Установка для формування ливарних форм
Номер патенту: 76256
Опубліковано: 25.12.2012
Автори: Шинський Олег Йосипович, Найдек Володимир Леонтійович, Русаков Петро Володимирович

Формула / Реферат
1. Установка для формування ливарних форм, що включає вібраційний стіл і встановлену на платформі вібростола опоку, заповнену формувальною сумішшю і розміщеними в формувальній суміші моделями, яка відрізняється тим, що вона додатково містить зв'язаний з опокою з'єднувальним трубопроводом формувач газового стану ливарної форми, крім того вібраційний стіл має дебалансний збудник механічних коливань з електричним регулятором частоти та електричним блоком динамічного гальмування.
2. Установка за п. 1, яка відрізняється тим, що формувач газового стану ливарної форми включає блок управління газовим розрідженням і блок-формувач газодинамічних імпульсів, які мають спільний вивід до з'єднувального трубопроводу.
3. Установка за п. 2, яка відрізняється тим, що блок управління газовим розрідженням містить вакуумний насос, на вхідному патрубку якого встановлено перший електромагнітний клапан, а блок-формувач газодинамічних імпульсів містить контрольний ресивер, напускний і випускний патрубки якого перекриваються другим і третім електромагнітними клапанами.
4. Установка за п. 3, яка відрізняється тим, що об'єм ![]() контрольного ресивера розраховують за формулою
контрольного ресивера розраховують за формулою ![]() , де
, де ![]() - коефіцієнт пористості формувальної суміші при насипній щільності;
- коефіцієнт пористості формувальної суміші при насипній щільності; ![]() - об'єм опоки;
- об'єм опоки; ![]() - об'єм, займаний моделлю разом з ливниковою системою.
- об'єм, займаний моделлю разом з ливниковою системою.
5. Установка за п. 1, яка відрізняється тим, що формувач газового стану ливарної форми містить два вимірювальних датчики тиску газів, один з яких контролює тиск газів у формі, а інший - тиск газів в ресивері.
6. Установка за п. 1, яка відрізняється тим, що формувач газового стану ливарної форми містить вбудований мікроконтролер, інформаційні входи якого з'єднані з електричними виходами датчиків тиску.
7. Установка за п. 1, яка відрізняється тим, що формувач газового стану ливарної форми містить вбудований пульт управління, що складається з дисплея і клавіатури, причому пульт управління має інформаційний зв'язок з мікроконтролером.
8. Установка за п. 1, яка відрізняється тим, що електричний регулятор частоти та електричний блок динамічного гальмування мають інформаційні зв'язки з мікроконтролером.
Текст
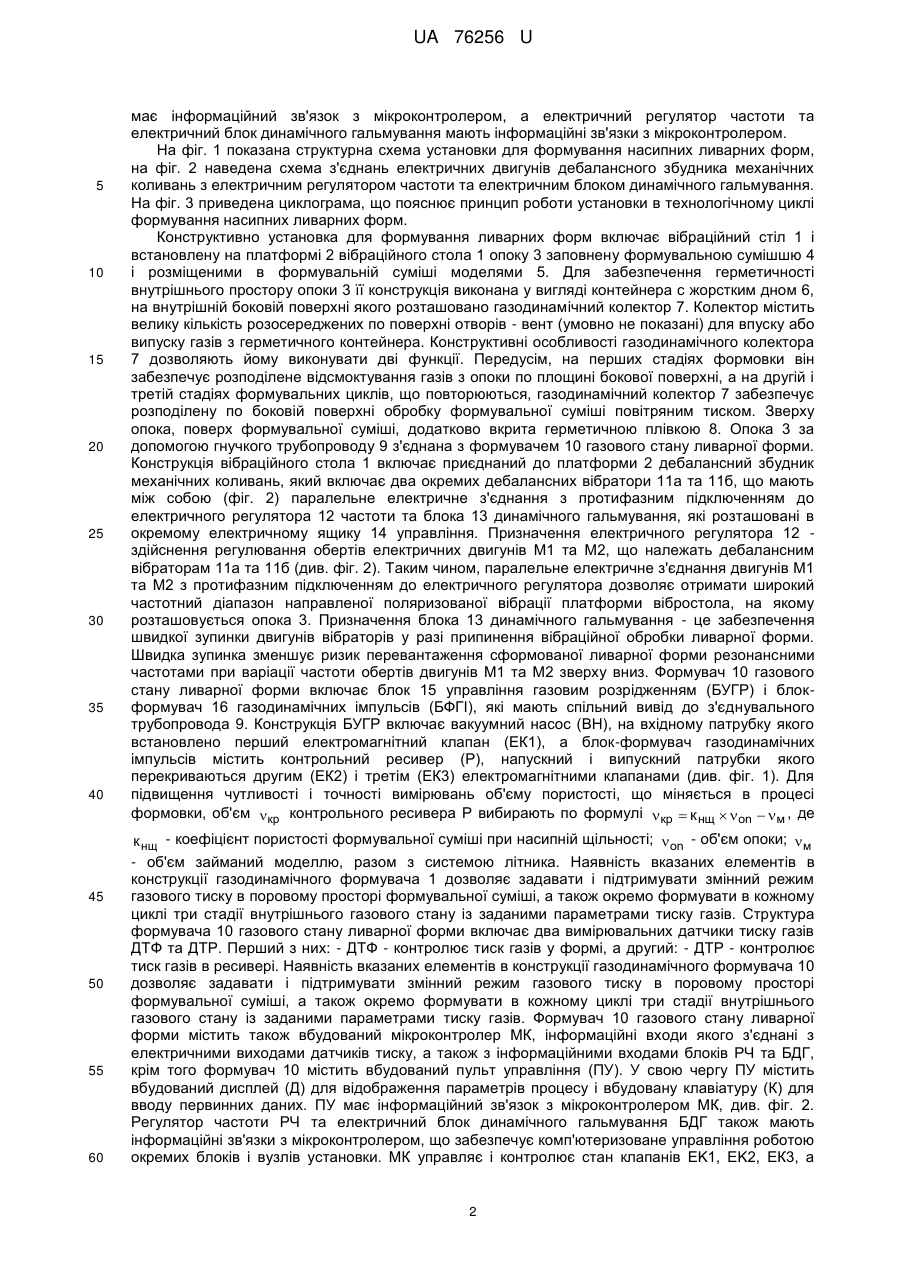
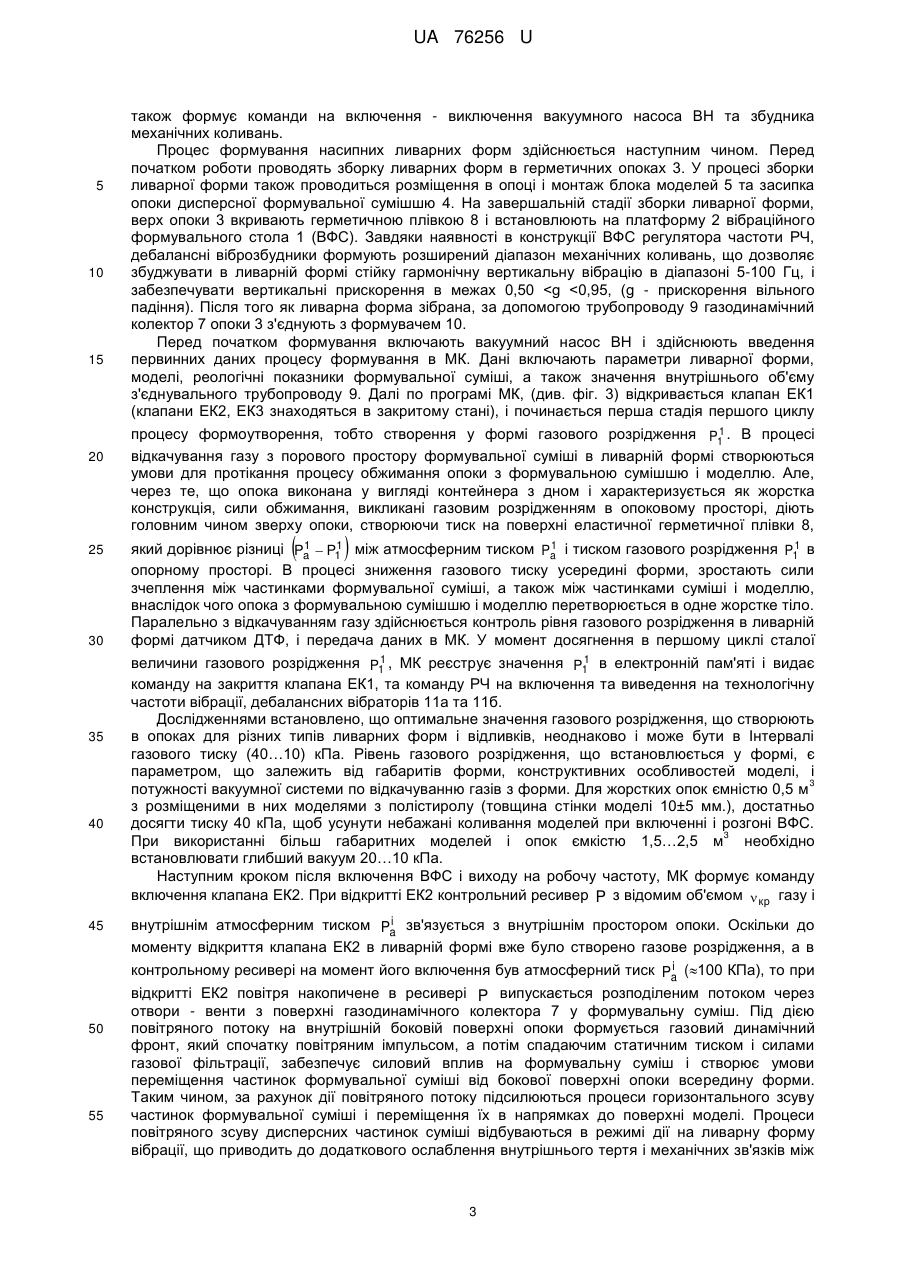
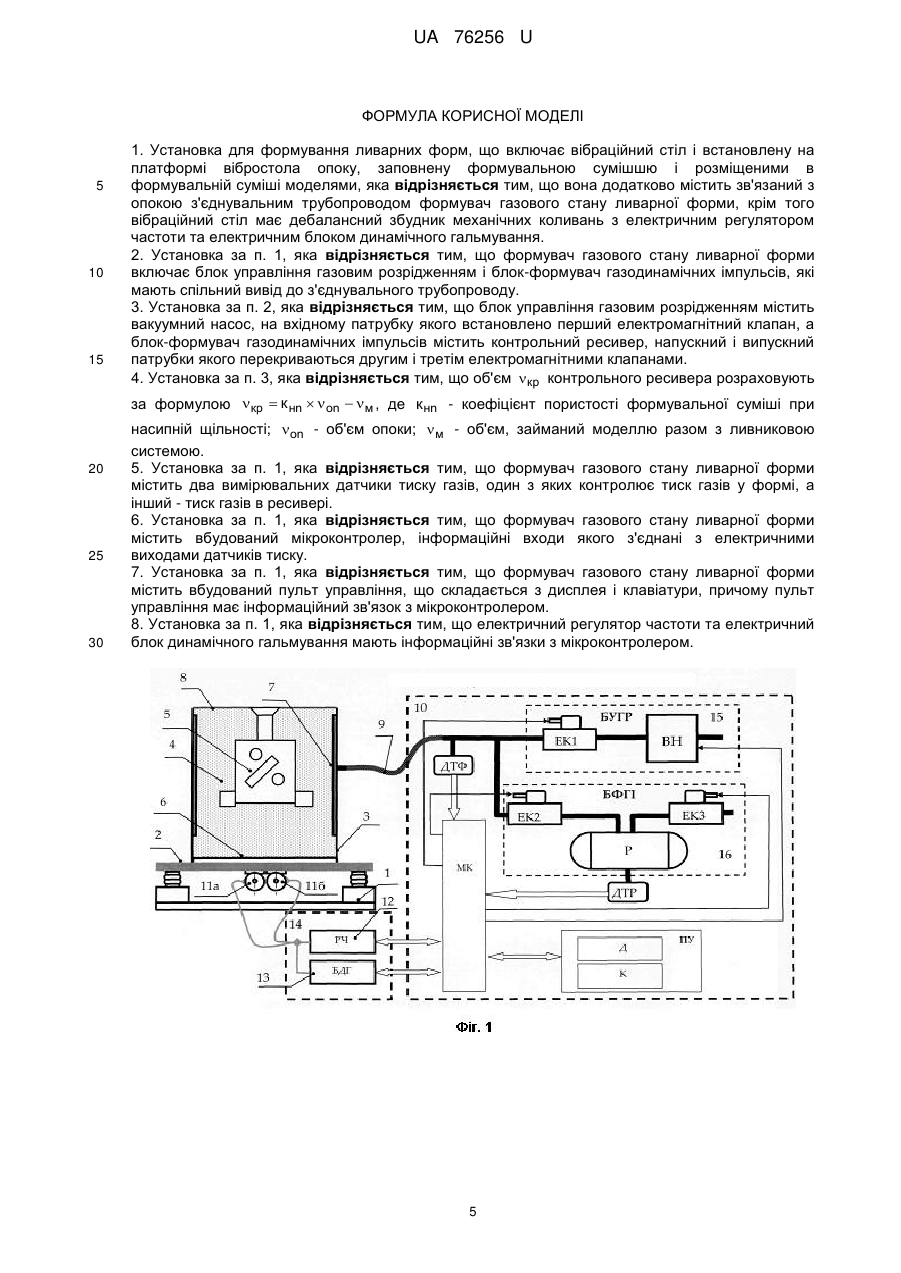
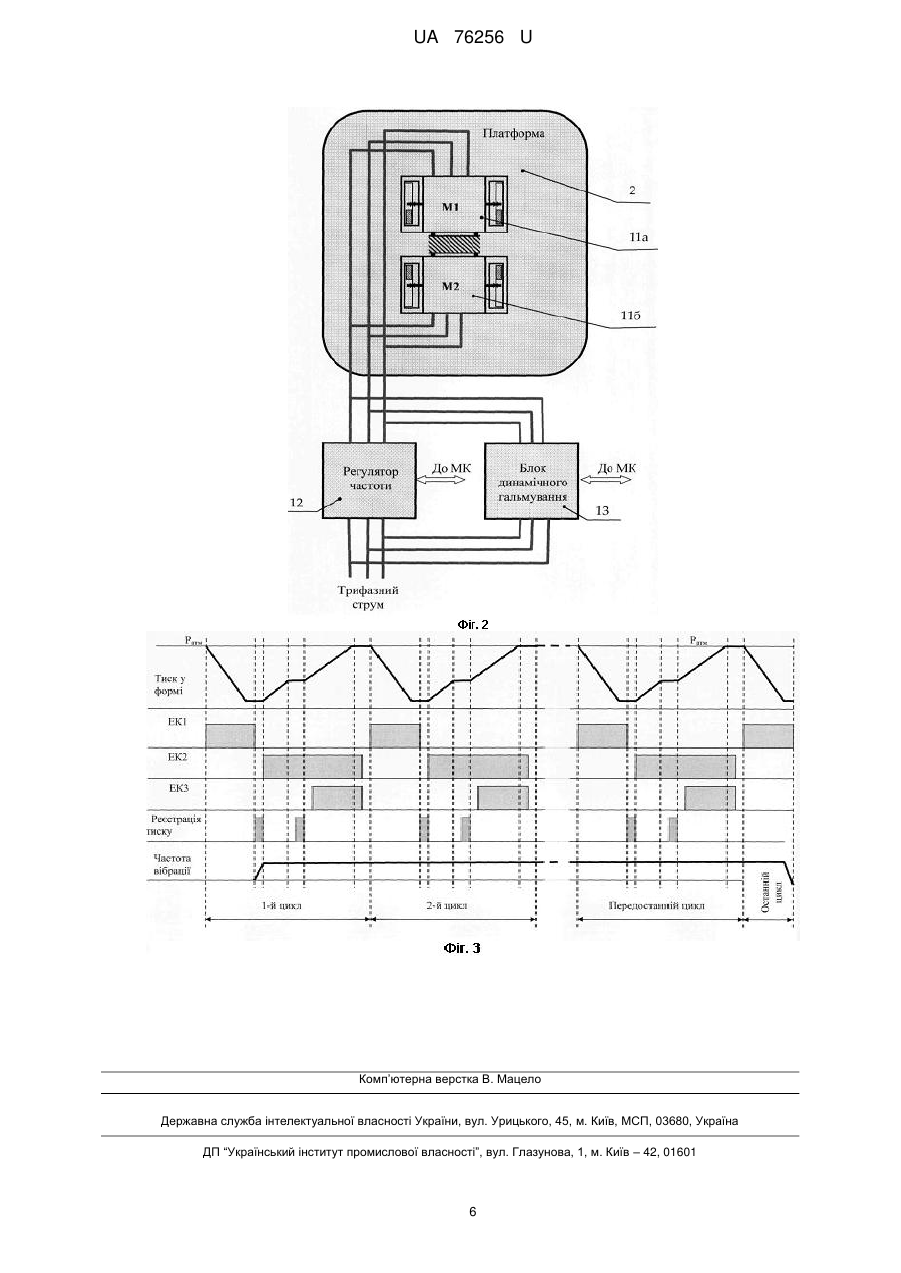
Реферат: Установка для формування ливарних форм включає вібраційний стіл і встановлену на платформі вібростола опоку, заповнену формувальною сумішшю і розміщеними в формувальній суміші моделями. Вона додатково містить зв'язаний з опокою з'єднувальним трубопроводом формувач газового стану ливарної форми, крім того вібраційний стіл має дебалансний збудник механічних коливань з електричним регулятором частоти та електричним блоком динамічного гальмування. UA 76256 U (54) УСТАНОВКА ДЛЯ ФОРМУВАННЯ ЛИВАРНИХ ФОРМ UA 76256 U UA 76256 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до ливарного виробництва і зокрема до технології вібраційного формування ливарних форм. Вона також може бути використана в інших промислових технологіях формування порошкових та інших дисперсних матеріалів. Відома установка для формування ливарних форм, що включає вібраційний стіл, на платформі якого встановлюється опока з формувальною сумішшю і ливарними моделями [1]. Проте вказане технічне рішення не забезпечує високої ефективності формування із-за неспроможності достатнього переміщення і ущільнення формувальних частинок в порожнечах і горизонтальних каналах моделей. Відомий також апарат для ущільнення формувальної суміші, згідно з яким, в ливарній формі збуджують механічні коливання в горизонтальній площині [2]. Особливістю даного рішення є те, що горизонтальну вібрацію додають до опоки безпосередньо по лінії, що проходить через комбінований центр мас системи, яка включає зібрану форму з моделями і формувальною сумішшю. Вібраційне збудження ливарної форми у такий спосіб зменшує моменти вигину форми і забезпечує коливальний рух формувальної суміші в горизонтальній площині, що дозволяє послабити пружну протидію внутрішніх сил газового середовища і поліпшити умови зближення дисперсних частинок. Проте, фактичне значення щільності формувальної маси, що досягається в ливарній формі, забезпечується не тільки якісно проведеним способом вібраційного формування, але і протіканням резонансних коливальних процесів при вході ливарної форми в технологічний режим вібраційної обробки і при виході з нього. З цих причин відбувається утворення внутрішніх дефектів в перехідних режимах при включенні вібраційної машини і входженні в зону робочих частот, а також при виході з цієї зони. Вірогідність виникнення дефектів пористості зростає пропорційно часу перебування ливарної форми в перехідному режимі пуску вібраційної машини. Таким чином, загальним недоліком розглянутих технічних рішень є діючі фактори виникнення порожнеч і пустот в ливарній формі в перехідних і нестаціонарних режимах вібраційного навантаження, а також при збудженні вібрацією резонансних явищ, здатних викликати деформацію моделей і деталей ливарної форми. Відомий також пристрій для ущільнення дисперсних матеріалів [3], вибраний як прототип, згідно якому формі з сумішшю надають одночасно механічні коливання і обертовий рух, і, крім того, додатково змінюють кут нахилу форми відносно напряму дії сил гравітації. Як видно з опису приведеного технічного рішення, застосування вказаного обладнання створює достатньо сприятливі умови для переміщення частинок формувальної суміші у важкодоступні місця і продовгуваті канали моделей. Але приведена конструкція установки не передбачає можливості оперативного контролю ефективності ущільнення дисперсного середовища, і таким чином існують труднощі у виборі технологічних режимів, регулюванні обертів і вібраційних параметрів. Крім того, із-за достатньої складності устаткування, воно має обмежені можливості для застосування. Задачею корисної моделі є підвищення ефективності процесів формування, і контроль ступеня ущільнення формувальної суміші в процесі вібраційної обробки. Поставлена задача вирішується тим, що установка для формування ливарних форм, що включає вібраційний стіл і встановлену на платформі вібраційного стола опоку, заповнену формувальною сумішшю і розміщеними в формувальній суміші моделями, згідно з корисною моделлю, додатково містить зв'язаний з опокою з'єднувальним трубопроводом формувач газового стану ливарної форми, крім того вібраційний стіл має дебалансний збудник механічних коливань з електричним регулятором частоти та електричним блоком динамічного гальмування. Також формувач газового стану ливарної форми включає блок управління газовим розрідженням і блок-формувач газодинамічних імпульсів, які мають спільний вивід до з'єднувального трубопроводу. Крім того блок управління газовим розрідженням містить вакуумний насос, на вхідному патрубку якого встановлено перший електромагнітний клапан, а блок-формувач газодинамічних імпульсів містить контрольний ресивер, напускний і випускний патрубки якого перекриваються другим і третім електромагнітними клапанами. Об'єм кр контрольного ресивера розраховують за формулою кр к нn оn м , де к нn - коефіцієнт пористості формувальної суміші при насипній щільності; оn - об'єм опоки; м - об'єм, займаний моделлю, разом з ливниковою системою. Додатково формувач газового стану ливарної форми містить два вимірювальних датчики тиску газів, один з яких контролює тиск газів у формі, а інший тиск газів в ресивері, а також формувач газового стану ливарної форми містить вбудований мікроконтролер, інформаційні входи якого з'єднані з електричними виходами датчиків тиску. Крім того, формувач газового стану ливарної форми містить вбудований пульт управління, що складається з дисплея і клавіатури, причому пульт управління 1 UA 76256 U 5 10 15 20 25 30 35 40 45 50 55 60 має інформаційний зв'язок з мікроконтролером, а електричний регулятор частоти та електричний блок динамічного гальмування мають інформаційні зв'язки з мікроконтролером. На фіг. 1 показана структурна схема установки для формування насипних ливарних форм, на фіг. 2 наведена схема з'єднань електричних двигунів дебалансного збудника механічних коливань з електричним регулятором частоти та електричним блоком динамічного гальмування. На фіг. 3 приведена циклограма, що пояснює принцип роботи установки в технологічному циклі формування насипних ливарних форм. Конструктивно установка для формування ливарних форм включає вібраційний стіл 1 і встановлену на платформі 2 вібраційного стола 1 опоку 3 заповнену формувальною сумішшю 4 і розміщеними в формувальній суміші моделями 5. Для забезпечення герметичності внутрішнього простору опоки 3 її конструкція виконана у вигляді контейнера с жорстким дном 6, на внутрішній боковій поверхні якого розташовано газодинамічний колектор 7. Колектор містить велику кількість розосереджених по поверхні отворів - вент (умовно не показані) для впуску або випуску газів з герметичного контейнера. Конструктивні особливості газодинамічного колектора 7 дозволяють йому виконувати дві функції. Передусім, на перших стадіях формовки він забезпечує розподілене відсмоктування газів з опоки по площині бокової поверхні, а на другій і третій стадіях формувальних циклів, що повторюються, газодинамічний колектор 7 забезпечує розподілену по боковій поверхні обробку формувальної суміші повітряним тиском. Зверху опока, поверх формувальної суміші, додатково вкрита герметичною плівкою 8. Опока 3 за допомогою гнучкого трубопроводу 9 з'єднана з формувачем 10 газового стану ливарної форми. Конструкція вібраційного стола 1 включає приєднаний до платформи 2 дебалансний збудник механічних коливань, який включає два окремих дебалансних вібратори 11а та 11б, що мають між собою (фіг. 2) паралельне електричне з'єднання з протифазним підключенням до електричного регулятора 12 частоти та блока 13 динамічного гальмування, які розташовані в окремому електричному ящику 14 управління. Призначення електричного регулятора 12 здійснення регулювання обертів електричних двигунів М1 та М2, що належать дебалансним вібраторам 11а та 11б (див. фіг. 2). Таким чином, паралельне електричне з'єднання двигунів М1 та М2 з протифазним підключенням до електричного регулятора дозволяє отримати широкий частотний діапазон направленої поляризованої вібрації платформи вібростола, на якому розташовується опока 3. Призначення блока 13 динамічного гальмування - це забезпечення швидкої зупинки двигунів вібраторів у разі припинення вібраційної обробки ливарної форми. Швидка зупинка зменшує ризик перевантаження сформованої ливарної форми резонансними частотами при варіації частоти обертів двигунів М1 та М2 зверху вниз. Формувач 10 газового стану ливарної форми включає блок 15 управління газовим розрідженням (БУГР) і блокформувач 16 газодинамічних імпульсів (БФГІ), які мають спільний вивід до з'єднувального трубопровода 9. Конструкція БУГР включає вакуумний насос (ВН), на вхідному патрубку якого встановлено перший електромагнітний клапан (ЕК1), а блок-формувач газодинамічних імпульсів містить контрольний ресивер (Р), напускний і випускний патрубки якого перекриваються другим (ЕК2) і третім (ЕК3) електромагнітними клапанами (див. фіг. 1). Для підвищення чутливості і точності вимірювань об'єму пористості, що міняється в процесі формовки, об'єм кр контрольного ресивера Р вибирають по формулі кр к нщ оn м , де к нщ - коефіцієнт пористості формувальної суміші при насипній щільності; оn - об'єм опоки; м - об'єм займаний моделлю, разом з системою літника. Наявність вказаних елементів в конструкції газодинамічного формувача 1 дозволяє задавати і підтримувати змінний режим газового тиску в поровому просторі формувальної суміші, а також окремо формувати в кожному циклі три стадії внутрішнього газового стану із заданими параметрами тиску газів. Структура формувача 10 газового стану ливарної форми включає два вимірювальних датчики тиску газів ДТФ та ДТР. Перший з них: - ДТФ - контролює тиск газів у формі, а другий: - ДТР - контролює тиск газів в ресивері. Наявність вказаних елементів в конструкції газодинамічного формувача 10 дозволяє задавати і підтримувати змінний режим газового тиску в поровому просторі формувальної суміші, а також окремо формувати в кожному циклі три стадії внутрішнього газового стану із заданими параметрами тиску газів. Формувач 10 газового стану ливарної форми містить також вбудований мікроконтролер МК, інформаційні входи якого з'єднані з електричними виходами датчиків тиску, а також з інформаційними входами блоків РЧ та БДГ, крім того формувач 10 містить вбудований пульт управління (ПУ). У свою чергу ПУ містить вбудований дисплей (Д) для відображення параметрів процесу і вбудовану клавіатуру (К) для вводу первинних даних. ПУ має інформаційний зв'язок з мікроконтролером МК, див. фіг. 2. Регулятор частоти РЧ та електричний блок динамічного гальмування БДГ також мають інформаційні зв'язки з мікроконтролером, що забезпечує комп'ютеризоване управління роботою окремих блоків і вузлів установки. МК управляє і контролює стан клапанів EK1, EK2, ЕК3, а 2 UA 76256 U 5 10 15 20 25 30 35 40 45 50 55 також формує команди на включення - виключення вакуумного насоса ВН та збудника механічних коливань. Процес формування насипних ливарних форм здійснюється наступним чином. Перед початком роботи проводять зборку ливарних форм в герметичних опоках 3. У процесі зборки ливарної форми також проводиться розміщення в опоці і монтаж блока моделей 5 та засипка опоки дисперсної формувальної сумішшю 4. На завершальній стадії зборки ливарної форми, верх опоки 3 вкривають герметичною плівкою 8 і встановлюють на платформу 2 вібраційного формувального стола 1 (ВФС). Завдяки наявності в конструкції ВФС регулятора частоти РЧ, дебалансні віброзбудники формують розширений діапазон механічних коливань, що дозволяє збуджувати в ливарній формі стійку гармонічну вертикальну вібрацію в діапазоні 5-100 Гц, і забезпечувати вертикальні прискорення в межах 0,50
ДивитисяДодаткова інформація
Назва патенту англійськоюInstallation for forming molds
Автори англійськоюNaidek Volodymyr Leontiiovych, Shynskyi Oleh Yosypovych, Rusakov Petro Volodymyrovych
Назва патенту російськоюУстановка для формования литейных форм
Автори російськоюНайдек Владимир Леонтьевич, Шинский Олег Иосифович, Русаков Петр Владимирович
МПК / Мітки
МПК: B22C 9/00, B22C 15/00
Мітки: установка, ливарних, формування, форм
Код посилання
<a href="https://ua.patents.su/8-76256-ustanovka-dlya-formuvannya-livarnikh-form.html" target="_blank" rel="follow" title="База патентів України">Установка для формування ливарних форм</a>
Спосіб формування насипних ливарних форм
Номер патенту: 75527
Опубліковано: 10.12.2012
Автори: Шинський Олег Йосипович, Русаков Петро Володимирович, Найдек Володимир Леонтійович
МПК: B22C 9/00, B22C 15/00
Мітки: ливарних, формування, форм, насипних, спосіб
Формула / Реферат:
1 Спосіб формування насипних ливарних форм, що включає вібраційне ущільнення формувальної суміші від збудника механічних коливань, який відрізняється тим, що ущільнення формувальної суміші здійснюють при циклічній зміні газового стану в ливарній формі, при цьому в три стадії в кожному циклі, змінюють газовий тиск так, що на всіх перших стадіях у формі створюють газове розрідження
Установка для виготовлення ливарних форм вакуумно-плівочним формуванням

Номер патенту: 48092
Опубліковано: 15.08.2002
Автори: Мірошниченко Олександр Георгійович, Буяджи Ігор Іванович, Ставніцер Едуард Борисович, Буяджи Іван Дмитрович, Канівський Леопольд Михайлович, Мірошниченко Валерій Миколайович, Закрочинський Валерій Раймондович
МПК: B22C 9/02
Мітки: форм, ливарних, вакуумно-плівочним, формуванням, установка, виготовлення
Формула / Реферат:
Установка для изготовления литейных форм вакуумно-пленочной формовкой, содержащая вибростол, нагреватель, гидрофильтр, ресивер, а также механизм протяжки и приемник просыпей вентиляционной системы, отличающаяся тем, что, с целью улучшения санитарно-гигиенических условий, снижения металлоемкости и уменьшения занимаемой площади, она снабжена щелевыми отсасывающими патрубками, расположенными по периметру вибростола, заслонками, установленными в...
Формувальна суміш для виготовлення ливарних форм для лиття металів, спосіб виготовлення ливарних форм, ливарна форма та її застосування
Номер патенту: 100030
Опубліковано: 12.11.2012
Автори: Мюллер Дженс, Фрон Маркус, Кьоршген Йорг, Кох Дітер
Мітки: форма, спосіб, форм, формувальна, застосування, суміш, виготовлення, лиття, ливарна, металів, ливарних
Формула / Реферат:
1. Формувальна суміш для виготовлення ливарних форм для лиття металів, що містить щонайменше:- вогнетривкий основний формувальний матеріал,- зв'язувальний матеріал, на основі рідкого скла,- частку часток оксиду металу, що вибрана із групи двооксиду кремнію, оксиду алюмінію, оксиду титану та оксиду цинку,яка відрізняється тим, що додатково формувальна суміш містить частку щонайменше одного тенсиду.2....
Спосіб діагностування якості ливарних форм та стрижнів за дефектним станом виливків
Номер патенту: 13227
Опубліковано: 15.03.2006
Автори: Самарай Валерій Петрович, Авдокушин Володимир Павлович, Самарай Роман Валерійович
МПК: B22C 9/00
Мітки: ливарних, спосіб, форм, стрижнів, діагностування, виливків, станом, якості, дефектним
Формула / Реферат:
Спосіб діагностування якості ливарних форм та стрижнів за дефектним станом виливків, який включає попереднє створення гіпотез відповідності ознак стану ливарної форми та стрижнів якості виливків, кодування цієї відповідності в межах кожної гіпотези, визначення у виливках наявних дефектів, який відрізняється тим, що створюють діагностичні гіпотези, визначені наявні дефекти виливків зіставляють з ознаками діагностичних гіпотез та за визначеними...
Спосіб прогнозування якості виливків за станом ливарних форм та стрижнів
Номер патенту: 64412
Опубліковано: 16.02.2004
Автори: Самарай Валерій Петрович, Авдокушин Володимир Павлович
МПК: B22C 9/00
Мітки: виливків, форм, якості, прогнозування, спосіб, стрижнів, ливарних, станом
Формула / Реферат:
Спосіб прогнозування якості виливків за станом ливарних форм та стрижнів, який включає визначення ознак стану ливарних форм та стрижнів, створення прогностичних гіпотез відповідності ознак стану ливарної форми та стрижнів якості виливків, кодування цієї відповідності в межах кожної прогностичної гіпотези, визначення в ливарних формах та стрижнях наявних ознак, який відрізняється тим, що визначені наявні ознаки стану ливарних форм та стрижнів...
Попередній патент: Спосіб ультразвукової діагностики ранніх стадій гонартрозу
Наступний патент: Земляне полотно на засолених ґрунтах
Випадковий патент: Профілактичний пристрій для реконструкції аорти