Спосіб управління розливанням металу на багатострумковій машині безперервного лиття заготовок

Формула / Реферат
Способ управления разливкой металла на многоручьевой машине непрерывного литья заготовок, включающий определение массы метала в промежуточном ковше, измерение длины слитка по каждому ручью и пересчет ее в массу в соответствии с сечением кристаллизатора, управление посредством стопоров окончанием выпуска металла из промежуточного ковша в зависимости от массы металла в промежуточном ковше и длин отливаемых слитков по ручьям, отличающийся тем, что после окончания выпуска металла из сталеразливочного ковша определяют количество заготовок, получаемых с этого момента из следующего соотношения:
![]()
где:
Мост - масса немерного остатка металла;
Мпк - масса металла в промежуточном ковше;
N - количество работающих ручьев;
Міслит - масса слитка от мениска кристаллизатора до переднего торца слитка для і-того ручья;
Мімерн - масса текущей заготовки заданной длины для і-того ручья;
Мобр - масса заданной хвостовой обрези;
Мосн - масса заготовки основной мерной длины;
Мдоп - масса заготовки дополнительной мерной длины;
n1 - количество заготовок основной мерной длины, получаемых в конце разливки;
n2 - количество заготовок дополнительной мерной длины, получаемых в конце разливки,
а массу слитка, отливаемого на каждом ручье с момента окончания выпуска металла из сталеразливочного ковша, определяют пропорционально скорости разливки по ручьям с соблюдением следующих соотношений:
![]()
![]()
![]()
![]()
где:
Мі - масса слитка, отливаемого на і-том ручье с момента окончания выпуска металла из сталеразливочного ковша;
n1i - количество заготовок основной мерной длины, получаемых в конце разливки на і-том ручье;
n2i - количество заготовок основной мерной длины, получаемых в конце разливки на і-том ручье.
Текст
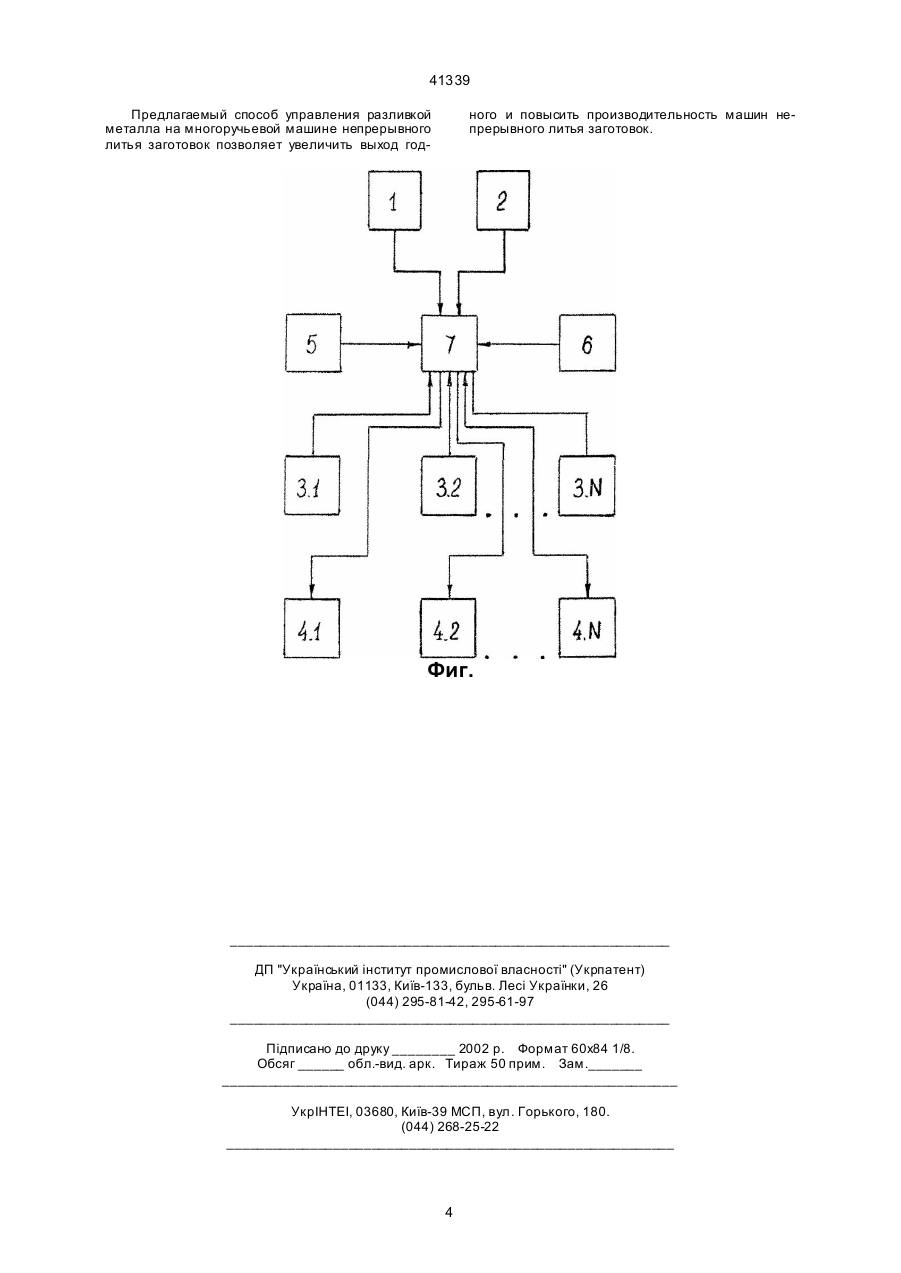
Способ управления разливкой металла на многоручьевой машине непрерывного литья заготовок, включающий определение массы металла в промежуточном ковше, измерение длины слитка по каждому ручью и пересчет ее в массу в соответствии с сечением кристаллизатора, управление посредством стопоров окончанием выпуска металла из промежуточного ковша в зависимости от массы металла в промежуточном ковше и длин отливаемых слитков по ручьям, отличающийся тем, что после окончания выпуска металла из сталеразливочного ковша определяют количество заготовок, получаемых с этого момента из следующего соотношения: 41339 чей, в который необходимо подать наибольшее количество металла для получения мерной заготовки, после чего ручей перекрывают, а остальные ручьи перекрывают при достижении кратности длины слитка на ручье. Однако указанный способ не обеспечивает минимизацию отходов в виде немерных остатков слитка и не обеспечивает максимальную производительность машины непрерывного литья в конце разливки, так как не учитывает возможность получения заготовок основной и дополнительной мерной длины и не обеспечивает максимально близкое к одновременному, в усло виях получения заданного количества мерных заготовок, время окончания разливки на всех ручьях. В основу изобретения поставлена задача усовершенствовать способ управления разливкой металла на многоручьевой машине непрерывного литья заготовок путем учета возможности получения заготовок основной и дополнительной мерных длин и обеспечения максимально близкого к одновременному времени окончания разливки на всех р учьях, что приведет к увеличению выхода годного и повышению производительности машин непрерывного литья заготовок в конце разливки. Решение поставленной задачи достигается тем, что согласно способу управления разливкой металла на многоручьевой машине непрерывного литья заготовок, включающему определение массы металла в промежуточном ковше, измерение длины слитка по каждому ручью и пересчет ее в массу в соответствии с сечением кристаллизатора, управление посредством стопоров окончанием выпуска металла из промежуточного ковша в зависимости от массы металла в промежуточном ковше и длин отливаемых слитков по ручьям, после окончания выпуска металла из сталеразливочного ковша определяют количество заготовок, получаемых с этого момента из следующего соотношения: N é i Mост = min ê M пк + å M i слит - M мерн n1, n 2 ë i =1 - N × M обр - n 1M осн - n 2 M доп , (1) ( Причем, если существует несколько значений n1 и n 2 , удовлетворяющих соотношению (1), то предпочтение при порезке слитка отдают варианту, соответствующему большему количеству заготовок основной мерной длины. А массу слитка, отливаемого на каждом ручье с момента окончания выпуска металла из сталеразливочного ковша, определяют пропорционально скорости разливки по ручьям с соблюдением следующих соотношений: N å M1 = Mпк (M i =1 i (2) ) ( ) + Miслит - Miмерн - Мобр ³ n i × M осн + ni2M доп (3) 1 N n i =1 i =1 å n i = n 1; å n i = n 2 , 1 2 (4) где: Mi - масса слитка, отливаемого на i-том ручье с момента окончания выпуска металла из сталеразливочного ковша; ni - количество заготовок основной мерной дли1 ны, получаемых в конце разливки на i-том ручье; n i - количество заготовок дополнительной мер2 ной длины, получаемых в конце разливки на i-том ручье. При этом,в зависимости от длины немерного остатка металла и конструктивных особенностей конкретной машины, остаток либо сливают в один из ручьев, либо распределяют между несколькими ручьями. Преимущество предлагаемого способа по отношению к прототипу покажем на следующем примере. Пусть на четырехр учьевой машине непрерывного литья заготовок разливка выполняется на трех ручьях: первом, втором и третьем. Пусть сечение кристаллизаторов на всех ручьях одинаковое, и такое, что масса 1 м слитка равна 1 т. П усть на всех ручьях задана только одна мерная длина – 8 м (8 т) и заданная длина хвостовой обрези равна 1 м (1 т). Пусть на первом ручье масса слитка равна 20 т, длина 20 м и скорость разливки 0,5 м/мин. Пусть на втором ручье масса слитка равна 21 т, длина 21 м и скорость разливки 1,0 м/мин. Пусть на третьем ручье масса слитка равна 20 т, длина 20 м и скорость разливки 1,0 м/мин. В принятых в выражении (1) обозначениях имеем: Мпк =34 т ) ] где: Мост - масса немерного остатка металла; Мпк - масса металла в промежуточном ковше; N - количество работающих р учьев; Mi слит - масса слитка от мениска кристаллизатора до переднего торца слитка для i-того ручья; Мi мерн - масса текущей заготовки заданной длины для i-того ручья; М обр - масса заданной хвостовой обрези; N =3 M1 =20 т слит M2 =21 т слит M3 =20 т слит Мосн - масса заготовки основной мерной длины; М1 мерн =8 т М2 =8 т мерн М3 =8 т мерн М доп - масса заготовки дополнительной мерной М обр =1 т длины; n1 - количество заготовок основной мерной длины, получаемых в конце разливки; n 2 - количество заготовок дополнительной мерной длины, получаемых в конце разливки. Мосн =8 т Из соотношения (1) получаем: Mост=min[34+(20-8)+(21-8)+(20-8)-3-8n] n=8 Mост=4 Таким образом минимальные отходы будут при получении еще 8 заготовок длиной 8 м, а остаток будет 4 м, т.е. 4 т массы слитков, отливае 2 41339 мых в конце разливки на каждом ручье, с учетом скоростей разливки составят: M1=6,8 т, М2=13,6 т, M3=13,6 т Полученные массы удовлетворяют соотношениям (2), (3) и (4), и обеспечивают получение на первом ручье двух заготовок, хвостовой обрези и 1,8 т остатка, на втором ручье трех заготовок, хвостовой обрези и 1,6 т остатка и на третьем ручье трех заготовок, хвостовой обрези и 0,6 т остатка. При этом разливка на всех ручьях будет окончена через 13,6 мин. Если использовать способ, предлагаемый в прототипе, то остаток надо сливать в первый ручей, в котором раньше всего будет окончена разливка последней мерной заготовки. Таким образом на первом ручье придется отлить 9 т (9 м) слитка и разливка окончится через 18 минут. Реализацию предлагаемого способа проиллюстрируем следующим числовым примером. Пусть на четырехр учьевой машине непрерывного литья заготовок разливка выполняется на четырех ручьях: первом, втором, третьем и четвертом. Пусть сечение кристаллизаторов на всех ручьях одинаковое и такое, что масса 1 м слитка равна 1 т. Пусть в момент окончания разливки сталеразливочного ковша в промежуточном ковше осталось 49 т металла. Пусть основная мерная длина заготовки по всем ручьям равна 10 м, дополнительная мерная длина – 6 м, заданная длина хвостовой обрези – 1 м (1 т). Пусть на первом ручье масса слитка равна 31,0 т, длина 31 м, длина текущей заготовки 10 м, ее масса 10 т и скорость разливки 0,5 м/мин. На втором ручье масса слитка 35 т, длина 35 м, длина текущей заготовки 10 м, ее масса 10 т и скорость разливки 0,6 м/мин. На третьем ручье масса слитка 33 т, длина 33 м, длина текущей заготовки 6 м, ее масса 6 т и скорость разливки 0,7 м/мин. На четвертом ручье масса слитка 37 т, длина 37 м, длина текущей заготовки 10 м, ее масса 10 т и скорость разливки 0,8 м/мин. В принятых в выражении (1) обозначениях имеем: Мпк =49 т Таким образом, минимальные отходы будут при получении еше 12 заготовок основной мерной длины - 10 м (10 т) и 4 заготовки дополнительной мерной длины - 6 м (6 т). Массы слитков, отливаемых на каждом ручье после окончания разливки металла из сталеразливочного ковша, с учетом только скоростей разливки на ручьях составят: M1=9,42 т M2=11,31 т M3=13,19 т M4=15,08 т А с учетом соотношений (2), (3) и (4) получим: M1 =10 т M2 =10 т M3 =14 т M4 =14 т Это позволит, кроме текушей заготовки и хвостовой обрези, на каждом ручье получить следующее количество заготовок: На первом ручье 3 заготовки по 10 м. На втором ручье 1 заготовку 10 м и 4 заготовки по 6 м. На третьем ручье 4 заготовки по 10 м. На четвертом ручье 4 заготовки по 10 м. Остаток, массой 1 т (длиной 1 м), можно слить либо во второй, либо в четвертый ручей, так как время разливки по ручьям будет следуюющее: по первому ручью ~20 мин. по второму ручью ~17 мин. по третьему ручью ~20 мин. по четвертому ручью ~18 мин. То есть, при сливе остатка либо во второй, либо в четвертый ручей время окончания разливки по всей машине не изменится. Реализовать предлагаемый способ можно с помощью устройства, блок-схема которого представлена на чертеже (фиг.). Устройство содержит блок 1 задания мерных длин, блок 2 задания исходных данных плавки, блоки 3.1, ..., 3N измерения длины слитков по ручьям, блоки 4.1, ..., 4N управления стопорами промежуточного ковша по ручьям, блок 5 определения веса металла в промежуточном ковше, блок 6 сигнализации окончания разливки сталеразливочного ковша и блок 7 выполнения вычислений. Перед началом разливки в блок 7 выполнения вычислений с помощью блока 1 задания мерных длин вводится основная и дополнительная мерная длина заготовки, с помощью блока 2 задания исходных данных плавки в блок 7 вводится сечение кристаллизаторов по ручьям и марка разливаемой стали. В процессе разливки с блоков 3.1, ..., 3.N измерения длины слитков по ручьям в блок 7 вводится информация о длине отливаемых слитков и с блока 5 определения веса металла в промежуточном ковше вводится информация о текущей массе металла в промежуточном ковше. После поступления от блока 6 сигнализации окончания разливки сталеразливочного ковша сигнала 1 (при разливке методом "плавка на плавку" сигнал поступает только в момент окончания разливки металла из последнего ковша в серии плавок) в блоке 7 определяется количество заготовок, минимизирующи х остаток металла с помощью соотношения (1) и массы слитков, отливаемых с это го момента по ручьям, с помощью соотношений (2), (3) и (4). После отливки на ручье слитка заданной массы по любому из ручьев из блока 7 в соответствующий блок 4.i управления стопором промковша поступает сигнал о прекращении разливки на данном ручье. N =4 M1 =31 т слит M2 =35 т слит M3 =33 т слит М1 мерн =10 т М2 =10 т мерн М3 =6 т мерн М обр =1 т М4 =37 т слит Мосн =10 т М4 =10 т мерн М доп =6 т Из соотношения (1) находим Mост и n1 и n 2 Мост = min [ 49 + (31- 10) + (35 - 10) + (33 - 6) + n1, n 2 +(37 - 10) - 4 × 1 - n1 × 10 - n 2 × 6] = = min [145 - 10n1 - 6n 2 ] n1, n 2 n1=12, n 2=4, Мост =1 3 41339 Предлагаемый способ управления разливкой металла на многоручьевой машине непрерывного литья заготовок позволяет увеличить выход год ного и повысить производительность машин непрерывного литья заготовок. Фиг. __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of control of metal casting on multiple-pass machine of continuous casting of billets
Автори англійськоюKaplan Volodymyr Nusiiovych
Назва патенту російськоюСпособ управления разливкой металла на многоручьевой машине непрерывного литья заготовок
Автори російськоюКаплан Владимир Нусиевич
МПК / Мітки
МПК: B22D 11/16
Мітки: спосіб, управління, розливанням, безперервного, металу, багатострумковій, машини, заготовок, лиття
Код посилання
<a href="https://ua.patents.su/4-41339-sposib-upravlinnya-rozlivannyam-metalu-na-bagatostrumkovijj-mashini-bezperervnogo-littya-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб управління розливанням металу на багатострумковій машині безперервного лиття заготовок</a>
Спосіб отримання мірних та кратних заготовок на однострумковій машині безперервного лиття заготовок

Номер патенту: 20239
Опубліковано: 15.07.1997
Автори: Ларіонов Олександр Олексійович, Каплан Володимир Нусійович, Акулов Валєрій Володимирович, Кац Григорій Аронович
МПК: B22D 11/16
Мітки: отримання, спосіб, кратних, лиття, мірних, машини, безперервного, заготовок, однострумковій
Формула / Реферат:
Способ получения мерных и кратных заготовок на одноручьевой машине непрерывного литья заготовок, включающий измерение массы металла в промежуточном ковше и пересчет ее в длину слитка в соответствии с сечением кристаллизатора, измерение текущей длины слитка, измерение текущей мерной длины заготовки и выдачу команды на рез при совпадении заданной и текущей мерных длин, отличающийся тем, что после окончания разливки металла из...
Спосіб управління розкроєм зливка на машині безперервного лиття заготовок
Номер патенту: 5399
Опубліковано: 28.12.1994
Автори: Худанов Володимир Констянтинович, Каплан Володимир Нусійович, Крамарь Віктор Григорович, Фалькович Валерій Михайлович, Кошелев Олександр Євдокимович, Кац Григорій Аронович, Шмельцер Іван Іванович
МПК: B22D 11/16
Мітки: розкроєм, машини, заготовок, управління, лиття, безперервного, спосіб, зливка
Формула / Реферат:
(57) Способ управления раскроем слитка на машине непрерывного литья заготовок, включающий размещение датчика длины на редукторе тянущей клети, задание длины заготовки, определение текущей длины заготовки и подачу команды на рез, отличающийся тем, что проводят измерение раствора валков тянущих клетей, по которым вычисляют коэффициенты удлинения слитка для каждой тянущей клети, а текущую длину заготовки определяют по...
Спосіб автоматичного управління порізом зливка на машинах безперервного лиття заготовок
Номер патенту: 23211
Опубліковано: 19.05.1998
Автори: Бродський Сергій Сергійович, Єрмоленко Ганна Володимирівна, Учитель Лев Михайлович, Пікус Марк Ісерович, Підберезний Микола Петрович, Мельник Павло Павлович, Каплан Володимир Нусійович, Кац Григорій Аронович
МПК: B22D 11/16
Мітки: заготовок, зливка, управління, автоматичного, безперервного, порізом, лиття, спосіб, машинах
Формула / Реферат:
Способ автоматического управления порезом слитка на машинах непрерывного литья заготовок, преимущественно в случае вырезания "пояса", включающий порез непрерывного слитка в процессе разливки на мерные длины с помощью машины газовой резки, измерение текущей мерной длины заготовки и выдачу команды на выполнение реза при совпадении заданной и текущей мерных длин с учетом времени срабатывания захватов машины газовой резки, контроль...
Спосіб формування перехідних режимів при виробництві заготовок на машині безперервного лиття
Номер патенту: 24389
Опубліковано: 17.07.1998
Автори: Базакуца Вікторія Вікторовна, Сокол Євген Іванович, Кипенський Андрій Володимирович
МПК: B22D 11/16
Мітки: лиття, безперервного, машини, перехідних, виробництві, формування, режимів, спосіб, заготовок
Формула / Реферат:
1. Способ формирования переходных режимов при производстве заготовок на машине непрерывного литья, при котором в кристаллизатор вводят затравку, осуществляют частичное заполнение кристаллизатора расплавом, после чего начинают циклическое вытягивание заготовки, отличающийся тем, что скорость литья в переходном режиме изменяют в соответствии с выражениемгде Kт - технологический коэффициент переходного режима;t - текущее...
Пристрій для одержання заготовок стабільної маси на машинах безперервного лиття заготовок
Номер патенту: 17491
Опубліковано: 06.05.1997
Автор: Зайцев Вадим Сергійович
МПК: B22D 11/126
Мітки: одержання, лиття, машинах, безперервного, стабільної, пристрій, заготовок, маси
Формула / Реферат:
Устройство для получения заготовок стабильной массы на машинах непрерывного литья заготовок, содержащее блоки измерителей отклонения площади поперечного сечения, температуры, длины и веса, выходы которых подключены ко входам вычислительной машины, выход которой подключен ко входу схемы управления машиной огневой резки заготовок, отличающееся тем, что в состав устройства введен дополнительный блок статистического учета отклонения площади...
Попередній патент: Спосіб інгібування ретровірусної інфекції, яка викликана вірусом імунодефіциту людини (віл), спосіб інгібування вірусу імунодефіциту людини (віл)
Наступний патент: Тіазолідиндіони, спосіб їх отримання та лікарський засіб
Випадковий патент: Установка для заливання відцентрового насоса