Машина для виправлення сортового прокату
Номер патенту: 70821
Опубліковано: 25.06.2012
Автори: Сілін Роман Євгенійович, Євгиненко Ігор Олександрович, Шестопалов Андрій Володимирович, Бобуліч Володимир Семенович, Івчик Руслан Сергійович, Алдохін Деніс Володимирович, Филиппських Артем Миколайович, Гриценко Сергій Анатолійович, Гаврильченко Євген Юрійович, Рева Олена Володимирівна
Формула / Реферат
Машина для виправлення сортового прокату, що містить горизонтально встановлені на станині в шаховому порядку у два ряди на привідних валах консольні правильні ролики, при цьому нижні привідні вали із правильними роликами змонтовані на станині стаціонарно, а верхні привідні вали із правильними роликами розміщені в обоймах, установлених з можливістю вертикального переміщення у вікнах станини, механізм осьового регулювання привідних валів з упорними підшипниками для осьової фіксації привідних валів і механізм фіксації правильних роликів, яка відрізняється тим, що станина виконана складеною, яка складається з елементів зварно-кованої конструкції, а обойми верхніх привідних валів з боку приводу зафіксовані на станині в осьовому напрямку планками, крім того, упорні підшипники встановлені на привідних валах на відстані один від одного, яка перевищує діаметр підшипників, при цьому фіксація правильних роликів на всіх привідних валах здійснюється гайкою та клиновою парою.
Текст
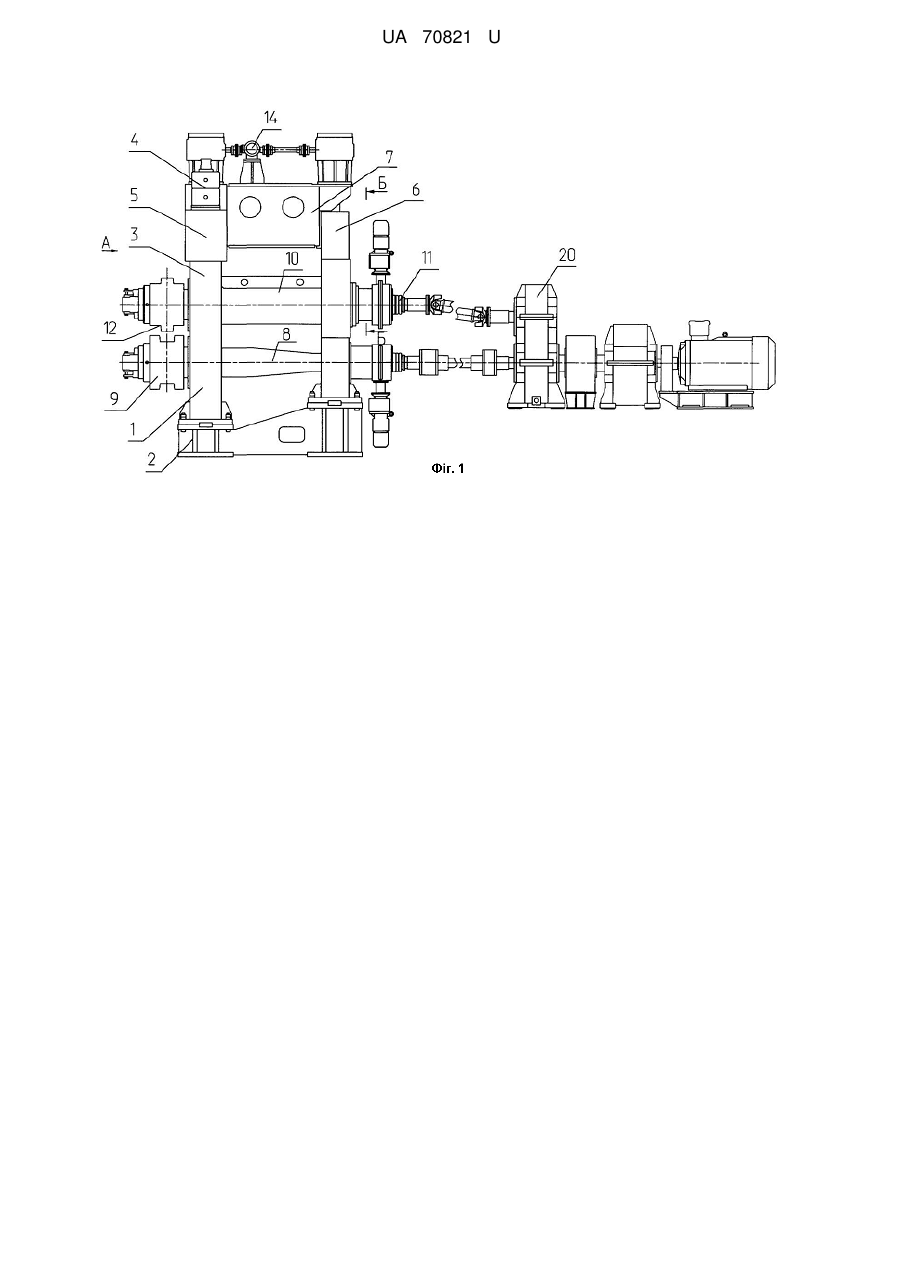
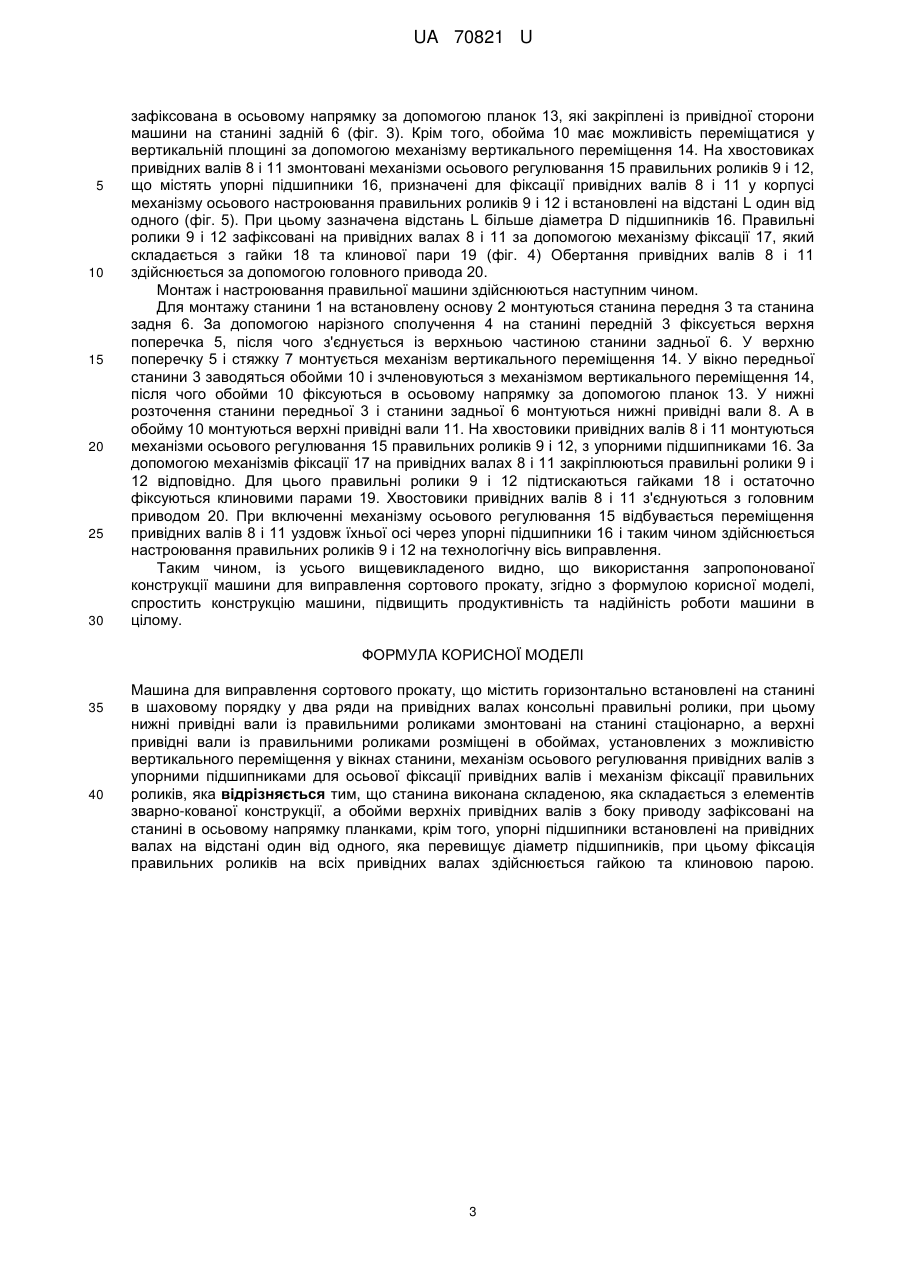
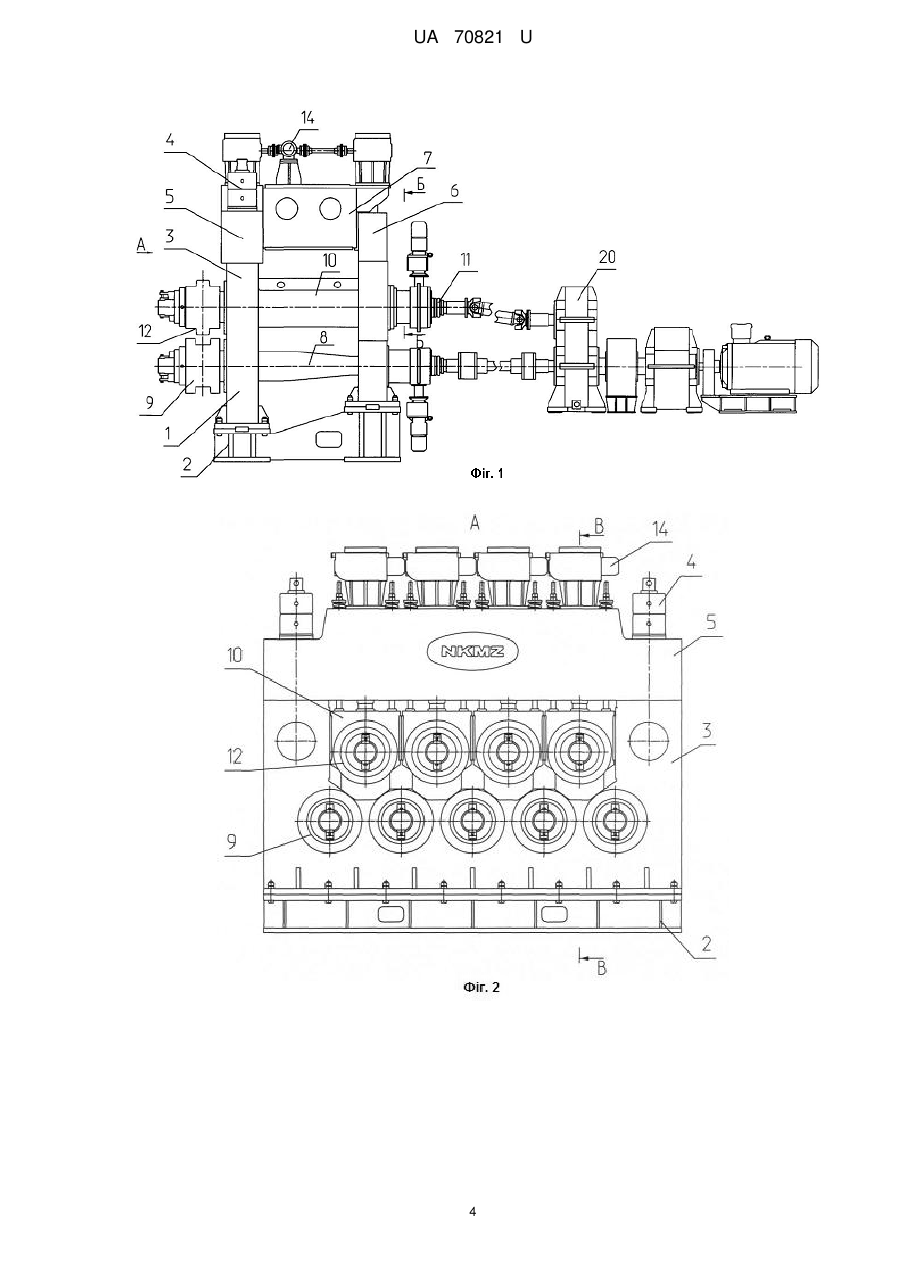
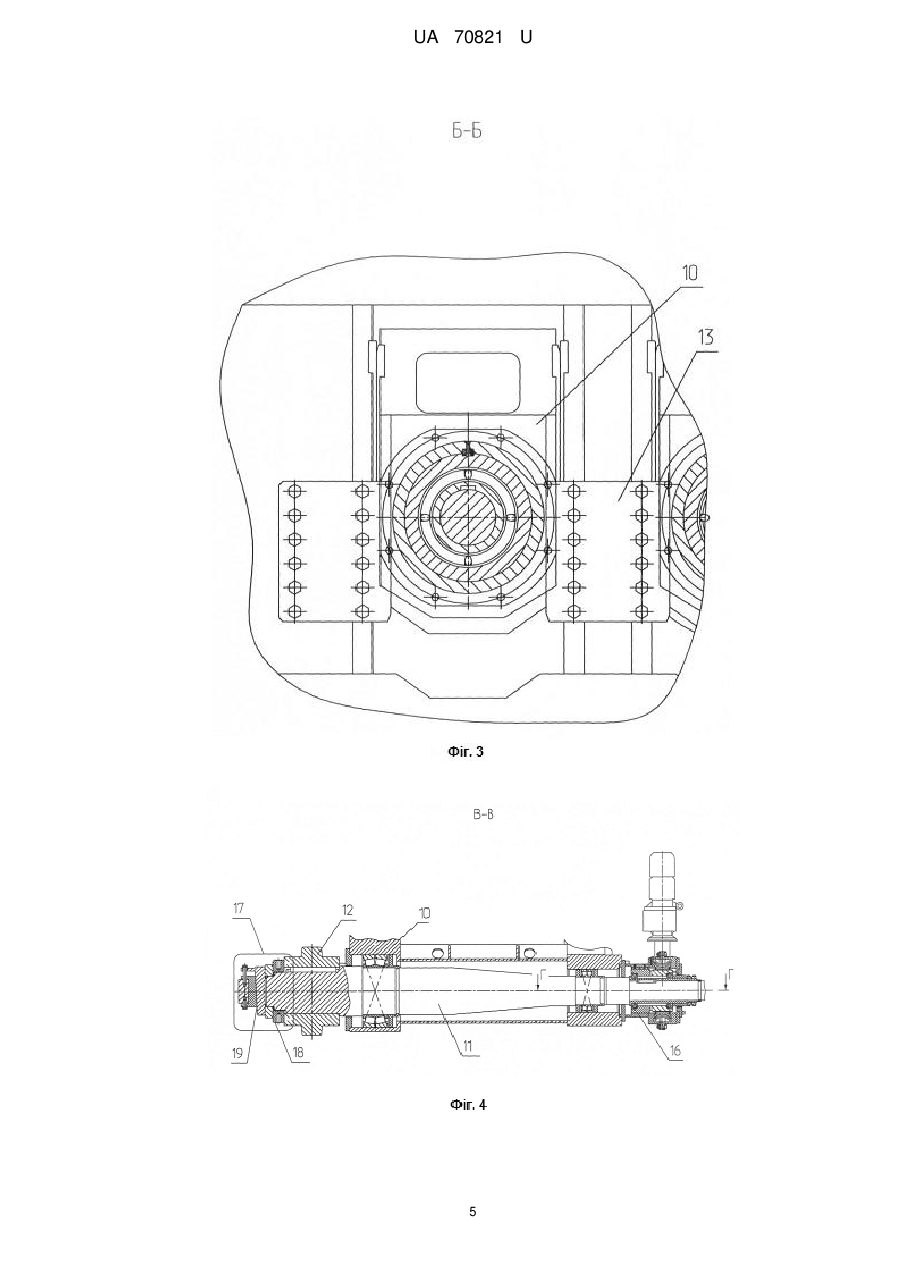
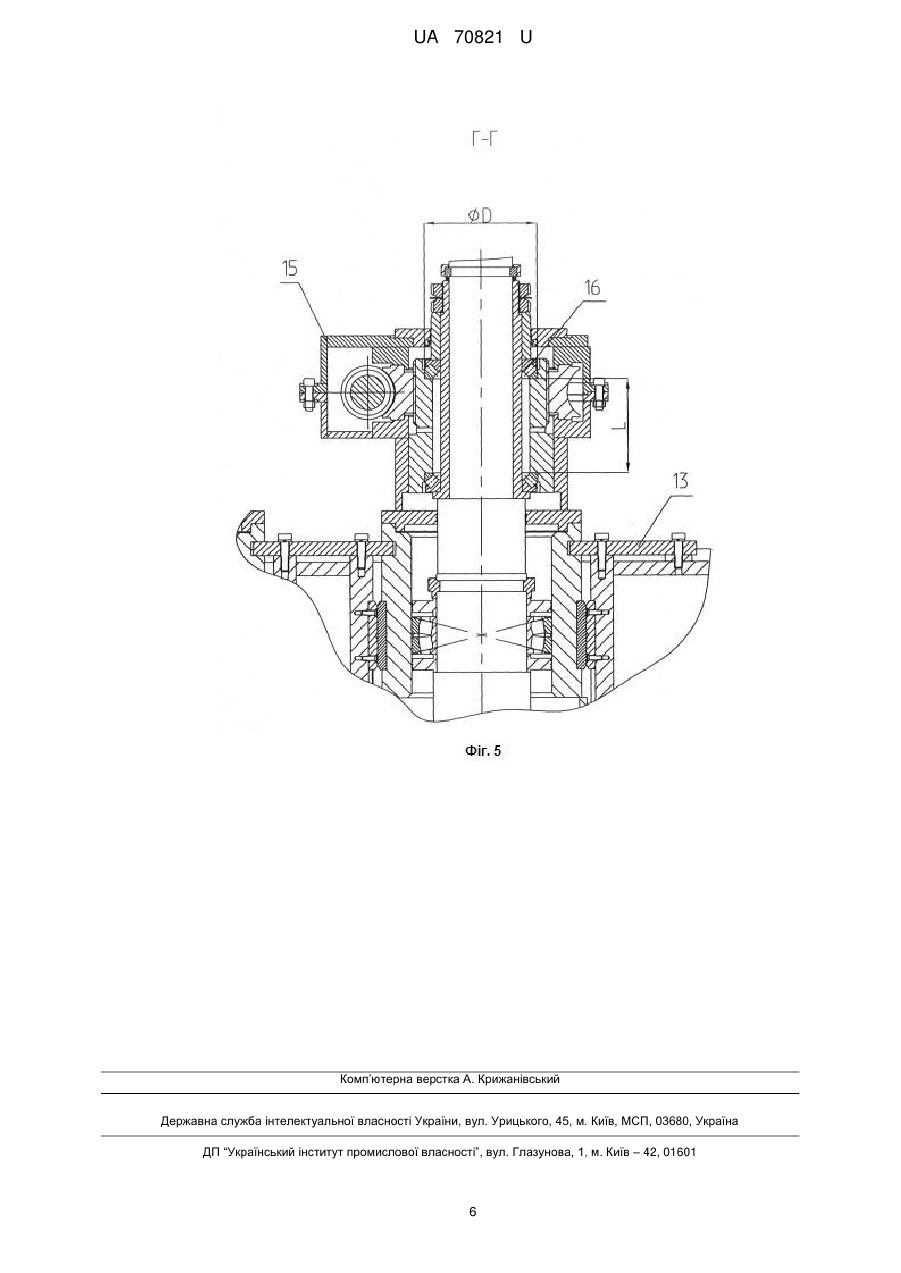
Реферат: Машина для виправлення сортового прокату містить горизонтально встановлені на станині на привідних валах правильні ролики, нижні і верхні привідні вали, механізм осьового регулювання привідних валів і механізм фіксації правильних роликів. Станина виконана складеною з елементів зварно-кованої конструкції. Фіксація правильних роликів на всіх привідних валах здійснюється гайкою та клиновою парою. UA 70821 U (12) UA 70821 U UA 70821 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до прокатного обладнання, більш конкретно до роликових правильних машин, переважно відкритого типу. Відомо технічне рішення сортоправильної машини відкритого типу конструкції Уральського заводу важкого машинобудування УЗВМ [Королев А.А. Конструкция и расчет машин и механизмов прокатных станов. УДК 621.771.06 издательство Металлургия Москва 1969, глава X. - С. 389-390.]. Сортоправильна машина містить корпус, два ряди правильних роликів, привод правильних роликів. Правильні ролики встановлені консольно на привідних валах з опорами на роликопідшипниках. Привідні вали верхнього ряду правильних роликів установлені в ексцентриковій втулці, поворот якої відбувається електроприводом через циліндричні шестерні та черв'ячну пару. Привідні вали нижнього ряду правильних роликів установлені в корпусі й не мають осьового регулювання. Кріплення правильних роликів на привідному валу здійснюється за допомогою двох гайок. Корпус виконаний литим. У зазначеній конструкції є можливість зміни правильних роликів без розбирання машини. До недоліків конструкції варто віднести наступне: - діапазон настроювання правильних роликів на різні профілі прокату обмежений ексцентриситетом; - корпус станини литий, що ускладнює транспортування й монтаж при великих габаритах і масах станини; - кріплення правильних роликів на валу недостатньо надійно. За найближчий аналог вибране технічне рішення сортоправильної машини відкритого типу конструкції Старокраматорського машинобудівного заводу СКМЗ [отраслевой каталог 20-90-01 "Адъюстажное оборудование прокатных цехов" ЦНИИТЭИТЯЖМАШ, Москва 1990, С. 111-112.] Сортоправильна машина містить станину (нижній і верхній корпус), два ряди правильних роликів, установлених у шаховому порядку, привід правильних роликів. Правильні ролики встановлені консольно на привідних валах з опорами на роликопідшипниках. Привідні вали верхнього ряду правильних роликів з підшипниками встановлені в обоймах, які переміщаються у вертикальному напрямку відносно один одного у вікні нижнього корпуса станини. Переміщення обойм кожного верхнього правильного ролика відбувається механізмом настроювання, встановленим у верхньому корпусі станини. Для настроювання співвісності калібрів правильних роликів привідні вали виконані з механізмом осьового регулювання з упорними підшипниками. При цьому упорні підшипники встановлені на відносно короткій відстані один від одного. Нижній і верхній корпус станини виконані литими. У зазначеній конструкції є можливість більше широкого діапазону настроювання на різні сортові профілі. Однак до недоліків конструкції правильної машини варто віднести наступне: - станина складається з основних двох частин - верхнього й нижнього корпусів, які виконані литими, що ускладнює транспортування та монтаж при великих габаритах і масах станини; - упорні підшипники встановлені на відносно короткій відстані один від одного, що створює коливання правильних роликів у процесі виправлення через те, що відстань між упорними підшипниками та відстань між основними підшипниками привідного вала перебуває у відношенні більш ніж 1:7. Якщо зазор в упорному підшипнику буде 0,1 мм, то зазор у радіальному підшипнику привідного вала збільшиться до 0,7 мм, то на правильних роликах радіальне биття буде в межах 1 мм. При роботі правильних роликів з високими зусиллями виправлення та високим динамічним режимом це приводить до швидкого зношування як правильних роликів, так і підшипників; - кріплення правильних роликів на привідних валах недостатньо надійне. В основу корисної моделі поставлена задача підвищення надійності роботи машини для виправлення сортового прокату й підвищення продуктивності встаткування. Ця задача вирішується за рахунок технічного результату, що полягає в підвищенні довговічності підшипників роликів правильної машини й спрощенні конструкції машини для виправлення. Для досягнення вищевказаного результату в машині для виправлення сортового прокату, що містить горизонтально встановлені на станині в шаховому порядку у два ряди на привідних валах консольні правильні ролики, при цьому нижні привідні вали із правильними роликами змонтовані на станині стаціонарно, а верхні привідні вали із правильними роликами розміщені в обоймах, установлених з можливістю вертикального переміщення у вікнах станини, механізм осьового регулювання привідних валів з упорними підшипниками для осьової фіксації привідних валів і механізм фіксації правильних роликів, відповідно до корисної моделі, станина виконана складеною, яка складається з елементів зварно-кованої конструкції, а обойми верхніх привідних валів з боку приводу зафіксовані на станині в осьовому напрямку планками, крім того упорні підшипники встановлені на привідних валах на відстані один від одного, яка перевищує діаметр 1 UA 70821 U 5 10 15 20 25 30 35 40 45 50 55 60 підшипників, при цьому фіксація правильних роликів на всіх привідних валах здійснюється гайкою та клиновою парою. У результаті порівняльного аналізу машини для виправлення сортового прокату із найближчим аналогом установлено, що вони мають наступні загальні ознаки: - станина; - горизонтально встановлені на станині в шаховому порядку у два ряди на привідних валах консольні правильні ролики; - нижні привідні вали із правильними роликами змонтовані на станині стаціонарно; - верхні привідні вали із правильними роликами розміщені в обоймах, установлених з можливістю вертикального переміщення у вікнах станини; - механізм осьового регулювання привідних валів з упорними підшипниками для осьової фіксації привідних валів; - механізм фіксації правильних роликів, а також відмінні ознаки: - станина виконана складеною, яка складається з елементів зварно-кованої конструкції; - обойми верхніх привідних валів з боку приводу зафіксовані на станині в осьовому напрямку планками; - упорні підшипники встановлені на привідних валах на відстані один від одного, яка перевищує діаметр підшипників; - фіксація правильних роликів на всіх привідних валах здійснюється гайкою й клиновою парою. Таким чином, машина для виправлення сортового прокату має нове конструктивне виконання вузлів і деталей, нові зв'язки вузлів і деталей, а також нове розміщення їх відносно один одного. Між відмінними ознаками й технічним результатом, який досягається, існує причиннонаслідковий зв'язок. Завдяки тому, що станина виконана складеною, яка складається з елементів зварно-кованої конструкції, стало можливим спростити конструкцію машини й здійснювати транспортування та монтаж окремих вузлів станини в умовах цеху з використанням кранів невеликої вантажопідйомності. Завдяки тому, що обойми верхніх привідних валів з боку приводу зафіксовані на станині в осьовому напрямку планками, стало можливим при необхідності проводити демонтаж верхнього привідного вала з обоймою без розбирання верхньої частини машини, тим самим підвищити продуктивність роботи встаткування. Завдяки тому, що упорні підшипники встановлені на привідних валах на відстані один від одного, яка перевищує діаметр підшипників, стало можливим зменшити величину радіального биття привідних валів і тим самим підвищити надійність роботи. Завдяки тому, що фіксація правильних роликів на всіх привідних валах здійснюється гайкою й клиновою парою, стало можливим забезпечити надійну фіксацію правильних роликів на привідних валах і одночасно прискорити операції по монтажу-демонтажу правильних роликів. Виключення з вищевказаної сукупності відмінних ознак хоча б однієї з них не забезпечує досягнення технічного результату. Корисна модель, яка заявляється, промислово застосована, тому що її технологічне й технічне виконання не представляє труднощів. По цьому рішенню виконаний технічний проект середньосортної правильної машини відкритого типу на середньосортному стані 500/400 для ВАТ "Гур'євського металургійного заводу". Суть корисної моделі пояснюється кресленнями: фіг. 1 - загальний вид машини для виправлення сортового прокату, фіг. 2 - вид А на фіг. 1; фіг. 3 - Б-Б по фіг. 1; фіг. 4 - В-В по фіг. 2; фіг. 5 - Г-Г по фіг. 4; Машина для виправлення (фіг. 1, 2) складається зі станини 1, яка виконана складеною з елементів зварно-кованої конструкції: основи 2, на якій встановлена станина передня 3, із закріпленою на ній за допомогою нарізного сполучення 4 поперечкою 5 та станина задня 6. При цьому верхня поперечка 5 та станина задня 6 з'єднані стяжками 7. У нижніх розточеннях станини передньої 3 і станини задньої 6 установлені стаціонарно нижні привідні вали 8 з консольно розташованими на них нижніми правильними роликами 9. У вікні станини передньої 3 і прорізах станини задньої 6 установлені обойми 10, у яких установлені верхні привідні вали 11 з консольно розташованими на них верхніми правильними роликами 12. При цьому обойма 10 2 UA 70821 U 5 10 15 20 25 30 зафіксована в осьовому напрямку за допомогою планок 13, які закріплені із привідної сторони машини на станині задній 6 (фіг. 3). Крім того, обойма 10 має можливість переміщатися у вертикальній площині за допомогою механізму вертикального переміщення 14. На хвостовиках привідних валів 8 і 11 змонтовані механізми осьового регулювання 15 правильних роликів 9 і 12, що містять упорні підшипники 16, призначені для фіксації привідних валів 8 і 11 у корпусі механізму осьового настроювання правильних роликів 9 і 12 і встановлені на відстані L один від одного (фіг. 5). При цьому зазначена відстань L більше діаметра D підшипників 16. Правильні ролики 9 і 12 зафіксовані на привідних валах 8 і 11 за допомогою механізму фіксації 17, який складається з гайки 18 та клинової пари 19 (фіг. 4) Обертання привідних валів 8 і 11 здійснюється за допомогою головного привода 20. Монтаж і настроювання правильної машини здійснюються наступним чином. Для монтажу станини 1 на встановлену основу 2 монтуються станина передня 3 та станина задня 6. За допомогою нарізного сполучення 4 на станині передній 3 фіксується верхня поперечка 5, після чого з'єднується із верхньою частиною станини задньої 6. У верхню поперечку 5 і стяжку 7 монтується механізм вертикального переміщення 14. У вікно передньої станини 3 заводяться обойми 10 і зчленовуються з механізмом вертикального переміщення 14, після чого обойми 10 фіксуються в осьовому напрямку за допомогою планок 13. У нижні розточення станини передньої 3 і станини задньої 6 монтуються нижні привідні вали 8. А в обойму 10 монтуються верхні привідні вали 11. На хвостовики привідних валів 8 і 11 монтуються механізми осьового регулювання 15 правильних роликів 9 і 12, з упорними підшипниками 16. За допомогою механізмів фіксації 17 на привідних валах 8 і 11 закріплюються правильні ролики 9 і 12 відповідно. Для цього правильні ролики 9 і 12 підтискаються гайками 18 і остаточно фіксуються клиновими парами 19. Хвостовики привідних валів 8 і 11 з'єднуються з головним приводом 20. При включенні механізму осьового регулювання 15 відбувається переміщення привідних валів 8 і 11 уздовж їхньої осі через упорні підшипники 16 і таким чином здійснюється настроювання правильних роликів 9 і 12 на технологічну вісь виправлення. Таким чином, із усього вищевикладеного видно, що використання запропонованої конструкції машини для виправлення сортового прокату, згідно з формулою корисної моделі, спростить конструкцію машини, підвищить продуктивність та надійність роботи машини в цілому. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 40 Машина для виправлення сортового прокату, що містить горизонтально встановлені на станині в шаховому порядку у два ряди на привідних валах консольні правильні ролики, при цьому нижні привідні вали із правильними роликами змонтовані на станині стаціонарно, а верхні привідні вали із правильними роликами розміщені в обоймах, установлених з можливістю вертикального переміщення у вікнах станини, механізм осьового регулювання привідних валів з упорними підшипниками для осьової фіксації привідних валів і механізм фіксації правильних роликів, яка відрізняється тим, що станина виконана складеною, яка складається з елементів зварно-кованої конструкції, а обойми верхніх привідних валів з боку приводу зафіксовані на станині в осьовому напрямку планками, крім того, упорні підшипники встановлені на привідних валах на відстані один від одного, яка перевищує діаметр підшипників, при цьому фіксація правильних роликів на всіх привідних валах здійснюється гайкою та клиновою парою. 3 UA 70821 U 4 UA 70821 U 5 UA 70821 U Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Назва патенту англійськоюMachine for straightening rolled section steel
Автори англійськоюAldokhin Denis Volodymyrovych, Yevhynenko Ihor Oleksandrovych, Hrytsenko Serhii Anatoliovych, Reva Olena Volodymyrivna, Havrylchenko Yevhen Yuriiovych, Shestopalov Andrii Volodymyrovych, Fylyppskykh Artem Mykolaiovych, Bobulich Volodymyr Semenovych, Silin Roman Yevheniiovych, Ivchyk Ruslan Serhiiovych
Назва патенту російськоюМашина для правки сортового проката
Автори російськоюАлдохин Денис Владимирович, Евгиненко Игорь Александрович, Гриценко Сергей Анатольевич, Рева Елена Владимировна, Гаврильченко Евгений Юрьевич, Шестопалов Андрей Владимирович, Филиппских Артем Николаевич, Бобулич Владимир Семенович, Силин Роман Евгеньевич, Ивчик Руслан Сергеевич
МПК / Мітки
МПК: B21D 3/02
Мітки: виправлення, прокату, сортового, машина
Код посилання
<a href="https://ua.patents.su/8-70821-mashina-dlya-vipravlennya-sortovogo-prokatu.html" target="_blank" rel="follow" title="База патентів України">Машина для виправлення сортового прокату</a>
Спосіб підрівнювання передніх кінців сортового прокату
Номер патенту: 41647
Опубліковано: 17.09.2001
Автори: Шеремет Володимир Олександрович, Дубина Олег Вікторович, Блохін Дмитро Порфирович, Костюченко Михайло Іванович, Худик Валеріан Тарасович, Квашин Валерій Миколайович
МПК: B21B 39/00
Мітки: підрівнювання, сортового, кінців, спосіб, передніх, прокату
Формула / Реферат:
Спосіб підрівнювання передніх кінців сортового прокату, який включає поштучне укладання передаваних рейками холодильника штанг прокату на підрівнюючий рольганг, введення в зчеплення штанг с привідними роликами підрівнюючого рольганга, поздовжнє переміщення штанг в напрямку кінця рейкового поля холодильника, припинення зчеплення штанг з привідними роликами і зупинку штанг в потрібному положенні в процесі поздовжнього їх переміщення під дією...
Пристрій для підрівнювання сортового прокату на холодильниках дрібносортних станів
Номер патенту: 38750
Опубліковано: 15.05.2001
Автори: Хандусенко Леонід Павлович, Бабенко Михайло Антонович, Худик Валеріан Тарасович, Нечепоренко Володимир Андрійович, Хиноцький Анатолій Климентійович, Довгаль Петро Григорович, Блохін Дмитро Порфирович, Квашин Валерій Миколайович, Крускаль Леонід Маркусович, Шрамко Микола Єгорович, Костюченко Михайло Іванович, Кокшаров Олександр Миколайович
МПК: B21B 39/00
Мітки: підрівнювання, пристрій, холодильниках, станів, дрібносортних, сортового, прокату
Формула / Реферат:
(21) 2000095343(54) (57) Дата прийняття рішення 28 лютого 2001р.Пристрій ддя підрівнювання сортового прокату на холодильниках дрібносортних станів, який складається із приводних роликів, встановлених у...
Спосіб підрівнювання сортового прокату на холодильнику
Номер патенту: 41588
Опубліковано: 17.09.2001
Автори: Костюченко Михайло Іванович, Худик Валеріан Тарасович, Шеремет Володимир Олександрович, Дубина Олег Вікторович
МПК: B21B 37/72
Мітки: спосіб, холодильнику, прокату, сортового, підрівнювання
Формула / Реферат:
Спосіб підрівнювання сортового прокату на холодильнику, що включає поштучне вкладання штанг, що передаються рейками холодильника на підрівнюючий рольганг з холостими і приводними роликами, введення в зчеплення штанг з приводними роликами, поздовжнє переміщення штанг у напрямку кінця рейкового поля, припинення зцеплення штанг з приводними роликами пси досягненні передніми кінцями штанг заданої відстані до кінця совкового поля і зупинку штанг...
Спосіб підрівнювання сортового прокату
Номер патенту: 41587
Опубліковано: 17.09.2001
Автори: Костюченко Михайло Іванович, Худик Валеріан Тарасович, Дубина Олег Вікторович, Шеремет Володимир Олександрович
МПК: B21B 39/00
Мітки: підрівнювання, сортового, спосіб, прокату
Формула / Реферат:
Спосіб підрівнювання сортового прокату, який включає поштучне укладання штанг, котрі передаються рейками холодильника на рольганг, що підрівнює, з холостими і приводними роликами, поздовжнє переміщення штанг у напрямку кінця рейкового поля, припинення зчеплення штанг з приводними роликами і зупинка штанг у необхідному положенні, який відрізняється тим, що зчеплення штанг з приводними роликами припиняють при досягненні передніми...
Пристрій для поділу сортового прокату способом ексцентричного закручування
Номер патенту: 51499
Опубліковано: 26.07.2010
Автори: Карнаух Дар'я Сергіївна, Карнаух Сергій Григорович
МПК: B23D 23/00, B23D 31/00
Мітки: способом, прокату, закручування, ексцентричного, поділу, сортового, пристрій
Формула / Реферат:
Пристрій для поділу сортового прокату способом ексцентричного закручування, що містить: корпус, клиношарнірний механізм, повзун, в отворі якого розміщується камінь з можливістю зворотно-поступального руху, та втулкові ножі, які виконані у вигляді двох ексцентричних циліндрів, осі обертання яких зміщені відносно один одного на величину ексцентриситету e, який відрізняється тим, що між увігнутим клином і плитою, які з'єднані між собою за...
Попередній патент: Система інформування про надлишковий тиск газу та запобігання надлишковому тиску газу в акумуляторних батареях гібридних силових установок
Наступний патент: Спосіб лікування фонових процесів шийки матки хламідійної етіології
Випадковий патент: Водна бактерицидна композиція для профілактики і лікування захворювань копит у тварин