Спосіб горизонтального безперервного лиття кольорових металів
Номер патенту: 18401
Опубліковано: 25.12.1997
Автори: Шевченко Віктор Іванович, Шатагін Олег Олександрович, Рижко Володимир Кузьмич, Хорошилов Олег Миколайович
Формула / Реферат
Способ горизонтального непрерывного литья цветных металлов, преимущественно на основе меди, включающий подачу металла в кристаллизатор, периодическое вытягивание из него заготовки посредством элементов тянущего устройства и подачу охладителя на ее поверхность, отличающийся тем, что охладитель на поверхность заготовки подают в пределах зоны ее контакта с элементами тянущего устройства по ходу вытягивания заготовки.
Текст
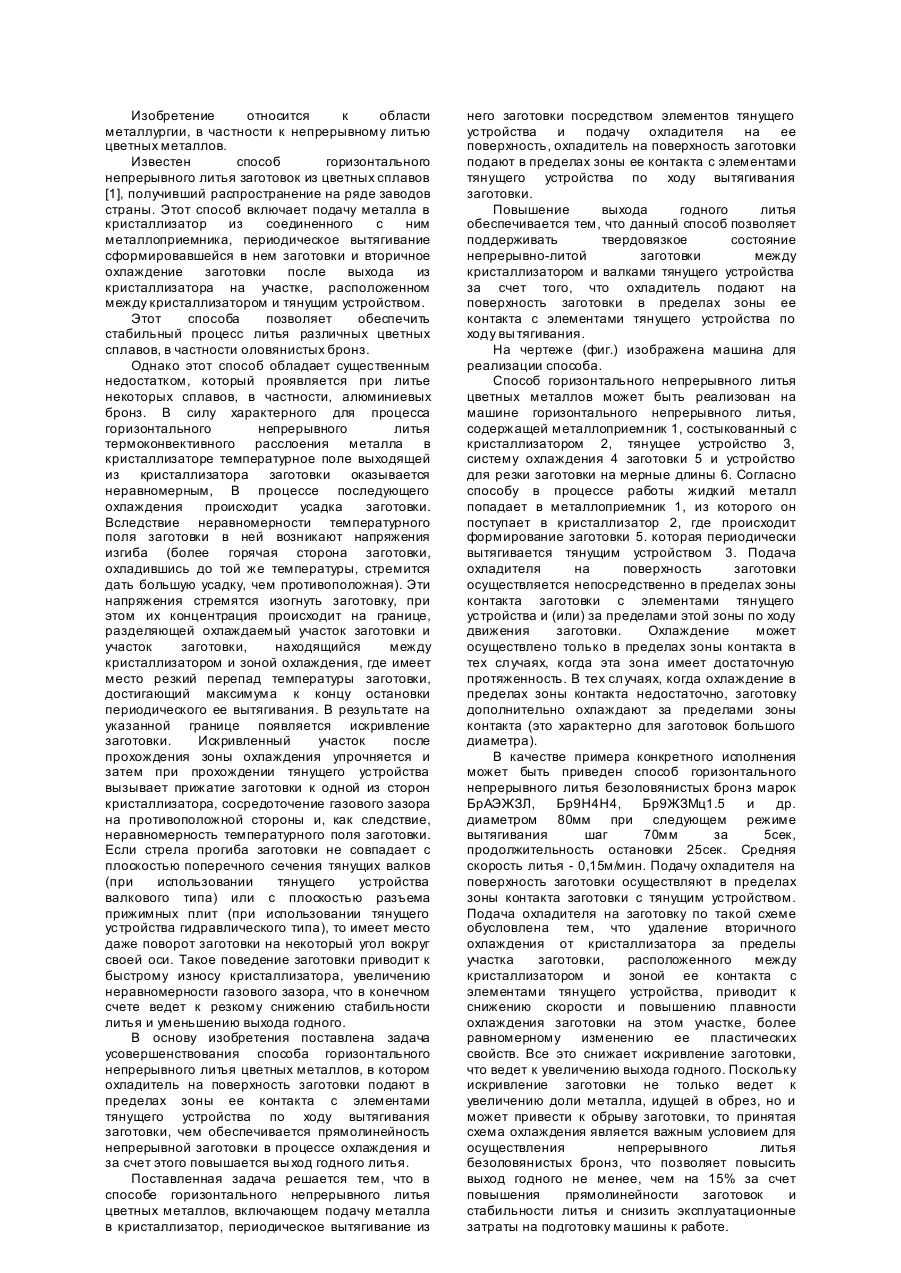
Изобретение относится к области металлургии, в частности к непрерывному литью цветных металлов. Известен способ горизонтального непрерывного литья заготовок из цветных сплавов [1], получивший распространение на ряде заводов страны. Этот способ включает подачу металла в кристаллизатор из соединенного с ним металлоприемника, периодическое вытягивание сформировавшейся в нем заготовки и вторичное охлаждение заготовки после выхода из кристаллизатора на участке, расположенном между кристаллизатором и тянущим устройством. Этот способа позволяет обеспечить стабильный процесс литья различных цветных сплавов, в частности оловянистых бронз. Однако этот способ обладает существенным недостатком, который проявляется при литье некоторых сплавов, в частности, алюминиевых бронз. В силу характерного для процесса горизонтального непрерывного литья термоконвективного расслоения металла в кристаллизаторе температурное поле выходящей из кристаллизатора заготовки оказывается неравномерным, В процессе последующего охлаждения происходит усадка заготовки. Вследствие неравномерности температурного поля заготовки в ней возникают напряжения изгиба (более горячая сторона заготовки, охладившись до той же температуры, стремится дать большую усадку, чем противоположная). Эти напряжения стремятся изогнуть заготовку, при этом их концентрация происходит на границе, разделяющей охлаждаемый участок заготовки и участок заготовки, находящийся между кристаллизатором и зоной охлаждения, где имеет место резкий перепад температуры заготовки, достигающий максимума к концу остановки периодического ее вытягивания. В результате на указанной границе появляется искривление заготовки. Искривленный участок после прохождения зоны охлаждения упрочняется и затем при прохождении тянущего устройства вызывает прижатие заготовки к одной из сторон кристаллизатора, сосредоточение газового зазора на противоположной стороны и, как следствие, неравномерность температурного поля заготовки. Если стрела прогиба заготовки не совпадает с плоскостью поперечного сечения тянущих валков (при использовании тянущего устройства валкового типа) или с плоскостью разъема прижимных плит (при использовании тянущего устройства гидравлического типа), то имеет место даже поворот заготовки на некоторый угол вокруг своей оси. Такое поведение заготовки приводит к быстрому износу кристаллизатора, увеличению неравномерности газового зазора, что в конечном счете ведет к резкому снижению стабильности литья и уменьшению выхода годного. В основу изобретения поставлена задача усовершенствования способа горизонтального непрерывного литья цветных металлов, в котором охладитель на поверхность заготовки подают в пределах зоны ее контакта с элементами тянущего устройства по ходу вытягивания заготовки, чем обеспечивается прямолинейность непрерывной заготовки в процессе охлаждения и за счет этого повышается вы ход годного литья. Поставленная задача решается тем, что в способе горизонтального непрерывного литья цветных металлов, включающем подачу металла в кристаллизатор, периодическое вытягивание из него заготовки посредством элементов тянущего устройства и подачу охладителя на ее поверхность, охладитель на поверхность заготовки подают в пределах зоны ее контакта с элементами тянущего устройства по ходу вытягивания заготовки. Повышение выхода годного литья обеспечивается тем, что данный способ позволяет поддерживать твердовязкое состояние непрерывно-литой заготовки между кристаллизатором и валками тянущего устройства за счет того, что охладитель подают на поверхность заготовки в пределах зоны ее контакта с элементами тянущего устройства по ходу вы тягивания. На чертеже (фиг.) изображена машина для реализации способа. Способ горизонтального непрерывного литья цветных металлов может быть реализован на машине горизонтального непрерывного литья, содержащей металлоприемник 1, состыкованный с кристаллизатором 2, тянущее устройство 3, систему охлаждения 4 заготовки 5 и устройство для резки заготовки на мерные длины 6. Согласно способу в процессе работы жидкий металл попадает в металлоприемник 1, из которого он поступает в кристаллизатор 2, где происходит формирование заготовки 5. которая периодически вытягивается тянущим устройством 3. Подача охладителя на поверхность заготовки осуществляется непосредственно в пределах зоны контакта заготовки с элементами тянущего устройства и (или) за пределами этой зоны по ходу движения заготовки. Охлаждение может осуществлено только в пределах зоны контакта в тех случаях, когда эта зона имеет достаточную протяженность. В тех случаях, когда охлаждение в пределах зоны контакта недостаточно, заготовку дополнительно охлаждают за пределами зоны контакта (это характерно для заготовок большого диаметра). В качестве примера конкретного исполнения может быть приведен способ горизонтального непрерывного литья безоловянистых бронз марок БрАЭЖЗЛ, Бр9Н4Н4, Бр9ЖЗМц1.5 и др. диаметром 80мм при следующем режиме вытягивания шаг 70мм за 5сек, продолжительность остановки 25сек. Средняя скорость литья - 0,15м/мин. Подачу охладителя на поверхность заготовки осуществляют в пределах зоны контакта заготовки с тянущим устройством. Подача охладителя на заготовку по такой схеме обусловлена тем, что удаление вторичного охлаждения от кристаллизатора за пределы участка заготовки, расположенного между кристаллизатором и зоной ее контакта с элементами тянущего устройства, приводит к снижению скорости и повышению плавности охлаждения заготовки на этом участке, более равномерному изменению ее пластических свойств. Все это снижает искривление заготовки, что ведет к увеличению выхода годного. Поскольку искривление заготовки не только ведет к увеличению доли металла, идущей в обрез, но и может привести к обрыву заготовки, то принятая схема охлаждения является важным условием для осуществления непрерывного литья безоловянистых бронз, что позволяет повысить выход годного не менее, чем на 15% за счет повышения прямолинейности заготовок и стабильности литья и снизить эксплуатационные затраты на подготовку машины к работе. Промышленная применимость указанного способа очевидна, он может быть реализован на машине горизонтального непрерывного литья.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of horizontal continuous casting of nonferrous metals
Автори англійськоюShevchenko Viktor Ivanovych, Shatahin Oleh Oleksandrovych, Ryzhko Volodymyr Kuzmych, Khoroshylov Oleh Mykolaiovych
Назва патенту російськоюСпособ горизонтального непрерывного литья цветных металлов
Автори російськоюШевченко Виктор Иванович, Шатагин Олег Александрович, Рыжко Владимир Кузьмич, Хорошилов Олег Николаевич
МПК / Мітки
МПК: B22D 11/00
Мітки: кольорових, лиття, безперервного, металів, спосіб, горизонтального
Код посилання
<a href="https://ua.patents.su/2-18401-sposib-gorizontalnogo-bezperervnogo-littya-kolorovikh-metaliv.html" target="_blank" rel="follow" title="База патентів України">Спосіб горизонтального безперервного лиття кольорових металів</a>
Пристрій для горизонтального безперервного лиття порожнистих заготовок з кольорових металів та сплавів

Номер патенту: 1813
Опубліковано: 25.10.1994
Автор: Терехов Вадим Миколайович
МПК: B22D 11/04
Мітки: порожнистих, безперервного, сплавів, лиття, кольорових, пристрій, заготовок, горизонтального, металів
Формула / Реферат:
1. Устройство для горизонтального непрерывного литья полых заготовок из цветных металлов и сплавов, содержащее водоохлаждаемую гильзу с входящей в нее охлаждаемой частью графитового кристаллизатора и установленный в кристаллизатор графитовый дорн с формообразующим участком и каналами для подачи металла, выполненными в посадочном бурте, соединенном с входным участком неохлаждаемой части кристаллизатора, отличающееся тем, что высота каналов, по...
Устаткування для горизонтального безперервного лиття суцільних та порожнистих заготовок з кольорових металів та сплавів
Номер патенту: 1818
Опубліковано: 25.10.1994
Автор: Терехов Вадим Миколайович
МПК: B22D 11/04
Мітки: порожнистих, устаткування, лиття, горизонтального, кольорових, металів, сплавів, заготовок, безперервного, суцільних
Формула / Реферат:
1. Устройство для горизонтального непрерывного литья сплошных и полых заготовок из цветных металлов и сплавов, содержащее, по крайней мере, одну водоохлаждаемую гильзу с входящей в нее охлаждаемой частью графитового кристаллизатора, неохлаждаемая часть которого установлена в посадочное гнездо футеровки металлоприемника, и выполненный с возможностью установки в кристаллизатор при литье полых заготовок графитовый дорн, имеющий формооб-разующий...
Прилад для горизонтального безперервного литва заготівок круглого перерізу з кольорових металів та сплавів
Номер патенту: 11825
Опубліковано: 25.12.1996
Автори: Сопряжинський Вадим Михайлович, Кононенко Володимир Нікіфорович, Шатагін Олег Олександрович, Шевченко Віктор Іванович, Рижко Володимир Кузьмич
МПК: B22D 11/10
Мітки: круглого, прилад, сплавів, перерізу, безперервного, литва, металів, заготівок, горизонтального, кольорових
Формула / Реферат:
Устройство для горизонтального непрерывного литья заготовок круглого поперечного сечения из цветных металлов и сплавов, содержащее водоохлаждаемый металлический кожух и установленный в нем графитовый кристаллизатор, в головной неохлаждаемой части которого установлена перегородка с каналом для подачи металла, выполненным в ее нижней части, отличающееся тем, что, с целью повышения качества отливаемых заготовок и стабильности процесса литья,...
Спосіб горизонтального безперервного лиття заготовок
Номер патенту: 17598
Опубліковано: 06.05.1997
Автори: Герасименко Віктор Григорович, Щербачев Василь Валентинович, Зятіна Олександр Сергійович, Козаченко Станіслав Митрофанович, Добровольський Владислав Борисович, Белякова Лілія Іванівна, Давиденко Петро Данилович
МПК: B22D 11/045, B22D 11/00
Мітки: горизонтального, лиття, безперервного, заготовок, спосіб
Формула / Реферат:
Способ горизонтального непрерывного литья заготовок, включающий подачу расплава в кристаллизатор, формирование в нем заготовки из трещиночувствительных сплавов, вытягивание ее в шаговом режиме и вторичное охлаждение заготовки за кристаллизатором, отличающийся тем, что вторичное охлаждение заготовки на участке жидкой фазы осуществляют со скоростью 2 ... 5град/с, а охлаждение остальной части полностью затвердевшей заготовки производят со...
Спосіб безперервного литва злитків із сплавів кольорових металів
Номер патенту: 13746
Опубліковано: 25.04.1997
Автори: Шустеров Віктор Семеновіч,, Тепляков Федір Констянтинович, Гутов Левко Олександрович,, Попов Юрій Георгійович, Горбунов Володимир Анатолійович, Рябінко Анатолій Васильович
МПК: B22D 11/00
Мітки: спосіб, металів, безперервного, литва, злитків, сплавів, кольорових
Формула / Реферат:
Способ непрерывного литья слитков из сплавов цветных металлов, включающий дозированную подачу жидкого металла в водоохлаждаемый кристаллизатор, вытяжку слитка из кристаллизатора и контроль скорости, отличающийся тем, что скорость литья поддерживают в соответствии со следующей зависимостью:где g - соотношение между количеством твердой и жидкой фазы в...
Попередній патент: Енергетична установка
Наступний патент: Пожежний тепловий сповіщувач
Випадковий патент: Спосіб оцінки властивостей нервових процесів у великої рогатої худоби