Спосіб безперервного лиття металу між вальцями
Формула / Реферат
1. Спосіб безперервного лиття між вальцями для одержання тонких металевих виробів, зокрема зі сталі, при якому в процесі лиття постійно вимірюють розділяючу силу вальців (RSF), формують сигнал, що відображує зміни в розділяючій силі вальців як функції часу, а відстань між вальцями змінюють як функцію сигналу для компенсації дефектів овальної форми вальців, який відрізняється тим, що вказаний сигнал розкладають на різні гармонійні складові, проводять їх порівняння з еталонними гармоніками відповідного порядку, а за результатами порівняння визначають наявність або відсутність порушень в процесі лиття і вносять відповідні зміни в управління процесом лиття.
2. Спосіб за п.1, який відрізняється тим, що відображуючий сигнал, одержаний при вимірюванні змін у розділяючій силі вальців, являє собою сукупний сигнал, який використовують для формування завдання в контурі регулювання розходження вальців на переміщення підшипника рухомого вальця для зміни відстані між вальцями.
3. Спосіб за п.1 або 2, який відрізняється тим, що для розкладення сигналу, який відображує розділяючу силу вальців, на гармонійні складові, використовують перетворення Фур'є.
4. Спосіб за будь-яким з пп.1-3, який відрізняється тим, що при порівнянні, як величину, що відображує значення кожної гармоніки і-го порядку, використовують величину ![]() , яка відповідає середньому значенню амплітуд
, яка відповідає середньому значенню амплітуд ![]() гармонік цього порядку, що вимірюють на заздалегідь визначеному числі обертів вальців.
гармонік цього порядку, що вимірюють на заздалегідь визначеному числі обертів вальців.
5. Спосіб за будь-яким з пп.1-4, який відрізняється тим, що при порівнянні використовують барицентр гармонік, при цьому вказаний барицентр розраховують шляхом присвоєння кожній гармоніці заздалегідь визначеного коефіцієнта.
6. Спосіб за п.5, який відрізняється тим, що барицентр розраховують за співвідношенням
![]()
де величина, що відображує кожну гармоніку, являє собою частоту ![]() , а коефіцієнт зваження
, а коефіцієнт зваження ![]() представляє амплітуду гармоніки, що розглядається.
представляє амплітуду гармоніки, що розглядається.
7. Спосіб за п.6, який відрізняється тим, що при порівнянні використовують співідношення
![]()
де ![]() - частота, що відповідає швидкості обертання вальців.
- частота, що відповідає швидкості обертання вальців.
8. Спосіб за п.1, який відрізняється тим, що при порівнянні як критерій порівняння використовують параметр ![]() кожної гармоніки відносно сигналу, що відображує розділяючу силу вальців, причому
кожної гармоніки відносно сигналу, що відображує розділяючу силу вальців, причому ![]() відображує амплітуду гармоніки і-го порядку, а параметр А визначають за співвідношенням
відображує амплітуду гармоніки і-го порядку, а параметр А визначають за співвідношенням ![]() .
.
9. Спосіб за п.8, який відрізняється тим, що результат порівняння визначають за співвідношенням
![]() ,
,
де ![]() являє собою еталонне значення параметра
являє собою еталонне значення параметра ![]() , причому при складанні суми враховують лише позитивні складові.
, причому при складанні суми враховують лише позитивні складові.
10. Спосіб за п.7 або 9, який відрізняється тим, що для управління за процесом лиття використовують таблицю прийняття рішень, яка містить значення наступних параметрів:
![]()
![]()
![]() .
.
Текст
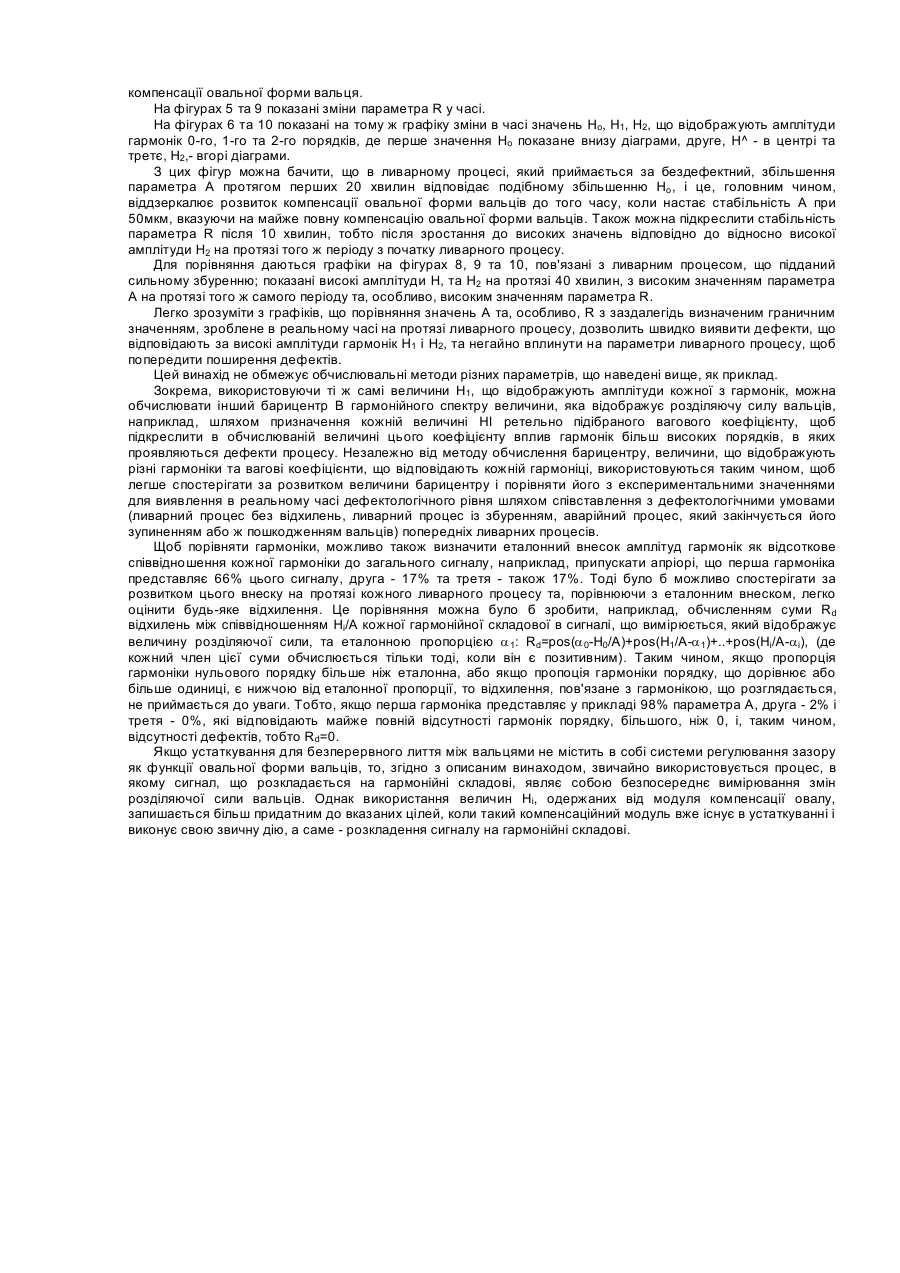
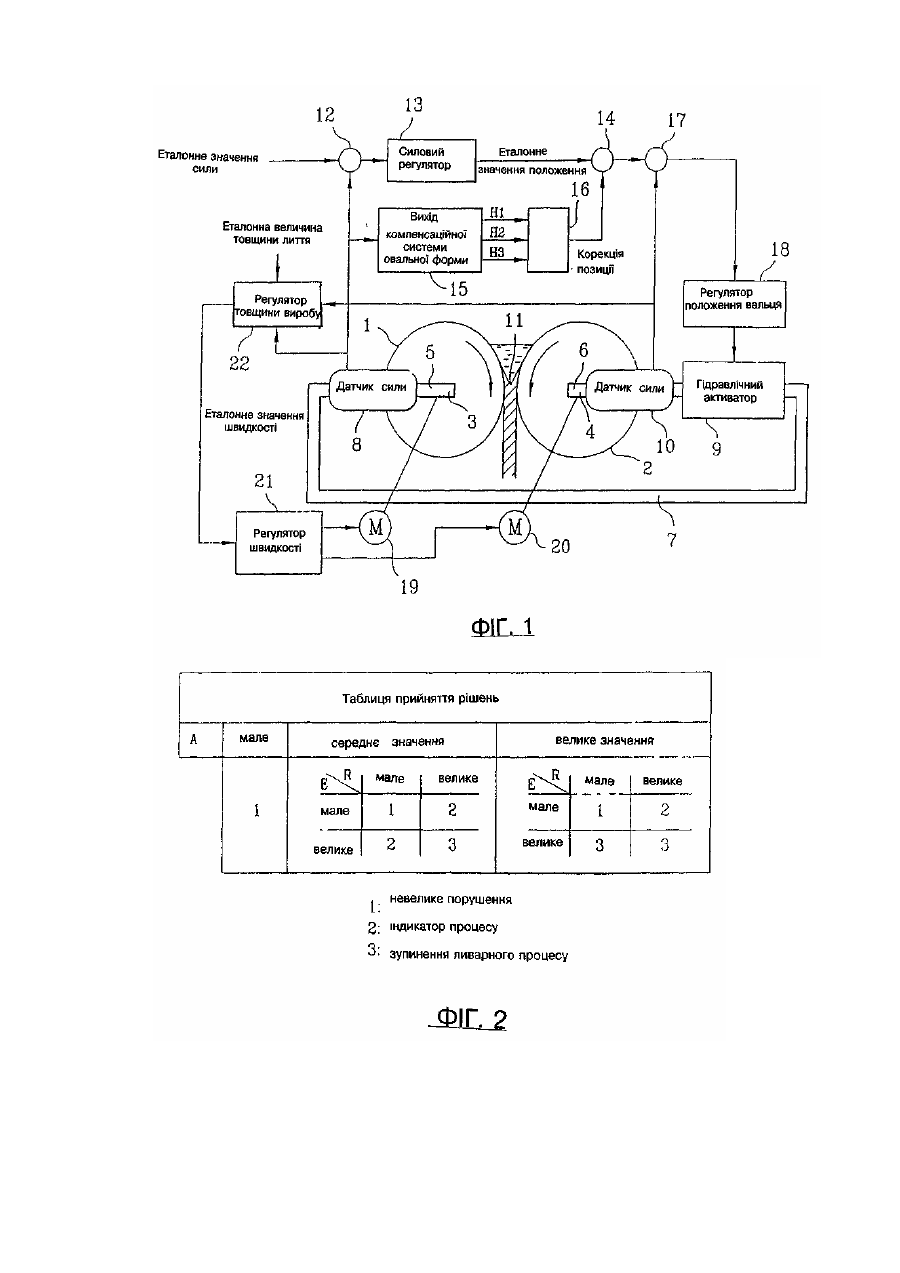
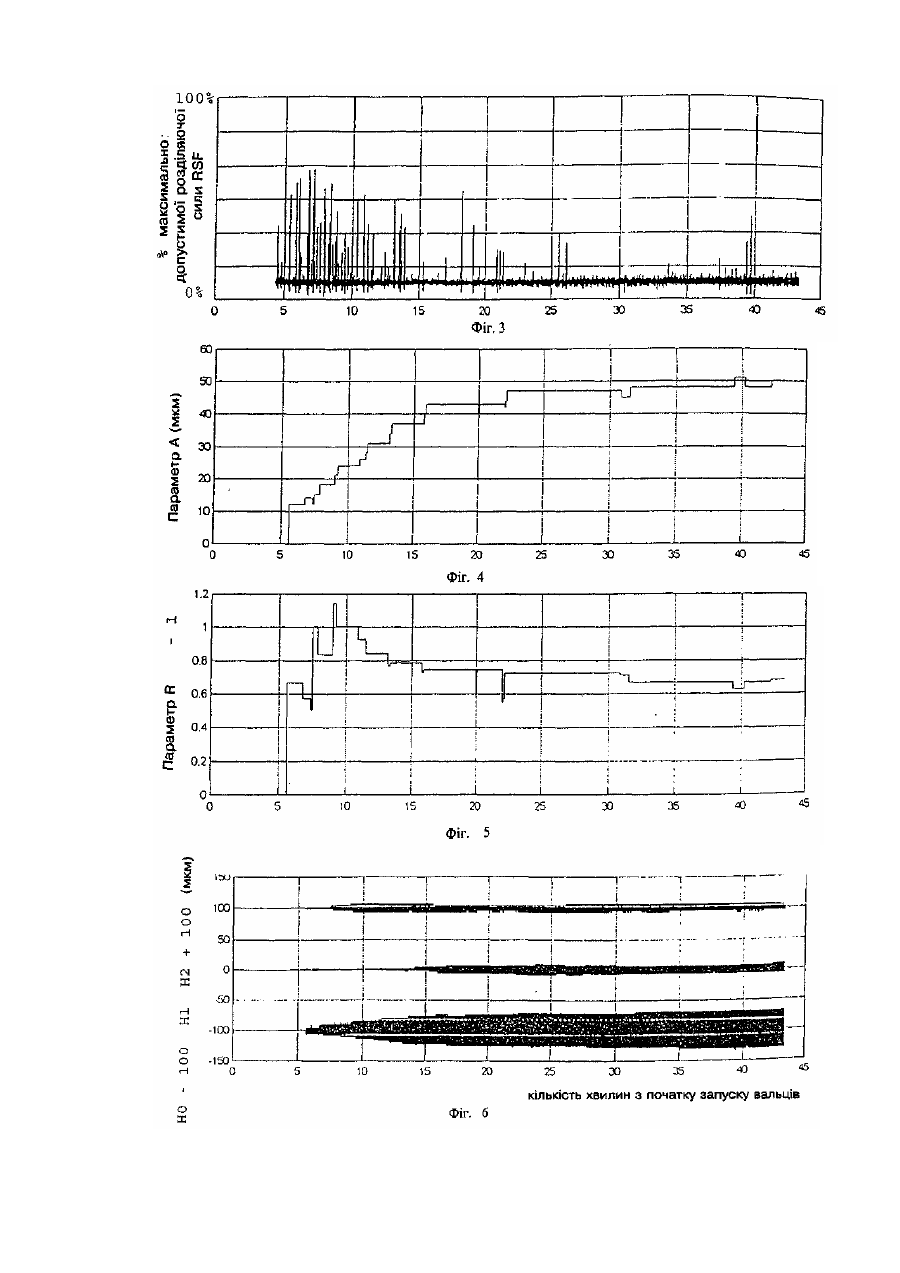
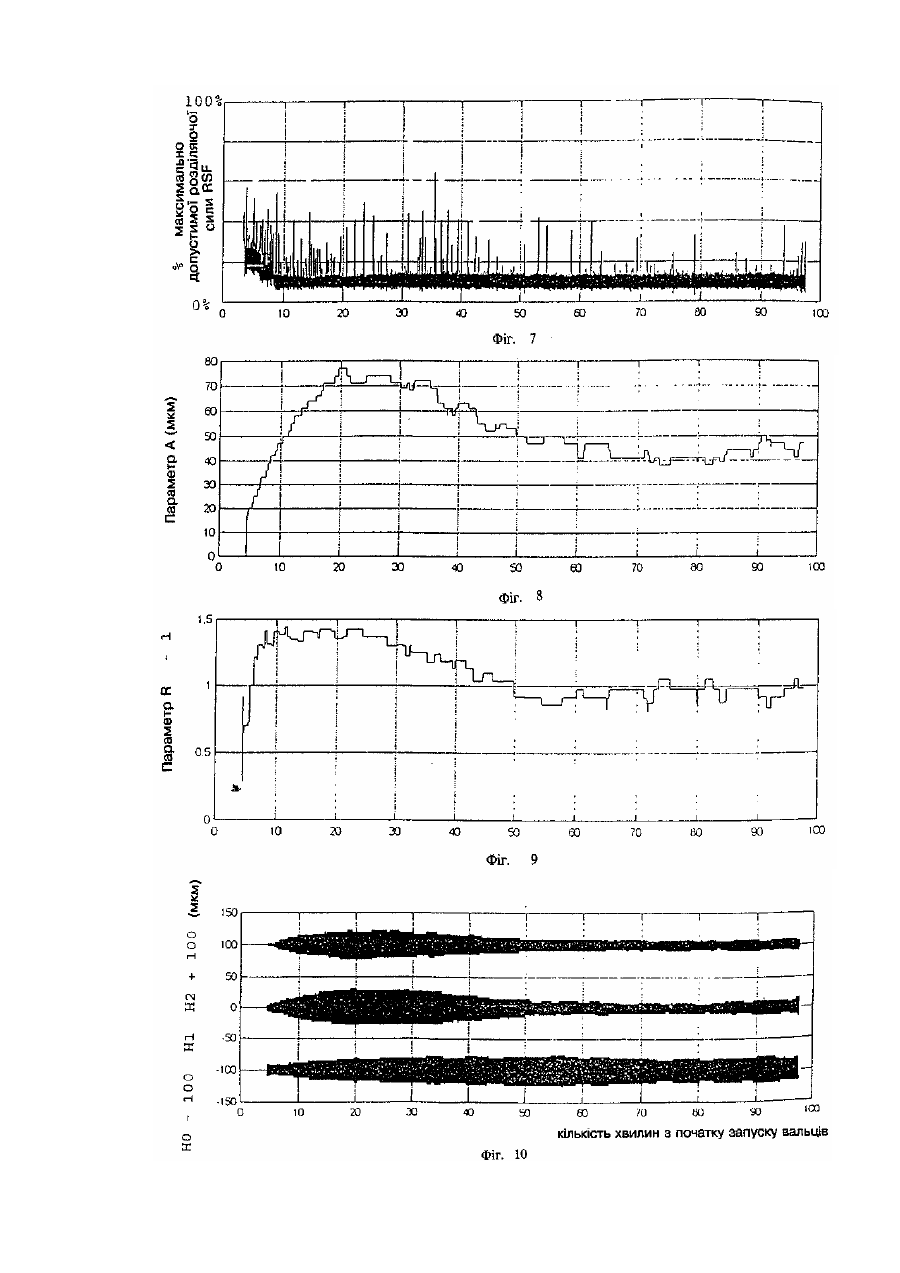
Даний винахід стосується способу безперервного лиття між двома вальцями металевих виробів невеликої товщини, особливо виготовлених зі сталі. Згідно з цією відомою технологією виріб, що одержують, наприклад тонка стрічка зі сталі товщиною декілька міліметрів, одержується заливкою розплавленого металу в заливальний об'єм, що знаходиться між двома вальцями, які обертаються навколо паралельних осей в протилежних напрямках, які впродовж усього процесу охолоджуються. Метал, при входженні у контакт з холодними стінками вальців, що звуться бочками, твердіє, і цей шар затверділого металу, що обертається вальцями, з'єднується на шийці між вальцями та формує вказану вище стрічку металу, яка витягується донизу. Використання процесу лиття між вальцями підкоряється різним обмеженням, пов'язаним як з самим продуктом лиття, так і з використанням обладнання для лиття. Зокрема, переріз стрічки, яка відливається, повинен відповідати по формі та розміру потрібному перерізу, тобто реальний переріз стрічки, що відливається, безпосередньо залежатиме від простору, що зветься зазором, між вальцями біля шийки. Для виконання згаданого вище маємо відомий процес регулювання для безперервного лиття між вальцями, що описаний у патентній заявці FR-A-2728817, де вимірюється розділяюча сила вальців (RSF), а відносне положення названих вальців може змінюватись по потребі. Цей процес надає можливість модифікувати положення вальців: вони розходяться, якщо розділяюча сила надто велика, або сходяться, якщо сила надто мала, особливо для того, щоб запобігти виливанню рідкого металу або навіть руйнуванню стрічки, що відливається, а також пошкодженню вальців у випадку переотвердіння рідкого металу. Також відомо, що неможливо повністю запобігти переходу форми вальців в овальну із-за механічного впливу, з одного боку, та коли бочка піддається термічним деформаціям при вході в контакт з розплавленим металом на початку ливарного процесу, а також пізніше, на протязі обертання вальців, з другого. Компенсаційний процес для цього овалу, який надалі буде названий "нормальною овальною формою" (або "механічною овальною формою", хоча в цьому випадку має місце і термічна складова, що сприяє виникненню овальної форми вальців), вже відомий; цей процес складається з автоматичного впливу на положення підшипників принаймні одного з вальців, що залежать від кутового розташування даних вальців, щоб зробити зазор між вальцями якомога сталішим. Оскільки практично неможливо безпосередньо міряти зазор, було запропоновано використовувати як параметр, пов'язаний з овальною формою вальців, сигнал, що одержується від засобів, що вимірюють розділяючу силу, систему компенсації овальної форми вальців, що поєднується з такою системою регуляції, яка описана в патентній заявці FR-A-2728817, що згадувалась вище. Але використання цих процесів не дає можливості виявити у реальному часі деякі дефекти, що можуть порушити ливарний процес, призвести до його зупинення або тяжкого пошкодження вальців. Вже відомі методи виявлення дефектів, візуальні або інші, пов'язані з ливарним процесом, що базуються на термодинамічних характеристиках розплавленого металу, відомих також як "кольори мінливості". Останній вид дефекту, пов'язаний з локальним зменшенням шорсткості поверхні вальців, яка призводить до змін в охолодженні стрічки, що відпивається, і це можливо зафіксувати замірами температури, виконаними на цій стрічці. Але спостерігати ці дефекти можна вже після вказаної процедури вимірювання, на вже сформованій відлитій стрічці і, таким чином, тільки тоді, коли вони вже з'явились. Ці дефекти можуть пошкодити поверхню вальців. І це особливо небезпечно, коли вони виявлені на пізній стадії, в якій це пошкодження може стати непоправним. Деякі дефекти можна виявити апріорі, шляхом безпосереднього спостереження за сигналом, що пов’язаний з розділяючою силою вальців. Проте зміни в даному сигналі представляють собою як зміни в розділяючій силі завдяки нормальній овальній формі вальців, так і інші параметри або події, які можуть мати місце в ливарному процесі. Таким чином, безпосереднє спостереження за величиною розділяючої сили не дозволяє виявити частку, яку вкладають ці події в зміни сигналу, що реєструється. Задачею цього винаходу є вирішення вищезгаданих проблем і зосередження уваги на наданні можливості, шляхом вимірювання розділяючої сили вальців, виявлення в реальному часі дефектів до того, як вони зростуть, що викличе непоправні пошкодження, зокрема вальців. Метою цього винаходу також є надання можливості слідкувати за змінами в цих дефектах для того, щоб запропонувати коригуючі дії або зупинку ливарного процесу оператором в залежності від серйозності обумовлених дефектів. Виходячи з вищесказаного, предметом винаходу є процес безперервного лиття між вальцями, щоб одержати металеві вироби невеликої товщини, зокрема зі сталі, де під час ливарного процесу розділяюча сила вальців та сигнал, що дає уявлення про зміни в розділяючій силі вальців (RSF), безперервно вимірюються на протязі часу; і де положення вальців змінюється, особливо у зв'язку з вищезгаданим сигналом для того, щоб компенсувати овальну форму вальців; вказаний сигнал розкладається на ряд гармонійних складових, і ці гармонійні складові порівнюються з еталонними гармоніками відповідного порядку; результати порівняння відображатимуть стан дефекту ливарного процесу, а відповідно до результатів вищезгаданого порівняння розроблені правила керування ливарним процесом. На підставі багатьох експериментів, проведених у промисловому масштабі, авторами встановлено, що існує певна залежність між змінами сигналів, що представляють значення розділяючої сили, вальців, та виникненням дефектів в ливарному процесі. Наприклад, виникнення дефекту на вальці, що називається "кольори мінливості", відображується наявністю збурення в сигналі, що характеризує розділяючу силу. Таке збурення є циклічним і виникає при кожному оберті вальця. Вказане збурення відображує надмірне затвердіння виробу, коли воно проходить через шийку вальців та призводить до змін величин сил, які без сумніву більш швидкі, ніж ті, що повинні були б виникати, наприклад, при змінах в товщині затверділого виробу. Автори представили розкладення вказаних сигналів на гармонійні складові для того, щоб відділити в даних сигналах ту частину, яка пов'язана з нормальною овальною формою вальців, від частини, яка пов'язана з іншими дефектами. Шляхом порівняння гармонійних складових, що були записані під час різних ливарних процесів, авторами встановлено, що хоча сигнали, які відображують величину розділяючої сили вальців, змінюються, зокрема в зв'язку з овальною формою вальців, і навіть компенсуються за допомогою системи компенсації, зміні деяких гармонійних складових відповідала поява дефектів у ливарному процесі. Виходячи з сказаного вище, автори з'ясували, що аналіз даних гармонійних складових, які постійно реєструються протягом ливарного процесу, повинен надати можливість, шляхом порівняння з еталонними значеннями гармонік, отриманими підчас експериментів у ливарних процесах, що протікали без дефектів, визначати у майже реальному часі відхилення, що виявляють дефекти ливарного процесу значно швидше, ніж інші відомі методи. Гіпотеза, що пояснює існуючий зв'язок між змінами у складових гармонік та наявністю дефектів у ливарному процесі, заключається в тому, що нормальна овальна».форма вальців викликає зміни в сигналі, що відображує розділяючу силу вальців, які є, в більшості, повільними та плавними. Іншими словами, завдяки нормальній овальній формі вальців, сигнал має, в основному, гармонійну складову низького порядку з частотою, що дорівнює частоті обертання вальця. Проте, такі дефекти, як вже згадувані "кольори мінливості", в основному, призводять до раптових змін сигналу та, внаслідок чого, до змін у гармоніках вищого порядку. У типовому випадку спектр сигналу, що відображує розділяючу силу вальців і що залежить тільки від нормальної овальної форми вальців, характеризується високим внеском гармонійної складовою нульового порядку (наприклад, 70% усієї амплітуди сигналу) та швидким зменшенням внеску гармонік більш вищих порядків (20% для гармоніки 1-го порядку, 10% для гармоніки 2-го порядку). Наявність гармонік більш вищого порядку спостерігається рідко. Проте, коли наявні дефекти типу "кольорів мінливості", розподіл гармонік відрізняється від описаного вище випадку; присутність надмірно отверділого шару металу на рівні "кольорів мінливості" продукує більш високі гармоніки. Авторами прийняті такі визначення параметрів, як складова сигналу з частотою Fі=2іFo, що буде назначена гармоніці і-го порядку. Fo - опорна частота, що відповідає швидкості обертання вальця. Таким же чином, амплітуда гармонійної складової 1-го порядку буде позначатися як hі, а величина, що відображує амплітуди гармонік і-го порядку за задалегідь визначене число обертів вальця позначається як Ні. Відповідно до специфічної конструкції винаходу, в якій встановлена системарегулювання зазору така, як описана вище, сукупній сигнал, використаний як еталон зміщення підшипників принаймні одного вальця, може бути використаний як сигнал, що відображує зміни в величині розділяючої сили, одержаний шляхом виміру цієї сили. Іншими словами, сигнал, що далі розкладається на різні гармонійні складові, безпосередньо зв'язаний з описаним еталоном зміщення, який продукується модулем компенсації овальної форми вальців і, таким чином, відображує зміни в величині розділяючої сили. Для розкладення сигналу на його гармонійні складові придатне швидке перетворення Фур'є, яке застосовується до сигналу, що відображує значення розділяючої сили вальців; цей сигнал, таким чином, є сигналом, який безпосередньо вимірює значення розділяючої сили вальців або відповідним сигналом, що продукується модулем компенсації овальної форми вальців. В представленій схемі винаходу величина НІ відображує кожну гармоніку і-го порядку, що обчислюється як середнє значення амплітуд hi кожної гармоніки, яка визначена через дане число обертів вальця. Оскільки величина Нi, що відображує кожну гармоніку, обчислюється як середнє значення вимірюваних амплітуд за певне число обертів вальця, то це дозволяє послабити вплив випадкових дефектів, розміщених в часі і просторі, які не повторюються протягом декількох обертів вальця. Таким чином дефект виникає як результат довготривалого процесу впливу на вальці, система буде повністю містити в собі ці дані після вказаного числа обертів, хоча вплив гармонік, що з'являються лише при малому числі обертів, особливо нижче обумовленого числа даних обертів, буде значно послаблений. Процес порівняння вимірюваного сигналу з сигналом від ливарного процесу, який приймається за бездефектний процес, може проводитись різними шляхами. Величини Нi, що відображують кожну гармонику вимірюваного сигналу, можуть просто порівнюватись, член за членом, з еталонними значеннями Ніr, одержаними від вимірювань параметрів ливарного процесу, що прийнятий за бездефектний, і може бути встановлено, що сума відхилень значень Нi, які відображують кожну гармоніку з еталонними значеннями Нir, не дуже висока. Інший шлях - це порівняння пропорційного внеску значення кожної гармоніки з пропорційним внеском значення кожної гармоніки еталону, проте бажано, щоб порівняння проводилось на основі барицентру гармоніки, а барицентр обчислюється за допомогою ваги кожної гармоніки із заздалегідь визначеним коефіцієнтом для того, щоб надати відносне значення важливості гармонікам через неоднакову вагу останніх. Цей метод обчислень був розроблений завдяки експериментальним спостереженням: на протязі ливарного процесу, який приймається за процес без дефектів, перша гармоніка є найбільш важливою, в той час як важливість інших гармонік зменшується із збільшенням номеру їх порядку. За допомогою оцінки ваги гармонік вищого порядку з достатнім коефіцієнтом, зміни цих гармонік будуть немовби підсилюватись, що зробить їх появу або зростання більш помітними внаслідок обчислення барицентру. Наприклад, барицентр Bf обчислюється введенням коефіцієнта, що відображує залежність амплітуди гармоніки від її частоти: Bf=(Гц)=SHi*Fi/SHi Цей барицентр може нормуватись еталонною частотою, щоб отримати коефіцієнт R=Bf/Fo, який міг би порівнюватись з заздалегідь визначеним еталонним значенням Ro, що дасть змогу уникнути будь-яких відхилень опорної частоти і, завдяки цьому, будь-яких відхилень ефективної швидкості обертання вальця між ліварним процесом, що розглядається, та еталонним. Слід додати, що похідна dR/dt може обчислюватись, а її величина -порівнюватись з іншим заздалегідь визначеним порогом, що дає можливість простежити за змінами коефіцієнта R в часі, швидка зміна якого є свідченням швидкого наростання дефекту. За допомогою величин з різними параметрами, таких як: А, що відображує загальну амплітуду змін: Α=SΗi, R, що відображує частку або внесок дефектів в сигнал, та E=dR/dt можна побудувати таблицю рішень, яка наведена нижче, що пропонується оператору в реальному часі, для коригуючих дій на деякі параметри ливарного процесу з метою ліквідації дефектів процесу якомога швидше після їх виникнення. Інші переваги та особливості винаходу з'являться по мірі ознайомлення з детальним описом, який буде супроводжуватися прикладами реалізації цього винаходу, що надані в інформаційних цілях, без будь-яких обмежень, щоб в процесі читання знайомитись з наведеними ілюстраціями. - фігура 1 є схематичним зображенням устаткування для лиття між вальцями з уже відомою системою регуляції, але яка використовує розкладення компенсаційного сигналу овальної форми вальців на гармонійні складові; - фігура 2 показує таблицю рішень, яка визначає методику керування ливарним прцесом як функцію різних величин параметрів, що надходять в цьому процесі згідно з винаходом; - фігури 3, 4, 5, 6 є графічними зображеннями змін різних вимірюваних та обчислюваних параметрів; результати одержані від ливарного процесу, що прийнятий за процес без дефектів, з компенсаційним процесом овальної форми вальців. - фігури 7, 8, 9 і 10 є відповідними графіками, одержаними на основі даних ливарного процесу, що умовно прийнятий за процесе з великою кількістю дефектів. Устаткування для ливарного процесу, що лише частково представлене на фігурі 1, звичайно зображує, як вже відомо, двоє вальців 1 і 2 з паралельними осями, простір між вальцями, що зветься зазор, якій є відповідальним за товщину стрічки, що відпивається, і зменшує скорочення розмірів в результаті деформацій форми завдяки впливу розділяючої сили вальців. Два вальця, 1 і 2, обертаються в протилежних напрямках при однаковій швидкості, їх осі запресовані в підшипники, що закріплені на рамі 7, Супорт 5 і, таким чином, відповідно вісь вальця 1 жорстко фіксована по відношенню до рами 7. Другий супорт б може переміщуватись по рамі 7. Його положення регулюється затискуючими гніздами 9, що діють таким чином, що переміщують разом або віддаляють супорти 5, б один від одного. Пристрої, що вимірюють розділяючу силу вальців, тензодатчики 8, розташовані між закріпленим супортом 5 та рамою 7. Датчики 10 використовуються для виміру положення рухомого супорта 6 і, таким чином, відхилень від заздалегідь визначеної еталонної позиції, яка вимагається для заданої товщини стрічки. Під час ливарного процесу рідкий метал ллється між вальцями і при контакті з охолоджуваними стінками вальців починає твердіти, створюючи затвердіваючі шари, які захоплюються вальцями і з'єднуються приблизно на рівні шийки 11 між вальцями, створюючи затвердіваючу металеву стрічку, яка витягується донизу. Таким чином, метал створює тиск розділяючої сили на вальці, яка вимірюється тензодатчиком 8 і значення якої залежить від ступеня затвердіння металу. Щоб регулювати цю силу і гарантувати безперервність ливарного процесу, устаткування містить систему регулювання. У вказаній системі регулювання значення відхилення між еталонним сигналом розділяючої сили і сигналом, що вимірюється тензодатчиком 8, обчислюється першим компаратором 12. Сигнал, пов'язаний із значенням відхилення, подається в силовий регулятор 13, який визначає сигнал еталонного положення І подає його в другий компаратор 14. Сигнал, що вимірюється тензодатчиком 8, також подається в систему компенсації овальної форми вальців 15, яка розкладає силовий сигнал на гармонійні складові і продукує компенсаційні сигнали Н1, Н2, НЗ кожної з гармонік. Ці сигнали підраховуються в суматорі 16, який продукує еталонний сигнал корекції положення, що передається в другий компаратор 14. Вихідний сигнал другого компаратора 14 подається в третій компаратор 17 разом з сигналом положення, що надходить від датчика положення 10. Вихідний сигнал третього компаратора 17 подається на регулятор положення 18, який керує затискними гніздами 9. Обертання вальців 1 і 2 забезпечується двигунами 19 і 20, що керуються за допомогою регулятора швидкості 21. Вказаний регулятор швидкості 21 одержує сигнал від регулятора товщини 22, який сам отримує еталонний сигнал товщини; силовий сигнал передається від тензодатчика 8, та сигнал положення передається за допомогою датчика положення 10. Вплив на затискні гнізда 9 виконується автоматично вказаною системою регулювання, яка дає можливість, наприклад, вплинути на затискні гнізда 9 в напрямку, що призводить до розходження вальців, щоб зменшити розділяючу силу вальців, або навпаки, в напрямку, що призводить до сходження вальців для того, щоб збільшити обумовлену силу. В такий же спосіб ця система компенсує, принаймні частково, нормальну овальну форму вальців, також компенсує можливе зміщення між віссю бочки та її віссю обертання та нерівномірності форми вальця механічного або термічного походження. Далі система регулювання бере для розрахунку ці дефекти форми та коаксапьності (спільної осі), щоб видати значення еталону зміщення на вхід затискних гнізд 9, що керуються зазором між вальцями для того, щоб підтримувати цей зазор якомога постійнішим під час обертання вальців. Нижче буде описаний більш придатний метод визначеннярізних параметрів A, R та Е, що використовуються для інформування оператора про наявність дефектів та ступінь їх впливу на хід процесу. В цьому методі сигнал, що відображує розділяючу силу вальців, буде розкладатися на гармоніки, і це розкладення представляється в модулі компенсації овальної форми вальців 15 за допомогою перетворення Фур’є. Таж сама операція може виконуватись досить добре без використання перетворення Фур'є, за допомогою перетворення Лапласа або будь-якою іншою математичною операцією обробки сигналу, наприклад використанням фільтрів, щоб отримати той самий результат, що являє собою розкладення сигналу на його гармонійні складові. Величини НІ, як сказано вище, потім обчислюються за допомогою усереднення амплітуд Ні за заздалегідь визначене число обертів вальців, наприклад за останні 10 обертів. Треба зазначити, що попередній метод для обчислення коефіцієнтів НІ представлений як приклад, і в ньому немає обмежень. Величини Ні, що відображують кожну гармоніку і-го порядку, можуть також обчислюватись як середньоквадратичні величини амплітуд hі цих гармонік для будь-якої обчисленої величини, що характеризує згадані гармоніки. Це обчислення виконане за допомогою середньоарифметичного методом найменших квадратів або будь-яким методом. Яким би не був метод обчислення - величини Ні, що відображують амплітуду, зв'язані з кожною гармонікою і-го порядку та частотою Fі. Критерій Bf обчислюється як барицентр частоти різних гармонік. Тобто обчислюється барицентр частот різних гармонік, що розглядаються, кожна величина Fi є "вага" відповідної величини НI і тоді Βf=ΣΗi*Fi/ΣΗi Взагалі використовуються гармоніки порядку 0, 1,2, але в розрахунок можна приймати і інші гармоніки. Для того, щоб робити вірні порівняння при різніх швидкостях обертання вальців, обчислюється коефіцієнт Rf=Bf/F0, де Fo - відображує частоту обертання вальців. У випадку, наведеному як приклад, де тільки перші три гармоніки приймаються до уваги, одержується трійка критеріїв: - глобальна амплітуда змін сигналу: А=Н1+Н2+Н3; - нормований барицентр; Rf=(F 1хH1+F2хH2+F3хH3)/(H,1+H2+H3 ) - зміна Rf y часі: E=dRf/dt. Порівняння цих критеріїв, обчислених під час ливарного процесу із заздалегідь визначеним порогом, дозволяє визначити той або інший дефект, що з'являється в досліджуваному ливарному процесі. Як приклад, де сигнал, що відображує розділяючу силу вальців, є сигналом, що отримується від модуля компенсації овальної форми вальців, і виражений як величина зміщення рухомого вальця; при наявності нормальної овальної форми вальців можуть бути отримані такі дані: Но=700мкм, Н1=2мкм, Н3=10мкм, де Fo=0,2Гц, F1=0,4Гц, F2=0,8Гц, тоді Вf=0,3Гц, і Rf=1,5. Якщо з'являються кольори мінливості, ці величини становлять 350мкм, 350мкм і 300мкм відповідно для Но, Η1, Н2 , і тоді Rf = 2,25. Таким чином, можна бачити, що просто фіксуючи достатній поріг для Rf, наприклад Rfпорогу=1,6, при проходженні величини Rf через цей поріг може виникати застережний сигнал, сповіщаючий про наявність дефектів у процесі. Більш точний підхід до серйозності дефектів одержується одночасним розрахунком трьох вищезгаданих критеріїв. Для таких потреб може використовуватись таблиця прийняття рішень, яка показана на фігурі 2 і може безпосередньо вказати оператору дефектологічний статус ливарного процесу, дає йому інформацію про наявність, серйозність та розвиток дефектів і вказує на потребу виконати коригуючі дії, такі як зміна параметрів ливарного процесу, щоб спробувати ліквідувати дефекти, що виникли у ході процесу, або - при значному погіршенні - зупинити ливарний процес, щоб уникнути непоправного руйнування ливарного обладнання. Ця таблиця представляє, наприклад, методику спостереження в ливарному процесі за релевантними значеннями коефіцієнтів A, Rf та Е: А має невелике значення - означає невеликі зміни величини розділяючої сили вальців, - ливарний процес проходить при нормальних умовах; А має середнє значення і, якщо R І Ε невеликі, це означає процес без дефектів з появою невеликих дефектів: - якщо R невелике, а Е має велике значення, це означає, що, хоча ніяких реальних дефектів ще не виявлено, але процес проходить при нестабільній роботі устаткування з підстав, пов'язаних з нормальною овальною формою вальців, і в цей час виникає застерігаючий сигнал, щоб інформувати оператора, що потрібно змінити, наприклад, термічні умови бочки (температуру або швидкість потоку охолоджуючої води); - якщо R має значну величину, а Е - невелику, - це вказує на наявність дефектів без відчутної тенденції до їх можливого поширення, але застерігаючий сигнал не подається; - якщо R і Ε мають великі значення, - це вказує на наявність дефектів та їх поширення, в такому випадку ливарний процес треба зупинити. Коли А має велике значення: - a R і Ε мають невеликі, - ніяких прихованих дефектів не виявлено, нормальна овальна форма вальців коректно компенсується, але амплітуда зміщень рухомого вальця досить висока, щоб нормально компенсувати овальну форму, що само по собі не загрожує ливарному процесу, але може викликати проблеми з геометричною формою вальців; - a R - велике та Ε мале, - означає наявність дефектів, але без відчутного їх поширення, і застерігаючий сигнал не включається. Якщо Ε велике, то незалежно від величини R це сигналізує про значне поширення дефектів, і в цьому випадку потрібна негайна зупинка ливарного процесу. Слід підкреслити, що величини "мала", "середня" та "велика" характеризують різні значення критеріїв, які оцінювались порівнянням з експериментальними даними, одержаними в ливарних процесах заздалегідь. Щоб продемонструвати можливості виявлення дефекту процесу за допомогою цього винаходу, автори посилаються на фігури 3, 4, 5, 6, які показують зміни різних параметрів, що вимірюються та обчислюються під час ливарного процесу з системою компенсації овальної форми вальців, який прийнятий як процес без дефектів, та на фігури 7, 8, 9, 10, на яких порівнюються криві, одержані в результаті ливарного процесу з дефектами типу "кольори мінливості". На фігурах 3 та 7 показані зміни у величині розділяючої сили вальців, яка вказана в процентному співвідношенні до граничної розділяючої сили і вимірювана протягом 40 хвилин з початку ливарного процесу. На фігурах 4 і 8 показані зміни параметра А протягом обумовленого процесу, який є середньою амплітудою зміщення підшипників рухомого вальця за 10 обертів вальця в мкм, який керується модулем компенсації овальної форми вальця. На фігурах 5 та 9 показані зміни параметра R у часі. На фігурах 6 та 10 показані на тому ж графіку зміни в часі значень Но, Н1, Н2, що відображують амплітуди гармонік 0-го, 1-го та 2-го порядків, де перше значення Но показане внизу діаграми, друге, Н^ - в центрі та третє, Н2,- вгорі діаграми. З цих фігур можна бачити, що в ливарному процесі, який приймається за бездефектний, збільшення параметра А протягом перших 20 хвилин відповідає подібному збільшенню Но , і це, головним чином, віддзеркалює розвиток компенсації овальної форми вальців до того часу, коли настає стабільність А при 50мкм, вказуючи на майже повну компенсацію овальної форми вальців. Також можна підкреслити стабільність параметра R після 10 хвилин, тобто після зростання до високих значень відповідно до відносно високої амплітуди Н2 на протязі того ж періоду з початку ливарного процесу. Для порівняння даються графіки на фігурах 8, 9 та 10, пов'язані з ливарним процесом, що підданий сильному збуренню; показані високі амплітуди Н, та Н2 на протязі 40 хвилин, з високим значенням параметра А на протязі того ж самого періоду та, особливо, високим значенням параметра R. Легко зрозуміти з графіків, що порівняння значень А та, особливо, R з заздалегідь визначеним граничним значенням, зроблене в реальному часі на протязі ливарного процесу, дозволить швидко виявити дефекти, що відповідають за високі амплітуди гармонік Н1 і Н2, та негайно вплинути на параметри ливарного процесу, щоб попередити поширення дефектів. Цей винахід не обмежує обчислювальні методи різних параметрів, що наведені вище, як приклад. Зокрема, використовуючи ті ж самі величини Н1, що відображують амплітуди кожної з гармонік, можна обчислювати інший барицентр В гармонійного спектру величини, яка відображує розділяючу силу вальців, наприклад, шляхом призначення кожній величині НІ ретельно підібраного вагового коефіцієнту, щоб підкреслити в обчислюваній величині цього коефіцієнту вплив гармонік більш високих порядків, в яких проявляються дефекти процесу. Незалежно від методу обчислення барицентру, величини, що відображують різні гармоніки та вагові коефіцієнти, що відповідають кожній гармоніці, використовуються таким чином, щоб легше спостерігати за розвитком величини барицентру і порівняти його з експериментальними значеннями для виявлення в реальному часі дефектологічного рівня шляхом співставлення з дефектологічними умовами (ливарний процес без відхилень, ливарний процес із збуренням, аварійний процес, який закінчується його зупиненням або ж пошкодженням вальців) попередніх ливарних процесів. Щоб порівняти гармоніки, можливо також визначити еталонний внесок амплітуд гармонік як відсотковеспіввідношення кожної гармоніки до загального сигналу, наприклад, припускати апріорі, що перша гармоніка представляє 66% цього сигналу, друга - 17% та третя - також 17%. Тоді було б можливо спостерігати за розвитком цього внеску на протязі кожного ливарного процесу та, порівнюючи з еталонним внеском, легко оцінити будь-яке відхилення. Це порівняння можна було б зробити, наприклад, обчисленням суми Rd відхилень між співвідношенням Ні/А кожної гармонійної складової в сигналі, що вимірюється, який відображує величину розділяючої сили, та еталонною пропорцією a 1: Rd=pos(a 0-H0/A)+pos(H1/A-a 1)+..+pos(Hі/A-aі), (де кожний член цієї суми обчислюється тільки тоді, коли він є позитивним). Таким чином, якщо пропорція гармоніки нульового порядку більше ніж еталонна, або якщо пропоція гармоніки порядку, що дорівнює або більше одиниці, є нижчою від еталонної пропорції, то відхилення, пов'язане з гармонікою, що розглядається, не приймається до уваги. Тобто, якщо перша гармоніка представляє у прикладі 98% параметра А, друга - 2% і третя - 0%, які відповідають майже повній відсутності гармонік порядку, більшого, ніж 0, і, таким чином, відсутності дефектів, тобто Rd=0. Якщо устаткування для безперервного лиття між вальцями не містить в собі системи регулювання зазору як функції овальної форми вальців, то, згідно з описаним винаходом, звичайно використовується процес, в якому сигнал, що розкладається на гармонійні складові, являє собою безпосереднє вимірювання змін розділяючої сили вальців. Однак використання величин Ні, одержаних від модуля компенсації овалу, запишається більш придатним до вказаних цілей, коли такий компенсаційний модуль вже існує в устаткуванні і виконує свою звичну дію, а саме - розкладення сигналу на гармонійні складові.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for continuous casting of metal between rolls
Автори англійськоюDamasse Jean-Michel, Salvado Olivier
Назва патенту російськоюСпособ непрерывного литья металла между вальцами
Автори російськоюДамасс Жан-Мишель, Сальвадо Оливье
МПК / Мітки
МПК: B22D 11/16, B22D 11/06
Мітки: лиття, спосіб, безперервного, металу, вальцями
Код посилання
<a href="https://ua.patents.su/8-62912-sposib-bezperervnogo-littya-metalu-mizh-valcyami.html" target="_blank" rel="follow" title="База патентів України">Спосіб безперервного лиття металу між вальцями</a>
Спосіб запобігання контакту кисню з розплавом металу в процесі безперервного лиття і пристрій для його здійснення
Номер патенту: 46886
Опубліковано: 17.06.2002
Автори: Капотості Ромео, Хохенбіхлер Геральд, Тонеллі Ріккардо, Пелліссетті Стефано
МПК: B22D 11/06
Мітки: процесі, металу, кисню, пристрій, розплавом, лиття, спосіб, безперервного, здійснення, запобігання, контакту
Формула / Реферат:
1. Спосіб запобігання контакту кисню з розплавом металу (20) в процесі безперервного лиття двовалковим способом, в якому розплав металу (20) входить в ливарну камеру, обмежену стінками (1, 2, 13), і виходить з камери у вигляді струменя, де кисень, який прагне увійти через зазори (18) між стінками (1, 2, 13) і/або адгезований стінками (1, 2), бере участь в горінні з утворенням з'єднання, яке не надає шкідливого впливу на розплав металу (20),...
Спосіб запобігання контакту кисню з розплавом металу в процесі безперервного лиття і пристрій для його здійснення
Номер патенту: 48296
Опубліковано: 15.08.2002
Автори: Капотості Ромео, Пелліссетті Стефано, Хохенбіхлер Геральд, Гуасто Гуісеппе
МПК: B22D 11/06
Мітки: процесі, спосіб, кисню, безперервного, розплавом, металу, здійснення, запобігання, пристрій, лиття, контакту
Формула / Реферат:
1. Спосіб запобігання контакту кисню з розплавом металу (20) в процесі безперервного лиття, в якому розплав металу (20) вводять в ливарну камеру, обмежену стінками (1, 2, 13), і виводять з камери у вигляді струменя, який відрізняється тим, що кисень, який прагне проникнути через зазори (18) між стінками (1, 2, 13) і/або адгезований стінками (1, 2), видаляють відсмоктуванням.2. Спосіб за п. 1, який відрізняється тим, що видалення...
Установка безперервного лиття металу
Номер патенту: 1278
Опубліковано: 17.06.2002
Автори: КРАВЦОВ Владлен Васильович, Купін Володимир Миколайович
МПК: B22D 11/16
Мітки: лиття, безперервного, металу, установка
Формула / Реферат:
Установка безперервного лиття металу, що включає металоприймач, з'єднаний з кристалізатором, пристрій нагрівання рідкого металу в металоприймачі, підключений до керованої системи підведення електричного струму, який відрізняється тим, що пристрій нагрівання рідкого металу в металоприймачі виконаний у вигляді трьох електродів з вузлами підведення електричного струму, електроди установлені вертикально по периметру металоприймача з можливістю...
Спосіб управління розливанням металу на багатострумковій машині безперервного лиття заготовок
Номер патенту: 41339
Опубліковано: 17.09.2001
Автор: Каплан Володимир Нусійович
МПК: B22D 11/16
Мітки: машини, металу, заготовок, розливанням, безперервного, багатострумковій, спосіб, управління, лиття
Формула / Реферат:
Способ управления разливкой металла на многоручьевой машине непрерывного литья заготовок, включающий определение массы метала в промежуточном ковше, измерение длины слитка по каждому ручью и пересчет ее в массу в соответствии с сечением кристаллизатора, управление посредством стопоров окончанием выпуска металла из промежуточного ковша в зависимости от массы металла в промежуточном ковше и длин отливаемых слитков по ручьям, отличающийся тем,...
Установка для безперервного лиття металу
Номер патенту: 24014
Опубліковано: 31.08.1998
Автор: Уолтер Ф.Прег
МПК: B22D 11/06
Мітки: установка, металу, лиття, безперервного
Формула / Реферат:
1. Установка для непрерывного литья металла, содержащая установленные с зазором горизонтальные валки и средства удержания жидкого металла с торцевых сторон валков, выполненные в виде электромагнитов переменного тока, магнитные полюса одного из которых находятся вблизи зазора между валками с одной торцевой их стороны, в магнитные плюса другого - вблизи зазора между валками с другой их стороны, отличающаяся тем, что магнитные полюса...
Попередній патент: Спосіб одержання амонієвої солі 3-ізопропіл-2,1,3-бензотіадіазин-4-он-2,2-діоксиду (варіанти)
Наступний патент: Фармацевтична композиція на основі ail-агоністів для лікування нетримання сечі (варіанти) та похідні феніламіноімідазолідину (варіанти)
Випадковий патент: Повітропідігрівник