автори: Буве Сільві, Берто Ів, Ламаз Ері-П'єр
МПК: C25B 1/00, C25B 1/24, C25B 9/00, C01G 43/00, C25B 9/06
Мітки: електрофторування, сплаву, селективного, основі, електролізер, суміші, металів, урану, спосіб
Текст:
...ванны, обеспечивающим получение расплава, его затвердевание и/или выдержку при определенной температуре, причем анодный короб содержит обрабатываемую загрузку из сплава или смеси металлов на основе урана, подвод анодного тока к загрузке, диафрагму, разделяющую между собой анодное и катодное пространства, и, при необходимости, водородный коллектор. /.Электролизер по п. 6, отличающийся тем, что ванна выполнена в виде катода....
Пристрій для безперервного лиття металів
Номер патенту: 12305
Опубліковано: 25.12.1996
Автор: Стефано Арічі
МПК: B22D 11/12
Мітки: металів, пристрій, безперервного, лиття
Формула / Реферат:
(57) 1. Устройство для непрерывного литья металлов преимущественно стальных слитков круглого, овального, квадратного или подобного сечения в кристаллизаторе с вертикальной криволинейной или наклонной к горизонтали осью содержащее основной кристаллизатор и расположенный за ним в направлении вытягивания слитка дополнительный кристаллизатор, охлаждаемый водой и соединенный с основным кристаллизатором, при этом дополнительный кристаллизатор...
Ливарний валок для установки безперервного лиття металів
Номер патенту: 41317
Опубліковано: 17.09.2001
Автори: Рессон Жерар, МАЗОД'Є Франсуа, Легран Юг, ДЕЛАССЮ П'єр, Ді Фан Марк, Барб'є Жак
МПК: B22D 11/06
Мітки: установки, валок, ливарний, лиття, металів, безперервного
Формула / Реферат:
1. Литейный валок для установки непрерывного литья металлов на один или между двумя такими валками, содержащий втулку и кожух, расположенные коаксиально, средства связи кожуха с втулкой, содержащие средства связи в осевом направлении и средства связи по вращательному движению, средства поддерживания и центрирования кожуха в радиальном направлении на втулке и конические средства центрирования кожуха по отношению ко втулке, отличающийся тем,...
Попередній патент: Ударний механізм
Наступний патент: Заміщені похідні піразолу та засіб, який має гербіцидну активність
Випадковий патент: Навантажувальний орган гірничої машини