Спосіб виробництва покрівельного шару багатошарового картону

Формула / Реферат
1. Спосіб виготовлення покрівельного шару багатошарового картону, який включає одержання суміші целюлозовмісної сировини та рідини, її очищення та додавання до неї флуоресцентного оптичного вибілювача, який відрізняється тим, що додавання флуоресцентного оптичного вибілювача до суміші целюлозовмісної сировини з рідиною здійснюється в змішувальному басейні, причому концентрація целюлозовмісної сировини в рідині складає від 3,5 % до 4 %, після чого одержану масу розбавляють, очищують та подають на картоноробну машину.
2. Спосіб за п. 1, який відрізняється тим, що витрати флуоресцентного оптичного вибілювача складають 0,12-0,17 % (за активною речовиною) від абсолютно сухої маси волокна покрівельного шару багатошарового картону.
3. Спосіб за п. 1, який відрізняється тим, що флуоресцентний оптичний вибілювач подається в нерозведеному рідиною вигляді.
Текст
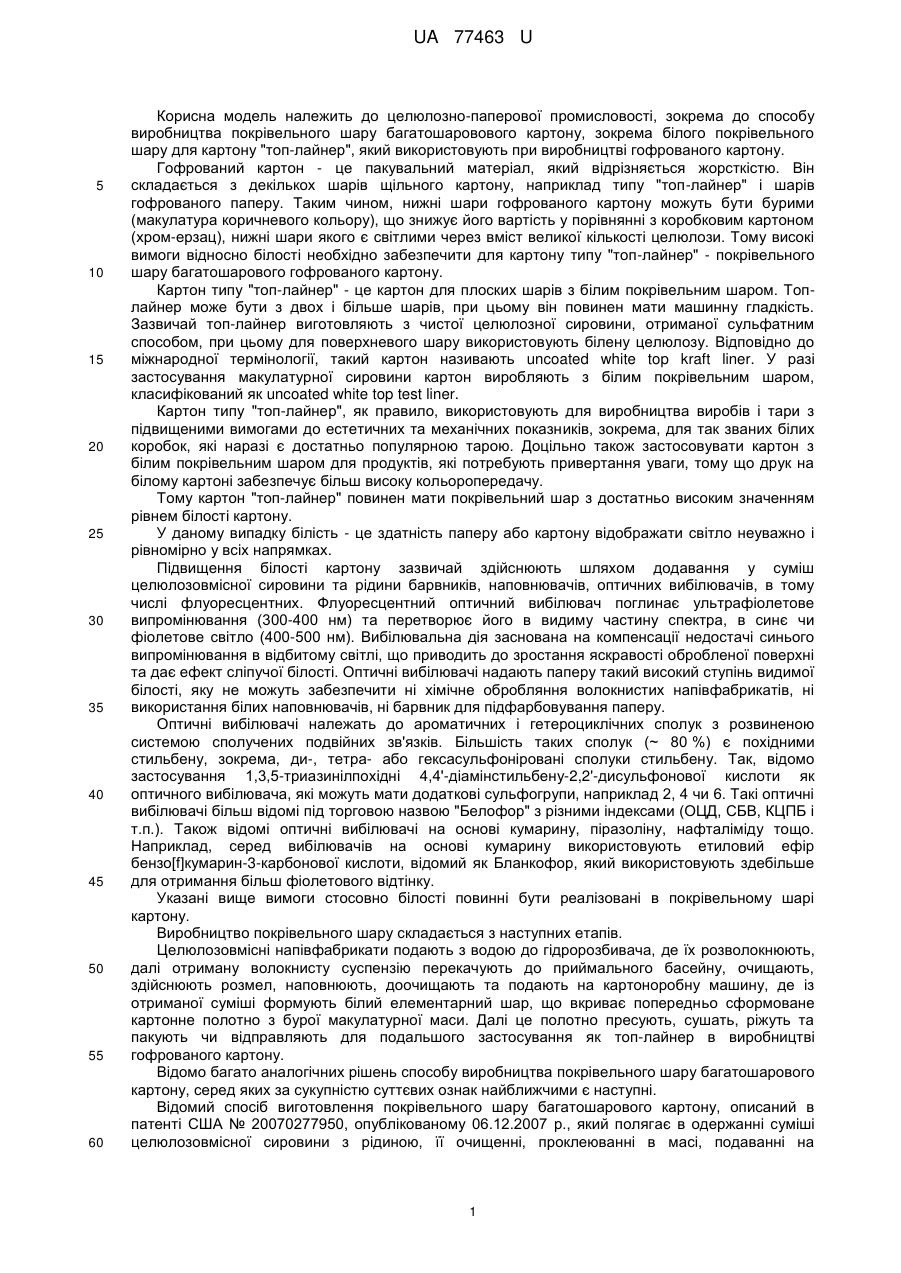
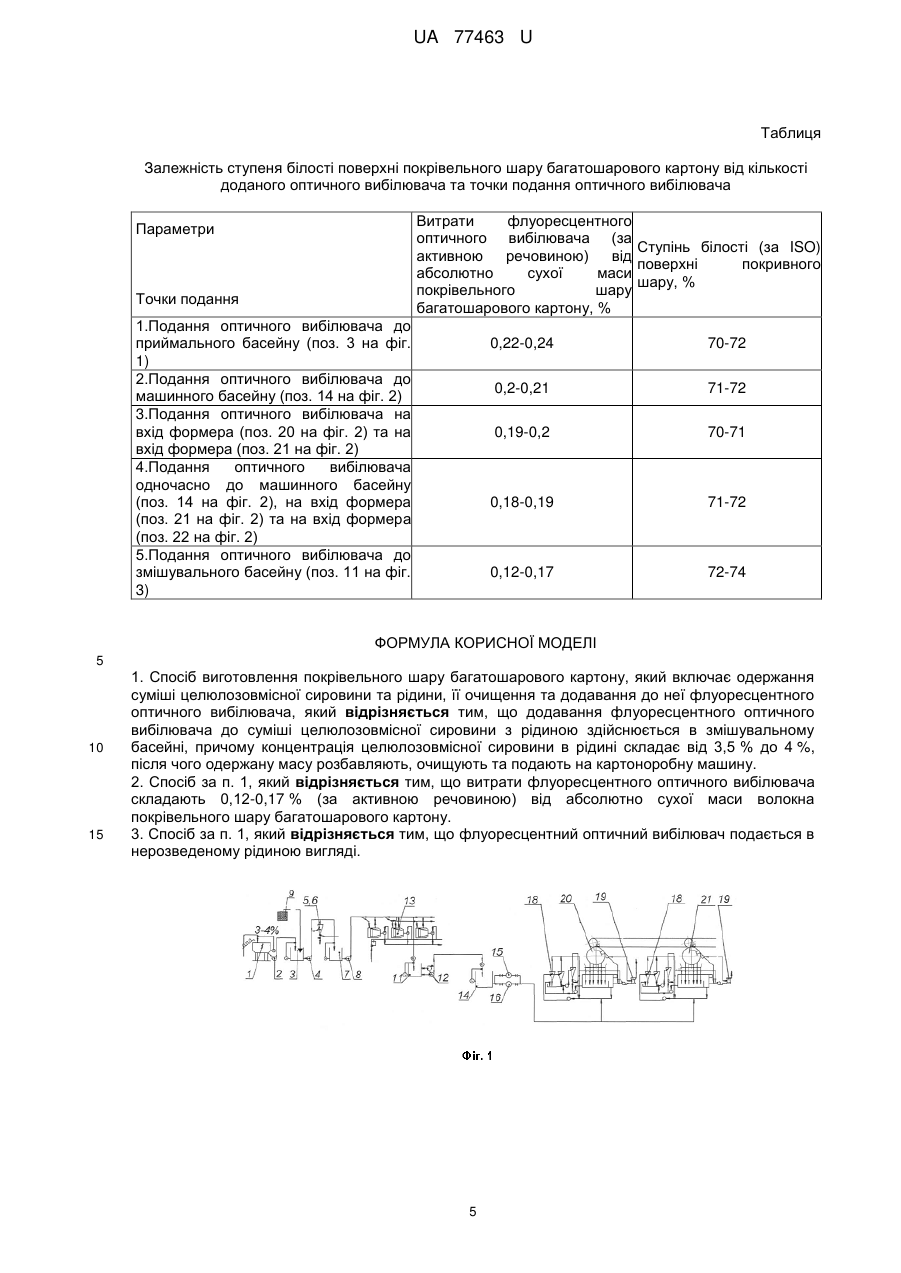
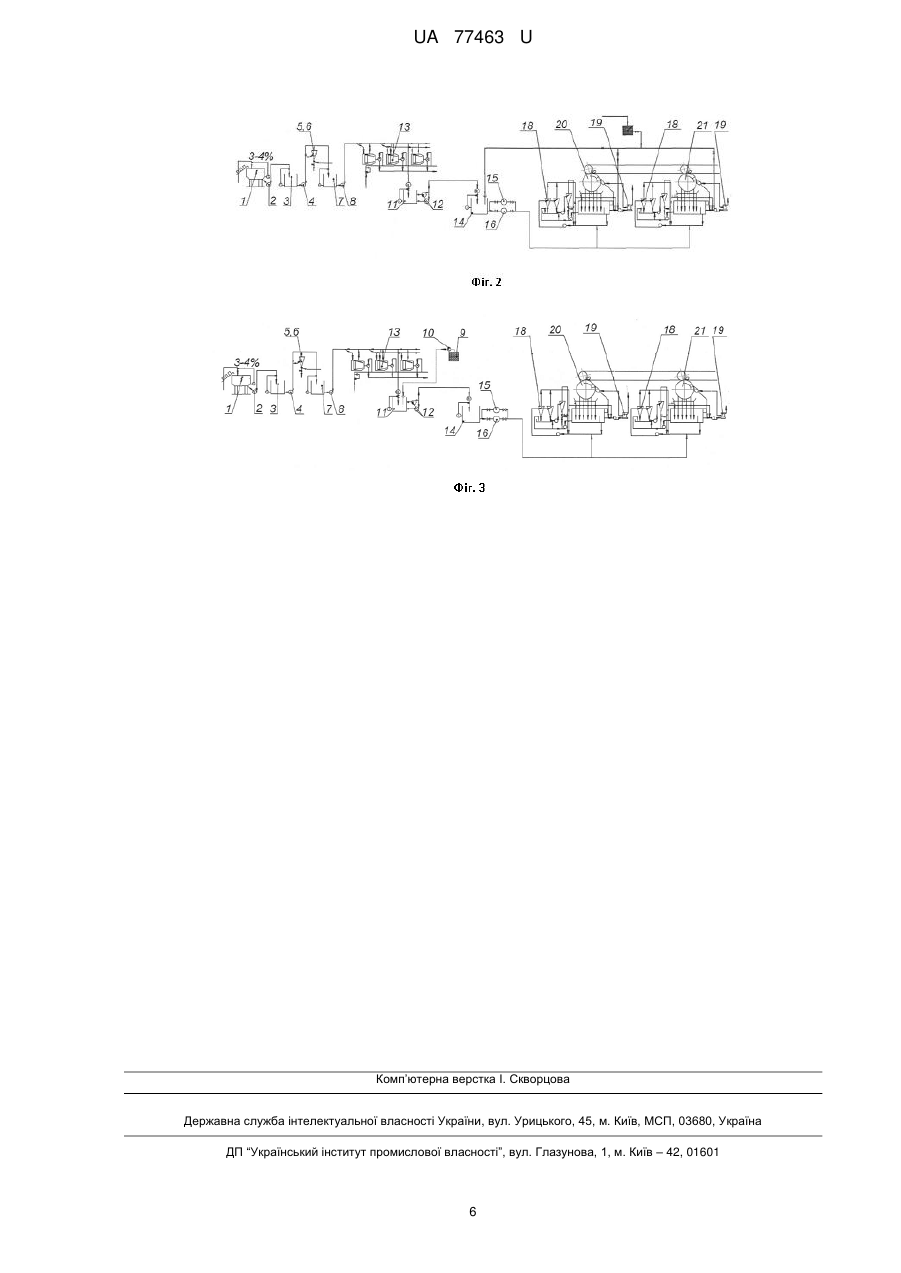
Реферат: UA 77463 U UA 77463 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до целюлозно-паперової промисловості, зокрема до способу виробництва покрівельного шару багатошаровового картону, зокрема білого покрівельного шару для картону "топ-лайнер", який використовують при виробництві гофрованого картону. Гофрований картон - це пакувальний матеріал, який відрізняється жорсткістю. Він складається з декількох шарів щільного картону, наприклад типу "топ-лайнер" і шарів гофрованого паперу. Таким чином, нижні шари гофрованого картону можуть бути бурими (макулатура коричневого кольору), що знижує його вартість у порівнянні з коробковим картоном (хром-ерзац), нижні шари якого є світлими через вміст великої кількості целюлози. Тому високі вимоги відносно білості необхідно забезпечити для картону типу "топ-лайнер" - покрівельного шару багатошарового гофрованого картону. Картон типу "топ-лайнер" - це картон для плоских шарів з білим покрівельним шаром. Топлайнер може бути з двох і більше шарів, при цьому він повинен мати машинну гладкість. Зазвичай топ-лайнер виготовляють з чистої целюлозної сировини, отриманої сульфатним способом, при цьому для поверхневого шару використовують білену целюлозу. Відповідно до міжнародної термінології, такий картон називають uncoated white top kraft liner. У разі застосування макулатурної сировини картон виробляють з білим покрівельним шаром, класифікований як uncoated white top test liner. Картон типу "топ-лайнер", як правило, використовують для виробництва виробів і тари з підвищеними вимогами до естетичних та механічних показників, зокрема, для так званих білих коробок, які наразі є достатньо популярною тарою. Доцільно також застосовувати картон з білим покрівельним шаром для продуктів, які потребують привертання уваги, тому що друк на білому картоні забезпечує більш високу кольоропередачу. Тому картон "топ-лайнер" повинен мати покрівельний шар з достатньо високим значенням рівнем білості картону. У даному випадку білість - це здатність паперу або картону відображати світло неуважно і рівномірно у всіх напрямках. Підвищення білості картону зазвичай здійснюють шляхом додавання у суміш целюлозовмісної сировини та рідини барвників, наповнювачів, оптичних вибілювачів, в тому числі флуоресцентних. Флуоресцентний оптичний вибілювач поглинає ультрафіолетове випромінювання (300-400 нм) та перетворює його в видиму частину спектра, в синє чи фіолетове світло (400-500 нм). Вибілювальна дія заснована на компенсації недостачі синього випромінювання в відбитому світлі, що приводить до зростання яскравості обробленої поверхні та дає ефект сліпучої білості. Оптичні вибілювачі надають паперу такий високий ступінь видимої білості, яку не можуть забезпечити ні хімічне обробляння волокнистих напівфабрикатів, ні використання білих наповнювачів, ні барвник для підфарбовування паперу. Оптичні вибілювачі належать до ароматичних і гетероциклічних сполук з розвиненою системою сполучених подвійних зв'язків. Більшість таких сполук (~ 80 %) є похідними стильбену, зокрема, ди-, тетра- або гексасульфоніровані сполуки стильбену. Так, відомо застосування 1,3,5-триазинілпохідні 4,4'-діамінстильбену-2,2'-дисульфонової кислоти як оптичного вибілювача, які можуть мати додаткові сульфогрупи, наприклад 2, 4 чи 6. Такі оптичні вибілювачі більш відомі під торговою назвою "Белофор" з різними індексами (ОЦД, СБВ, КЦПБ і т.п.). Також відомі оптичні вибілювачі на основі кумарину, піразоліну, нафталіміду тощо. Наприклад, серед вибілювачів на основі кумарину використовують етиловий ефір бензо[f]кумарин-3-карбонової кислоти, відомий як Бланкофор, який використовують здебільше для отримання більш фіолетового відтінку. Указані вище вимоги стосовно білості повинні бути реалізовані в покрівельному шарі картону. Виробництво покрівельного шару складається з наступних етапів. Целюлозовмісні напівфабрикати подають з водою до гідророзбивача, де їх розволокнюють, далі отриману волокнисту суспензію перекачують до приймального басейну, очищають, здійснюють розмел, наповнюють, доочищають та подають на картоноробну машину, де із отриманої суміші формують білий елементарний шар, що вкриває попередньо сформоване картонне полотно з бурої макулатурної маси. Далі це полотно пресують, сушать, ріжуть та пакують чи відправляють для подальшого застосування як топ-лайнер в виробництві гофрованого картону. Відомо багато аналогічних рішень способу виробництва покрівельного шару багатошарового картону, серед яких за сукупністю суттєвих ознак найближчими є наступні. Відомий спосіб виготовлення покрівельного шару багатошарового картону, описаний в патенті США № 20070277950, опублікованому 06.12.2007 р., який полягає в одержанні суміші целюлозовмісної сировини з рідиною, її очищенні, проклеюванні в масі, подаванні на 1 UA 77463 U 5 10 15 20 25 30 35 40 45 50 55 60 папероробну машину, формуванні з маси паперового полотна, його проходженні через клеїльний прес, розпилюванні розчину оптичного вибілювача з водою через оприскувальну систему на поверхню полотна на етапі клеїльного преса (тобто після етапу формування) та його подальше сушіння в сушильній частині. При цьому зазначений спосіб подання оптичного вибілювача здійснюється після створення на поверхні полотна певного додаткового шару з крохмалю, який необхідний для адгезії вибілювача з паперовим полотном. Недоліками даного способу є відносно високі витрати оптичного вибілювача, обумовлені технологією розпилення на поверхню полотна покрівельного шару, що також додатково ускладнює технологію застосування оптичного вибілювача. За прототип вибрано спосіб виготовлення покрівельного шару багатошарового картону, який містить стадію фіксації оптичних вибілювачів на целюлозному волокні, описаний в патенті РФ № 2386738, опублікованому 20.04.2010. Спосіб за прототипом полягає в тому, що одержують суміш целюлозовмісної сировини з рідиною, очищають її та додають до неї флуоресцентний оптичний вибілювач на будь-якому етапі, який передує подачі суміші целюлозовмісної сировини з рідиною до змішувального басейну. Недоліком цього способу є відносно підвищена кількість оптичного вибілювача, необхідного для досягнення показника білості більше 70 %, що необхідно для покрівельного шару багатошарового тарного картону відповідно до нормативних документів, що збільшує собівартість отримання картону з необхідними параметрами білості. В основу корисної моделі поставлена задача створення способу виробництва покрівельного шару багатошарового картону, в якому шляхом удосконалення проведення технологічних операцій досягається зменшення витрат вибілювача для забезпечення рівня білості картону (за ISO) не менше 70 % з одночасним спрощенням технології подачі оптичного вибілювача. Поставлена задача вирішується тим, що у запропонованому способі, який включає одержання суміші целюлозовмісної сировини та рідини, її очищення та додавання до неї флуоресцентного оптичного вибілювача, згідно з корисною моделлю, додавання флуоресцентного оптичного вибілювача до суміші целюлозовмісної сировини з рідиною здійснюється у змішувальному басейні, причому концентрація целюлозовмісної сировини в рідині складає від 3,5 % до 4 %, після чого одержану масу розбавляють, доочищають та подають на картоноробну машину. Було встановлено, що при цьому витрати флуоресцентного оптичного вибілювача складають 0,12-0,17 % (за активною речовиною) від абсолютно сухої маси волокна покрівельного шару багатошарового тарного картону. Відомо, що для взаємодії вибілювача з целюлозним волокном потрібен певний час. Очевидно також, що при здійсненні таких етапів технологічного процесу як розбавлення суміші та її очистка частина вибілювача вимивається з суміші. Несподівано було встановлено, що додавання оптичного вибілювача до суміші целюлозовмісної сировини з рідиною з концентрацією целюлозовмісної сировини саме 3,5 %4 % в змішувальному басейні є оптимальним для досягнення зазначеного технічного результату. При цьому для досягнення нормативного рівня білості картону частка вибілювача в масі має складати 0,12 % - 0,17 %. При цьому технологія, яка запропонована, передбачає, що флуоресцентний оптичний вибілювач додають у нерозведеному вигляді. Для вирішення поставленої задачі, а саме оптимізації витрат оптичного вибілювача для отримання показника білості (за ISO) покрівельного шару картону для плоских шарів не нижче 70 %, було здійснено серію досліджень з встановлення оптимальної точки додавання оптичного вибілювача на технологічній лінії з виготовлення покрівельного шару багатошарового картону. Проведення таких досліджень було здійснене з використанням оптичних вибілювачів на основі похідних стильбену, зокрема, таких як "Геліофор 2П" (рідина) виробництва "BorutaZachen Kolor" (Польща), а також "Белофор ОБ - жидкий" виробництва "Пігмент" (Росія). До гідророзбивача подавали суміш целюлозної сировини та рідини з масовою часткою целюлозної сировини у межах 3,5-4 %. При цьому схема технологічного процесу містила вакуум-формери 20 та 21, які встановлені послідовно на лінії подання масної суспензії для формування полотна покрівельного шару багатошарового картону для плоских шарів. Зокрема, у ході визначення оптимальної точки додавання оптичного вибілювача було здійснено подачу оптичного вибілювача до приймального басейну відповідно до схеми технологічного процесу (поз. 3 на фіг. 1), відповідно до прототипу. Таким чином, було встановлено, що при додаванні оптичного вибілювача до приймального басейну показник білості (за ISO) отриманого покрівельного шару багатошарового картону досягається у межах 70-72 %. При цьому кількість вибілювача становила 0,22-0,24 % (за активною речовиною) від 2 UA 77463 U 5 10 15 20 25 30 35 40 45 50 55 абсолютно сухої маси волокна покрівельного шару багатошарового картону (перший рядок таблиці). Також було здійснене додавання оптичного вибілювача до машинного басейну відповідно до схеми технологічного процесу (поз. 14 на фіг. 2). Таким чином, було встановлено, що при додаванні оптичного вибілювача до машинного басейну показник білості (за ISO) отриманого покрівельного шару багатошарового картону досягається у межах 71-72 %. При цьому кількість вибілювача становила 0,2-0,21 % (за активною речовиною) від абсолютно сухої маси волокна покрівельного шару багатошарового картону (другий рядок таблиці). Також було здійснене додавання оптичного вибілювача до лінії на вхід формера 20 та на вхід формера 21 (у дві точки) відповідно до схеми технологічного процесу (фіг. 2). Таким чином, було встановлено, що при додаванні оптичного вибілювача до лінії на вхід формера 20 та на вхід формера 21 показник білості (за ISO) отриманого покрівельного шару багатошарового картону досягається у межах 70-71 %. При цьому кількість вибілювача становила 0,19-0,2 % (за активною речовиною) від абсолютно сухої маси волокна покрівельного шару багатошарового картону (третій рядок таблиці). Також було здійснене додавання оптичного вибілювача за змішаною схемою одночасно до машинного басейну, до лінії на вхід формера 20 та до лінії на вхід формера 21 (у три точки) відповідно до схеми технологічного процесу (фіг. 3). Таким чином, було встановлено, що при додаванні оптичного вибілювача одночасно до машинного басейну, до лінії на вхід формера 20 та до лінії на вхід формера 21 показник білості (за ISO) отриманого покрівельного шару багатошарового картону досягається у межах 71-72 %. При цьому кількість вибілювача становила 0,18-0,19 % (за активною речовиною) від абсолютно сухої маси волокна покрівельного шару багатошарового картону (четвертий рядок таблиці). Також було здійснене додавання оптичного вибілювача до суміші целюлозовмісної сировини з рідиною з концентрацією целюлозовмісної сировини саме 3,5 %-4 % в змішувальному басейні. Таким чином, було встановлено, що при додаванні оптичного вибілювача до змішувального басейну показник білості (за ISO) отриманого покрівельного шару багатошарового картону досягається у межах 72-74 %. При цьому для досягнення нормативного рівня білості картону концентрація вибілювача в масі становило 0,12 % - 0,17 % (за активною речовиною) від абсолютно сухої маси волокна покрівельного шару багатошарового картону (п'ятий рядок таблиці). Таким чином, експериментальним шляхом було виявлено, що саме змішувальний басейн є оптимальною точкою додавання оптичного вибілювача до суміші целюлозовмісної сировини та рідини з показником вмісту целюлози у межах 3.5-4 % для досягнення достатнього високого показника білості (за ISO) у 72-74 % у порівнянні з іншими точками додавання відповідно до схеми технологічного процесу, зокрема, на стадії до змішувального басейну або після нього у волокнисту суспензію низької концентрації на окремих стадіях формування полотна. Визначення оптимальної точки для додавання оптичного вибілювача в суміш целюлозовмісної сировини та рідини дозволило знизити витрату оптичного вибілювача у порівнянні з іншими зазначеними точками додавання на 32 % - з 0,18-0,24 % до 0,12-0,17 % від абсолютно сухої маси волокна покрівельного шару багатошарового картону, при збільшенні ступеня білості (за ISO) з 67 %-72 % до 72 %-74 %. Хімізм такого оптимального співвідношення застосування зменшеної кількості оптичного вибілювача та досягнення отримання покрівельного шару картону з показником білості 72-74 % з суміші, яка містить 3.5-4 % целюлозовмісної сировини у рідині, може бути пояснений оптимальним часом, необхідним для того, щоб доданий у змішувальному басейні вибілювач адсорбувався волокнами целюлозовмісної сировини та був максимально закріплений до неї до потрапляння на формери. При цьому додавання оптичного вибілювача на більш ранніх стадіях, наприклад, перед змішувальним басейном, може призвести до вимивання певної кількості оптичного вибілювача, доданого до суміші, що призведе до необхідності підвищення кількості оптичного вибілювача. Додавання за змішаною схемою до декількох точок після змішувального басейну може призвести, крім ускладнення способу додавання оптичного вибілювача, до відсутності закріплення оптичного вибілювача на волокнах целюлозовмісної сировини, і, як наслідок, втрати певної кількості оптичного вибілювача на наступних стадіях очищення суміші, вирівнювання її концентрації та формуванні полотна на фермерах. Крім того, оптичний вибілювач подавали у концентрованому (товарному) вигляді, без стадії попереднього розчинення, що дозволяє обійтися без спеціальних розмішувальних пристроїв, зменшити кількість дозувального обладнання та засобів для транспортування розчину оптичного вибілювача. 3 UA 77463 U 5 10 15 20 25 30 35 40 45 Таким чином, винахідник прийшов до висновку, що подача флуоресцентного оптичного вибілювача до суміші целюлозовмісної сировини з рідиною саме в змішувальний басейн, дає можливість отримання підвищення рівня білості картону при зменшенні витрати вибілювача з одночасним спрощенням технології подачі оптичного вибілювача. При цьому в процесі проведення дослідів встановлено, що для досягнення нормативно встановленої білості покрівельного шару картону не нижче 70 % мінімальна кількість оптичного вибілювача 0,12-0,17 % від абсолютної сухої маси волокна покрівельного шару картону (за активною речовиною) витрачається при змішуванні вибілювача з целюлозовмісною сировиною, концентрація якої знаходиться в межах 3.5-4 %. Заявлена корисна модель ілюструється наступним прикладом здійснення способу виробництва покрівельного шару багатошарового картону та схемами технологічного процесу виробництва, представленими на фіг. 1-3. При цьому: - на фіг. 1 зображено схему технологічного процесу з додаванням оптичного вибілювача до приймального басейну, - на фіг. 2 зображено схему технологічного процесу з додаванням оптичного вибілювача до машинного басейну, схему з додаванням оптичного вибілювача на вхід формера 20 та на вхід формера 21 та схему зі змішаним додаванням оптичного вибілювача до машинного басейну, на вхід формера 20 та на вхід формера 21, - на фіг. 3 зображено схему технологічного процесу з додаванням оптичного вибілювача до змішувального басейну відповідно до корисної моделі. Зображувальні матеріали, що ілюструють заявлену корисну модель, а також наведений приклад конкретного виконання способу ніяким чином не обмежують обсяг домагань, викладений у формулі, а тільки пояснюють суть корисної моделі. Спосіб здійснюють наступним чином. Суміш білених листяних та хвойних целюлозних напівфабрикатів подають в гідророзбивач 1, де здійснюється її розпуск в водному середовищі до масової частки волокна 3,5-4 %. Далі 3 насосом 2 масу подають в накопичувальний басейн 3 об'ємом 200 м , далі насосом 4 подають отриману суміш в очисники високої концентрації 5, 6, де суміш очищують від важких забруднень. Потім суміш знову перекачують до накопичувального басейну 7 з подальшою подачею в систему рафінерів насосом 8. Система рафінерів представлена конічними млинами 13, де волокна розмелюють до необхідного ступеня. Після цього суміш перекачують в 3 змішувальний басейн 11 об'ємом 200 м , куди де при безперервному перемішуванні з ємності 3 об'ємом 1 м через дозувальний насос 10 постійно додається флуоресцентний оптичний вибілювач. Витрати флуоресцентного оптичного вибілювача складають у середньому 0,15 % (за активною речовиною) від абсолютно сухої маси волокна покрівельного шару. Далі, маса 3 насосами 12 перекачується до машинного басейну покрівельного шару 14 об'ємом 70 м , де при постійному перемішуванні здійснюють її акумулювання та вирівнювання концентрації по об'єму. Потім після машинного басейну суміш через насоси 15 та 16 подають далі, де зменшують концентрацію целюлози приблизно до 1 % та подають на вихровий конічний очисник малої концентрації 18, який очищає подану суміш від невеликих домішок. Потім масу розбавляють водою приблизно до концентрації 0,5 % та перекачують до вертикальної масної сортировки 19, де суміш очищають від найлегших забруднень та подають її на формери 20 та 21 папероробних машин (ПРМ), де формують паперове полотно. Далі паперове полотно поступає на пресувальну частину, а потім на сушильну частину картоноробної машини. Таким чином, при використанні корисної моделі у способі виробництва покрівельного шару багатошаровогокартону за рахунок оптимізації часу перебування підбілювача у басейні втричі більшому по об'єму ніж машинний, досягають підвищення рівня білості картону при зменшенні витрати оптичного вибілювача та одночасне спрощення технології подачі оптичного вибілювача. 50 4 UA 77463 U Таблиця Залежність ступеня білості поверхні покрівельного шару багатошарового картону від кількості доданого оптичного вибілювача та точки подання оптичного вибілювача Витрати флуоресцентного оптичного вибілювача (за Ступінь білості (за ISO) активною речовиною) від поверхні покривного абсолютно сухої маси шару, % покрівельного шару багатошарового картону, % Параметри Точки подання 1.Подання оптичного вибілювача до приймального басейну (поз. 3 на фіг. 1) 2.Подання оптичного вибілювача до машинного басейну (поз. 14 на фіг. 2) 3.Подання оптичного вибілювача на вхід формера (поз. 20 на фіг. 2) та на вхід формера (поз. 21 на фіг. 2) 4.Подання оптичного вибілювача одночасно до машинного басейну (поз. 14 на фіг. 2), на вхід формера (поз. 21 на фіг. 2) та на вхід формера (поз. 22 на фіг. 2) 5.Подання оптичного вибілювача до змішувального басейну (поз. 11 на фіг. 3) 0,22-0,24 70-72 0,2-0,21 71-72 0,19-0,2 70-71 0,18-0,19 71-72 0,12-0,17 72-74 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 15 1. Спосіб виготовлення покрівельного шару багатошарового картону, який включає одержання суміші целюлозовмісної сировини та рідини, її очищення та додавання до неї флуоресцентного оптичного вибілювача, який відрізняється тим, що додавання флуоресцентного оптичного вибілювача до суміші целюлозовмісної сировини з рідиною здійснюється в змішувальному басейні, причому концентрація целюлозовмісної сировини в рідині складає від 3,5 % до 4 %, після чого одержану масу розбавляють, очищують та подають на картоноробну машину. 2. Спосіб за п. 1, який відрізняється тим, що витрати флуоресцентного оптичного вибілювача складають 0,12-0,17 % (за активною речовиною) від абсолютно сухої маси волокна покрівельного шару багатошарового картону. 3. Спосіб за п. 1, який відрізняється тим, що флуоресцентний оптичний вибілювач подається в нерозведеному рідиною вигляді. 5 UA 77463 U Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of coating layer of multi-layer cardboard
Автори англійськоюTokarenko Liudmyla Viktorivna
Назва патенту російськоюСпособ производства покровного слоя многослойного картона
Автори російськоюТокаренко Людмила Викторовна
МПК / Мітки
МПК: D21C 9/00
Мітки: шару, картону, багатошарового, виробництва, спосіб, покрівельного
Код посилання
<a href="https://ua.patents.su/8-77463-sposib-virobnictva-pokrivelnogo-sharu-bagatosharovogo-kartonu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва покрівельного шару багатошарового картону</a>
Спосіб виготовлення картону-основи для виробництва палітурного картону
Номер патенту: 24277
Опубліковано: 25.06.2007
Автори: Паламарчук Микола Федорович, Мороз Валентина Миколаевна
МПК: D21H 17/00, D21H 23/00, D21J 1/00
Мітки: виробництва, картону, спосіб, виготовлення, картону-основи, палітурного
Формула / Реферат:
1. Спосіб виготовлення картону-основи для виробництва палітурного картону, що включає приготування волокнистої суспензії з макулатурного волокна, приготування волокнистої суспензії з деревного волокна, складання з них волокнистої композиції, відлив картонного полотна, його пресування і сушіння, який відрізняється тим, що волокнисту суспензію з макулатурного волокна і/або картонне полотно обробляють біоцидом.2. Спосіб за п. 1, який...
Спосіб виготовлення багатошарового картону
Номер патенту: 25903
Опубліковано: 26.02.1999
Автор: Хінестет і Куссо Рамон
МПК: D21H 27/30, D21F 11/00
Мітки: спосіб, виготовлення, картону, багатошарового
Формула / Реферат:
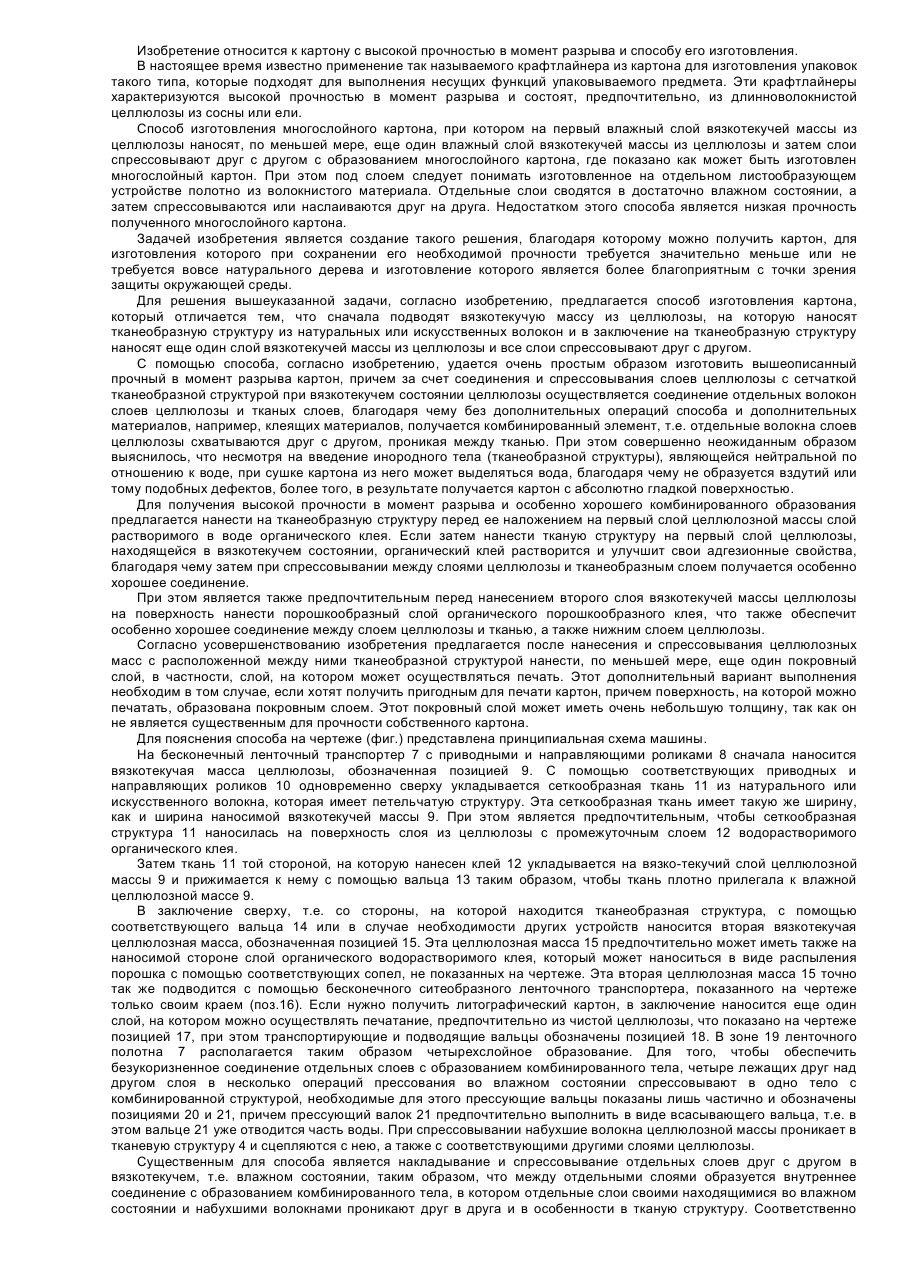
1. Способ изготовления многослойного картона, при котором на первый слой вязко-текучей массы из целлюлозы наносят, по меньшей мере, еще один влажный слой вязкотекучей массы из целлюлозы и затем слои спрессовывают друг с другом с образованием многослойного картона, отличающийся тем, что сначала на первый слой вязкотекучей массы из целлюлозы укладывают промежуточный слой из ткани или сетки из натуральных, искусственных или синтетических волокон...
Спосіб отримання катіонованих крохмалів для виробництва паперу та картону
Номер патенту: 9814
Опубліковано: 17.10.2005
Автори: Гомеля Микола Дмитрович, Коваль Олександр Сергійович, Шаблій Тетяна Олександрівна
МПК: C08G 73/00, C08G 59/00
Мітки: крохмалів, отримання, спосіб, виробництва, паперу, катіонованих, картону
Формула / Реферат:
Спосіб отримання катіонованих крохмалів для виробництва паперу та картону, що включає обробку крохмалю епіхлоргідрином та аміном у водному середовищі, який відрізняється тим, що процес проводять у дві стадії з отриманням на першій стадії епоксипропілтриетаноламонійхлориду при взаємодії епіхлоргідрину та триетаноламіну, що відноситься до класу амінів, при температурі 20-25°С, та з катіонуванням крохмалю отриманим продуктом на другій стадії...
Лінія виробництва гофрованого картону
Номер патенту: 1863
Опубліковано: 16.06.2003
Автори: Коробов Олексій Іванович, Коваль Володимир Костянтинович, Івашенюк Ярослав Костянтинович, Ікол Юрій Олексійович
МПК: B31F 1/00
Мітки: лінія, виробництва, гофрованого, картону
Формула / Реферат:
Лінія виробництва гофрованого картону, яка містить прес гофрувальний, розкати, підігрівники, міст-нагромаджувач, склеювальний верстат, сушильно-охолоджувальний стіл, верстати рильовочно-різальний та поперечного різання, транспортер-листоукладач, яка відрізняється тим, що сушильно-охолоджувальний стіл і верстати рильовочно-різальний та поперечного різання оснащені напрямними траєкторії руху гофрованого...
Багатошаровий виріб, спосіб виробництва і застосування багатошарового виробу
Номер патенту: 78893
Опубліковано: 25.04.2007
Автори: Форже Люк, Сіш Александр
МПК: B60N 3/04, B32B 27/32
Мітки: багатошаровий, виробництва, застосування, спосіб, багатошарового, виріб, виробу
Формула / Реферат:
1. Багатошаровий виріб, що містить на полімерній підкладці шар зносу, виконаний з полімеру іономерного типу, який відрізняється тим, що включає між підкладкою й шаром зносу проміжний шар олефінового полімеру, що містить від 1 до 40 частин за масою металоцену на 100 частин за масою олефінового полімеру.2. Виріб за п. 1, який відрізняється тим, що полімерна підкладка і полімер іономерного типу включають олефінові полімери.3....
Попередній патент: Система для відведення конденсату з циліндрів та пресів паперово-картонного виробництва
Наступний патент: Насос водовідливний пневматичний “нвп-1 у5″
Випадковий патент: Пристрій для з'єднання трубопроводу повітряного фільтра з повітрозабірником у вантажному автомобілі