Лінія виробництва гофрованого картону
Номер патенту: 1863
Опубліковано: 16.06.2003
Автори: Ікол Юрій Олексійович, Коваль Володимир Костянтинович, Івашенюк Ярослав Костянтинович, Коробов Олексій Іванович
Формула / Реферат
Лінія виробництва гофрованого картону, яка містить прес гофрувальний, розкати, підігрівники, міст-нагромаджувач, склеювальний верстат, сушильно-охолоджувальний стіл, верстати рильовочно-різальний та поперечного різання, транспортер-листоукладач, яка відрізняється тим, що сушильно-охолоджувальний стіл і верстати рильовочно-різальний та поперечного різання оснащені напрямними траєкторії руху гофрованого картону, а підігрівники виконані відповідно до разрахованого об’єму замовлення. Лінія за п.1, яка відрізняється тим, що обладнання лінії може бути розташовано на двох висотних рівнях з розривом між склеювальним верстатом та сушильно-охолоджувальним столом.
Текст
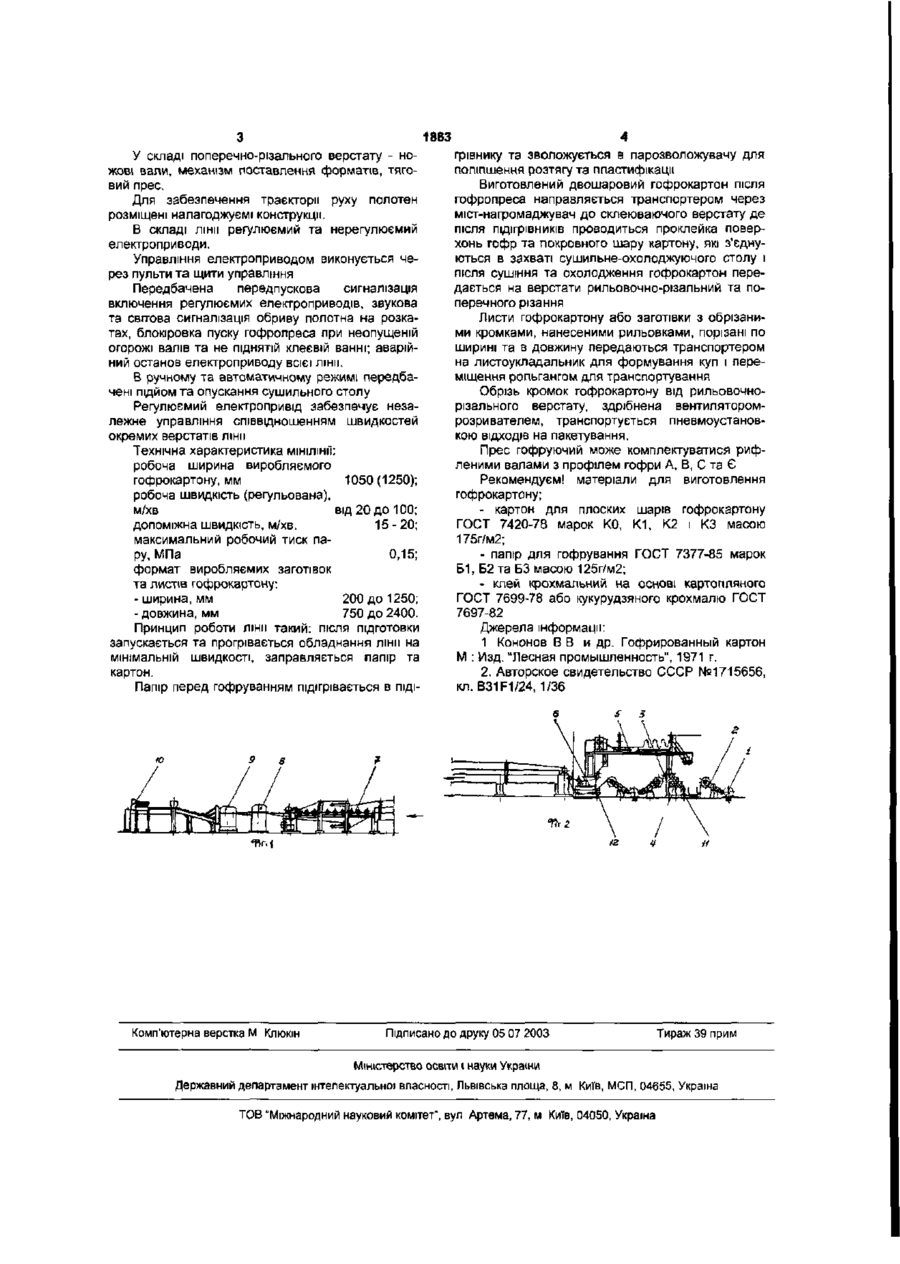
1. ЛІНІЯ виробництва гофрованого картону, яка містить прес гофрувальний, розкати, підігрівники, міст-нагромаджувач, склеювальний верстат, су шильно-охолоджувальний стіл, верстати рильовочно-різальний та поперечного різання, транспорте р-л и стоу клад ач, яка відрізняється тим, що сушильно-охолоджувальний стіл і верстати рильовочно-різальний та поперечного різання оснащені напрямними траєкторії руху гофрованого картону, а підігрівники виконані ВІДПОВІДНО ДО разрахованого об'єму замовлення Корисна модель відноситься до обладнання для виробництва тришарового гофрокартону і може бути використаною в целюлозно-паперовій промисловості Відомий агрегат АГ-1М [1] складається із трьох розмотувальних верстатів, гофруючої машини, моста нагромаджувача, клеєна нося що і машини, сушильно-охолоджуючої частини, подовжньорізальної та рильовочної машини, поперечнорізальної машини та машини для двошарового гофрокартону Недоліком такого агрегату є низька швидкість і продуктивність, низькі техніко-економічні показники Відома лінія для виробництва гофрокартону а. с №1715656, кл В31Г1/24: 1/36 [2] складається з двох гофрувальних секцій з двома гофропресами, розкатів, скпеюваючого верстату, сушильного столу з верхньою та нижньою робочими поверхнями, різально-трунспортуючої секції та л и стоу клада льни ка. Ця розробка вимагає значних виробничих можливостей. Мета розробки - створення продуктивної МІНІліни при мінімальній потребі виробничих площ, обривів. При цьому, при використанні виробничих площ з "вузьким місцем" в довжину, можливе розташування обладнання лінії на двох рівнях по висоті, з розривом після склеюваючого верстату Раціональні металомісткість та споживання пари забезпечується розраховуємим по замовленню об'ємом підігрівників Для підвищення зносо- та корозійної СТІЙКОСТІ, на робочі поверхні рифлених валів преса гофруючого може бути по замовленню нанесене тверде покриття хромом, способом катодного відновлення по ГОСТ 9.306-85, або виконано азотування. На кресленні приведене розміщення обладнання МІНІЛІНГІ, маючої три розката поз.2 з візками для рулонів паперу та картону поз 1, прес гофруючий поз.4, міст-нагромаджувач поз.5, верстат склеюваючий поз 6, розміщені на станинах преса гофруючого та склеюваючого верстату підігрівники паперу, картону та двошарового гофрокартону поз.З, 11 і 12, стіл сушильно-охолоджуючий поз 7, верстат рильовочно-різальний поз.З та поперечного різання поз.9, транспортер-листоукладач поз 10, (Фіг.1,2). Сушильно-охолоджуючий стіл має нижні нагріваємі паром плити та сушильне сукно з валковим прижимним механізмом Рильовочно-різальний верстат має кліть з механізмом м повертання та повздовжнього переміщення, з валами з налагоджуємими рильовочними та ножовими муфтами. підвищення ДОВГОВІЧНОСТІ конструкції. Мета досягається розміщенням обладнання лінії в технологічнім потоці виробництва з врахуванням виробничих можливостей, раціональним визначенням та забезпеченням оптимальної мінімальної траєкторії руху полотен для виключення 2. ЛІНІЯ за п.1, яка відрізняється тим, що облад нання лінії може бути розташовано на двох висотних рівнях з розривом між склеювальним верстатом та сушильно-охолоджувальним столом СО со 00 1863 У складі поперечно-різального верстату - ногрівнику та зволожується в парозволожувачу для жові вали, механізм поставлення форматів, тягополіпшення розтягу та пластифікації вий прес. Виготовлений двошаровий гофрокартон після Для забезпечення траєкторії руху полотен гофропреса направляється транспортером через розміщені налагоджуємі конструкції. міст-нагромаджувач до склеюваючого верстату де В складі лінії регулюємий та нерегулюємий після підігрівників проводиться проклейка поверелектроприводи. хонь гофр та покровного шару картону, які з'єднуються в захваті сушильне-охолоджуючого столу і Управління електроприводом виконується чепісля сушіння та охолодження гофрокартон перерез пульти та щити управління дається на верстати рильовочно-різальний та поПередбачена передпускова сигналізація перечного різання включення регулюємих електроприводів, звукова та світова сигналізація обриву полотна на розкаЛисти гофрокартону або заготівки з обрізанитах, блокіровка пуску гофропреса при неопущеній ми кромками, нанесеними рильовками, порізані по огорожі валів та не ПІДНЯТІЙ клеєвій ванні; аварійширині та в довжину передаються транспортером ний останов електроприводу всієї лінії. на листоукладальник для формування куп і переміщення рольгангом для транспортування В ручному та автоматичному режимі передбаОбрізь кромок гофрокартону від рильовочночені підйом та опускання сушильного столу різального верстату, здрібнена вентиляторомРегулюємий електропривід забезпечує незарозривателем, транспортується пневмоустановлежне управління співвідношенням швидкостей кою ВІДХОДІВ на пакетування. окремих верстатів лінії Прес гофруючий може комплектуватися рифТехнічна характеристика МІНІЛІНІ'І: леними валами з профілем гофри А, В, С та Є робоча ширина виробляємого Рекомендуєм! матеріали для виготовлення гофрокартону, мм 1050 (1250); гофрокартону; робоча швидкість (регульована), - картон для плоских шарів гофрокартону м/хв від 20 до 100; ГОСТ 7420-78 марок КО, К1, К2 і КЗ масою допоміжна швидкість, м/хв. 15- 20; 175г/м2; максимальний робочий тиск пару, МПа 0,15; - папір для гофрування ГОСТ 7377-85 марок формат виробляємих заготівок Б1, Б2 та БЗ масою 125г/м2; та листів гофрокартону. - клей крохмальний на основі картопляного ГОСТ 7699-78 або кукурудзяного крохмалю ГОСТ - ширина, мм 200 до 1250; 7697-82 - довжина, мм 750 до 2400. Принцип роботи лінії такий: після підготовки Джерела інформації: 1 Кононов В В и др. Гофрированный картон запускається та прогрівається обладнання лінії на М : Изд. "Лесная промышленность", 1971 г. мінімальній швидкості, заправляється папір та картон. 2. Авторское свидетельство СССР №1715656, кл. B31F1/24, 1/36 Папір перед гофруванням підігрівається в піді Комп'ютерна верстка М Клюкш Підписано до друку 05 07 2003 Тираж 39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вуп Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Автори англійськоюKorobov Oleksii Ivanovych
Автори російськоюКоробов Алексей Иванович
МПК / Мітки
МПК: B31F 1/00
Мітки: картону, лінія, гофрованого, виробництва
Код посилання
<a href="https://ua.patents.su/2-1863-liniya-virobnictva-gofrovanogo-kartonu.html" target="_blank" rel="follow" title="База патентів України">Лінія виробництва гофрованого картону</a>
Пристрій для сушіння гофрованого картону
Номер патенту: 56516
Опубліковано: 15.05.2003
Автори: Коваль Володимир Костянтинович, Ікол Юрій Олексійович, Мулін Володимир Іванович
МПК: F26B 13/00
Мітки: сушіння, пристрій, картону, гофрованого
Формула / Реферат:
1. Пристрій для сушіння гофрованого картону, який включає стіл з сушильними плитами, розміщене над ними нескінченне сукно, який відрізняється тим, що між сушильними плитами кожної наступної секції розміщені сушильні камери гофрокартону, а перед секцією охолодження над поверхнями сукна розміщені конвективні сушарки, які повітроводами через регулюючі заслінки з’єднані з теплоутилізатором та калорифером догрівання подаваного вентилятором свіжого...
Картон для плоских шарів гофрованого картону із зниженою масою 1 м2
Номер патенту: 51407
Опубліковано: 15.11.2002
Автори: Потапов Олександр Миколайович, Доронін Андрій Дмитрович, Мінін Геннадій Михайлович
МПК: D21H 11/00
Мітки: картон, картону, шарів, плоских, масою, зниженою, гофрованого
Формула / Реферат:
1. Картон для плоских шарів гофрованого картону, що складається з поверхневого шару, який містить розмелені та проклеєні волокна целюлози небіленої сульфатної, середнього шару, що містить розмелені й проклеєні волокна макулатури, який відрізняється тим, що містить у поверхневому шарі волокна целюлози небіленої сульфатної, розмелені до ступеня млива 43-50° ШР, у середньому шарі містить волокна макулатури, розмелені до ступеня млива 43-50° ШР,...
Спосіб виготовлення гофрованого картону з гофром е
Номер патенту: 51406
Опубліковано: 15.11.2002
Автори: Задірака Максим Анатолійович, Мудра Інна Віталіївна, Мінін Геннадій Михайлович, Железняк Лілія Миколаївна
МПК: D21H 27/30, B31F 5/00
Мітки: гофром, гофрованого, картону, спосіб, виготовлення
Формула / Реферат:
Спосіб виготовлення гофрованого картону з гофром Е шляхом склеювання крохмальним клеєм гофрованого паперу і двох плоских полотен картону - верхнього і нижнього, кожне з яких виготовляють тришаровим, при цьому в поверхневий шар вводять розмелені і проклеєні волокна целюлози сульфатної з хвойних порід деревини, у середній шар вводять розмелені волокна макулатури, а в нижній шар вводять розмелені і проклеєні волокна макулатури, який...
Лінія для виробництва рослинної олії
Номер патенту: 36159
Опубліковано: 16.04.2001
Автори: Данукалов Олександр Кузьмич, Резнік Віктор Миколайович, Єжелєв Володимир Олександрович
МПК: C11B 1/06
Мітки: олії, рослинної, виробництва, лінія
Текст:
...пристрій для шеретування насіння 5, під яким розміщений аспіратор 6. До аспіратора 6 приєднаний рукав (окремою позицією не виділено) вентилятора 7. Лінія також забезпечена похилим шнеком з підігрівом 8, який має магнітну пастку 9. За похилим шнеком з підігрівом 8 розміщений пристрій для подрібнення насіння 10, який виконано у виді шнекового преса. Пристрій дня подрібнення насіння 10 з'єднаний з пресом віджиму олії 11, який має ємкість 12...
Лінія для виробництва листових і погонажних виробів з полімернаповнених композиційних матеріалів
Номер патенту: 31011
Опубліковано: 15.12.2000
Автори: Рябцев Геннадій Леонідович, Магазій Петро Миколайович, Мікульонок Ігор Олегович, Лукач Юрій Юхимович
МПК: B29C 47/00
Мітки: погонажних, полімернаповнених, композиційних, лінія, виробів, виробництва, матеріалів, листових
Текст:
...приєднання розплавопроводу до екструдера-змішувача між живиль ником наповнювача і формуючим пристроєм. Гранульований або порошкоподібний полімерний матеріал надходить у розплавлювач (черв'ячно-дисковий екструдер), після чого під тиском (величина якого регулюється залежно від фізико-механічних властивостей наповнювача) надходить в об'єм наповнювача, який транспортується черв'яками екструдера-змішувача. При цьому розплав полімера, який...
Попередній патент: Каналізаційна очисна установка “утіч-біореактор”
Наступний патент: Безгирьові ваги
Випадковий патент: Пристрій для наповнення банок рідким продуктом