Прес для обробки будь-якого матеріалу, такого як металобрухт або металеві відходи
Номер патенту: 77497
Опубліковано: 15.12.2006
Автори: Шаф Міхель, Клотер Андреас, ван дер Бек Авґуст, Пехтель Гаральд, Бух Рейк
Формула / Реферат
1. Прес для обробки пресуванням і/або різанням будь-якого матеріалу, (3) такого як металобрухт або металеві відходи, який має
основу (1) для завантаження та обтиснення матеріалу (3) у формі жмута і для спрямування цього матеріалу на подальшу обробку пресуванням або різанням за допомогою перших гідравлічних циліндрів (1.3.1, 1.4.1, 1.5.1), призначених для виконання операцій обтиснення та спрямування,
стійку (2) із щонайменше одним штемпелем (2.2), урухомлюваним і спрямовуваним гідравлічним циліндром (2.2.2), закріпленим на архітраві (2.1), для подальшого стиснення матеріалу (3) та/або притискання його до столу (2,5),
щонайменше один третій гідравлічний циліндр (2.4.2) для кінцевої обробки пресуванням і/або різанням матеріалу (3) на столі (2.5) і
систему (5) гідравлічного контролю з блоком (7) керування і трубопроводами (6) для приведення в дію гідравлічних циліндрів (1.3.1,1.4.1,1.5.1, 2.2.2, 2.4.2), причому з метою підвищення загальної ефективності роботи преса
удосконалено подачу/завантаження призначеного для обробки матеріалу,
забезпечено значною мірою взаємоузгоджене виконання виробничих операцій,
оптимізовано кінематичну послідовність функціональних елементів і витрати рушійних сил,
створено компактну загальну конструкцію зниженням висоти завантаження і довжини основи,
забезпечено контроль рівня зносу та
забезпечено можливість оператору преса спостерігати, з одного боку, режим кінематичної послідовності взаємоузгоджених операцій, а з іншого боку, вести нагляд за гідравлічною системою,
завдяки чому, з одного боку, підвищується операційна готовність преса, а з іншого боку, підвищується інтенсифікація обробки матеріалу (3), а також підвищується продуктивність преса,
який відрізняється тим, що
а) основа (1) складається з днища (1.1), стінки (1.2), плити (1.3) вирівнювання тиску, здатної пересуватись по днищу (1.1) паралельно стінці (1.2), поперечно рухомого шибера із гідравлічним циліндром (1.3.1), шарнірно змонтованої на стінці (1.2) пресувальної кришки (1.4) із щонайменше одним гідравлічним циліндром (1.4.1), подавальної плити (1.5), здатної пересуватись поперек напрямку руху плити (1.3) вирівнювання тиску; шибера з гідравлічним циліндром (1.5.1), опор (1.8) і завантажувального бункера (1.9), при цьому поперечно рухомий шибер разом з плитою (1.3) вирівнювання тиску та пресувальною кришкою (1.4) призначений утворювати у функціонально регульованій послідовності поперечний переріз матеріалу (3), обтисненого до форми жмута, а шибер з подавальною плитою (1.5) - подавати сформований таким чином матеріал (3) рухом подавання на остаточну обробку пресуванням і/або різанням у стійці (2);
б) стійка (2) складається з архітрава (2.1), що з'єднує боковини (2.3), та столу (2.5), утворюючи жорстку раму, здатну сприймати сили, що виникають під час пресування, та призначену для з'єднання з основою (1);
в) гідравлічні циліндри (1.3.1, 1.4.1, 1.5.1, 2.2.2, 2.4.2) з поршнями мають засіб (4) для виконання відповідно до вихідних точок і/або вихідних параметрів функціонально інтегрованого вимірювання переміщення, швидкості, прискорення та/або тиску, що відповідають кінематичному стану щонайменше одного машинного елемента, робочого режиму та/або матеріалу (3) для оптимізації та узгодження в часі послідовності операцій виробничого процесу та/або процесу обробки матеріалу (3) і
г) система (5) гідравлічного контролю має засоби (5.1), які призначені щонайменше в одному з гідравлічних циліндрів (1.3.1, 1.4.1, 1.5.1, 2.2.2, 2.4.2) наприкінці робочого ходу створювати протитиск для гасіння так званих різальних ударів чи ударів у кінці ходу поршня.
2. Прес за п. 1, який відрізняється тим, що основу (1)
а) розділено на вузли, які, за вибором, можуть бути як лівого, так і правого виконання, як видно на вигляді основи (1) зверху, із щонайменше одним технологічно однаковим вузлом (1.6);
б) футеровано однаковими плитами (1.7), що компенсують знос, які разом мають розміри, що відповідають розмірам щонайменше одного вузла (1.6) та
в) щонайменше одна плита (1.7) має засіб (1.7.1) індикації рівня зносу.
3. Прес за п. 1 або п. 2, який відрізняється тим, що в основі (1) або на ній встановлений торсіон (1.3.2), щонайменше одним кінематичним механізмом, таким як важіль (1.3.2.1), через шатунну планку (1.3.2.3) шарнірно з'єднаний з плитою (1.3) вирівнювання тиску для забезпечення горизонтального паралельного руху плити (1.3) в напрямку матеріалу (3), для відвернення перекосу плити (1.3) бічного шибера, одночасно створюючи складову сили, яка діє на днище (1.1) основи (1) для запобігання підніманню плити (1.3).
4. Прес за будь-яким з пп. 1-3, який відрізняється тим, що
а) кришка (1.4) преса має щонайменше частково охоплююче стінку (1.2) та/або днище (1.1) обвідне плече (1.4.2), з'єднане з гідравлічним циліндром (1.4.1), розташованим переважно під днищем (1.1),
б) кришка (1.4) преса має пресове плече (1.4.3) для створення тиску на матеріал (3), причому вісь (1.2.1) обертання кришки (1.4) простягається уздовж верхнього краю стінки (1.2),
в) кришку (1.4) з обвідним плечем (1.4.2) і гідравлічним циліндром (1.4.1), а також пресовим плечем (1.4.3) у відповідному положенні і виконанні призначено для створення такої вертикальної складової сили обтиснення матеріалу (3), що початкове значення сили обтиснення, яка виникає внаслідок переміщення пресового плеча (1.4.3) в площині повороту кришки (1.4) від її положення під кутом 0° відносно стінки (1.2) до приблизно 40-60°, зростає і, після досягнення кутового положення приблизно 100°, сила, що діє на матеріал (3), залишається вищою за її значення на початку повертання кришки (1.4),
г) кришку (1.4) призначено для утворення сили обтиснення укладеного у вигляді жмута матеріалу (3), яка при кутовому положенні кришки (1.4) більше 0° є кратною силі, що діє при кутовому положенні 0°.
5. Прес за будь-яким з пп. 1-4, який відрізняється тим, що кришка (1.4) у повністю відкритому положенні сама стабілізується завдяки її масі.
6. Прес за будь-яким з пп. 1-5, який відрізняється тим, що, для замкнення силового потоку, в межах поперечного перерізу основи (1) змонтовано щонайменше один гідравлічний циліндр (1.3.1) для плити (1.3) вирівнювання тиску і щонайменше один гідравлічний циліндр (1.4.1) для пресувальної кришки (1.4), поперечний переріз основи (1) має U-подібну форму, а гідравлічні циліндри (1.3.1,1.4.1) лежать в одній площині.
7. Прес за будь-яким з пп. 1-6, який відрізняється тим, що
а) гідравлічний циліндр (1.3.1) для плити (1.3) вирівнювання тиску встановлено у підшипнику (1.3.2.2) на основі (1) чи в ній і
б) гідравлічний циліндр (1.4.1) для пресувальної кришки (1.4) шарнірно змонтовано у підшипнику (1.10) на основі (1) чи в ній.
8. Прес за будь-яким з пп. 1-7, який відрізняється тим, що завантажувальний бункер (1.9), як конструктивний вузол основи (1), встановлено на ній і він
а) у відкритому положенні основи (1) призначено приймати всю порцію призначеного для обробки матеріалу (3) і
б) у закритому положенні основи (1) призначено утримувати попередньо розміщений в ньому матеріал (3) для наступного завантаження як щонайменше частину порції призначеного для обробки матеріалу (3).
9. Прес за будь-яким з пп. 1-8, який відрізняється тим, що, відповідно до послідовності руху плити (1.3) вирівнювання тиску і пресувальної кришки (1.4), в робочому положенні плити (1.3) вирівнювання тиску і закритому положенні пресувальної кришки (1.4) матеріал (3) в основі (1) обтиснено у формі жмута до приблизно прямокутного та/або квадратного поперечного перерізу і підготовлено для подальшої обробки у стійці (2).
10. Прес за будь-яким з пп. 1-9, який відрізняється тим, що у стійці (2) змонтовано повзун (2.4), вертикально рухомий відносно стаціонарної внутрішньої напрямної (2.3.1) і регульованої зовнішньої напрямної (2.3.2), встановленим у кожній боковині (2.3) стійки (2), в повзуні (2.4) закріплено ніж (2.4.1), а в столі (2.5) закріплено нерухомий ніж (2.5.1) для взаємодії з ножем (2.4.1) для різання попередньо стисненого у формі жмута матеріалу (3) після його подальшого стиснення та/або притискання до столу (2.5) штемпелем (2.2).
11. Прес за будь-яким з пп. 1-10, який відрізняється тим, що, для збільшення довжини різання брухту при так званому частковому ході повзуна (2.4), тобто при ході з неповної висоти положення повзуна (2.2), розмір штемпеля (2.2) у його глибину (у напрямку подачі матеріалу (3)) визначено у оптимізованій пропорції до звичайної довжини різання, завдяки чому стає непотрібним стиснення матеріалу (3), попередньо обтисненого у жмут.
12. Прес за будь-яким з пп. 1-11, який відрізняється тим, що штемпель (2.2) змонтовано з можливістю пересуватися по архітраву (2.2.1), який протидіє силам розпирання П-подібної рами стійки (2).
13. Прес за будь-яким з пп. 1-12, який відрізняється тим, що щонайменше один з гідравлічних циліндрів (2.2.2, 2.4.2) встановлено зверху у відповідному отворі архітрава (2.1) стійки (2).
14. Прес за будь-яким з пп. 1-12, який відрізняється тим, що щонайменше один з гідравлічних циліндрів (1.3.1, 2.2.2, 2.4.2) встановлено знизу і закріплено з можливістю демонтажу у відповідному отворі його відповідної опори архітрава (2.1) стійки (2) так, що кріпильні деталі сприймають лише ті сили відповідного гідравлічного циліндра (1.3.2, 2.2.2, 2.4.2), що виникають при зворотному ході.
15. Прес за будь-яким з пп. 1-14, який відрізняється тим, що засоби (4)
є безконтактними,
дають абсолютне значення для кожного положення,
є оптичними,
є магнітними та/або
звуковими.
16. Прес за будь-яким з пп. 1-15, який відрізняється тим, що на вихідному боці стійки (2) змонтовано виконану у вигляді жолоба (2.6) похилу пласку поверхню для відведення під дією власної ваги різаного матеріалу (3), з можливістю зміни її нахилу в залежності від ходу гідравлічного циліндра (2.4.2), призначеного для виконання операції різання матеріалу (3).
17. Прес за будь-яким з пп. 10-16, який відрізняється тим, що ножі (2.4.1, 2.5.1) закріплено у відповідних тримачах гідравлічними затискачами (2.4.1.1, 2.5.2) ножів, що дозволяє уникнути бічної гри ножів (2.4.1, 2.5.1) в їх тримачах.
18. Прес за будь-яким з пп. 1-17, який відрізняється тим, що, для оптимізації виробничого процесу, має датчики (2.7) для визначення властивостей матеріалу (3) як вхідних параметрів преса.
19. Прес за будь-яким з пп. 10-18, який відрізняється тим, що штемпель (2.2) змонтовано з можливістю функціонувати у поєднанні з повзуном (2.4) або окремо від нього.
20. Прес за будь-яким з пп. 10-19, який відрізняється тим, що на повзуні (2.4) змонтовано згинальний пуансон (2.4.3) для натискання на матеріал (3) раніше ножа (2.4.1).
21. Прес за будь-яким з пп. 1-20, який відрізняється тим, що, для досягнення високого ступеня попереднього складання і транспортування до місця експлуатації, попередньо складений перший вузол (6.1) трубопроводів (6) приєднано до пари опор (1.8) основи (1).
22. Прес за будь-яким з пп. 1-21, який відрізняється тим, що для досягнення високого ступеня попереднього складання і транспортування до місця експлуатації, попередньо складений другий вузол (6.2) трубопроводів (6) приєднано до стійки (2).
23. Прес за будь-яким з пп. 1-22, який відрізняється тим, що, для керування пресом, його обладнано дисплеєм для відображення відповідних робочих станів щонайменше однієї з функцій основи (1) та/або стійки (2).
24. Прес за будь-яким з пп. 1-23, який відрізняється тим, що його обладнано дисплеєм для керування пресом відповідно до зумовлених підпрограм і їх довільних комбінацій.
25. Прес за будь-яким з пп. 1-24, який відрізняється тим, що його обладнано додатковими засобами, розташованими на відкритих для спостереження місцях на гідравлічних циліндрах (1.3.1, 1.4.1, 1.5.1, 2.2.2, 2.4.2), для визначення рівня зносу преса за співвідношенням тисків.
26. Прес за будь-яким з пп. 1-25, який відрізняється тим, що, для визначення і/або контролю робочого стану та/або об'єму гідравлічної рідини у всій гідросистемі з метою забезпечення функціонально надійної та безперебійної роботи, його обладнано засобами динамічного контролю, які призначені на основі базових вимірювань на початку роботи преса регулювати рівень гідравлічної рідини для подальшої роботи та/або відновлювати необхідний робочий стан та/або потрібний об'єм гідравлічної рідини в гідросистемі за наявності витоків з цієї системи або вимикати прес за наявності відхилення від необхідного робочого стану гідравлічної системи.
Текст
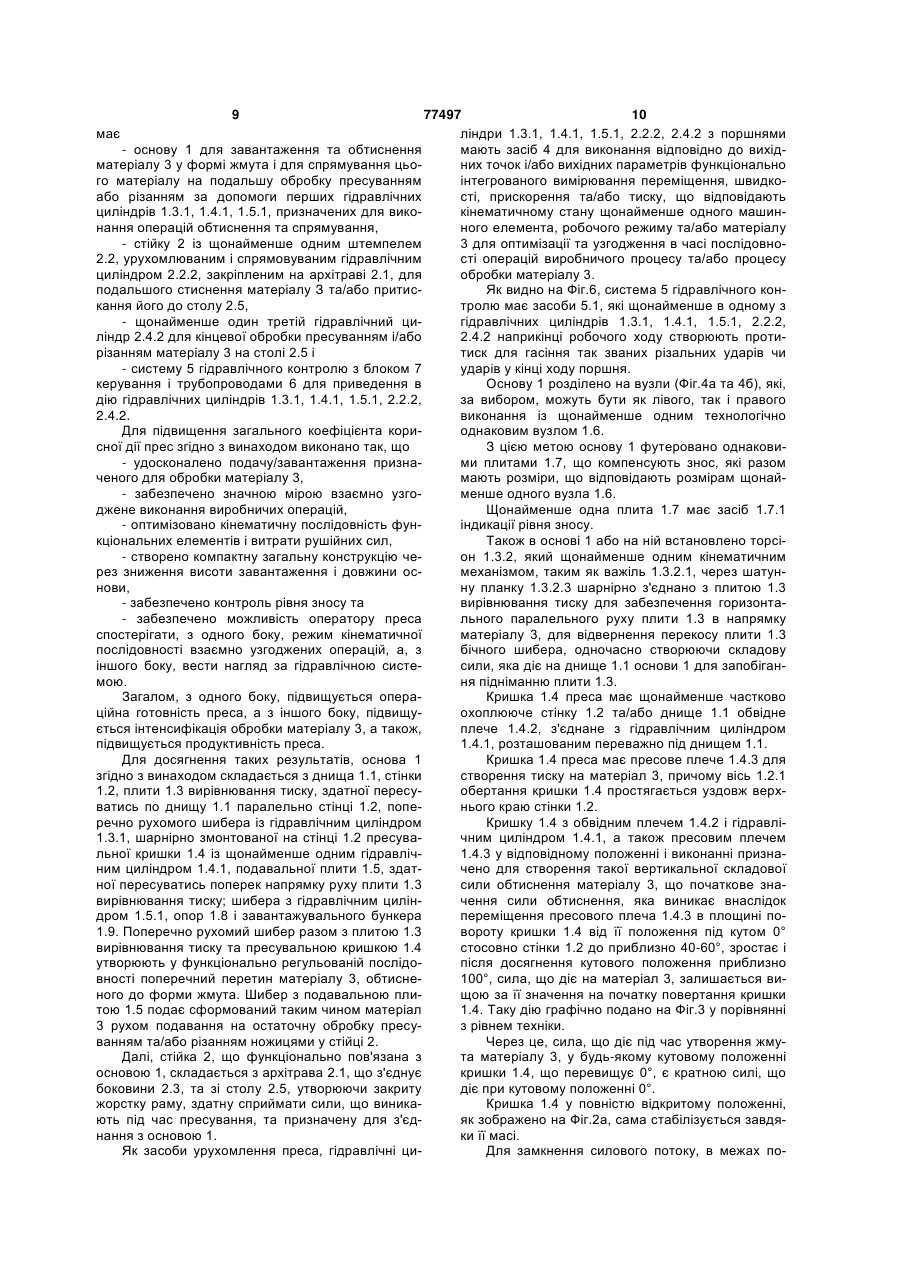
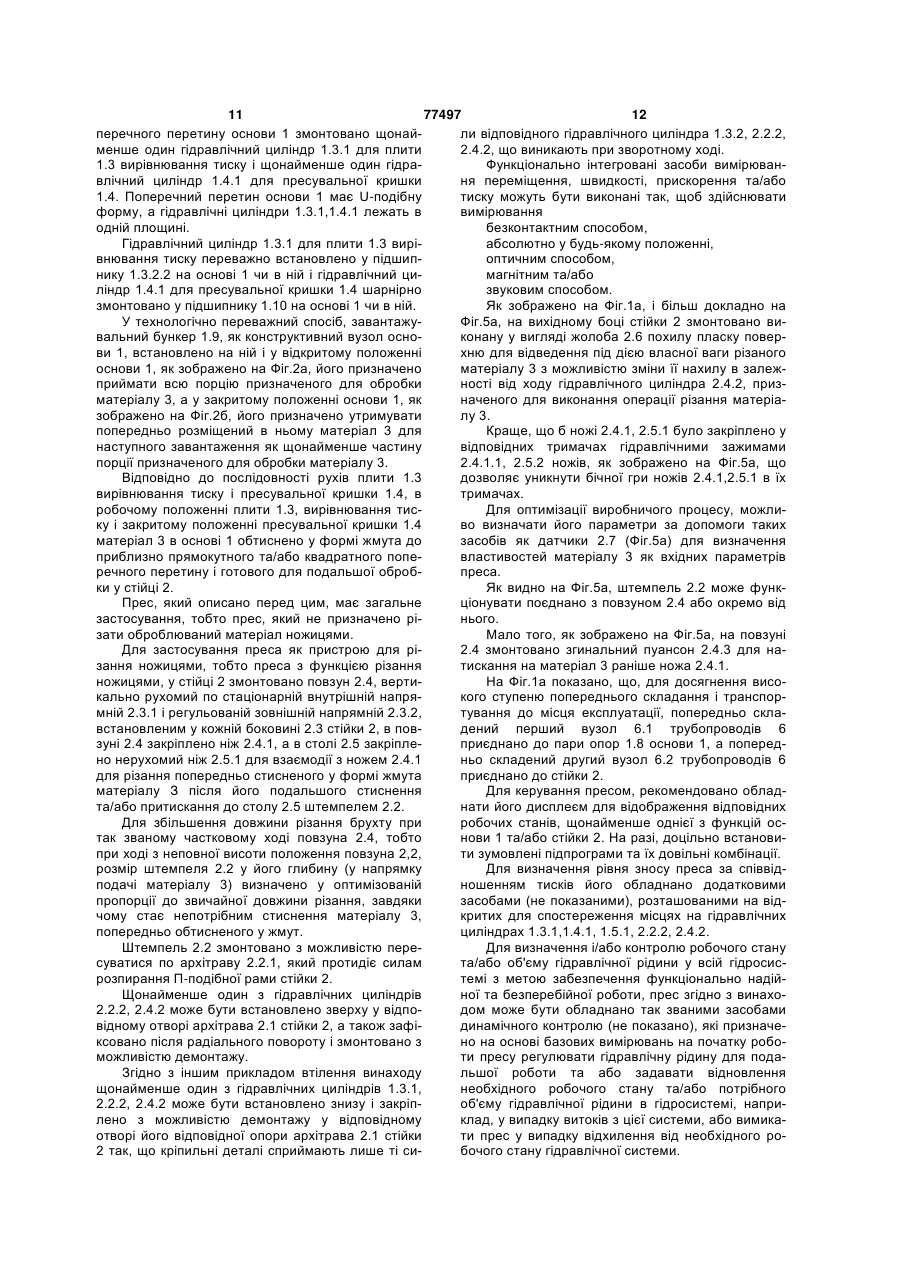
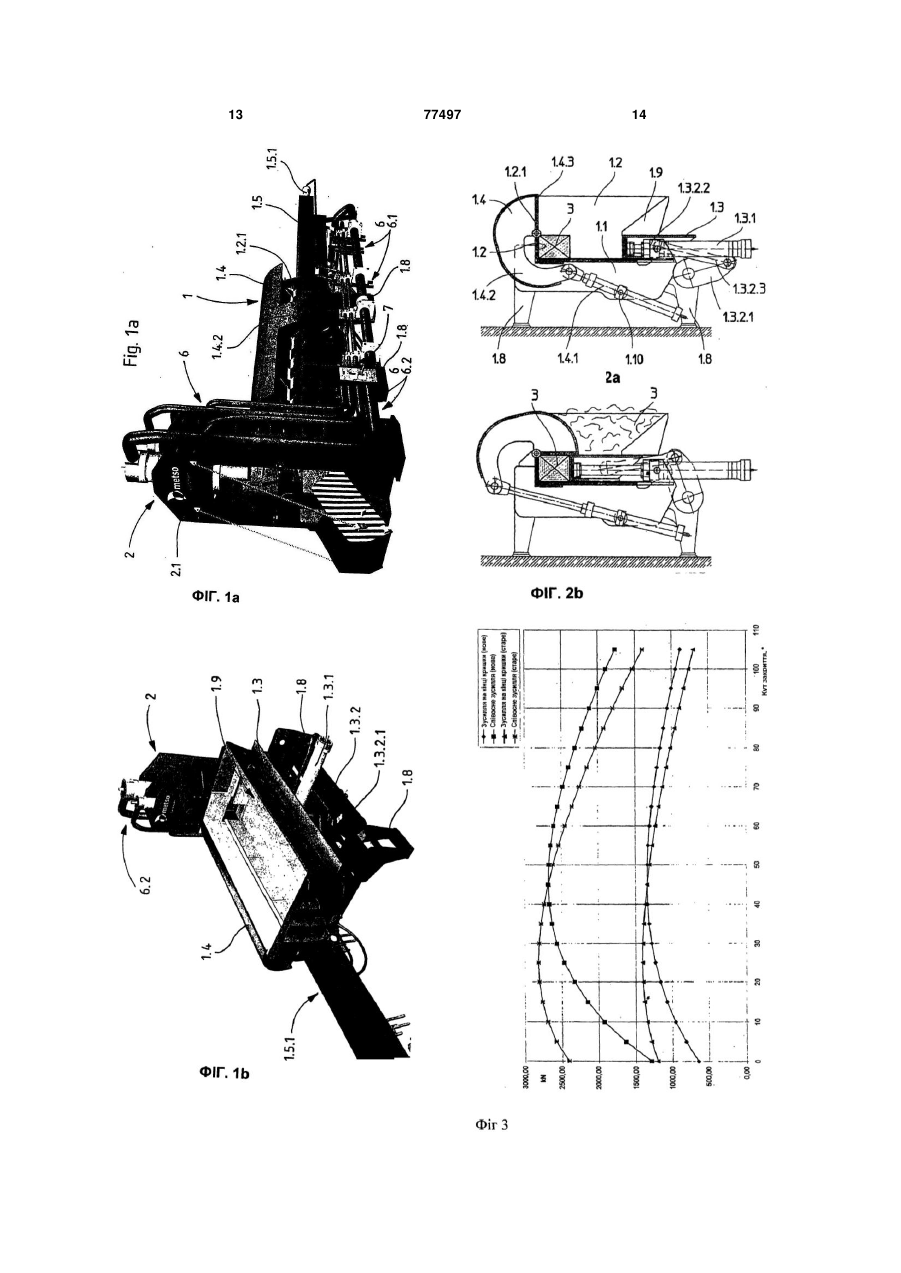
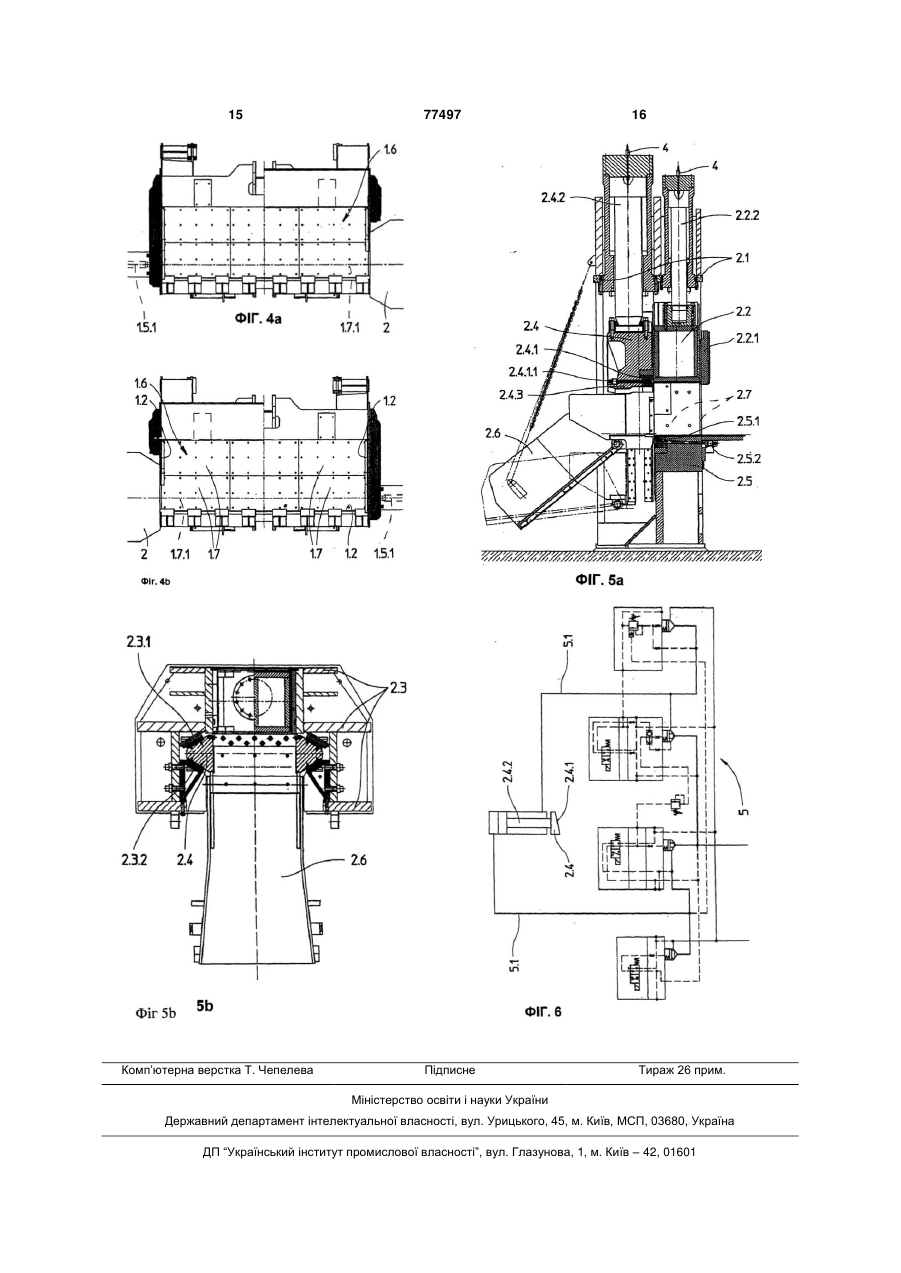
1. Прес для обробки пресуванням і/або різанням будь-якого матеріалу, (3) такого як металобрухт або металеві відходи, який має основу (1) для завантаження та обтиснення матеріалу (3) у формі жмута і для спрямування цього матеріалу на подальшу обробку пресуванням або різанням за допомогою перших гідравлічних циліндрів (1.3.1, 1.4.1, 1.5.1), призначених для виконання операцій обтиснення та спрямування, стійку (2) із щонайменше одним штемпелем (2.2), урухомлюваним і спрямовуваним гідравлічним циліндром (2.2.2), закріпленим на архітраві (2.1), для подальшого стиснення матеріалу (3) та/або притискання його до столу (2,5), щонайменше один третій гідравлічний циліндр (2.4.2) для кінцевої обробки пресуванням і/або різанням матеріалу (3) на столі (2.5) і систему (5) гідравлічного контролю з блоком (7) керування і трубопроводами (6) для приведення в дію гідравлічних циліндрів (1.3.1,1.4.1,1.5.1, 2.2.2, 2.4.2), причому з метою підвищення загальної ефективності роботи преса удосконалено подачу/завантаження призначеного для обробки матеріалу, забезпечено значною мірою взаємоузгоджене виконання виробничих операцій, оптимізовано кінематичну послідовність функціональних елементів і витрати рушійних сил, створено компактну загальну конструкцію зниженням висоти завантаження і довжини основи, 2 (19) 1 3 77497 4 г) система (5) гідравлічного контролю має засоби кришки (1.4), поперечний переріз основи (1) має U(5.1), які призначені щонайменше в одному з гідподібну форму, а гідравлічні циліндри (1.3.1,1.4.1) равлічних циліндрів (1.3.1, 1.4.1, 1.5.1, 2.2.2, 2.4.2) лежать в одній площині. 7. Прес за будь-яким з пп. 1-6, який відрізняється наприкінці робочого ходу створювати протитиск для гасіння так званих різальних ударів чи ударів у тим, що кінці ходу поршня. а) гідравлічний циліндр (1.3.1) для плити (1.3) ви2. Прес за п. 1, який відрізняється тим, що оснорівнювання тиску встановлено у підшипнику ву (1) (1.3.2.2) на основі (1) чи в ній і а) розділено на вузли, які, за вибором, можуть б) гідравлічний циліндр (1.4.1) для пресувальної бути як лівого, так і правого виконання, як видно кришки (1.4) шарнірно змонтовано у підшипнику на вигляді основи (1) зверху, із щонайменше од(1.10) на основі (1) чи в ній. 8. Прес за будь-яким з пп. 1-7, який відрізняється ним технологічно однаковим вузлом (1.6); б) футеровано однаковими плитами (1.7), що комтим, що завантажувальний бункер (1.9), як конспенсують знос, які разом мають розміри, що відпотруктивний вузол основи (1), встановлено на ній і відають розмірам щонайменше одного вузла (1.6) він та а) у відкритому положенні основи (1) призначено в) щонайменше одна плита (1.7) має засіб (1.7.1) приймати всю порцію призначеного для обробки індикації рівня зносу. матеріалу (3) і 3. Прес за п. 1 або п. 2, який відрізняється тим, б) у закритому положенні основи (1) призначено що в основі (1) або на ній встановлений торсіон утримувати попередньо розміщений в ньому ма(1.3.2), щонайменше одним кінематичним механітеріал (3) для наступного завантаження як щонайзмом, таким як важіль (1.3.2.1), через шатунну менше частину порції призначеного для обробки планку (1.3.2.3) шарнірно з'єднаний з плитою (1.3) матеріалу (3). 9. Прес за будь-яким з пп. 1-8, який відрізняється вирівнювання тиску для забезпечення горизонтального паралельного руху плити (1.3) в напрямку тим, що, відповідно до послідовності руху плити матеріалу (3), для відвернення перекосу плити (1.3) вирівнювання тиску і пресувальної кришки (1.3) бічного шибера, одночасно створюючи скла(1.4), в робочому положенні плити (1.3) вирівнюдову сили, яка діє на днище (1.1) основи (1) для вання тиску і закритому положенні пресувальної запобігання підніманню плити (1.3). кришки (1.4) матеріал (3) в основі (1) обтиснено у 4. Прес за будь-яким з пп. 1-3, який відрізняється формі жмута до приблизно прямокутного та/або тим, що квадратного поперечного перерізу і підготовлено а) кришка (1.4) преса має щонайменше частково для подальшої обробки у стійці (2). 10. Прес за будь-яким з пп. 1-9, який відрізняєтьохоплююче стінку (1.2) та/або днище (1.1) обвідне ся тим, що у стійці (2) змонтовано повзун (2.4), плече (1.4.2), з'єднане з гідравлічним циліндром (1.4.1), розташованим переважно під днищем (1.1), вертикально рухомий відносно стаціонарної внутб) кришка (1.4) преса має пресове плече (1.4.3) рішньої напрямної (2.3.1) і регульованої зовнішдля створення тиску на матеріал (3), причому вісь ньої напрямної (2.3.2), встановленим у кожній бо(1.2.1) обертання кришки (1.4) простягається узковині (2.3) стійки (2), в повзуні (2.4) закріплено ніж довж верхнього краю стінки (1.2), (2.4.1), а в столі (2.5) закріплено нерухомий ніж в) кришку (1.4) з обвідним плечем (1.4.2) і гідравлі(2.5.1) для взаємодії з ножем (2.4.1) для різання чним циліндром (1.4.1), а також пресовим плечем попередньо стисненого у формі жмута матеріалу (1.4.3) у відповідному положенні і виконанні приз(3) після його подальшого стиснення та/або притиначено для створення такої вертикальної складоскання до столу (2.5) штемпелем (2.2). 11. Прес за будь-яким з пп. 1-10, який відрізнявої сили обтиснення матеріалу (3), що початкове ється тим, що, для збільшення довжини різання значення сили обтиснення, яка виникає внаслідок переміщення пресового плеча (1.4.3) в площині брухту при так званому частковому ході повзуна повороту кришки (1.4) від її положення під кутом 0° (2.4), тобто при ході з неповної висоти положення відносно стінки (1.2) до приблизно 40-60°, зростає повзуна (2.2), розмір штемпеля (2.2) у його глибиі, після досягнення кутового положення приблизно ну (у напрямку подачі матеріалу (3)) визначено у 100°, сила, що діє на матеріал (3), залишається оптимізованій пропорції до звичайної довжини вищою за її значення на початку повертання кришрізання, завдяки чому стає непотрібним стиснення ки (1.4), матеріалу (3), попередньо обтисненого у жмут. 12. Прес за будь-яким з пп. 1-11, який відрізняг) кришку (1.4) призначено для утворення сили ється тим, що штемпель (2.2) змонтовано з можобтиснення укладеного у вигляді жмута матеріалу (3), яка при кутовому положенні кришки (1.4) більливістю пересуватися по архітраву (2.2.1), який ше 0° є кратною силі, що діє при кутовому полопротидіє силам розпирання П-подібної рами стійки женні 0°. (2). 5. Прес за будь-яким з пп. 1-4, який відрізняється 13. Прес за будь-яким з пп. 1-12, який відрізняється тим, що щонайменше один з гідравлічних тим, що кришка (1.4) у повністю відкритому положенні сама стабілізується завдяки її масі. циліндрів (2.2.2, 2.4.2) встановлено зверху у від6. Прес за будь-яким з пп. 1-5, який відрізняється повідному отворі архітрава (2.1) стійки (2). 14. Прес за будь-яким з пп. 1-12, який відрізнятим, що, для замкнення силового потоку, в межах ється тим, що щонайменше один з гідравлічних поперечного перерізу основи (1) змонтовано щонайменше один гідравлічний циліндр (1.3.1) для циліндрів (1.3.1, 2.2.2, 2.4.2) встановлено знизу і плити (1.3) вирівнювання тиску і щонайменше закріплено з можливістю демонтажу у відповідноодин гідравлічний циліндр (1.4.1) для пресувальної му отворі його відповідної опори архітрава (2.1) 5 77497 6 стійки (2) так, що кріпильні деталі сприймають липопереднього складання і транспортування до ше ті сили відповідного гідравлічного циліндра місця експлуатації, попередньо складений перший (1.3.2, 2.2.2, 2.4.2), що виникають при зворотному вузол (6.1) трубопроводів (6) приєднано до пари ході. опор (1.8) основи (1). 15. Прес за будь-яким з пп. 1-14, який відрізня22. Прес за будь-яким з пп. 1-21, який відрізняється тим, що засоби (4) ється тим, що для досягнення високого ступеня є безконтактними, попереднього складання і транспортування до дають абсолютне значення для кожного поломісця експлуатації, попередньо складений другий ження, вузол (6.2) трубопроводів (6) приєднано до стійки є оптичними, (2). 23. Прес за будь-яким з пп. 1-22, який відрізняє магнітними та/або ється тим, що, для керування пресом, його облазвуковими. 16. Прес за будь-яким з пп. 1-15, який відрізняднано дисплеєм для відображення відповідних ється тим, що на вихідному боці стійки (2) змонторобочих станів щонайменше однієї з функцій освано виконану у вигляді жолоба (2.6) похилу пласнови (1) та/або стійки (2). 24. Прес за будь-яким з пп. 1-23, який відрізняку поверхню для відведення під дією власної ваги ється тим, що його обладнано дисплеєм для керізаного матеріалу (3), з можливістю зміни її нахилу в залежності від ходу гідравлічного циліндра рування пресом відповідно до зумовлених підпро(2.4.2), призначеного для виконання операції ріграм і їх довільних комбінацій. 25. Прес за будь-яким з пп. 1-24, який відрізнязання матеріалу (3). 17. Прес за будь-яким з пп. 10-16, який відрізняється тим, що його обладнано додатковими засоється тим, що ножі (2.4.1, 2.5.1) закріплено у відбами, розташованими на відкритих для спостереповідних тримачах гідравлічними затискачами ження місцях на гідравлічних циліндрах (1.3.1, (2.4.1.1, 2.5.2) ножів, що дозволяє уникнути бічної 1.4.1, 1.5.1, 2.2.2, 2.4.2), для визначення рівня зногри ножів (2.4.1, 2.5.1) в їх тримачах. су преса за співвідношенням тисків. 18. Прес за будь-яким з пп. 1-17, який відрізня26. Прес за будь-яким з пп. 1-25, який відрізняється тим, що, для оптимізації виробничого проється тим, що, для визначення і/або контролю цесу, має датчики (2.7) для визначення властивосробочого стану та/або об'єму гідравлічної рідини у тей матеріалу (3) як вхідних параметрів преса. всій гідросистемі з метою забезпечення функціо19. Прес за будь-яким з пп. 10-18, який відрізнянально надійної та безперебійної роботи, його ється тим, що штемпель (2.2) змонтовано з можобладнано засобами динамічного контролю, які ливістю функціонувати у поєднанні з повзуном призначені на основі базових вимірювань на поча(2.4) або окремо від нього. тку роботи преса регулювати рівень гідравлічної 20. Прес за будь-яким з пп. 10-19, який відрізнярідини для подальшої роботи та/або відновлювати ється тим, що на повзуні (2.4) змонтовано згинанеобхідний робочий стан та/або потрібний об'єм льний пуансон (2.4.3) для натискання на матеріал гідравлічної рідини в гідросистемі за наявності (3) раніше ножа (2.4.1). витоків з цієї системи або вимикати прес за наяв21. Прес за будь-яким з пп. 1-20, який відрізняності відхилення від необхідного робочого стану ється тим, що, для досягнення високого ступеня гідравлічної системи. Винахід стосується преса для обробки, наприклад, пресуванням і/або різанням будь-якого матеріалу такого, як металобрухт або металеві відходи. Подібні преси є відомими і в основному складаються з: - основи для завантаження та обтиснення матеріалу у формі жмута і для спрямування цього матеріалу на подальшу обробку пресуванням або різанням за допомоги перших гідравлічних циліндрів призначених для виконання операцій обтиснення та спрямування, - стійки із щонайменше одним штемпелем, урухомлюваним і спрямовуваним гідравлічним циліндром, закріпленим на архітраві, для подальшого стиснення матеріалу та/або притискання його до столу, - щонайменше одного третього гідравлічного циліндра для кінцевої обробки пресуванням і/або різанням матеріалу на столі та - системи гідравлічного контролю з блоком керування і трубопроводами для приведення в дію гідравлічних циліндрів, У принципі такі преси є надійними, але досі їх удосконалення стосувалось лише окремих функ цій, вузлів і деталей. Загалом такі удосконалення не призвели до підвищення коефіцієнту корисної дії таких пресів як з огляду на їх технологічні функції, так і на конструкцію. Метою винаходу є підвищення загального коефіцієнту корисної дії охарактеризованих вище пресів через поліпшення технологічного потоку оброблюваного матеріалу, так і оптимізацію конструкції. Завдяки взаємодії вузлів преса передбачено - удосконалити подачу призначеного для обробки матеріалу, - забезпечити значною мірою взаємно узгоджене виконання виробничих операцій, - оптимізувати кінематичну послідовність функціональних елементів і витрати рушійних сил, - створити компактну загальну конструкцію зниженням висоти завантаження і довжини основи, - забезпечити контроль рівня зносу та - забезпечити можливість оператору преса спостерігати, з одного боку, режим кінематичної послідовності взаємно узгоджених операцій, а, з 7 77497 8 іншого боку, вести нагляд за гідравлічною систельованій зовнішній напрямній, які встановлено у мою кожній боковині стійки, в повзуні закріплено ніж, а з метою підвищення операційної готовності в столі закріплено нерухомий ніж для взаємодії з преса, інтенсифікації обробки матеріалу, а також, ножем для різання попередньо стисненого у формі підвищення продуктивності преса. Зрештою, мажмута матеріалу після його подальшого стиснення ють бути невисокими витрати на виготовлення та/або притискання до столу штемпелем. преса, його транспортування у вигляді компактних Для збільшення довжини різання брухту при вузлів до місця встановлення і складання. Отже, так званому частковому ході повзуна, тобто при кінцевою метою винаходу є створення більш проході з неповної висоти положення повзуна, розмір дуктивної машини з нижчими експлуатаційними штемпеля у його глибину в напрямку подачі матевитратами для користувача. ріалу визначено у оптимізованій пропорції до звиЗгідно з винаходом такої мети досягнуто тим, чайної довжини різання, завдяки чому стає непощо трібним стиснення матеріалу, попередньо а) основа складається з днища, стінки, плити обтисненого у жмут. вирівнювання тиску, здатної пересуватись по В пп.12-14 формули винаходу прес характериднищу паралельно стінці, поперечно рухомого зується подальшими ознаками, які дозволяють шибера із гідравлічним циліндром, шарнірно змоноптимізувати його роботу у відповідності з визнатованої на стінці пресувальної кришки із щонаймеченою вище метою. нше одним гідравлічним циліндром, подавальної В пресі згідно з винаходом засоби для функціплити, здатної пересуватись поперек напрямку онально інтегрованого вимірювання переміщення, руху плити вирівнювання тиску; шибера з гідравлішвидкості, прискорення та/або тиску, що відповічним циліндром, опор і завантажувального бункедають кінематичному стану, можуть бути ра, при цьому поперечно рухомий шибер разом з - безконтактними, плитою вирівнювання тиску та пресувальною кри- такими, що дають абсолютне значення для шкою призначено утворювати у функціонально кожного положення, регульованій послідовності поперечний перетин - оптичними, матеріалу, обтисненого до форми жмута, а шибер - магнітними та/або з подавальною плитою подавати сформований - звуковими. таким чином матеріал рухом подавання на остатоОзнаки, які відображено в пп.16-17, є додаткочну обробку пресуванням і/або різанням у стійці; вими для преса, зокрема, у втіленні винаходу у б) стійка складається з архітрава, що з'єднує вигляді пристрою для різання металобрухту ножибоковини, та столу, утворюючи жорстку раму, здацями, а ознаки за пп. 18-26 переважно забезпечутну сприймати сили, що виникають під час пресують загальні функціональні можливості преса на вання, та призначену для з'єднання з основою; досягнення мети винаходу. в) гідравлічні циліндри з поршнями мають заНа кресленнях: сіб для виконання відповідно до вихідних точок Фіг.1а зображує загальний перспективний виі/або вихідних параметрів функціонально інтегрогляд преса з боку відбору обробленого матеріалу; ваного вимірювання переміщення, швидкості, приФіг.1b зображує перспективний вигляд частини скорення та/або тиску, що відповідають кінематичпреса, в яку завантажують матеріал для обробки; ному стану щонайменше одного машинного Фіг.2а зображує основу преса у поперечному елемента, робочого режиму та/або матеріалу для перетині та відкритому положенні; оптимізації та узгодження в часі послідовності Фіг.2b зображує основу згідно з Фіг.2а у закриоперацій виробничого процесу та/або процесу тому положенні з матеріалом, обтисненим до фообробки матеріалу і рми жмута, і матеріалом, завантаженим у бункер; г) система гідравлічного контролю має засоби, Фіг.3 є графічним зображенням сил (нових), з які щонайменше в одному з гідравлічних циліндрів якими діє кришка преса згідно з винаходом, у порінаприкінці робочого ходу створюють протитиск внянні із силами (старими), характерними для рівдля гасіння так званих різальних ударів чи ударів у ня техніки, кінці ходу поршня. Фіг.4а зображує вигляд основи згори у поздоВодночас, основу вжньому перетині та у так званому лівому викоа) розділено на вузли, які, за вибором, можуть нанні, бути як лівого, так і правого виконання, як видно Фіг.4b зображує вигляд основи згори у поздона вигляді основи зверху, із щонайменше одним вжньому перетині та у так званому правому викотехнологічно однаковим вузлом, нанні, б) футеровано однаковими плитами, що комФіг.5а зображує вигляд стійки збоку у поздовпенсують знос, які разом мають розміри, що відпожньому перетині, де винахід втілено як пристрій відають розмірам щонайменше одного вузла, та для різання металобрухту ножицями, в) щонайменше одна плита має засіб індикації Фіг.5b зображує вигляд згори стійки згідно з рівня зносу. Фіг.5а, у поперечному перетині, Подальше виконання основи характеризується Фіг.6 зображує схему керування гасінням різаознаками, розкритими в пп.5-9 формули винаходу. льних ударів схематично зображеного пристрою Функціонально та конструктивно прес характедля різання металобрухту ножицями. ризується ознаками, що притаманні пристроям для Фіг.1, 2, та 4, 5 ілюструють прес, загалом прирізання металобрухту ножицями, а саму, значений для обробки, наприклад, пресуванням у стійці змонтовано повзун, вертикально рухоі/або різанням ножицями будь-якого матеріалу 3, мий по стаціонарній внутрішній напрямній і регутакого як металобрухт або металеві відходи, і який 9 77497 10 ліндри 1.3.1, 1.4.1, 1.5.1, 2.2.2, 2.4.2 з поршнями - основу 1 для завантаження та обтиснення мають засіб 4 для виконання відповідно до вихідматеріалу 3 у формі жмута і для спрямування цьоних точок і/або вихідних параметрів функціонально го матеріалу на подальшу обробку пресуванням інтегрованого вимірювання переміщення, швидкоабо різанням за допомоги перших гідравлічних сті, прискорення та/або тиску, що відповідають циліндрів 1.3.1, 1.4.1, 1.5.1, призначених для викокінематичному стану щонайменше одного машиннання операцій обтиснення та спрямування, ного елемента, робочого режиму та/або матеріалу - стійку 2 із щонайменше одним штемпелем 3 для оптимізації та узгодження в часі послідовно2.2, урухомлюваним і спрямовуваним гідравлічним сті операцій виробничого процесу та/або процесу циліндром 2.2.2, закріпленим на архітраві 2.1, для обробки матеріалу 3. подальшого стиснення матеріалу З та/або притисЯк видно на Фіг.6, система 5 гідравлічного конкання його до столу 2.5, тролю має засоби 5.1, які щонайменше в одному з - щонайменше один третій гідравлічний цигідравлічних циліндрів 1.3.1, 1.4.1, 1.5.1, 2.2.2, ліндр 2.4.2 для кінцевої обробки пресуванням і/або 2.4.2 наприкінці робочого ходу створюють протирізанням матеріалу 3 на столі 2.5 і тиск для гасіння так званих різальних ударів чи - систему 5 гідравлічного контролю з блоком 7 ударів у кінці ходу поршня. керування і трубопроводами 6 для приведення в Основу 1 розділено на вузли (Фіг.4а та 4б), які, дію гідравлічних циліндрів 1.3.1, 1.4.1, 1.5.1, 2.2.2, за вибором, можуть бути як лівого, так і правого 2.4.2. виконання із щонайменше одним технологічно Для підвищення загального коефіцієнта кориоднаковим вузлом 1.6. сної дії прес згідно з винаходом виконано так, що З цією метою основу 1 футеровано однакови- удосконалено подачу/завантаження признами плитами 1.7, що компенсують знос, які разом ченого для обробки матеріалу 3, мають розміри, що відповідають розмірам щонай- забезпечено значною мірою взаємно узгоменше одного вузла 1.6. джене виконання виробничих операцій, Щонайменше одна плита 1.7 має засіб 1.7.1 - оптимізовано кінематичну послідовність фуніндикації рівня зносу. кціональних елементів і витрати рушійних сил, Також в основі 1 або на ній встановлено торсі- створено компактну загальну конструкцію чеон 1.3.2, який щонайменше одним кінематичним рез зниження висоти завантаження і довжини осмеханізмом, таким як важіль 1.3.2.1, через шатуннови, ну планку 1.3.2.3 шарнірно з'єднано з плитою 1.3 - забезпечено контроль рівня зносу та вирівнювання тиску для забезпечення горизонта- забезпечено можливість оператору преса льного паралельного руху плити 1.3 в напрямку спостерігати, з одного боку, режим кінематичної матеріалу 3, для відвернення перекосу плити 1.3 послідовності взаємно узгоджених операцій, а, з бічного шибера, одночасно створюючи складову іншого боку, вести нагляд за гідравлічною систесили, яка діє на днище 1.1 основи 1 для запобіганмою. ня підніманню плити 1.3. Загалом, з одного боку, підвищується операКришка 1.4 преса має щонайменше частково ційна готовність преса, а з іншого боку, підвищуохоплююче стінку 1.2 та/або днище 1.1 обвідне ється інтенсифікація обробки матеріалу 3, а також, плече 1.4.2, з'єднане з гідравлічним циліндром підвищується продуктивність преса. 1.4.1, розташованим переважно під днищем 1.1. Для досягнення таких результатів, основа 1 Кришка 1.4 преса має пресове плече 1.4.3 для згідно з винаходом складається з днища 1.1, стінки створення тиску на матеріал 3, причому вісь 1.2.1 1.2, плити 1.3 вирівнювання тиску, здатної пересуобертання кришки 1.4 простягається уздовж верхватись по днищу 1.1 паралельно стінці 1.2, попенього краю стінки 1.2. речно рухомого шибера із гідравлічним циліндром Кришку 1.4 з обвідним плечем 1.4.2 і гідравлі1.3.1, шарнірно змонтованої на стінці 1.2 пресувачним циліндром 1.4.1, а також пресовим плечем льної кришки 1.4 із щонайменше одним гідравліч1.4.3 у відповідному положенні і виконанні признаним циліндром 1.4.1, подавальної плити 1.5, здатчено для створення такої вертикальної складової ної пересуватись поперек напрямку руху плити 1.3 сили обтиснення матеріалу 3, що початкове знавирівнювання тиску; шибера з гідравлічним цилінчення сили обтиснення, яка виникає внаслідок дром 1.5.1, опор 1.8 і завантажувального бункера переміщення пресового плеча 1.4.3 в площині по1.9. Поперечно рухомий шибер разом з плитою 1.3 вороту кришки 1.4 від її положення під кутом 0° вирівнювання тиску та пресувальною кришкою 1.4 стосовно стінки 1.2 до приблизно 40-60°, зростає і утворюють у функціонально регульованій послідопісля досягнення кутового положення приблизно вності поперечний перетин матеріалу 3, обтисне100°, сила, що діє на матеріал 3, залишається виного до форми жмута. Шибер з подавальною плищою за її значення на початку повертання кришки тою 1.5 подає сформований таким чином матеріал 1.4. Таку дію графічно подано на Фіг.3 у порівнянні 3 рухом подавання на остаточну обробку пресуз рівнем техніки. ванням та/або різанням ножицями у стійці 2. Через це, сила, що діє під час утворення жмуДалі, стійка 2, що функціонально пов'язана з та матеріалу 3, у будь-якому кутовому положенні основою 1, складається з архітрава 2.1, що з'єднує кришки 1.4, що перевищує 0°, є кратною силі, що боковини 2.3, та зі столу 2.5, утворюючи закриту діє при кутовому положенні 0°. жорстку раму, здатну сприймати сили, що виникаКришка 1.4 у повністю відкритому положенні, ють під час пресування, та призначену для з'єдяк зображено на Фіг.2а, сама стабілізується завдянання з основою 1. ки її масі. Як засоби урухомлення преса, гідравлічні циДля замкнення силового потоку, в межах помає 11 77497 12 перечного перетину основи 1 змонтовано щонайли відповідного гідравлічного циліндра 1.3.2, 2.2.2, менше один гідравлічний циліндр 1.3.1 для плити 2.4.2, що виникають при зворотному ході. 1.3 вирівнювання тиску і щонайменше один гідраФункціонально інтегровані засоби вимірюванвлічний циліндр 1.4.1 для пресувальної кришки ня переміщення, швидкості, прискорення та/або 1.4. Поперечний перетин основи 1 має U-подібну тиску можуть бути виконані так, щоб здійснювати форму, а гідравлічні циліндри 1.3.1,1.4.1 лежать в вимірювання одній площині. безконтактним способом, Гідравлічний циліндр 1.3.1 для плити 1.3 виріабсолютно у будь-якому положенні, внювання тиску переважно встановлено у підшипоптичним способом, нику 1.3.2.2 на основі 1 чи в ній і гідравлічний цимагнітним та/або ліндр 1.4.1 для пресувальної кришки 1.4 шарнірно звуковим способом. змонтовано у підшипнику 1.10 на основі 1 чи в ній. Як зображено на Фіг.1а, і більш докладно на У технологічно переважний спосіб, завантажуФіг.5а, на вихідному боці стійки 2 змонтовано вивальний бункер 1.9, як конструктивний вузол осноконану у вигляді жолоба 2.6 похилу пласку поверви 1, встановлено на ній і у відкритому положенні хню для відведення під дією власної ваги різаного основи 1, як зображено на Фіг.2а, його призначено матеріалу 3 з можливістю зміни її нахилу в залежприймати всю порцію призначеного для обробки ності від ходу гідравлічного циліндра 2.4.2, призматеріалу 3, а у закритому положенні основи 1, як наченого для виконання операції різання матеріазображено на Фіг.2б, його призначено утримувати лу 3. попередньо розміщений в ньому матеріал 3 для Краще, що б ножі 2.4.1, 2.5.1 було закріплено у наступного завантаження як щонайменше частину відповідних тримачах гідравлічними зажимами порції призначеного для обробки матеріалу 3. 2.4.1.1, 2.5.2 ножів, як зображено на Фіг.5а, що Відповідно до послідовності рухів плити 1.3 дозволяє уникнути бічної гри ножів 2.4.1,2.5.1 в їх вирівнювання тиску і пресувальної кришки 1.4, в тримачах. робочому положенні плити 1.3, вирівнювання тисДля оптимізації виробничого процесу, можлику і закритому положенні пресувальної кришки 1.4 во визначати його параметри за допомоги таких матеріал 3 в основі 1 обтиснено у формі жмута до засобів як датчики 2.7 (Фіг.5а) для визначення приблизно прямокутного та/або квадратного попевластивостей матеріалу 3 як вхідних параметрів речного перетину і готового для подальшої обробпреса. ки у стійці 2. Як видно на Фіг.5а, штемпель 2.2 може функПрес, який описано перед цим, має загальне ціонувати поєднано з повзуном 2.4 або окремо від застосування, тобто прес, який не призначено рінього. зати оброблюваний матеріал ножицями. Мало того, як зображено на Фіг.5а, на повзуні Для застосування преса як пристрою для рі2.4 змонтовано згинальний пуансон 2.4.3 для назання ножицями, тобто преса з функцією різання тискання на матеріал 3 раніше ножа 2.4.1. ножицями, у стійці 2 змонтовано повзун 2.4, вертиНа Фіг.1а показано, що, для досягнення високально рухомий по стаціонарній внутрішній напрякого ступеню попереднього складання і транспормній 2.3.1 і регульованій зовнішній напрямній 2.3.2, тування до місця експлуатації, попередньо склавстановленим у кожній боковині 2.3 стійки 2, в повдений перший вузол 6.1 трубопроводів 6 зуні 2.4 закріплено ніж 2.4.1, а в столі 2.5 закріплеприєднано до пари опор 1.8 основи 1, а попередно нерухомий ніж 2.5.1 для взаємодії з ножем 2.4.1 ньо складений другий вузол 6.2 трубопроводів 6 для різання попередньо стисненого у формі жмута приєднано до стійки 2. матеріалу З після його подальшого стиснення Для керування пресом, рекомендовано обладта/або притискання до столу 2.5 штемпелем 2.2. нати його дисплеєм для відображення відповідних Для збільшення довжини різання брухту при робочих станів, щонайменше однієї з функцій остак званому частковому ході повзуна 2.4, тобто нови 1 та/або стійки 2. На разі, доцільно встановипри ході з неповної висоти положення повзуна 2,2, ти зумовлені підпрограми та їх довільні комбінації. розмір штемпеля 2.2 у його глибину (у напрямку Для визначення рівня зносу преса за співвідподачі матеріалу 3) визначено у оптимізованій ношенням тисків його обладнано додатковими пропорції до звичайної довжини різання, завдяки засобами (не показаними), розташованими на відчому стає непотрібним стиснення матеріалу 3, критих для спостереження місцях на гідравлічних попередньо обтисненого у жмут. циліндрах 1.3.1,1.4.1, 1.5.1, 2.2.2,2.4.2. Штемпель 2.2 змонтовано з можливістю переДля визначення і/або контролю робочого стану суватися по архітраву 2.2.1, який протидіє силам та/або об'єму гідравлічної рідини у всій гідросисрозпирання П-подібної рами стійки 2. темі з метою забезпечення функціонально надійЩонайменше один з гідравлічних циліндрів ної та безперебійної роботи, прес згідно з винахо2.2.2, 2.4.2 може бути встановлено зверху у відподом може бути обладнано так званими засобами відному отворі архітрава 2.1 стійки 2, а також зафідинамічного контролю (не показано), які призначексовано після радіального повороту і змонтовано з но на основі базових вимірювань на початку робоможливістю демонтажу. ти пресу регулювати гідравлічну рідину для подаЗгідно з іншим прикладом втілення винаходу льшої роботи та або задавати відновлення щонайменше один з гідравлічних циліндрів 1.3.1, необхідного робочого стану та/або потрібного 2.2.2, 2.4.2 може бути встановлено знизу і закріпоб'єму гідравлічної рідини в гідросистемі, наприлено з можливістю демонтажу у відповідному клад, у випадку витоків з цієї системи, або вимикаотворі його відповідної опори архітрава 2.1 стійки ти прес у випадку відхилення від необхідного ро2 так, що кріпильні деталі сприймають лише ті сибочого стану гідравлічної системи. 13 77497 14 15 Комп’ютерна верстка Т. Чепелева 77497 Підписне 16 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюPress for processing any type of material, such as scrap metal or metal wastes
Автори англійськоюKlother Andreas
Назва патенту російськоюПресс для обработки любого материала, например, металлолома или металлических отходов
Автори російськоюКлотер Андреас
МПК / Мітки
МПК: B30B 15/16, B30B 15/04, B30B 9/32
Мітки: прес, відходи, будь-якого, такого, металеві, металобрухт, матеріалу, обробки
Код посилання
<a href="https://ua.patents.su/8-77497-pres-dlya-obrobki-bud-yakogo-materialu-takogo-yak-metalobrukht-abo-metalevi-vidkhodi.html" target="_blank" rel="follow" title="База патентів України">Прес для обробки будь-якого матеріалу, такого як металобрухт або металеві відходи</a>
Пристрій для первинної обробки , перетворення , остаточної переробки відходів будь-якого виду та спосіб знищення і утилізації відходів будь-якого виду
Номер патенту: 41263
Опубліковано: 17.09.2001
Автор: Кісс Гюнтер Х.
МПК: F27B 3/00, F27D 3/06, C10B 53/00, C10B 49/00
Мітки: утилізації, первинної, виду, перетворення, остаточної, знищення, пристрій, спосіб, будь-якого, переробки, відходів, обробки
Формула / Реферат:
1.Устройство для первичной обработки, преобразования и окончательной переработки отходов любого вида, содержащее блок загрузки, пресс, формирующий брикеты из отходов, реакторы предварительной низкотемпературной термообработки и высокотемпературной термообработки, отличающееся тем, что реакционные камеры реактора низкотемпературной термообработки без доступа кислорода и реактора с подводом кислорода жестко соединены между собой...
Спосіб одержання комбінованих зварних з`єднань гарячекатаних смуг із легованої сталі типу 20х4мфб і сталей 08 або ст3 будь-якого ступеня розкиснення
Номер патенту: 77336
Опубліковано: 15.11.2006
Автори: Бузлама Олександр Васильович, Рябухін Володимир Федірович, Норка Сергій Петрович, Побегайло Олег Андрійович, Шебаніц Едуард Миколайович, Будніков Володимир Іванович, Пасько Тетяна Григорівна, Уланова Олександра Лук'янівна
МПК: B23K 11/02, B21B 3/02
Мітки: комбінованих, гарячекатаних, сталей, спосіб, ст3, ступеня, будь-якого, одержання, легованої, 20х4мфб, розкиснення, зварних, типу, смуг, сталі, з'єднань
Формула / Реферат:
Спосіб одержання комбінованих зварних з'єднань гарячекатаних смуг із легованої сталі типу 20Х4МФБ і сталей 08 або ст3 будь-якого ступеня розкиснення, який включає: вибір супутніх марок сталей, підготовку поверхні, визначення оптимального перерізу гарячекатаних смуг, що стикуються, шириною більше 1000 мм, розробку режиму стикового контактного зварювання, який відрізняється тим, що вибір марок сталей для комбінованих зварних з'єднань...
Спосіб спалювання відходів будь-якого походження, що містять токсичні речовини, і продукт випалу
Номер патенту: 27700
Опубліковано: 16.10.2000
Автор: Піша Філіп
Мітки: будь-якого, речовини, токсичні, спалювання, продукт, містять, спосіб, випалу, відходів, походження
Формула / Реферат:
(57)1. Способ сжигания отходов любого происхождения, содержащих токсические вещества, в том числе соединение галогенов, включающий измельчение отходов до размера частиц менее 5мм, добавление жидких отходов до получения пастообразной массы и последующий ее нагрев до температуры сжигания, отличающийся тем, что в пастообразную массу дополнительно вводят реагент на основе карбоната кальция, содержащий оксид кремния, оксид алюминия и,...
Матеріал покриття випромінювальних поверхонь для генерування електромагнітних хвиль та спосіб одержання такого матеріалу
Номер патенту: 53694
Опубліковано: 17.02.2003
Автор: Райхельт Гельмут
МПК: H01Q 1/38, C09D 5/00, C09D 189/00, C09D 201/00, C09D 191/00
Мітки: поверхонь, матеріалу, матеріал, спосіб, випромінювальних, покриття, хвиль, генерування, такого, електромагнітних, одержання
Формула / Реферат:
1. Матеріал покриття випромінювальних поверхонь для генерування електромагнітних хвиль, що складається з зв'язувального агента, ізолюючого агента, диспергувального агента, води і графіту, який відрізняється тим, що матеріал покриття має наступний склад, мол.%: основний матеріал 55-65 графіт 35-45, при цьому основний матеріал має наступний склад, мол.%: ...
Прес для вирубування деталей з листового матеріалу та натуральної шкіри
Номер патенту: 9927
Опубліковано: 17.10.2005
Автори: Прибега Дмитро Володимирович, Поліщук Олег Степанович, Кармаліта Анатолій Костянтинович
МПК: A43D 8/00
Мітки: натуральної, прес, деталей, листового, матеріалу, вирубування, шкіри
Формула / Реферат:
1. Прес для вирубування деталей з листового матеріалу та натуральної шкіри, що містить електрообладнання, станину, вирубувальну плиту, матеріал та касети з різаками, який відрізняється тим, що як привід для створення робочого зусилля використовується магнітно-імпульсна установка з плоскою індукторною системою і задатчиком енергії, необхідної для виконання технологічної операції.2. Прес за п. 1, який відрізняється тим, що двигун...
Попередній патент: Машина для вирубування заготовок з гофрованого картону та одночасного виконання ліній згину на заготовках
Наступний патент: Електромагнітооптичне середовище для оптоелектроніки
Випадковий патент: Похідні пурину з властивостями агоніста людського а2а рецептора, спосіб їх одержання, фармацевтична композиція та спосіб лікування